Calculul secțiunii transversale a sudurii. Marea enciclopedie a petrolului și gazelor
Modul de sudare ca un set de caracteristici (parametri) procesul de sudare, care determină proprietăţile obţinute îmbinări sudate, este o componentă a tehnologiei de sudare. Pentru fiecare metodă și tip de sudare, se utilizează un anumit set de parametri de mod și valorile acestora.
În literatura de specialitate, există multe recomandări privind modurile de sudare, în principal sub formă de tabele, ale căror date sunt compilate pe baza rezultatelor experienței de producție. Majoritatea datelor furnizate se referă la sudarea oțelurilor carbon și slab aliate, arată valorile numerice ale parametrilor principali (obligatori) pentru îmbinări de diferite tipuri și grosimea metalului în poziția inferioară. Informațiile despre parametrii de mod rămași și alte condiții de sudare sunt date ocazional, nu întotdeauna, uneori sub formă de intrări scurte în text. Dar, de fapt, influența lor este luată în considerare și atunci când se elaborează moduri de sudare.
Rezultatele variază foarte mult în funcție de procedura de evaluare a oboselii. Învelișurile cazanului sunt proiectate pentru temperaturi scăzute și oboseală termică în medii agresive de apă și abur din cazan. Fiabilitatea și fiabilitatea lor operațională sunt garantate de calcule combinate și audituri interne. Aliajele duzei sunt verificate doar vizual de pe suprafața interioară. Defectele care amenință performanța dispozitivului pot fi considerate ca fisuri de sudură între placă și mamelon.
Ca rezultat, se creează fisuri funcţionare pe termen lung, iar formarea lor este foarte dependentă de apariția defectelor de fabricație. Îndepărtarea fisurilor dezvăluie defecte interne care trebuie, de asemenea, îndepărtate. Dacă nu sunt îndepărtate, fisurile reapar după o perioadă relativ scurtă de funcționare, iar procesul de îndepărtare și fisurare se repetă.
Specialiștii Universității Naționale de Cercetare Politehnică din Perm au studiat metodologia de determinare a unuia dintre parametrii de mod „minori” - numărul de treceri în sudarea cu arc cu mai multe treceri.
Există puține informații în literatură despre acest parametru de mod. Se știe că metalul cu grosime crescută poate fi sudat cu un număr diferit de treceri. Din motive economice, este de preferat să sudați cu un număr minim de treceri, deoarece în acest caz vor exista costuri mai mici cu forța de muncă pentru curățarea cusăturilor de zgură după fiecare trecere. Dar trebuie luați în considerare și alți factori.
Figura 1: Crăpătură în manșonul traversei. Figura 2: Rădăcină și zgură. Contribuția este dedicată problemei defectelor la îmbinările sudate ale duzei și unei metode de reparare a corpului cazanului deteriorat. Este important să se cunoască dimensiunea și distribuția defectelor în sudare și tensiune sudură pentru a evalua fisurile, a prezice dezvoltarea ulterioară și a lua măsurile adecvate.
Detectarea defectelor la nivelul articulațiilor mamelonului. Niplurile sunt conectate la corpul cazanului cu un „vițel” și o sudură în filet prin sudare manuală cu arc. ÎN suduri exista defecte de fabricatie. Figura 4: Marginea anterioară înainte de sudare. Descrierea metodei și metodologiei nu face obiectul acestei contribuții. Cea mai mare rată a defectelor este de până la 20 mm, dar există și defecte adiacente care depășesc 1/4 din circumferința duzei.
Pentru prima dată, problema calculării numărului de treceri a fost studiată de V. P. Demyantsevich, în legătură cu sudarea manuală cu arc cu electrozi acoperiți. S-a arătat relația dintre numărul optim de treceri și necesitatea obținerii unui strat de metal depus într-o singură trecere, având o anumită arie de secțiune transversală. Această poziție este asociată cu viteza de mișcare a electrodului de-a lungul articulației. Atât la o viteză prea mică, cât și la o viteză prea mare de sudare, se pot forma defecte - lipsă de penetrare și formare nesatisfăcătoare a cusăturii.
Detectarea defectelor de suprafață prin ultrasunete necesită mult timp. Această metodă a fost confirmată în mod repetat în mai multe cazuri. Precizia măsurării adâncimii defectelor de pe suprafața exterioară este scăzută, dar suficientă pentru a judeca procedurile defecte ale mecanicii fracturii. Avantajele acestui control sunt pe deplin demonstrate in cazurile in care este necesara controlul dezvoltarii defectelor intr-o perioada mai scurta decat timpul de functionare dintre reparatia generala a cazanului.
Tensiune într-o sudură fisurată. Pentru a obține un fundal cantitativ pentru evaluarea severității defectelor plate la mamelon, a fost calculată metoda tensiunii terminale. Un defect plat a fost considerat ca o scurgere completă a unei fisuri de pe suprafața interioară a mamelonului cu o adâncime egală cu adâncimea mameloanului. Lama este atunci doar o sudură de filet. În raport, am luat în considerare următoarele opțiuni pentru tensiune.
