Tehnologia sudării semiautomate a gazelor de protecție. Sudare semiautomată. Butelie de gaz de protecție
Trimiteți-vă munca bună în baza de cunoștințe este simplu. Utilizați formularul de mai jos
Studenții, studenții absolvenți, tinerii oameni de știință care folosesc baza de cunoștințe în studiile și munca lor vă vor fi foarte recunoscători.
Găzduit la http://www.allbest.ru/
Sudare semiautomată
Interpretat de Averin Valery
Esența metodelor de semi sudare automată în mediu gaze protectoare
Sudarea semi-automată se realizează sub un strat de flux sau într-un mediu cu gaz de protecție.
Mod de sudare semi-automat
Acest lucru este important deoarece în sudarea manuală poate fi dificil să păstrați electrodul în stare perfectă și ca urmare lungimea arcului și, prin urmare, tensiunea tind să fluctueze. Sursele de tensiune constantă mențin o tensiune constantă și variază curentul și, prin urmare, sunt utilizate cel mai frecvent pentru procesele automate de sudare, cum ar fi sudarea cu arc cu gaz, sudarea cu arc scufundat și sudarea cu arc scufundat. În aceste procese, lungimea arcului este menținută constantă, deoarece orice fluctuație a distanței dintre sârmă și materialul de bază este rapid eliminată printr-o schimbare mare a curentului.
Esența metodei: fir de sudura este introdus în zona de sudare automat la o anumită viteză, iar lanterna este deplasată manual de către sudor. Adică procesul este automatizat exact la jumătate.
În toate se realizează sudarea semiautomată poziții spațiale grosimi de la 0,5 la 30 de milimetri sau mai mult, atât oțel, cât și metale neferoase. Mediu protector? argon, dioxid de carbon sau amestecuri de diferite gaze.
De exemplu, dacă firul și materialul de bază sunt prea aproape, curentul va crește rapid, ceea ce, la rândul său, provoacă mai multă căldură și vârful firului să se topească, revenind la distanța de separare inițială. Cel mai important rol în sudare îl joacă tipul de curent utilizat în sudarea cu arc. Procesele cu electrozi consumabili, cum ar fi sudarea cu arc ecranat și sudarea cu arc cu gaz, utilizează de obicei curent continuu, dar electrodul poate fi încărcat fie pozitiv, fie negativ.
La sudare, un anod încărcat pozitiv va avea o concentrație termică mare și, ca urmare, modificarea polarității electrodului afectează proprietățile sudură. Dacă electrodul este încărcat pozitiv, se va topi mai repede, crescând viteza de sudare și viteza de sudare. Alternativ, un electrod încărcat negativ are ca rezultat suduri mai puțin adânci. Procesele neexplorate cu electrozi, cum ar fi sudarea cu arc de gaz, pot folosi atât curent continuu, cât și curent alternativ. Cu toate acestea, la DC, deoarece electrodul creează doar un arc și nu oferă material de umplutură, un electrod încărcat pozitiv produce suduri de mică adâncime, în timp ce un electrod încărcat negativ creează suduri mai adânci.
Sudare cu arc ecranat? este sudarea în care se află arcul și metalul topit gaz de protecție, care este introdus în zona de sudură folosind despărțiri speciale.
Principalele avantaje ale sudării în gaze de protecție:
* productivitate ridicată, cost redus la utilizarea gazelor active de protecție;
* ușurință în mecanizare și automatizare;
Curentul alternativ se deplasează rapid între acestea două, rezultând suduri cu permeabilitate medie. Unul dintre cele mai comune tipuri de sudare cu arc este sudarea cu arc metalic ecranat, care este cunoscută și sub denumirea de sudare manuală cu arc de metal sau sudare cu stick. Miezul electrodului acționează ca un material de umplutură, făcând inutil un material de umplutură separat.
Acest proces este foarte versatil, poate fi realizat cu echipamente relativ ieftine și, datorită versatilității sale, este foarte potrivit pentru lucrul în atelier și pe teren. Un operator poate deveni destul de competent cu puțină pregătire și poate obține măiestrie cu experiență. Timpul de sudare este destul de lent deoarece electrozii consumabili trebuie schimbati frecvent si pentru ca zgura, reziduul din flux, trebuie indepartata dupa sudare. În plus, procesul este în general limitat la sudarea materialelor feroase, deși electrozi speciali au făcut posibilă sudarea fontei, nichelului, aluminiului, cuprului și altor metale.
* posibilitate de sudare in toate pozitiile spatiale;
* zonă mică afectată de căldură și deformare relativ mică a produsului ca urmare a unui grad ridicat de concentrare a arcului;
* calitate superioară protecţie;
* stropii sunt reduse;
* se reduce volumul lucrărilor de finisare;
* calitate imbunatatita a sudurilor;
Poate fi dificil pentru operatorii neexperimentați să realizeze bine sudurile din poziție cu acest proces. Sudarea cu arc metalic cu gaz, cunoscută și sub denumirea de sudare cu gaz inert metalic, este un proces semi-automat sau automat care utilizează o alimentare continuă a sârmei ca electrod și un amestec de gaz inert sau semi-măsurabil pentru a proteja sudarea de contaminare. În plus, dimensiunea mai mică a arcului în comparație cu procesul de sudare cu arc de metal ecranat face mai ușoară realizarea sudurilor în afara poziției.
* se imbunatatesc conditiile de lucru ale sudorului;
*Intensitate redusă a muncii.
În sudarea cu arc mecanizat cu un electrod consumabil, mașinile de sudură semiautomate sunt clasificate după cum urmează:
* conform metodei de protecție a zonei arcului electric
* după tipul de sârmă de electrod: sârmă solidă de oțel, sârmă solidă de aluminiu, sârmă cu miez flux
Acest proces poate fi aplicat la o gamă largă de metale, atât feroase, cât și neferoase. Un proces înrudit, sudarea cu arc cu pulbere, utilizează echipamente similare, dar utilizează un fir constând dintr-un electrod de oțel care înconjoară materialul pulbere.
Sudarea cu arc de tungsten cu gaz sau sudarea cu gaz inert de tungsten este proces manual sudare, care folosește un diferit electrod de wolfram, inert sau semi-măsurător amestec de gazeși umplutură separată. Această metodă este utilă în special pentru sudarea materialelor subțiri, această metodă se caracterizează printr-un arc stabil și suduri de înaltă calitate, dar necesită o calificare considerabilă a operatorului și poate fi efectuată doar la viteze relativ mici.
* dupa metoda de racire a arzatorului: racit cu aer si racit cu apa
* conform metodei de control al vitezei de avans a sârmei: cu neted, treptat, lin
* prin proiectare - cu un alimentator staționar, mobil sau portabil
Mișcarea electrodului în raport cu marginile sudate se efectuează manual. Alimentarea cu electrod de metal a bazinului de sudură pe măsură ce se topește este automatizată. Sârma de sudură este instalată în mecanismul de alimentare și apoi este alimentată printr-un furtun flexibil la duza arzătorului la o viteză egală cu rata de topire a acestuia. Pentru ca furtunul să fie suficient de flexibil și manevrabil, în sudarea semiautomată se folosește un fir de sudură subțire (O 0,8-1,6 mm).
Este adesea folosit atunci când sudurile de calitate sunt extrem de importante, cum ar fi în aplicații de ciclism, aer și marine. Un proces înrudit, sudarea cu arc cu plasmă, folosește, de asemenea, un electrod de tungsten, dar utilizează gaz cu plasmă pentru arc. O variantă a procesului este tăierea cu plasmă, un proces eficient de tăiere a oțelului.
Sudarea cu arc scufundat este o metodă de sudare de înaltă performanță în care arcul lovește sub un strat de flux. Acest lucru îmbunătățește calitatea arcului, deoarece contaminanții din atmosferă sunt blocați de flux. Zgura care se formează pe sudură tinde să se rupă de la sine și, în combinație cu utilizarea alimentării continue a sârmei, rata de depunere a sudurii este mare. Condițiile de lucru sunt mult îmbunătățite în comparație cu alte procese de sudare cu arc deoarece fluxul ascunde arcul și aproape nu se generează fum.
În funcție de metalul de sudat și de grosimea acestuia, ca gaze de protecție se folosesc gaze inerte, active sau amestecurile acestora. Datorită caracteristicilor fizice, stabilitatea arcului și proprietățile sale tehnologice sunt mai mari atunci când se utilizează curent continuu polaritate inversă.
Constanța parametrilor (curent și tensiune) se menține automat prin autoreglarea arcului. Când se aplică sudare semiautomată crește productivitatea procesului și facilitează munca sudorului.
Acest procedeu este utilizat în mod obișnuit în industrie, în special pentru produse mari și în producția de vase sudate. presiune ridicata. Alte procese de sudare cu arc includ sudarea cu hidrogen atomic, sudarea cu arc cu carbon, sudarea cu zgură electrică, sudarea cu electrogaz și sudarea cu arc.
Sudarea cu gaz a armăturii din oțel folosind procedeul oxiacetilenic. Cel mai comun proces de sudare cu gaz este sudarea oxi-plasmă, cunoscută și sub denumirea de sudare oxiacetilenă. Este unul dintre cele mai vechi și mai versatile procedee de sudare, dar anul trecut a devenit mai puțin popular în aplicațiile industriale. Este încă utilizat pe scară largă pentru sudarea și repararea tuburilor și țevilor. Flacăra, pentru că este mai puțin concentrată decât arc electric, determină răcirea mai lentă a sudurii, ceea ce poate duce la tensiuni reziduale mari și la deformarea sudurii, deși acest lucru facilitează sudarea oțelurilor înalt aliate.
Parametrii principali ai modului de sudare a electrodului consumabil includ puterea curentului, polaritatea, tensiunea arcului, diametrul firului și viteza de avans, debitul și compoziția gazului de protecție, suprafața electrodului și viteza de sudare. Viteza de sudare este reglata de catre sudor, acesta o alege din conditiile de umplere a canelurii sau obtinerea de suduri cu sectiunea ceruta. Stabilitatea arcului, stropirea și formarea sudurii depind de proprietățile statice și dinamice ale surselor de energie. Este recomandabil să folosiți surse cu caracteristici I–V cu scădere ușoară sau dure, cu o rată optimă de creștere a curentului de scurtcircuit.
Un proces similar, denumit în mod obișnuit ca oxi-taiere, este utilizat pentru tăierea metalelor. Alte metode de sudare cu gaz, cum ar fi sudarea cu acetilenă cu aer, sudarea cu oxihidrogen și sudarea cu gaz sub presiune, sunt destul de asemănătoare, de obicei diferă doar în tipul de gaze utilizate. O lanternă cu apă este uneori folosită pentru sudarea de precizie a articolelor, cum ar fi bijuteriile. Sudarea cu gaz este folosită și în sudarea plasticului, deși substanța încălzită este aerul și temperaturile sunt mult mai scăzute.
Sudarea prin rezistență presupune generarea de căldură prin trecerea curentului printr-o rezistență cauzată de contactul între două sau mai multe suprafețe metalice. Pe suprafața sudurii se formează mici bazine de metal topit pe măsură ce trece un curent mare prin ea. În general, metodele de sudare a cauciucului sunt eficiente și produc puțină poluare, dar aplicarea lor este oarecum limitată, iar costurile echipamentelor pot fi mari.
Transferul de metal prin golul arcului are loc sub formă de picături sau vapori. Picăturile se formează la capătul electrodului sub influența gravitației, tensiunii superficiale, presiunii gazelor formate în interiorul metalului topit. Principalele forțe responsabile de formarea picăturilor de metal din electrod și de transferul acestuia prin întreținerea arcului sunt forța axială rezultată din efectul de prindere și forțele de tensiune superficială. Metalul topit de la capătul electrodului se adună în picături sub acțiunea tensiunii superficiale. Pe măsură ce electrodul se topește, picătura crește până la un astfel de volum încât greutatea sa devine egal cu puterea tensiunea superficială și picătura se rupe.
Sudarea prin puncte este o metodă populară de sudare prin rezistență utilizată pentru a îmbina foile metalice suprapuse de până la 3 mm grosime. Doi electrozi sunt utilizați simultan pentru a fixa foile metalice și pentru a trece curentul prin foi. Avantajele metodei includ utilizarea eficientă a energiei, deformarea limitată a piesei de prelucrat, ratele de producție ridicate, ușurința de automatizare și absența materialelor de umplere necesare. Rezistența sudurii este semnificativ mai mică decât în cazul altor metode de sudare, făcând procesul potrivit doar pentru anumite aplicații.
Pe măsură ce temperatura crește, tensiunea superficială scade. Odată cu creșterea puterii curentului, rolul gravitației în formarea picăturii scade și efectul compresiv al forțelor electromagnetice crește, care contribuie la separarea picăturii de capătul electrodului. Datorită acestui fapt, pe măsură ce curentul crește, dimensiunea picăturilor metalului electrodului scade, natura transferului de metal se schimbă de la picătură mare la picătură mică și apoi la jet.
Defecte de sudura
Este utilizat pe scară largă în industria auto: mașinile obișnuite pot avea câteva mii de suduri prin puncte realizate de roboți industriali. Pentru sudarea în puncte a oțelului inoxidabil, poate fi utilizat un proces specializat numit sudare prin zdrobire.
Transfer de impuls al electrodului metalic
Ca sudură în puncte, sudare sudare se bazează pe doi electrozi pentru a aplica presiune și curent pentru a conecta foile metalice. Cu toate acestea, în loc de electrozi ascuțiți, electrozii roți se rostogolesc și adesea alimentează piesa de prelucrat, permițând efectuarea de suduri lungi și continue. În trecut, acest proces a fost utilizat în producția de cutii de băuturi, dar utilizarea sa este acum mai limitată. Alte metode de sudare prin rezistență includ sudarea cu fulger, sudarea prin proiecție și sudarea prin încălcare.
Oxigenul reduce tensiunea superficială a metalului și, prin urmare, odată cu creșterea conținutului său în argon, curentul critic scade. Proprietățile tehnologice înalte ale arcului în sudarea oțelului sunt asigurate prin adăugarea de până la 4-5% O2 la argon. Într-un astfel de mediu, arcul arde stabil la un curent relativ scăzut, ceea ce facilitează sudarea metalelor de grosime mică. Un arc de pulverizare produce mai puține stropi de metal și asigură o mai bună formare a sudurii.
Metodele de sudare cu fascicul de energie, și anume sudarea cu laser și sudarea cu fascicul de electroni, sunt procese relativ noi care au devenit destul de populare în aplicațiile de înaltă producție. Cele două procese sunt destul de asemănătoare, mai ales în ceea ce privește sursa lor de putere. Sudarea cu fascicul laser folosește un fascicul laser foarte focalizat, în timp ce sudarea cu fascicul de electroni se realizează în vid și utilizează un fascicul de electroni. Ambele au densități energetice foarte mari, permițând pătrunderea adâncă în sudare și minimizând dimensiunea zonei de sudare.
Echipamente pentru sudare semiautomată. Alimentare DC
Redresoarele de sudare sunt proiectate pentru a converti curentul alternativ în curent continuu și pentru a furniza arcul de sudare cu acesta.
Caracteristica lor distinctivă este că utilizarea redresoarelor de sudură vă permite să obțineți o calitate foarte înaltă a sudurii. Aceste dispozitive alimentează arcul electric de sudare cu curent continuu și sunt destinate sudării manuale cu arc.
Avantajele sudurii cu miez de flux
Ambele procese sunt extrem de rapide și ușor de automatizat, făcându-le foarte productive. Principalele dezavantaje sunt costurile foarte mari ale echipamentelor și susceptibilitatea la fisurare termică. Evoluțiile în acest domeniu includ sudarea hibridă cu laser, care folosește atât principiile sudării cu fascicul laser, cât și ale sudării cu arc pentru a îmbunătăți proprietățile de sudare.
La fel ca primul proces de sudare, sudarea forjată, unele metode moderne de sudare nu implică topirea materialelor care se îmbină. Unul dintre cele mai populare cu ultrasunete lucrari de sudare folosit pentru a lega foi subțiri sau fire din metal sau termoplastic prin vibrarea acestora la frecvență înaltă și la presiune ridicată. Echipamentele si metodele folosite sunt similare cu cele pentru sudura prin contact, dar în schimb curent electric vibrația furnizează energie. Sudarea metalelor cu acest proces nu includeți topirea materialelor; in schimb, sudura se formeaza prin introducerea de vibratii mecanice pe orizontala sub presiune.
Se folosesc redresoare cu caracteristici exterioare cadente si dure, in functie de cerintele procesului de sudare (taiere) in care sunt folosite ca sursa de energie.
Redresoarele sunt clasificate:
* pentru numărul de posturi deservite? unic și multi-post;
* pentru numărul de faze de putere? monofazat și trifazat;
* pentru tipul de supapă? diodă, invertor, tiristoare;
* pentru modul de reglare a curentului sau a tensiunii? cu control mecanic al înfășurărilor în mișcare (tip VD pt sudura manuala), care sunt reglate prin modificarea raportului de transformare al transformatorului de putere (tip BC pt sudura mecanizataîn dioxid de carbon), cu reglare prin comutare magnetică (tip VSZh), care sunt reglate de o clapete de saturație (tip VDG); controlat cu tiristor.
* în spatele circuitului redresor? semiundă, trifazată și șase faze;
* pentru scopul? utilizat pentru sudarea manuală cu arc, sudarea mecanizată cu arc scufundat, sudarea mecanizată în mediu cu dioxid de carbon, universală).
Redresoarele de curent scăzut (până la 315A) sunt realizate conform unui circuit de punte trifazat; curenți medii (până la 500A) ? cu șase faze cu reactor de nivelare; curenții mari (mai mult de 1000A) se realizează conform unui circuit redresor inel cu șase faze.
Sunt tipurile de redresoare utilizate pentru sudarea manuală cu arc? VD-102; VD-201; VD-306D; VD-506 și altele, unde:
BUSP? unitate de control al procesului de sudare;
DS? DC;
TNG? modul sudare cu arc cu argon electrod neconsumabil;
MMA? modul de sudare cu arc cu electrod acoperit;
MIG/MAG? modul de sudare cu electrozi consumabile semi-automat în gaze de protecție.
Redresoarele universale asigură arderea stabilă a arcului pentru sudarea manuală și mecanizată. Caracteristicile exterioare ale redresoarelor universale pentru sudarea manuală și cu arc scufundat au formă de cădere, pentru sudarea mecanizată în gaz de protecție au o formă rigidă cu o ușoară pantă.
|
Parametrii |
||
|
Curent nominal de sudare, A |
||
|
Tensiunea nominală de funcționare, V, cu caracteristici: cădere |
||
|
Mod nominal de operare TV, % |
||
|
Interval de reglare curent de sudare, DAR |
||
|
Domeniul de reglare a tensiunii, V, cu caracteristici: cădere |
||
|
Tensiunea de oprire a cursei, V |
||
|
Putere primară, kVA |
||
|
Greutate, kg |
Redresor VDU-505? semi-automat PDG-516
Curent nominal de sudare, A? 500
Diametrul firului electrodului, mm? 1,2-2,0
Viteza de avans a firului de electrod, m/h? 120-960
Dimensiuni (lungime*latime*inaltime), mm? 1275*816*940
Masa proiectilului de alimentare, kg? optsprezece
Sudare semiautomată
Alimentatorul (alimentătorul de sârmă) PDG-516 este utilizat în sudarea semi-automată ca dispozitiv pentru alimentarea cu sârmă de sudură și gaz de protecție în zona de sudare.
PDG-516 funcționează ca parte a dispozitivelor semi-automate de sudură împreună cu orice redresoare de sudură având o caracteristică rigidă sau combinată curent-tensiune (de obicei cu un redresor de sudură VDU-506). Poate fi completat cu orice surse de alimentare produse de SA "KZESO"
PDG-516 este un alimentator de tip deschis cu o transmisie cu 4 role, o casetă pentru sârmă de sudare, un dispozitiv de frână.
Are reglarea parametrilor de sudare și setarea a trei moduri independente de sudare. Trecerea de la al doilea mod la al treilea este posibilă fără a opri procesul de sudare. Se implementeaza si modul de sudare cu nituri electrice.