De asemenea, pentru prima dată, a fost indicată necesitatea sudării în diferite moduri a primei (rădăcină) și a trecerilor ulterioare. Zona de depunere într-o singură trecere este legată de diametrul electrodului. Pentru sudarea manuală cu arc, se recomandă următoarele dependențe:
- pentru prima trecere F1 = (6/8) de,
- pentru trecerile ulterioare
Fп = (8/12) de.
În aceste formule, de este diametrul electrodului în mm; F1 și Fp sunt zonele secțiunii transversale ale primului și, respectiv, al fiecărui pasaj ulterior, în mm2.
Atractia fisurii atinge valori semnificative, iar campul de solicitare este caracterizat de factorul de intensitate a tensiunii. Deoarece suntem interesați de stresul dinaintea fisurii, mediul imediat al fisurii a fost eliminat din harta de culori. Figura 5: Distribuția defectelor în vrac.
Componenta de tensiune circumferenţială are un pas similar cu cel prezentat în FIG. În ceea ce privește dezvoltarea ulterioară a fisurii, componenta axiomatică a turbulenței este componenta decisivă a fisurii. Distribuția componentei de tensiune axială este prezentată în fig.
Numărul total de treceri n poate fi determinat prin formula:
n = (Fн. m. - F1)/Fp + 1,
unde Fnm este aria secțiunii transversale totală a metalului depus a întregii suduri în mm2.

În prezent, valorile ariilor secțiunilor transversale ale metalului depus pentru îmbinările sudate standard pot fi găsite în Standardele de timp extinse pentru construcția de mașini (OUNV) pentru diferite metode de sudare publicate în perioada sovietică. Dezvoltatorii acestor documente au efectuat calcule pentru a ajuta normalizatorii lucrari de sudare, dar pot fi folosite pentru a rezolva alte probleme tehnice.
Din aceste cifre, se poate observa că momentul acțiunii afectează semnificativ componenta axială a tensiunii, care, desigur, este scăzută. Influența momentului încovoietor asupra tensiunii reduse nu este dominantă și nu depășește 10%. Figura 10: Componentă de tracțiune axială în sudarea în unghi.
Reparați după o sudură. După cum am subliniat în manual, a fost necesar să se verifice serviciul de reparare a fălcilor de sudură din cauza fisurilor. Materialul deteriorat de fisuri, inclusiv defecte de fabricație, a fost îndepărtat de pe mături. După ajustarea marginilor marginilor, împletitura rezultată a fost rulată în forma sa inițială. Există mai multe cazuri de acest remediu. În primul rând, este necesar să măcinați o cantitate semnificativă de material pentru a corecta unghiul. Mătura în sine se prelungește și apoi trebuie umplută metal de sudare cusătură metalică.
În manualul OUNV sudare cu arc Anexa 10 conține formule pentru calcularea ariei secțiunii transversale a metalului depus a tuturor îmbinărilor sudate din GOST 5264-80, iar apendicele 2-7 arată valorile suprafeței calculate folosind aceste formule pentru diferite grosimi de metal sau sudură în colț. picioare.
Informații similare, dar și mai extinse sunt disponibile în GUNV pentru sudarea cu arc cu gaz inert. Sunt și în anexă formule de calcul, iar valorile zonei au fost calculate din ele în hărți de timp incomplet al piesei pentru fiecare tip de conexiune conform GOST 14771-76 (pentru oțel) și GOST 14806-80 (pentru aluminiu și aliaje de aluminiu). Este deosebit de important ca în aceleași cărți de timp piesei incomplete să existe date despre numărul de treceri.
Figura 11 prezintă o vedere a defectelor deviate local într-o sudare a duzei înainte de sudare. Un alt dezavantaj este că este sudat în zone cu concentrație mare de tensiune. Considerăm în mod corespunzător sudarea transversală, așa cum se arată în Figura 13, în două moduri.
Sudarea în secțiune transversală se realizează prin. Într-o sudură nouă, vor exista presiuni de presiune în straturile inferioare care vor împiedica dezvoltarea fisurilor.
- Crearea unei bariere împotriva creșterii fisurilor.
- Creșterea distanței dintre marginea fisurii și suprafața exterioară.
Avantajele OUNV includ o mare diferențiere a datelor care ne interesează prin metode de sudare (manuale, semiautomate, automate), tipuri de electrozi (consumabile, neconsumabile), grupuri de materiale de sudat (carbon și oțeluri slab aliate, înalt aliat și aliat, aluminiu și aliaje de aluminiu, cupru și aliaje cupru-nichel).
Un avantaj suplimentar este că se conectează într-o zonă care are mult mai puțină întindere. Această metodă de reparare poate fi utilizată preventiv, pe baza rezultatelor unei inspecții de detectare a defectelor și a unei evaluări a duratei de viață a niplului de sudură. Pentru sudarea unei suduri, atunci când nu este suficient să se dezvolte fisuri, este recomandabil.
În cazul în care există un nod în final. fisurile interferează cu o parte semnificativă a sudurii, inclusiv sudarea de filet, după care se recomandă înlocuirea completă a mamelonului. Pentru ambele metode, sudare și schimb cu sudare încrucișată, tehnologia a fost prelucrată.
Din păcate, în literatura de specialitate nu există date similare pentru sudarea cu arc scufundat. În principiu, ele pot fi obținute prin calcule, având în vedere că principalele tipuri de pregătire a marginilor conform GOST 8713-79 sunt similare cu cele pentru sudarea în gaze protectoareși, prin urmare, puteți utiliza aceleași formule pentru a calcula ariile secțiunii transversale ale metalului depus și valori specifice elemente structurale pregătirea marginilor și dimensiunile cusăturilor sunt disponibile în GOST. Pe acest moment nu s-au făcut astfel de calcule.
Orez. 13: Sudarea în cruce. Pe baza rezultatelor, evaluați în cele din urmă fiabilitatea sudării transversale preventive. mamelon de schimb.
- Sudurile niplurilor nu au fost verificate în timpul producției.
- Prin urmare, este recomandabil să verificați aceste suduri pentru defecte interne.
Conexiuni solide dintr-o singură bucată din două Părți metalice pe metal, care, în timpul topirii și difuziei, sunt lipite de părțile conectate fără a topi aceste componente. Grosimea stratului, 25 mm Metale - decalaj redus, suprafață de contact de înaltă calitate Materiale moi - suprafață de contact rugoasă Condiții de calitate a lipirii: aderență - adezivul pătrunde în pori și neuniformitatea suprafeței de lipire - ca urmare a forțelor atractive dintre moleculele adezive.
Metodele și mijloacele moderne de prelucrare a datelor statistice pot simplifica semnificativ munca utilizatorilor. În special, prezentarea tabelară a datelor poate fi înlocuită în multe cazuri cu modele analitice. O astfel de convoluție a tabelelor a fost efectuată în raport cu datele privind zonele de metal depus pentru diferite tipuri de îmbinări din GOST 5264-80 și 14771-86. Calculele au arătat că valorile ariilor Fnm sunt descrise destul de precis prin formule de forma unui polinom de gradul doi.
Ele sunt adesea folosite în ansambluri și în întreaga industrie auto. Este folosit pentru a lipi majoritatea combinațiilor de sticlă, metal și plastic unde cel puțin o suprafață este transparentă UV. În funcție de temperatura și presiunea necesară pentru întărirea adezivului: la temperatură normală în jur de 20°C la temperaturi ridicate între 20 și 200°C la temperatura ridicataîn jur de 200°C la temperatură ridicată în jur de 200°C și la materiale legate de presiune Metal: industrial general. inginerie mecanică pentru conectarea tablelor, rezervoarelor, ramelor de conducte, butucilor de arbore etc.
Fnm = b1 + b1S + b2S2,
unde S este grosimea pieselor care trebuie sudate (sau piciorul sudurii pentru îmbinările cu suduri de filet); b0, b1, b2 - coeficienții ecuației.
Pentru fiecare tip de îmbinare sudată, coeficienții sunt individuali. Pentru a calcula suprafața necesară, este suficient să găsiți formula corespunzătoare și să înlocuiți valorile grosimii metalului S (sau piciorul cusăturii) în ea. În acest sens, modelele polinomiale se compară favorabil cu formulele generale date în literatura de specialitate pentru calcularea suprafețelor.
Ca exemplu, sunt date două formule pentru calcularea ariei Fnm în compusul C17 - una din GCNV, cealaltă - obținută prin prelucrarea datelor statistice:
Fnm = Sb + (S - c)2 tgα + 0,75eg,
Fnm = -9,36 + 3,26S + 0,33S2.
Se poate observa că pentru calculele conform primei formule, este necesar să se ia încă cinci valori ale elementelor structurale de pregătire a muchiilor și dimensiunilor de sudură din GOST pentru fiecare grosime de metal, în timp ce în a doua expresie există doar o variabilă - grosimea metalului S.
Astfel, în sursele de informare luate în considerare există date privind suprafețele totale ale secțiunii transversale ale metalului depus pentru îmbinările sudate standard. Din păcate, GUNV-urile au fost publicate cu mai bine de 20 de ani în urmă, nu au mai fost revizuite sau republicate de atunci, astfel că în prezent sunt inaccesibile unei game largi de specialiști.
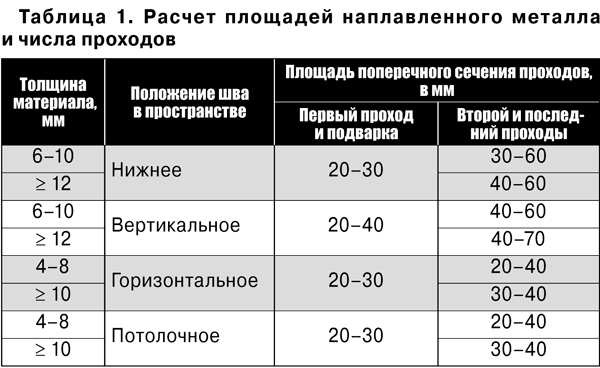
O problemă și mai mare este incertitudinea recomandărilor privind valorile calculate ale zonelor F1 și Fp pentru prima trecere și următoarele (a se vedea tabelele 1 și 2).