Atunci când este echipat cu role corespunzătoare și o lanternă, dispozitivul semiautomat poate fi utilizat pentru sudarea cu sârmă miez flux.
Are o reglare lină a vitezei de alimentare a firului electrodului.
Specificații:
Curent nominal de sudare - 500A (PV-60%).
Diametrul firului - 1,2-2,0 mm.
Greutatea casetei de sârmă de sudură este de 15 kg.
Viteza de avans a firului electrodului - 120-1200 m/h.
Reglarea vitezei de furnizare a firului de sudură - netedă.
Cantitatea rolelor de dare - 4 bucăți.
Dimensiuni totale - 470x365x430 mm.
Greutate - 17 kg.
Nu este permisă utilizarea echipamentului pentru lucru într-un mediu saturat cu praf, într-un mediu exploziv, precum și într-un mediu care conține vapori și gaze corozive care distrug metalele și izolația.
Butelie de gaz de protecție
Cilindrii sunt vase cilindrice din oțel, în gâtul cărora există un orificiu filetat conic, în care este înșurubat o supapă de închidere. Pentru fiecare gaz, au fost dezvoltate propriile modele de supape pentru un cilindru de acetilenă și invers. Un inel cu filet exterior este așezat strâns pe gât pentru a înșuruba un capac de siguranță, care servește la protejarea supapei cilindrului de posibile șocuri în timpul transportului.
In functie de tipul de gaz din butelie, buteliile sunt vopsite la exterior in culori conventionale, iar denumirea gazului se aplica cu vopseaua corespunzatoare fiecarui gaz. De exemplu, buteliile de oxigen sunt vopsite în albastru, iar inscripția este neagră, hidrogen? în vopsea verde închis și roșu, acetilenă? în vopsea albă și roșie, propan? în vopsea roșie și albă, argon? vopsea gri. O parte a părții superioare și sferice a cilindrului nu este vopsită și datele pașaportului cilindrului sunt ștampilate pe ea: tipul și numărul de serie al cilindrului, marca înregistrată a producătorului, masa cilindrului gol, containerul , presiunea de lucru și de testare, data fabricării, ștampila OTK și ștampila inspecției Gosgortekhnadzor , data următoarei încercări.
Principalele tipuri de butelii utilizate pentru depozitarea și transportul oxigenului, azotului, hidrogenului și altor gaze.
Reductor
Reductor? debitmetrul este utilizat pentru a reduce presiunea într-un cilindru al unei rețele centralizate sau printr-o conductă și, de asemenea, menține presiunea în timpul funcționării. Reductorul are camere de înaltă și, respectiv, joasă presiune, precum și manometre. La sudarea pe amestecuri de gaze de protecție (CO 2 + Ar), mixerele de gaz sunt incluse în setul de echipamente.
Furtunuri
Pentru sudarea cu arc cu electrozi consumabili, se face o distincție între sudarea automată și semiautomată. Granița dintre ele este destul de nedefinită. De fapt, ceea ce s-a realizat până acum nu depășește de obicei mecanizarea parțială a procesului de sudare, care include două operații principale; introducerea electrodului în arc pe măsură ce se topește și deplasarea arcului de-a lungul liniei de sudare. Dacă ambele operații sunt mecanizate, procesul este considerat automat, dacă este alimentat doar cu un electrod, atunci semi-automat. Sudarea automată nu este întotdeauna fezabilă și adecvată. Este benefic în masă și producție în serie produse cu cusături drepte și circulare suficient de lungi. Un număr mare de produse sudate nu îndeplinesc aceste cerințe, iar o cantitate mare de muncă este realizată prin sudare manuală. Multă vreme, alături de automate, au fost create dispozitive simplificate care, într-o măsură sau alta, au redus volumul lucrate manual. În acest sens, sudarea semi-automată a furtunului a primit o mare dezvoltare. Mecanismul automat al dispozitivului semiautomat cu furtun, similar mașinilor cu arc electric convențional, împinge firul de electrod din bobină în zona arcului printr-un furtun flexibil și un suport de vârf. Lungimea furtunului flexibil poate fi de până la 5 m. Sudorul, ținând vârful, îl deplasează manual de-a lungul cusăturii.
Inițial, dispozitivele semiautomate cu furtun erau destinate sudării cu arc deschis cu sârmă cu electrod gol cu diametrul de 4-5 mm. Lucrările au fost efectuate la curenți de sudare mici. Datorită diametrului semnificativ al sârmei, furtunul era greu, insuficient de flexibil și incomod de utilizat. Curenții mici nu au permis o creștere semnificativă a productivității sudării în comparație cu sudarea manuală, prin urmare dispozitivele semiautomate cu furtun, deși erau cunoscute, nu au fost folosite.
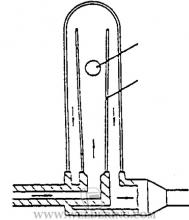
Crearea unui dispozitiv semiautomat cu furtun practic adecvat a fost facilitată de trecerea la metoda sudării cu arc scufundat cu sârmă electrod de diametre mici, care nu depășește 2-2,5 mm. Utilizarea fluxului a permis creșterea curentului de sudare, ceea ce a îmbunătățit stabilitatea arcului și a crescut dramatic productivitatea sudurii. Prin reducerea diametrului firului, greutatea furtunului a scăzut și flexibilitatea acestuia a crescut. Schema instalatiei pentru sudarea furtunului semiautomata tip PSh-5, elaborata la Institutul de Sudura Electrica. E. O. Paton, prezentat în figura de mai sus.
Un fir de electrod cu un diametru de 1,6-2 mm, înfășurat într-o bobină, situat într-o cutie sau casetă 1, este împins de către alimentatorul 2 prin furtunul flexibil 3 în suportul 4, care se află în mâna sudorului. Curentul de sudare este furnizat suportului printr-un furtun flexibil de la transformator de sudare 5 cu bobină de șoc. Echipamentele de comutare și instrumentele electrice de măsură sunt montate în cutia feroneriei 6.
Mecanismul de alimentare a sârmei funcționează pe principiul vitezei constante de alimentare a sârmei.
Alimentarea se face printr-un motor electric asincron de curent alternativ trifazat cu o putere de 0,1 kW printr-un angrenaj melcat si doua perechi cilindrice de angrenaje. Viteza de avans a firului este modificată prin deplasarea roților dințate în intervalul de 80-600 m/h. Printr-un furtun flexibil, curentul de sudare este furnizat suportului, iar firul electrodului este introdus în zona arcului.
Pentru a trece firul electrodului, o spirală flexibilă de sârmă de oțel este amplasată în interiorul unui furtun flexibil special, separat de partea care transportă curent a furtunului printr-un strat de izolație. Deasupra spiralei sunt fire flexibile de cupru, prin care curge curentul de sudare. Firele conțin doi conductori izolați pentru circuitul de comandă. Partea care transportă curent este protejată de o împletitură de bumbac și izolație puternică din cauciuc 6. Lungimea normală a furtunului este de 3,5 m. Furtunul se termină cu un suport de vârf. Pe suport sunt montate o pâlnie-buncăr pentru flux și un buton pentru pornirea mecanismului semi-automat și a curentului de sudare. Firul cu electrod, după ce a trecut de furtunul flexibil, intră în vârf și este direcționat către zona arcului.
Curentul de sudare prin conductorii furtunului flexibil intră în suport și prin capătul firului de electrod frecându-se de metalul piesei bucale este direcționat către zona arcului. Suportul universal DSh-5 pentru un dispozitiv semiautomat cu furtun (Fig.) constă dintr-un muștiuc tubular curbat 1 izolat de alte părți, o pâlnie pentru flux 2 cu un amortizor 3 și un mâner 4, în interiorul căruia un buton de pornire și o racordare a furtunului la suport sunt montate. Cârja de sprijin 5 sau o duză specială fixează distanța dintre piesa bucală și produs și vă permit să copiați configurația cusăturii. Există un set întreg de suporturi speciale pentru mașina semiautomată pentru sudarea în locuri greu accesibile, țevi și flanșe de sudură, etc. Fluxul pentru sudare este turnat manual în pâlnia suportului.
Se efectuează sudarea semiautomată pe curent alternativ, dar uneori și pe curent continuu, de exemplu, la lucrul în câmp, la sudare metal subțire etc Dispozitivul semiautomat este proiectat pentru un fir cu diametrul de 2 mm, un curent de 200-650 a și o viteză de sudare (deplasarea arcului de-a lungul cusăturii) de 15-40 m/h. Un fir cu diametrul de 1,6 mm poate fi folosit la curenți de 150-450 A și un fir cu diametrul de 1,2 mm la curenți de 100-170 A. În ciuda curenților de sudare relativ mici, topirea profundă a metalului de bază (până la până la 10-12 mm ), ceea ce face posibilă sudarea metalelor nu numai de grosimi mici, ci și de mari. Adâncimea semnificativă de topire se explică prin densitatea mare de curent.
Dispozitivele semiautomate cu furtun se dovedesc adesea a fi mai profitabile decât sudarea automată și manuală. Se folosesc pentru sudarea metalelor de la 2-3 mm grosime pana la cea mai grosime grosime intalnita in practica, pentru sudarea de tot felul suduri cap la cap- pe una și pe două fețe, cu și fără margini teșite, suduri de filetîn îmbinări în T și în poală, precum și în cusături cu fante. Mașinile semi-automate cu furtun pot efectua nu numai cusături continue, ci și intermitente; sunt utilizate cu succes atât în fabrică, cât și în câmp în aer liber, de exemplu, la sudarea îmbinărilor de conducte, la construcția de structuri metalice de construcții, cadre ale clădirilor înalte etc.
Diferența dintre mașinile automate și dispozitivele semiautomate cu furtun este mai degrabă condiționată. După fixarea suportului mașinii semiautomate și deplasarea produsului sub acesta în linie dreaptă sau rotirea acestuia, se obține un automat cu arc. Există mașini cu furtunuri; în ele, firul de la furtun nu intră într-un suport manual, ci într-un cap de sudură autopropulsat compact, care se mișcă de-a lungul liniei de sudare.
Consumabile de sudura. Sârmă de sudură
Pentru sudarea și suprafața cu electrozi consumabili, se folosesc următoarele:
sârmă de sudură din oțel (GOST 2246-70);
sârmă de oțel dură (10543-75);
sarma de sudura de aluminiu aliaje de aluminiu(GOST 7871-63);
bare din fontă pentru sudare și suprafață (GOST 2671-70);
sârmă cu miez de flux (conform specificații);
sârmă solidă aliată goală (conform specificațiilor).
Sârma de sudură de oțel este utilizată la fabricarea electrozilor acoperiți pentru sudarea manuală cu arc, pentru sudarea automată și semiautomată cu arc scufundat și în gazele de protecție, precum și metalul de umplutură în sudare cu gaz, argon-arc și alte tipuri de sudare.
În funcție de marca de sârmă, se poate aprecia compoziția chimică a acestuia în funcție de simbolul pentru conținutul elementelor principale din standardele pentru clasele de oțel. În mod similar, se descifrează tipul de electrod, ceea ce garantează compoziția chimică a metalului de sudură.
După literele SV (sudare) există numere care arată conținutul mediu sau aproximativ de carbon în sutimi de procent, literele și cifrele arată conținutul mediu al unui anumit element în procente.
Cele mai utilizate în industrie sunt firele cu emisii scăzute de carbon SV-08, SV-08A, SV-08GA, SV-10GA și SV-08G2S cu aliaj scăzut. Trebuie remarcat faptul că există și sârmă de sudură SV-08AA, care diferă de sârma SV-08A printr-un conținut mai scăzut de sulf și fosfor. Litera A de la sfârșitul simbolurilor pentru clasele de sârmă cu conținut scăzut de carbon și aliaje scăzute indică o puritate crescută a metalului în ceea ce privește conținutul de sulf și fosfor. Sârma SV-08A are un conținut redus de sulf și fosfor.
Gaz de protecție
Dioxid de carbon? gaz incolor cu miros ușor. Când presiunea crește, se transformă într-un lichid, care se numește acid carbonic, iar când este puternic răcit, se solidifică, ceea ce se numește „gheață carbonică”. Pentru sudare, se utilizează dioxid de carbon alimentar și dioxid de carbon de sudare de clasa I și a II-a cu un conținut de volum de gaz pur de cel puțin 98,5, 99,5 și, respectiv, 99,0%.
Gazul se obtine din calcar, cocs, antracit prin ardere in cuptoare speciale din gaze naturale si de cazan si prin alte metode.
Argon? gaz inert, incolor și inodor, mai greu decât aerul, care asigură o protecție fiabilă a bazinului de sudură. Argonul este împărțit în grad:
* asemănător cu gazul argon și rar, clasa întâi pentru tăierea cu plasmăși sudura cu electrozi consumabili.
* argon de înaltă frecvență? rar clasa întâi, rar clasa a doua și asemănător cu gazul.
Argonul de înaltă calitate este utilizat pentru sudarea aliajelor de titan, zirconiu, molibden și alte metale și aliaje active. Argonul de clasa I este conceput pentru sudarea aliajelor de aluminiu și magneziu; Argon de clasa a doua pentru sudarea pieselor din aluminiu pur, inoxidabil și aliaje rezistente la căldură. Ele stochează și transformă argonul în cilindri de fier fără sudură.
Mod de sudare semi-automat
curent de gaz de sudare semi-automat
La dezvoltarea tehnologiei de sudare automată și semiautomată cu arc scufundat, este necesar să se țină cont de caracteristicile conexiunii și pregătirea marginilor pentru sudare, precum și de posibilitatea de a efectua sudarea în funcție de diferite opțiuni.
Modurile selectate ar trebui să asigure o penetrare continuă în timpul sudării articulațiile cap la capși obținerea unei cusături a unui picior dat la sudarea teului și conexiuni de colt. În toate cazurile, condițiile de sudare trebuie să asigure o bună formare a cusăturilor. Atunci când alegeți modurile de sudare automată și semi-automată cu arc scufundat, este necesar să se țină cont de un număr mare de factori diferiți care afectează formarea și proprietățile mecanice ale sudurilor.
Forma sudurilor și forma de pătrundere (penetrare) se caracterizează prin: adâncimea de pătrundere a metalului de bază; lățimea de penetrare sau lățimea de sudură; înălțimea rolei (îngroșare); factor de formă de penetrare; zona zonei de penetrare; zona zonei de suprafață; raport care determină proporția metalului de bază în formarea cusăturii.
Schimbarea modului de sudare și altele factori tehnologici afectează dimensiunile sudurilor în moduri diferite.
Odată cu creșterea puterii curentului la un diametru constant al firului electrodului, crește cantitatea de căldură introdusă în produs și cantitatea de metal de bază topit, precum și forța de suflare (presiunea gazului) a arcului, ceea ce contribuie la deplasarea metalului de sub arc și adâncirea acestuia în metalul de bază. Acest lucru crește adâncimea de penetrare a metalului de bază și ponderea acestuia în formarea cusăturii. Datorită „imersiunii” semnificative a arcului în metalul de bază, lățimea cusăturii crește puțin. Volumul metalului electrodului topit crește, ceea ce duce la o creștere a îngroșării sudurii.
O modificare a densității curentului afectează în mod semnificativ adâncimea și lățimea de penetrare (pentru un electrod de același diametru cu un curent în creștere). Cu toate acestea, densitatea de curent se modifică și la un curent de sudare constant, dar cu o modificare a diametrului electrodului.
Odată cu creșterea densității curentului, adâncimea de penetrare și îngroșarea sudurii cresc aproape liniar; lăţimea de pătrundere creşte într-o măsură mai mică şi chiar scade după o anumită limită.
Creșterea tensiunii se datorează prelungirii arcului; în acest caz, proporția de căldură folosită la topirea fluxului crește. O creștere a cavității în care arde arcul duce la o creștere a lățimii de penetrare și o scădere ușoară a adâncimii de penetrare și la îngroșarea sudurii. Creșterea vitezei de sudare reduce timpul efectului termic al arcului asupra metalului de bază, rezultând o scădere a adâncimii și mai ales a lățimii pătrunderii.
Electrodul în plan longitudinal de-a lungul axei cusăturii poate fi perpendicular pe cusătură sau poate avea o înclinare - „unghi înapoi” sau „unghi înainte”. Procesul de sudare cu un unghi de spate diferă puțin de sudare electrod vertical. Pentru sudarea cu electrodul înclinat înainte, sunt caracteristice următoarele caracteristici: căldura este disipată înaintea arcului, metalul este deplasat de sub arc într-o măsură mai mică, adâncimea de penetrare scade, dar marginile sudate se încălzesc mai mult, ceea ce elimină pericolul de a nu se topi sudarea cu metalul de bază la viteze mari de sudare (mai mult de 80-100 m/h).
O modificare a prelungirii electrodului în limitele practic posibile (30-50 mm) nu afectează dimensiunile sudurii.
Prin înclinarea produselor, sudarea se poate face „în jos” sau „în sus”. La sudarea în vale, metalul lichid curge sub arc și reduce adâncimea de penetrare a metalului de bază. La sudarea în sus, gravitația contribuie la deplasarea metalului lichid de sub arc: arcul se scufundă mai adânc în metalul de bază și adâncimea de penetrare crește, iar lățimea scade.
Formarea corectă a cusăturilor este posibilă atunci când unghiul de înclinare a cusăturii față de orizont în direcția longitudinală nu este mai mare de 8-10°. Unghiul de înclinare a produsului în direcția transversală (rotirea cusăturii) nu trebuie să depășească 10-20°.
Deoarece mulți factori influențează dimensiunile sudurii, pentru a accelera selecția modurilor de sudare, de regulă, se folosesc tabele prestabilite, întocmite pe baza unui număr mare de experimente. Cu toate acestea, astfel de tabele sunt de o importanță deosebită și nu permit o prezentare generală a relației dintre parametrii modului de sudare și dimensiunile sudurii.
În funcție de condițiile pentru formarea corectă a cusăturii, viteza de sudare automată ar trebui să se situeze în intervalul 12-75 m / h și semi-automată 10-40 m / h. Totuși, trebuie avut în vedere că o viteză de 30-40 m/h cu sudare semi-automată este permisă doar pe cusături scurte (din cauza oboselii rapide a sudorului).
Trebuie avut în vedere faptul că structurile navelor, de regulă, nu se răstoarnă și cusăturile articulații tee realizat cu un electrod înclinat. În același timp, formarea de înaltă calitate a unei cusături într-o singură trecere se obține la sudarea unei cusături cu un picior de cel mult 8-9 mm. Cusăturile cu picioare mari se realizează în mai multe treceri, pe baza următoarelor date practice: cusăturile cu un picior de 9-14 mm trebuie sudate în 2 treceri, cusăturile cu un picior de 15-16 mm în 3 treceri și cusăturile cu un picior de 17- 20 mm în 4 treceri.
Defecte de sudura
Defectele sudurilor sunt de obicei numite abateri de la normele prevăzute de GOST și specificațiile tehnice pentru îmbinările sudate.
Clasificarea defectelor. Defectele îmbinărilor sudate sunt de obicei numite abateri de la normele prevăzute de GOST, condițiile tehnice și desenele de proiect. Aceste standarde prevăd: dimensiunile geometrice ale sudurilor (înălțime și lățime), etanșeitatea, rezistența, plasticitatea, compoziția chimică și componentele structurale ale metalului sudat.
Defectele sudurilor și îmbinărilor sunt foarte diverse. Se pot distinge următoarele grupuri principale de defecte:
format ca urmare a unei încălcări a tehnologiei de asamblare (deplasarea marginilor sudate, axele țevilor, discrepanța între decalajul dintre piesele sudate etc.);
existente in metalul pieselor sudate (fisuri, delaminari, apusuri si captivitate), pe marginile sudate sau in apropierea cusaturii; aceste defecte pot afecta formarea cusăturii;
cauzate de sudarea slabă a metalului de bază (tendința de a forma fisuri la rece și la cald în îmbinarea de bază);
format ca urmare a inconsecvențelor în compoziția chimică și proprietățile tehnologice ale materialelor de umplutură;
rezultate din încălcare proces tehnologic sudare sau tratament termic (nepotrivire a componentelor structurale, decupări, pori, lipsă de penetrare, arsuri, incluziuni de zgură, cusături slăbite);
care apar în timpul sudării sau în timpul răcirii structurii din cauza nepotrivirii dispozitivelor de prindere, conductorilor și altor echipamente;
formate în timpul exploatării structurilor.
În funcție de natura apariției, defectele îmbinărilor sudate pot fi împărțite în externe și interne.
Defectele externe sunt neconformități dimensiuni geometrice cusătură (întărire excesivă sau insuficientă, lățime neuniformă a cusăturii), detartrare neuniformă, cratere nesudate, subtăieri, pori, incluziuni de zgură și fisuri care ies la suprafață.
Defectele interne nu sunt pătrunderi între marginile pieselor de sudat, nu pătrunderi la rădăcina sudurii, arderea metalului, fisurile interne, porii de gaz și incluziunile de zgură care nu ies la suprafață, componentele structurale, nepotrivirea materialelor de produsele de sudat.
După dimensiune, defectele sunt împărțite în macroscopice, care sunt clar vizibile cu ochiul liber sau văzute cu o lupă cu o mărire de până la 10-20 de ori și microscopice, văzute la microscop cu o mărire de 50 până la 1500 de ori.
Defecte macroscopice și microscopice și motivele formării lor. Formarea nesatisfăcătoare a cusăturii se caracterizează prin lățimea și înălțimea cusăturii mari solzoase, inegale, prezența afundarii și arsurilor, precum și cratere nesudate.
Decupările sunt adâncituri (caneluri) la punctul de tranziție al metalului de bază la metalul de sudură, cusătură (Fig. 118, a). Decupările sunt defecte periculoase care pot duce la defectarea produsului sudat.
Decupările sunt eliminate prin suprafața cusăturilor subțiri (fir) cu electrozi de diametre mici.
Burn-through-urile (Fig. 118.6) se formează ca urmare a unui curent mare de sudare, datorită unei mici tociri a marginilor produsului sudat, a unui spațiu mare între marginile care trebuie sudate și, de asemenea, datorită vitezei neuniforme de sudare. Arsurile sunt defecte inacceptabile și trebuie corectate.
Nu pătrunderi nu sunt fuziune între margele individuale, metalul principal și depus, și nu umplerea cu metal a secțiunii de proiectare a sudurii (Fig. 118, c). Cu o canelură în formă de V, este posibil să nu existe pătrunderi la rădăcina sudurilor cap la cap, ci cu o canelură în formă de X, în centrul cusăturii. Nicio penetrare nu poate fi, de asemenea, în fund și suduri de filetși poate provoca distrugerea structurii ca urmare a creșterii concentrațiilor de stres și a scăderii suprafeței secțiune transversală cusătură metalică.
Fisurile (Fig. 118,d) sunt cele mai periculoase defecte. Apariția fisurilor este asociată cu compoziția chimică a metalului de bază și depus, precum și cu viteza de răcire. îmbinare sudata iar cu rigiditatea conturului sudat.
Fisurile formate în timpul procesului de sudare se numesc calde, iar după răcirea metalului - la rece.
Fisurile reduc rezistența statică, dinamică și la vibrații a structurii. Ca urmare a sarcinilor dinamice, fisurile se dezvoltă rapid (creștere în dimensiune) și conduc la defecțiuni structurale. Formarea fisurilor este afectată de temperatura ambiantă (cu cât temperatura ambiantă este mai mică, cu atât este mai mare probabilitatea de fisurare). La sudarea oțelurilor cu conținut scăzut de carbon, fisurile sunt rare.
Porii de gaz (Fig. 118, e) se formează în cusătură din cauza suprasaturației cu gaze a metalului topit al bazinului de sudură. Porii pot fi interni, neexpuși la suprafața sudurii, și externi, orientați spre suprafața sudurii. Ele pot fi singure, grupate sau aranjate în lanț.
Apariția porilor în produsul sudat reduce proprietățile mecanice ale metalului depus (rezistența la impact, unghiul de încovoiere, rezistența la tracțiune) și încalcă etanșeitatea produsului.
Incluziunile nemetalice sunt contaminare cu metal. Acestea sunt cel mai adesea zguri care nu au avut timp să plutească la suprafața metalului în procesul de cristalizare. Incluziunile nemetalice reduc secțiunea de lucru a sudurii și conduc la o scădere a rezistenței îmbinării sudate.
Secvența de control. Pentru a asigura calitatea și fiabilitatea îmbinărilor sudate, este necesar să se efectueze un control preliminar, control pas cu pas, control al îmbinărilor sudate finite.
În timpul controlului preliminar, verificați: consumabile de sudare(electrozi, sudare, sârmă, fluxuri și gaze) și material pentru detectarea defectelor;
echipament de sudură, montaj si sudura, instrumente, instrumente, echipamente și dispozitive pentru detectarea defectelor.
Trebuie verificate calificările sudorilor, inspectorilor și lucrătorilor ingineri și tehnici implicați în controlul sudurilor.
Controlul pas cu pas include: controlul pregătirii pieselor pentru sudare, modurile de sudare și corectitudinea suturii;
controlul în timpul procesului de sudare asupra stării echipamentelor, asupra calității și conformității materialelor de umplutură și a instrumentelor.
Controlul îmbinărilor sudate finite se realizează după tratament termic (dacă este prevăzut de cerințele procesului tehnologic).
Controlul sudurii
O inspecție externă verifică piesa de prelucrat pentru sudare (prezența apusurilor de soare, lovituri, rugină), asamblarea corectă, locația corectă a chinelor, tăierea pentru sudare, cantitatea de tocire. Este posibilă detectarea defectelor externe prin inspecția externă a produsului sudat finit? nu pătrunderi, slăbiri, arsuri, cratere nesudate, subtăieri, fisuri exterioare, pori de suprafață, deplasarea elementelor sudate.
Înainte de inspecție, sudura și suprafața metalului de bază adiacent pe ambele părți pentru 15-20 mm de sudură sunt curățate de stropi de metal, zgură și alți contaminanți. Examinați cu ochiul liber sau cu lupa de 5-10 ori. În timpul unei examinări externe, pentru a identifica defectele externe, cusăturile sunt măsurate cu diverse instrumente de măsurare și șabloane. Măsurătorile stabilesc corectitudinea sudurilor și conformitatea acestora cu GOST, desene și specificații. La îmbinările cap la cap se verifică lățimea și înălțimea armăturii, în colț și cusături tee? dimensiunea picioarelor din fig. 3 prezintă șablonul de proiectare universal al lui A. I. Krasovsky și exemple de utilizare a acestuia. Vor fi forate limitele fisurilor identificate. Când metalul este încălzit la o culoare roșu vișiniu, crăpăturile apar ca linii în zig-zag întunecate.
Orez. 3 sudura file
Testul pneumatic se efectuează conform GOST 3242-79. Testul se efectuează pe containere și conducte care funcționează sub presiune. Produsele de dimensiuni mici se etanșează cu dopuri și se alimentează cu aer, azot sau gaze inerte vasul de testare sub presiune, a cărui valoare este cu 10-20% mai mare decât cea de lucru. Vasele de volum mic sunt scufundate într-o baie de apă, unde se găsesc locuri defecte. Când se testează produse de dimensiuni mari, structura supusă testului este etanșată, după care i se alimentează gaz? sub presiune, cu 10-20% mai mare decât presiunea de lucru. La testarea sub presiune, nu este permisă atingerea sudurilor. Testele trebuie efectuate în încăperi izolate.
metoda vacuumului. Uneori, etanșeitatea cusăturilor este verificată nu prin creșterea presiunii, ci prin crearea unui vid. Pentru a face acest lucru, pe o anumită secțiune a cusăturii este instalată o cameră de vid specială cu un capac transparent. Toate sudurile sunt mânjite cu apă cu săpun, apariția bulelor pe suprafața mânjită a cusăturii este un semn de defecte. Metoda presupune utilizarea camerelor portabile de vid suprapuse pe locul conexiunii controlate.
Testul amoniacului. Produsul testat este furnizat amoniac într-o cantitate de 1% din volumul de aer la presiune normală, apoi se injectează aer comprimat, ceea ce crește presiunea din produs până la cea necesară pentru testare. Cusăturile exterioare de testat sunt acoperite cu bandă de hârtie. În locurile în care nu există densități, amoniacul lasă pete negre pe hârtie. Banda poate fi, de asemenea, impregnată cu fenolftaleină. Petele vor fi roșii.
Măsuri de siguranță pentru sudarea semi-automată în mediu cu dioxid de carbon
La sudarea și tăierea metalelor cu gaz, flacăra de sudare are un efect dăunător asupra retinei membranei vasculare a ochilor. Stropii de metal topit și zgură sunt, de asemenea, periculoase pentru ochi. Prin urmare, sudorii cu gaz trebuie să lucreze în ochelari de protecție cu filtre speciale de lumină (gradul G-1) selectate în funcție de puterea flăcării de sudare. Ochelarii trebuie să se potrivească perfect pe față. Se recomandă protejarea filtrului de lumină de stropii de metal topit și scântei cu o sticlă simplă înlocuibilă. La sudarea metalelor neferoase, alamei și plumbului, sudarea trebuie efectuată în mașini de protecție.
Pentru a evita arsurile de la stropi de metal topit, pantalonii trebuie purtati la priza, jacheta se inchide cu toti nasturii. Pentru sudare se folosesc costume din pânză prelata cu impregnare combinată. Se poate lucra numai cu salopete întregi, uscate, nu unse. Buzunarele jachetei sunt închise cu clape, capetele mânecilor sunt legate cu panglici. După muncă, hainele trebuie să fie uscate.
La efectuarea lucrărilor cu flacără gaz, generatorul de acetilenă trebuie amplasat la cel puțin 10 m de locul de muncă, precum și de orice altă sursă de incendiu și scântei și la cel puțin 5 m de buteliile cu oxigen și alte gaze combustibile. Este interzis ca un sudor cu gaz și un tăietor cu gaz să se deplaseze în afara locului de muncă cu o lanternă sau un tăietor aprins. În timpul pauzelor de lucru, flacăra arzătorului sau tăietorului trebuie stinsă și supapele bine închise.
Locul de muncă ar trebui să aibă un manual de lucru pentru funcționarea acestui generator de acetilenă.
Cel puțin o dată pe lună, generatoarele și blocurile de apă sunt demontate pentru curățenie majoră.
În cazul unui incendiu invers, închideți imediat supapa de acetilenă a arzătorului sau pistoletului și apoi supapele de oxigen. După fiecare lovitură de retur, arzătorul sau tăietorul trebuie răcit în apă curată și rece, iar canalele de evacuare ale muștiștilor și vârfurilor trebuie curățate cu ace de alamă și lemn. În cazul unei defecțiuni a supapei de oxigen sau acetilenă, lanterna sau lanterna trebuie returnate pentru reparație.
Când lucrați cu tăietoare cu kerosen, trebuie respectate următoarele reguli: înainte de lucru, verificați cu atenție etanșeitatea tuturor conexiunilor; inspectați tăietorul, rezervorul de kerosen și asigurați-vă că sunt în stare bună; Presiunea din rezervor trebuie să fie mai mică decât presiunea de lucru a oxigenului, altfel kerosenul va pătrunde în canalele de oxigen ale pistolului și furtunul de oxigen, ceea ce poate duce la recul. Rezervorul este umplut cu lichid? rezervor la capacitate maximă. Înainte de a aprinde dispozitivul de tăiere cu kerosen, evaporatorul este încălzit cu un suflator sau într-o cutie de conserve plină cu cârpe, se scurge puțin lichid inflamabil, se dă foc și evaporatorul este încălzit cu o flacără. După aceea, se aprinde o flacără de încălzire.
Găzduit pe Allbest.ru
Documente similare
Principiul de funcționare, proiectarea echipamentelor pentru sudarea automată. Tehnologie de sudare a sudurilor rotative sub un strat de flux, nerotativ - într-un mediu cu gaz de protecție. Mașini autopropulsate, tehnologie pentru sudarea sudurilor extinse sub un strat de flux.
rezumat, adăugat 23.06.2015
Aplicarea sudurii sub un strat de flux electric conductor pentru sudarea automată. Avantajele metodei de sudare cu arc scufundat, limitări ale domeniului de aplicare. Tipuri tipice de suduri. Instalații automate pentru sudare cu arc și suprafață, moduri de funcționare.
carte, adăugată 03.06.2010
Echipament pentru sudarea semiautomată cu arc submers. Dispozitiv post și semi-automat. Fluxuri fuzionate și nefuzionate. Indicele de bazicitate a fluxului ca unul dintre indicatorii de evaluare a proprietăților de sudare și tehnologice ale fluxului, a caracteristicilor mecanice ale metalului.
test, adaugat 29.01.2011
Caracteristici ale strungului de șurub model 1K62. Esența procesului de sudare automată cu arc scufundat. Defecte la îmbinările sudate. Prevederi generale pentru acoperirea cu fosfat a conductelor. Pregătirea suprafeței produselor înainte de fosfatare.
lucrare de termen, adăugată 13.05.2009
Clasificarea sudurii prin topire electrică în funcție de gradul de mecanizare a procesului de sudare, tipul de curent, polaritate, proprietățile electrodului, tipul de protecție a zonei de sudare de aerul atmosferic. Caracteristici ale sudării cu arc scufundat și în gaze de protecție.
prezentare, adaugat 01.09.2015
Informatii generale despre oțel 18G2AFps. Determinarea rezistenței la impact, a temperaturii punctelor critice, echivalent carbon. Caracteristici ale tehnologiei de sudare cu aliaje reduse otel de constructie. Schema și esența sudării automate cu arc scufundat.
rezumat, adăugat 24.03.2015
Esența procesului de sudare cu arc în gazele de protecție. Descriere structura sudata. Justificarea alegerii materialului, tipului de producție și echipamentului. Calculul modurilor de sudare. Siguranță, măsuri de stingere a incendiilor si protectia mediului.
lucrare de termen, adăugată 13.02.2012
Istoria dezvoltării sudării în gazele de protecție. Caracteristici și tipuri de sudare a oțelurilor cu conținut scăzut de carbon și slab aliate în gaze de protecție, echipamente utilizate în etapa actuală, metode și tehnici. Descrierea produsului sudat cu gaze de protectie.
lucrare de termen, adăugată 20.06.2013
Dezvoltarea și aplicarea industrială a sudurii. Principalele defecte ale sudurilor și îmbinărilor realizate prin sudare prin topire. Încălcarea formei sudurii. Influența defectelor asupra rezistenței îmbinărilor sudate. Abateri de la cerințele de bază ale standardelor tehnice.
lucrare de termen, adăugată 13.06.2016
Istoria meșteșugului de sudare. Clasificarea metodelor de sudare. Conceptul de sudabilitate. Schema de pregătire a metalului pentru sudare. Clasificarea electrozilor. Calculul îmbinărilor sudate pentru rezistență. Defecte la îmbinările sudate. Scule si accesorii aparatului de sudura electric.
Sudarea cu arc mecanizat cu un electrod consumabil într-un mediu cu gaz de protecție este un fel de sudare cu arc electric în care firul electrodului este alimentat automat cu viteza constanta, iar pistolul de sudură este deplasat manual de-a lungul cusăturii. În acest caz, arcul, ieșirea firului de electrod, bazinul de metal topit și partea sa de solidificare sunt protejate de efectele aerului ambiental printr-un gaz de protecție furnizat zonei de sudare.
Componentele principale ale acestui proces de sudare sunt:
Sursă de energie care furnizează arcul cu energie electrică;
- un mecanism de alimentare care alimentează un fir de electrod în arc cu o viteză constantă, care este topit de căldura arcului;
- gaz protector.
Arcul arde între piesa de prelucrat și firul de electrod consumabil, care este alimentat continuu în arc și care servește ca metal de umplutură. Arcul topește marginile pieselor și ale sârmei, al cărui metal trece la produs în bazinul de sudură rezultat, unde metalul firului de electrod este amestecat cu metalul produsului (adică metalul de bază). Pe măsură ce arcul se mișcă, metalul topit (lichid) al bazinului de sudură se solidifică (adică se cristalizează), formând o sudură care leagă marginile pieselor. Sudarea se realizează cu curent continuu de polaritate inversă, când borna pozitivă a sursei de alimentare este conectată la arzător, iar borna negativă este conectată la produs. Uneori se folosește și polaritatea directă a curentului de sudare.
Redresoarele de sudură sunt utilizate ca sursă de energie, care trebuie să aibă o caracteristică externă curent-tensiune rigidă sau cu scufundare ușoară. Această caracteristică asigură restabilirea automată a lungimii arcului stabilită în cazul încălcării acesteia, de exemplu, din cauza fluctuațiilor mâinii sudorului (aceasta este așa-numita autoreglare a lungimii arcului). Mai detaliat, sursele de energie pentru sudarea MIG / MAG sunt descrise în articol.
Ca electrod consumabil, poate fi utilizat un fir de electrod cu o secțiune solidă și o secțiune tubulară. Un fir tubular este umplut în interior cu o pulbere de aliaje, zgură și substanțe care formează gaze. Un astfel de fir se numește sârmă cu miez de flux, iar procesul de sudare în care este utilizat este sudarea cu miez de sârmă.
Există o selecție destul de largă de fire de electrozi de sudură pentru sudarea în gaze de protecție, care diferă în compoziție chimică si diametrul. Alegerea compoziției chimice a firului de electrod depinde de materialul produsului și, într-o oarecare măsură, de tipul de gaz de protecție utilizat. Compoziția chimică a firului electrodului trebuie să fie apropiată de compoziția chimică a metalului de bază. Diametrul firului electrodului depinde de grosimea metalului de bază, de tipul de sudare și de poziția sudurii.
Scopul principal al gazului de protecție este de a preveni contactul direct al aerului ambiant cu metalul bazinului de sudură, ieșirea din electrod și arc. Gazul de protecție afectează stabilitatea arcului, forma sudurii, adâncimea de penetrare și caracteristicile de rezistență ale metalului de sudură. Pentru mai multe informații despre gazele de protecție, precum și despre firele de sudură, consultați articolul.
Varietăți ale procesului de sudare MIG / MAG
În Europa, sudarea cu electrozi consumabili protejat cu gaz este abreviată ca MIG/MAG (MIG/MAG). MIG înseamnă „Metal Inert Gas”. Cu acest tip de proces se folosește un gaz inert (inactiv), adică. unul care nu reacționează chimic cu metalul bazinului de sudură, cum ar fi argonul sau heliul. De regulă, atunci când sudați într-un curat gaz inert, în ciuda protectie buna zona de sudare de la expunerea la aerul ambiant, formarea sudurii se deteriorează, iar arcul devine instabil. Aceste neajunsuri pot fi evitate dacă se folosesc amestecuri de gaze inerte cu mici adaosuri (până la 1 - 2%) de gaze active precum oxigenul sau dioxidul de carbon (CO 2 ).
MAG înseamnă Metal Active Gas. Acest tip de sudare în gaze de protecție include sudarea în amestecuri de gaze inerte cu oxigen sau dioxid de carbon, al căror conținut este de 5 - 30%. Cu un astfel de conținut de oxigen sau dioxid de carbon, amestecul devine activ, adică afectează cursul proceselor fizico-chimice în arc și bazin de sudură. Sudarea oțelurilor cu conținut scăzut de carbon poate fi efectuată în mediu pur cu dioxid de carbon (CO 2 ). În unele cazuri, utilizarea dioxidului de carbon pur oferă o formă mai bună de penetrare și reduce tendința de formare a porilor.
Deoarece cu această metodă de sudare, sârma cu electrod este alimentată automat, iar pistolul de sudură se mișcă manual de-a lungul cusăturii, această metodă de sudare se numește mecanizată, iar instalația de sudare este numită aparat mecanizat ( sudare semiautomată). Cu toate acestea, sudarea protejată cu gaz poate fi efectuată și automat atunci când sunt utilizate cărucioare mobile sau capete de sudură mobile.
Domenii de utilizare
Procesele de sudare MIG sau MAG sunt potrivite pentru sudarea tuturor metalelor comune, cum ar fi nealiate și oțeluri slab aliate, otel inoxidabil, aluminiu și alte metale neferoase. Mai mult, acest proces de sudare poate fi utilizat în toate pozițiile spațiale. Datorită numeroaselor sale avantaje, sudarea MIG/MAG este utilizată pe scară largă în multe industrii.
Aparat de sudura pentru sudare MIG/MAG
Se compune din:
Sursa de energie a arcului de sudare;
- mecanism de alimentare a firului cu electrod;
- lanterna de sudura;
- panoul de control al dispozitivului (combinat cu o sursă de alimentare și uneori cu un alimentator de sârmă cu electrozi).

Tipic aspect masina mecanizata de sudura pentru sudarea MIG/MAG
Sursă de putere este conceput pentru a furniza arcului de sudura energie electrica care sa asigure functionarea acestuia ca sursa de caldura. În funcție de specificul unui anume procesul de sudare sursa de alimentare trebuie să aibă anumite caracteristici (forma necesară a caracteristicii curent-tensiune externă - caracteristica I–V, inductanță, o anumită valoare a tensiunii fără sarcină și a curentului de scurtcircuit, intervalele necesare de curent de sudare și tensiune de arc, etc.). Pentru sudarea MIG/MAG se folosesc surse de curent continuu (redresoare sau generatoare) cu un VVC dur (înclinat). Gama de curenți de sudare pe care o furnizează sursele de alimentare pentru mașinile de sudură mecanizate este de 50 - 500 A. Dar, de regulă, se folosesc moduri în intervalul 100 - 300 A. Pentru mai multe informații despre sursele de energie pentru sudarea cu arc, vezi Surse de alimentare pentru sudare cu arc
Mecanism de alimentare a sârmei este conceput pentru a alimenta firul de electrod consumabil în arc la o viteză dată. Componentele principale ale mecanismului de alimentare a firului cu electrod sunt prezentate în figura de mai jos.
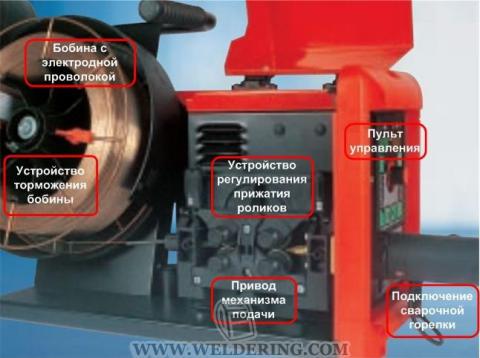
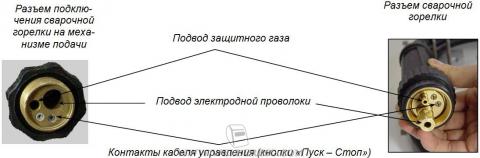
Prin conectorul pentru conectarea pistoletului de sudură și a mecanismului de alimentare, firul electrodului și gazul de protecție sunt furnizate în zona de sudură, iar butonul „Start - Stop” de pe pistolet este conectat la circuitul de control al mecanismului de alimentare. Conectorul prezentat în figura de mai jos este un conector standard Euro. În practică, pot fi întâlnite și alte tipuri de conectori.
Un element obligatoriu al panoului de control pentru mecanismul de alimentare este controlerul vitezei de alimentare a firului cu electrod. Uneori, pentru comoditatea ajustării parametrilor modului de sudare, mai ales în cazul utilizării alimentatoarelor portabile, pe această consolă poate fi amplasat și un regulator de tensiune de arc, ca în cazul prezentat în figură.

Pentru sudarea mecanizată cu un electrod consumabil în gaze de protecție (MIG / MAG), se folosesc două tipuri de alimentatoare:
Cu 2 role de antrenare;
- cu antrenare cu 4 role.
În imaginile de mai jos din stânga este prezentată una dintre cele 2 antrenări cu role ale mecanismului de alimentare (rola superioară este rola de presiune). Dispozitivele de acţionare de acest tip sunt utilizate numai pentru tragerea de sârmă de oţel solidă. Aceeași figură din dreapta arată un exemplu de mecanism de alimentare cu 4 role, care este recomandat pentru tragerea de fire cu miez flux și fire din materiale moi (aluminiu, magneziu, cupru), deoarece asigură o alimentare stabilă a firului cu mai puțină apăsare. presiune asupra rolelor de presiune, ceea ce previne ruperea firului.


În acționările moderne ale mecanismului de alimentare, de regulă, se folosesc role cu un design special - cu un angrenaj de antrenare. Astfel, după ce cilindrul de presiune este apăsat pe cilindrul de antrenare și angrenajele acestora sunt cuplate, transmiterea forței de tragere de la antrenamentul de alimentare la firul de electrod se realizează prin ambele role.
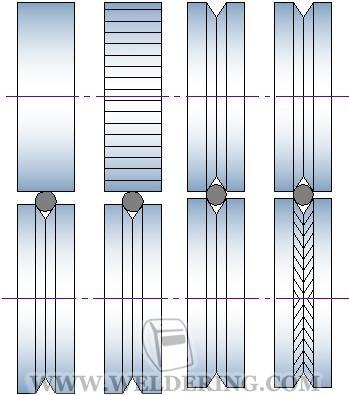
Profilul rolelor de alimentare (adică forma suprafeței sau canelurii) depinde de materialul și construcția sârmei de umplere. Pentru sârmă solidă de oțel, rolele de prindere sunt cu suprafață plată sau moletate și cu canelură în V, în timp ce rolele de antrenare sunt cu canelură în V și uneori moletate.

Pentru firele din materiale moi (aluminiu, magneziu, cupru), se folosesc role cu o canelură netedă în formă de U sau în formă de V. Rolele crestate nu trebuie folosite, deoarece provoacă formarea de mici așchii care înfundă canalul de ghidare din arzător.
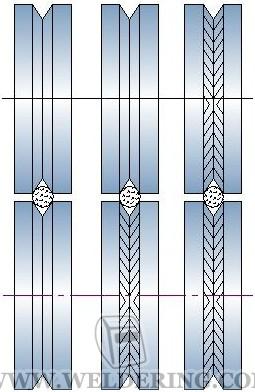
Pentru sârmă cu miez de flux, se folosesc role cu o canelură netedă în formă de V (în antrenările cu 4 role ale mecanismului de alimentare) sau cu o canelură în formă de V cu crestătură.
Rolele variază în adâncimea canelurii în funcție de diametrul firului. Diametrul nominal al firului de electrod pentru această rolă este indicat pe suprafața sa laterală.

Mecanismele de alimentare sunt realizate de mai multe tipuri:
- într-o singură carcasă cu o sursă de alimentare (pentru compactitate)

- plasat pe sursa de alimentare (pentru dispozitive de mare putere)

- portabil (pentru extinderea zonei de serviciu de sudare)

Mecanismul de alimentare a sârmei poate fi, de asemenea, încorporat în lanternă. În acest caz, firul electrodului este împins prin furtun printr-un mecanism de alimentare standard și simultan scos din acesta de către mecanismul pistoletului. Acest sistem ("push-pull") permite utilizarea arzatoarelor cu furtunuri semnificativ mai lungi.

În unele mecanisme de alimentare, bobina de sârmă este plasată în exterior. Acest lucru facilitează înlocuirea acestuia. Acest lucru este important pentru cazurile în care, din cauza modului intensiv de funcționare, firul din bobină se epuizează rapid.

Dispozitivul de frânare a bobinei prevăzut în mecanismele de alimentare previne derularea spontană a acesteia.
Panoul de control al dispozitivului conceput pentru a regla viteza de alimentare a sârmei electrodului și tensiunea în circuit deschis (tensiunea arcului), programarea ciclului de sudare (timpul de pre-purjare a gazului, timpul de purjare a gazului după oprirea curentului de sudare, parametrii „pornire uşoară”, etc.), setarea parametrii modului de sudare în impulsuri, setări pentru controlul sinergic al procesului de sudare și pentru alte funcții.
Panoul de control al unei mașini de sudură mecanizată cu un alimentator separat de sârmă cu electrozi poate fi divizat; unele dintre comenzi sunt situate pe panoul frontal al sursei de alimentare (acesta este, în primul rând, butonul de alimentare, regulatorul de tensiune de arc etc.), iar cealaltă parte se află pe panoul frontal al mecanismului de alimentare (pentru de exemplu, regulatorul vitezei de alimentare a firului cu electrod).
Unele comenzi (în primul rând tensiunea arcului și viteza de alimentare a sârmei), precum și indicatorii parametrilor modului de sudare, pot fi plasate pe mânerul pistoletului de sudură.

Fotografia de mai jos prezintă câteva tipuri de telecomenzi (de la simplu la complex).

- conceput pentru a direcționa firul electrodului în zona arcului, a furniza curent de sudare, a furniza gaz de protecție și a controla procesul de sudare.
În mod obișnuit, pistoletele de sudură MIG/MAG sunt răcite în mod natural cu aer. Cu toate acestea, lanternele cu răcire forțată cu apă a cablului de alimentare în furtunul pistolului și capul pistolului de sudură până la duza de gaz sunt, de asemenea, utilizate pentru sudarea în moduri superioare.


La un capăt al furtunului pistoletului există un conector pentru conectarea la mecanismul de alimentare. Prin conectorul pentru conectarea pistoletului de sudură și a mecanismului de alimentare, sârma electrodului și gazul de protecție sunt furnizate zonei de sudare, curentul de sudare este furnizat arcului, iar butonul "Start - Stop" de pe torță este conectat la circuitul de control al mecanismului de alimentare. Furtunul în sine are o spirală prin care firul de sudare, cablul de sudare (de putere), furtun de gaz si cablu de control.
Celălalt capăt al furtunului este conectat la mânerul pistoletului de sudură, în capul căruia se află:
Difuzor cu orificii pentru gaz de protectie;
- varf transportator de curent;
- duza de gaz.
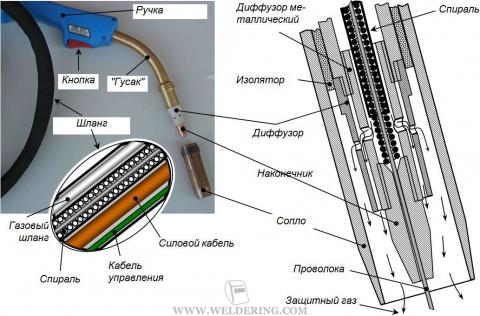
Vârfurile purtătoare de curent sunt proiectate pentru a furniza curent de sudare firului electrodului. Ele vin într-o varietate de modele și sunt fabricate din aliaje pe bază de cupru. Vârfurile trebuie selectate în funcție de diametrul firului de electrod utilizat.

În funcție de designul pistoletului de sudură, duzele de gaz au și forme și dimensiuni diferite.

Pe mânerul pistoletului de sudură există un buton de pornire-oprire. Pe unele tipuri moderne Acolo pot fi plasate și pistolețe de sudură, unele comenzi (în primul rând, tensiunea arcului și viteza de alimentare a sârmei electrodului), precum și indicatorii parametrilor modului de sudare.
Debitmetre de gaz
In instalatiile de sudare se folosesc debitmetre de gaz de tip flotor si clapete. Debitmetrele sau rotametrele de tip plutitor constau dintr-un tub de sticlă cu un orificiu conic intern. Tubul este situat vertical cu capătul lat în sus. În interiorul tubului este plasat un flotor, care se mișcă liber în el. Gazul este adus la capătul inferior al tubului și îndepărtat din cel superior. La trecerea prin tub, gazul ridică flotorul până când spațiul dintre flotor și peretele tubului atinge o asemenea valoare la care presiunea jetului de gaz echilibrează greutatea flotorului. Cu cât debitul de gaz este mai mare, cu atât plutitorul se ridică mai mult.

Fiecare debitmetru este echipat cu o diagramă de calibrare individuală, care arată relația dintre diviziunile scalei de pe tub și debitul de aer. Debitele măsurate de rotametru sunt modificate prin modificarea greutății flotorului, făcându-l din ebonită, duraluminiu, oțel rezistent la coroziune sau alte materiale.
Debitmetrul de tip throttling este proiectat pe principiul modificării căderii de presiune în cameră înainte și după orificiul de throttling cu un orificiu mic. Când gazul trece printr-un orificiu mic, se stabilește o presiune diferită înainte și după diafragmă, în funcție de debitul de gaz. Debitul se apreciază din această cădere de presiune. Este construit un program individual pentru fiecare debitmetru și gaz. Limitele de măsurare a debitului sunt modificate prin modificarea diametrului găurii din diafragmă. Debitmetrele reductoare U-30 și DZD-1-59M sunt construite pe acest principiu, care permit măsurarea debitului de gaz în intervalul 2,5-55 l/min.
Uscătoare pe gaz
Uscătoarele cu gaz sunt utilizate atunci când se utilizează CO 2 umed. dezumidificatoarele sunt disponibile la presiune înaltă și joasă. Uscătorul de înaltă presiune este instalat în amonte de reductorul. Uscătorul este mic și necesită înlocuirea frecventă a desicantului. Uscătorul de joasă presiune este de dimensiuni considerabile, se instalează după reductorul, nu necesită înlocuirea frecventă a desicantului. Un astfel de uscător este în același timp un receptor de gaz și îmbunătățește uniformitatea alimentării cu gaz. Ca desicant, se folosesc silicagel și alumogel, mai rar sulfat de cupru și clorură de calciu. Silicagelul și sulfatul de cupru, saturate cu umiditate, pot fi restabilite prin calcinare la o temperatură de 250-300°C.

Încălzitorul pe gaz cu dioxid de carbon este un dispozitiv electric și este conceput pentru a încălzi dioxidul de carbon pentru a proteja canalele de gaz de îngheț. Este instalat în fața reductorului. Din motive de siguranță, încălzitoarele cu gaz sunt de obicei realizate cu o sursă de alimentare de joasă tensiune de 20 ... 36 V și, de regulă, sunt conectate la priza corespunzătoare a sursei de alimentare a aparatului de sudură. Pentru a evita supraîncălzirea reductor de gaz ar trebui să fie separat de încălzitor printr-un tub de tranziție de cel puțin 100 mm lungime.
supapă de gaz
Supapa de gaz este utilizată pentru a conserva gazul de protecție. Este recomandabil să instalați supapa cât mai aproape de pistolul de sudură. În prezent, supapele electromagnetice de gaz sunt cele mai utilizate. În dispozitivele semi-automate se folosesc supape de gaz încorporate în mânerul suportului. Supapa de gaz trebuie deschisă astfel încât alimentarea cu gaz de protecție să fie asigurată înainte sau simultan cu aprinderea arcului, precum și alimentarea acestuia după ce arcul se rupe până când craterul de sudură este complet solidificat. Este de dorit să se poată porni și alimentarea cu gaz fără a începe sudarea, ceea ce este necesar la configurarea instalației de sudare.
Mixere de gaz concepute pentru a obține amestecuri de gaze în cazul în care nu este posibilă utilizarea unui amestec pre-preparat din compoziția dorită.
Tipuri de transfer de metal în sudarea MIG/MAG
Procesul de sudare MIG/MAG, fiind un proces cu electrozi consumabili, se caracterizează prin transferul metalului electrodului prin arc în bazinul de sudură. Transferul metalului se realizează prin intermediul picăturilor de metal topit al electrodului formate la capătul firului electrodului. Mărimea și frecvența lor de tranziție la bazinul de sudură depind de materialul și diametrul firului de electrod, tipul de gaz de protecție, polaritatea și valoarea curentului de sudare, tensiunea arcului și alți factori. Natura transferului metalului electrodului determină, în special, stabilitatea procesului de sudare, nivelul de stropire, parametrii geometrici, aspectul și calitatea sudurii.
În sudarea MIG/MAG, transferul de metal are loc în principal sub două forme. În prima formă, picătura atinge suprafața bazinului de sudură chiar înainte de separarea de capătul electrodului, formând un scurtcircuit și provocând stingerea arcului, motiv pentru care acest tip de transfer se numește transfer cu scurtcircuite. De obicei, transferul de metal cu scurtcircuite are loc în condiții scăzute de sudare, adică. curent de sudare scăzut și tensiune scăzută a arcului (un arc scurt asigură că picătura atinge suprafața piscinei înainte de a se separa de capătul electrodului).

Datorită condițiilor scăzute de sudare, precum și a faptului că arcul nu arde o parte din timp, aportul de căldură în metalul de bază în timpul sudării cu scurtcircuite este limitat. Această caracteristică a procesului de sudare pe scurtcircuit îl face cel mai potrivit pentru sudarea tablelor subțiri. Un mic bazin de sudură și un arc scurt care limitează creșterea excesivă a picăturilor asigură un control ușor al procesului și permit sudarea în toate pozițiile spațiale, inclusiv deasupra capului și verticală, așa cum se arată în această imagine.
Atunci când sudarea pe scurtcircuit este utilizată pe îmbinări mai groase, pot apărea subtăieri și lipsă de penetrare.
În a doua formă, picătura se separă de capătul electrodului fără a atinge suprafața bazinului de sudură și, prin urmare, acest tip de transfer se numește transfer fără scurtcircuite. Ultima formă de transfer de metal este subdivizată în transfer de picături grosiere și transfer de picături fine.
Transferul de metal cu cădere mare are loc atunci când sudarea se efectuează la tensiuni înalte de arc (cu excepția scurtcircuitelor) și curenți medii de sudare. Se caracterizează în general printr-o tranziție neregulată a picăturilor mari de metal topit al electrodului (mai mare decât diametrul electrodului) și o rată de transfer scăzută (de la 1 la 10 picături pe secundă). Datorită faptului că gravitația joacă un rol crucial în acest tip de transfer de metal, sudarea este limitată doar la poziția în jos.

La sudare pozitie verticala unele picături pot cădea, ocolind bazinul de sudură (așa cum puteți vedea în această imagine de pe ultimul cadru).

Bazinul de sudură este mare și, prin urmare, greu de controlat, cu tendința de a se scurge în jos când se sudează în poziție verticală sau de a cădea când se sudează în poziție deasupra capului, ceea ce împiedică și sudarea în aceste poziții spațiale. Aceste neajunsuri, precum și formarea neuniformă a sudurii, fac nedorită utilizarea acestui tip de transfer de metal în sudarea MIG/MAG.
Transferul de metal cu picături mici se caracterizează prin picături identice de dimensiuni mici (aproape de diametrul electrodului), care sunt separate de capătul electrodului cu o frecvență înaltă.

Acest tip de transfer este frecvent întâlnit la sudarea cu polaritate inversă amestec protector pe bază de argon și la tensiuni mari de arc și curenți de sudare. Datorită faptului că acest tip de transfer necesită utilizarea unui curent mare de sudare, rezultând un aport mare de căldură și un bazin mare de sudură, acesta poate fi utilizat doar în poziție în jos și nu este potrivit pentru sudarea tablelor subțiri. Este utilizat pentru sudarea și umplerea canelurilor metalice de grosimi mari (de obicei mai mari de 3 mm grosime), în primul rând la sudarea structurilor metalice grele și în construcțiile navale. Principalele caracteristici ale procesului de sudare cu transfer de picături fin sunt: stabilitate mare a arcului, aproape fără stropi, formare moderată de fum de sudură, umezire bună a marginilor de sudură și penetrare mare, suprafață de sudură netedă și uniformă, posibilitatea de sudare la moduri superioare. și rata mare de depunere. Datorită acestor avantaje, transferul picăturilor de metal este întotdeauna de dorit acolo unde aplicarea sa este posibilă, cu toate acestea, necesită o selecție strictă și întreținere a parametrilor procesului de sudare.
La sudarea MAG într-un mediu CO 2, este posibil un singur tip de transfer - cu scurtcircuite.
Transfer de impuls al electrodului metalic
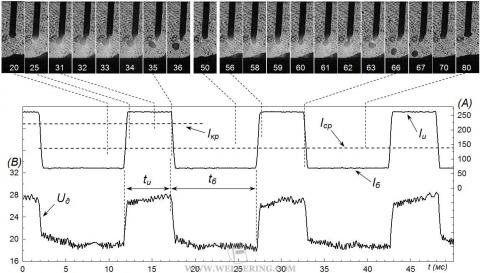
Într-una dintre varietățile de sudare MIG / MAG, se folosesc impulsuri de curent care controlează tranziția picăturilor de metal al electrodului în așa fel încât transferul de metal cu picături mici să fie efectuat la curenți medii de sudare (Iav) sub valoarea critică. Cu această metodă de control al transferului de metal, curentul este forțat să se schimbe între două niveluri, numite curent de bază (Ib) și curent de impuls (Ii). Nivelul curentului de bază, care este aproximativ egal cu 50 ... 80 A, este selectat din condiția de suficiență pentru a asigura menținerea arcului cu un efect ușor asupra topirii electrodului. Funcția curentului de impuls, care depășește curentul critic (nivelul de curent la care transferul de metal cu picături mari se transformă în picătură mică), este topirea capătului electrodului, formarea unei picături de o anumită dimensiune și separarea acestei picături de capătul electrodului prin acțiunea forței electromagnetice (efectul de pinch). Suma duratelor impulsurilor (ti) și a bazei (tb) determină perioada de ondulare curentă, iar valoarea sa reciprocă dă frecvența de ondulare. Rata de repetiție a impulsurilor de curent, amplitudinea și durata acestora determină energia arcului eliberat și, în consecință, viteza de topire a electrodului.
Procesul de sudare cu arc cu puls combină avantajele unui proces de sudare pe scurtcircuit (cum ar fi aportul scăzut de căldură și capacitatea de a suda în toate pozițiile spațiale) și un proces de sudare cu transfer fin (fără stropire și formare bună a metalului de sudură).
În timpul unui impuls de curent, de la una la mai multe picături pot fi formate și transferate în bazinul de sudură. Transferul optim de metal este atunci când se formează și se transferă doar o picătură de metal electrod pentru fiecare impuls de curent, așa cum se arată în figura de mai jos. Pentru implementarea sa, este necesară o ajustare atentă a parametrilor de sudare IDS, care în sursele moderne de energie se realizează automat pe baza controlului sinergic.
Parametrii de sudare MIG/MAG
Parametrii modului de sudare cu gaz protejat MIG/MAG includ:
Curentul de sudare (sau viteza de avans a firului de electrod);
- tensiunea arcului (sau lungimea arcului);
- polaritatea curentului de sudare;
- viteza de sudare;
- lungimea tijei in afara firului electrodului;
- inclinarea electrodului (torta);
- pozitia de sudare;
- diametrul electrodului;
- compozitia gazului protector;
- consum de gaz de protectie.
Influența polarității curentului asupra procesului de sudare MIG/MAG
Polaritatea curentului de sudare afectează în mod semnificativ natura procesului de sudare MIG / MAG. Deci, atunci când se utilizează polaritatea inversă, procesul de sudare este caracterizat de următoarele caracteristici:
Aport crescut de căldură la produs;
- penetrare mai profundă;
- randament scazut de topire a electrozilor;
- o gamă largă de tipuri implementate de transfer - metal, permițându-vă să alegeți cel optim (cu scurtcircuite, cu picătură mare, picătură mică, cu jet, IDS ...).
În timp ce la sudarea în polaritate directă, există:
Aport redus de căldură la produs;
- pătrundere mai puțin adâncă;
- randament ridicat de topire a electrozilor;
- natura transferului metalului electrodului este extrem de nefavorabilă (cădere mare cu regularitate scăzută).
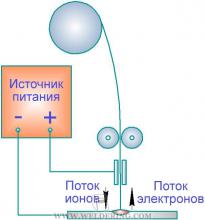 Aport crescut de căldură la produs |
 Aport redus de căldură la produs |
Analiza comparativă calitativă a caracteristicilor sudării MIG/MAG pe polaritate inversă și directă
Diferențele de proprietăți ale arcului cu polaritate directă și inversă sunt asociate cu diferența de eliberare de căldură din arc la catod și anod în timpul sudării electrodului consumabil; se generează mai multă căldură la catod decât la anod. Următoarea este o cantitate aproximativă de generare de căldură în diferite părți ale arcului în raport cu sudarea MIG/MAG (ca produs dintre căderea de tensiune în regiunea corespunzătoare a arcului și curentul de sudare):
În regiunea catodică: 14 V x 100 A = 1,4 kW pe o lungime de ≈ 0,0001 mm;
În coloana arcului: 5 V x 100 A = 0,5 kW pentru o lungime de ≈ 5 mm;
În regiunea anodică: 2,5 V x 100 A = 0,25 kW pe o lungime de ≈ 0,001 mm.
Diferența de eliberare de căldură în regiunile anodului și catodic determină o penetrare mai profundă a metalului de bază la polaritate inversă, o rată mai mare de topire a electrodului la polaritate dreaptă, precum și un transfer nefavorabil de metal observat la polaritate dreaptă, când picătura tinde să fi respins în sens opus față de bazinul de sudură . Acesta din urmă este rezultatul unei forțe de reacție crescute. Forța de reacție apare ca urmare a acțiunii reactive asupra picăturii jetului de vapori de metal care emană din punctul activ, adică. suprafața picăturilor cea mai ridicată temperatură. Forța de reacție împiedică separarea picăturii de capătul electrodului și fiind semnificativă, poate provoca transfer de metal cu o repulsie caracteristică a picăturilor departe de arc, însoțită de o stropire mare a metalului. Acțiunea acestei forțe este cu un ordin de mărime mai mică pe polaritate inversă (când electrodul este un anod) decât pe o linie dreaptă (când electrodul este un catod).
În diagrama rezumativă de mai jos Sunt prezentate zonele de combinații recomandate de tensiune de arc și curent de sudare pentru suduri de diferite tipuri și diferite poziții spațiale.
 /p>
/p>
Efectul poziției pistoletului și tehnicii de sudare asupra formării sudurii.
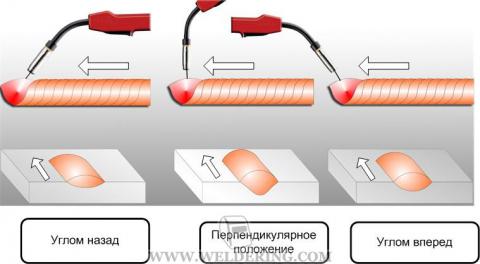 ">
">
Avantaje și dezavantaje
Principalele avantaje ale procesului de sudare MIG/MAG sunt productivitatea ridicată și calitatea înaltă a sudurii. Productivitatea ridicată se explică prin absența pierderilor de timp pentru schimbarea electrodului, precum și prin faptul că această metodă permite utilizarea unui curent mare de sudare.
Un alt avantaj al acestei metode de sudare este aportul scăzut de căldură, mai ales la sudarea cu arc scurt (la sudarea cu scurtcircuite), ceea ce face ca această metodă să fie cea mai potrivită pentru sudarea tablelor subțiri, precum și pentru sudarea în toate pozițiile spațiale.
Aceste avantaje fac ca sudarea MIG/MAG să fie deosebit de potrivită pentru sudarea robotizată.
Dezavantajele acestui proces în comparație cu sudarea cu electrozi acoperiți includ următoarele:
Echipamentul este mai complex și mai scump;
- este mai dificil de sudat în locuri greu accesibile, deoarece lanterna, de regulă, este mai mare decât suportul electrodului și trebuie să fie aproape de zona de sudare, ceea ce nu este întotdeauna posibil;
- relatie mai complexa intre parametrii de sudare;
- se pun pretentii mai mari la pregatirea si curatarea marginilor;
- radiații mai puternice din arc.
Sudare MIG/MAG cu fir miez flux
Sudarea cu sârmă cu miez poate fi efectuată pe același echipament ca și sudarea cu sârmă solidă. Denumirea prescurtată a acestui proces, adoptat în străinătate - FCAW (Flux Cored Arc Welding).
Sârma cu miez este un tub de oțel nealiat umplut cu pulbere (flux). Designul unor tipuri de fire cu miez de flux este prezentat mai jos.
Fiecare tip de sârmă cu miez de flux are propria sa compoziție de flux. Prin flux, este posibilă modificarea caracteristicilor arcului și transferului metalului electrodului, precum și a caracteristicilor metalurgice ale formării sudurii. Datorită acestui fapt, a fost posibil să se depășească unele dintre dezavantajele inerente procesului de sudare MAG cu sârmă solidă. De exemplu, sârma cu miez de flux face posibilă introducerea elementelor de aliere prin flux în metalul de sudură, ceea ce nu se poate face în cazul utilizării sârmei pline, din cauza deteriorării naturii trefilării.
De obicei, ecranarea cu gaz în sudarea FCAW este asigurată de gaz furnizat din exterior (Gas-shielded FCAW - FCAW-G). Cu toate acestea, au fost dezvoltate fire în care o cantitate suficientă de gaz de protecție este produsă prin descompunerea fluxului la încălzire; acesta este așa-numitul proces de sudare a sârmei cu miez de flux autoprotejat (FCAW autoprotejat - FCAW-S).
De fapt, sudarea cu miez de flux este doar un tip special de proces de sudare protejat cu gaz. Prin urmare, se caracterizează prin aceleași caracteristici ca și alte procese de sudare protejate cu gaz, deoarece are nevoie și de o protecție eficientă cu gaz a zonei de sudare. De exemplu, cerința de a sprijini distanta minimaîntre duza de gaz și piesa de prelucrat este valabil și pentru sudarea FCAW. Trebuie luate măsuri împotriva curentilor de aer de la ușile și ferestrele deschise, deoarece acestea pot sufla în lateral gazul de protecție. Același lucru este valabil și pentru fluxurile de aer din sistemele de ventilație și chiar din sistemele de sudură răcite cu aer.
Funcțiile miezului de sârmă cu miez de flux
Compoziția fluxului se dezvoltă în funcție de domeniul de aplicare al firului cu miez de flux. Funcția principală a fluxului este de a curăța metalul sudat de gaze precum oxigenul și azotul, care au un efect negativ asupra proprietăților mecanice ale sudurii. Pentru a reduce conținutul de oxigen și azot din metalul de sudură, la fluxul firului se adaugă siliciu și mangan, care sunt dezoxidanți și, de asemenea, îmbunătățesc proprietăți mecanice metal. Elemente precum calciul, potasiul și sodiul sunt introduse în flux pentru a conferi proprietăți zgurii care îmbunătățesc protecția metalului topit de expunerea la aerul atmosferic în timpul cristalizării metalului.
În plus, zgura oferă:
Formarea suprafeței de sudură a profilului necesar;
- reținerea unui bazin de metal topit în timpul sudării în verticală și poziții deasupra capului;
- reducerea vitezei de răcire a metalului bazinului de sudură.
În plus, potasiul și sodiul contribuie la un arc mai moale (stabil) și reduc stropii.
elemente de aliere. Aliarea metalului de sudură printr-un fir cu miez flux este mai de preferat decât alierea metalului de sudură printr-un fir solid (este mai ușor din punct de vedere tehnic să introduceți componente de aliere în miezul unui fir cu miez flux decât să faceți un fir solid dintr-un metal aliat ). Următoarele elemente de aliere sunt utilizate în mod obișnuit: molibden, crom, nichel, carbon, mangan, etc. Adăugarea acestor elemente la metalul de sudură crește rezistența și ductilitatea acestuia și, în același timp, limita de curgere și, de asemenea, îmbunătățește sudarea. a metalului.
Compoziția fluxului determină dacă firul cu miez va fi de tip rutil sau de bază (cum este cazul electrozilor acoperiți).
De asemenea, sunt utilizate fire cu miez cu un conținut ridicat de pulbere metalică (metal-cord). Fluxul acestui tip de sârmă cu miez de flux conține o cantitate mare de pulbere de fier, precum și aditivi de siliciu și mangan, care se găsesc de obicei în firele solide. Unele fire conțin, de asemenea, până la 2% nichel, ceea ce crește duritatea la temperaturi scăzute.
Firele de tip cordon metalic sunt utilizate pentru sudarea sudurilor cap la cap și filet în toate pozițiile spațiale. Ele oferă performanțe ridicate de depunere. Sudura are o suprafață netedă și nu are zgură, ceea ce înseamnă că se pot face mai multe treceri fără a curăța mai întâi cordonul anterior.
Domenii de utilizare
În prezent, sudarea cu sârmă cu miez de flux este utilizată acolo unde electrozii acoperiți au fost utilizați anterior, de exemplu, în construcțiile navale și în alte ramuri ale ingineriei grele în raport cu grosimi de peste 1,5 mm ale produselor fabricate din materiale obișnuite cu conținut scăzut de carbon, rezistente la căldură, la coroziune. -oteluri rezistente si inoxidabile.
Avantajele sudurii cu miez de flux
Sudarea cu sârmă mieză se caracterizează prin următoarele avantaje:
Utilizarea acestei metode de sudare este benefică din punct de vedere economic. Oferă viteze mari de sudare și intervale lungi de arc fără întreruperi (deoarece nu este nevoie de schimbări frecvente ale electrozilor);
- în același timp, practic nu există pierderi ale firului de electrod;
- metoda asigură o calitate acceptabilă la sudarea metalelor caracterizate prin sudabilitate scăzută;
- firele cu miez flux de tipul principal sunt mai puțin sensibile la contaminarea metalului de bază și asigură o sudură strânsă cu o tendință scăzută de fisurare;
- sudura se poate executa in toate pozitiile spatiale;
- arcul și bazinul de sudură sunt clar vizibile;
- după sudare, cusătura necesită doar o prelucrare minoră;
- probabilitatea formării defectelor periculoase în sudare este mai mică comparativ cu sudarea cu sârmă solidă.
Dezavantajele procesului de sudare FCAW
Unele dintre dezavantajele sudării cu miez de flux sunt enumerate mai jos:
Această metodă de sudare este foarte sensibilă la curenți (uși și ferestre deschise), curenții de aer din sistemele de ventilație și chiar din sistemele de răcire cu aer ale instalațiilor de sudură;
- costuri suplimentare pentru construirea unui adapost pentru locul de sudura cand se lucreaza in aer liber;
- în caz de cunoaștere insuficientă de către sudor a caracteristicilor procesului și a relației dintre parametrii modului, sunt posibile defecte atât de grave ale sudurii, precum pătrunderea insuficientă;
- sunt necesare cheltuieli mari de capital pentru echipamente;
- la sudarea cu sârmă cu miez flux, în special autoecranat, se eliberează o cantitate relativ mare de fum.



