Formula de calcul pentru îmbinarea colțului. Calculul corect al îmbinărilor sudate. Calculul sudurilor de filet
Printre conexiunile nedetasabile. Ele se formează sub acțiunea forțelor de coeziune moleculară rezultate din încălzirea locală puternică pentru a topi piesele în zona de legătură sau încălzirea pieselor la o stare plastică folosind forța mecanică.
Principalele dezavantaje îmbinări de sudură: prezența reziduurilor datorate încălzirii și răcirii neuniforme; posibilitatea deformării pieselor în timpul sudării (în special cele cu pereți subțiri); posibilitatea existenței unor defecte ascunse (fisuri, incluziuni de zgură, lipsă de pătrundere), care reduc rezistența îmbinărilor.
Suduri de filet frontale
Calitatea și etanșeitatea cusăturii pe secțiuni drepte ale profilului; dacă cusătura de pe această parte a profilului este de proastă calitate, valoarea ridurilor extinse în colț este mai mare decât cu o cusătură dreaptă bună, deoarece acest lucru indică faptul că producătorul nu are prea mult control asupra calității generale a cusăturii; iar ridurile pot fi nu numai rezultatul unei raze mici. Pentru dozele necirculare care au capacitate de etanșare limitată la colțuri, prezența unei creste de presiune ar trebui să fie un factor major în a determina dacă o etanșare este acceptabilă. Combinată cu lungimea excesivă a ridurii și cusăturile goale, absența unei creste de presiune poate indica o etanșeitate insuficientă a cusăturii. Prezența defectelor în cusătură sau absența specificații cusătură; ca și în cazul tuturor sigiliilor, prezența defectelor sau a dimensiunilor în afara specificațiilor trebuie să fie greu cântărită pentru a determina dacă sigiliile din borcanele rotunde sunt acceptabile. Combinația dintre lungimea excesivă a ridurilor și măsurătorile în afara specificațiilor sau defecte de cusătură are ca rezultat, de obicei, o cusătură inacceptabil de slăbită. Planul de capăt și cârlige telescopice; cârligele de capăt îndoite sau îndoite sau cârligele de corp pot crea o cusătură inacceptabil de slăbită, producând totuși o creastă de presiune acceptabilă și o lungime acceptabilă a încrețirii. În interiorul cârligului de capăt de pe ambele părți ale încrucișării cu o zonă de sutură de salt adiacentă amprentei oarbe, care este lângă lovitura suturilor tulpinii laterale.
Tipurile de sudare sunt foarte diverse. Cea mai utilizată sudare electrică. Există două tipuri principale de sudare electrică: arc și contact. În funcție de tipul de sursă de căldură folosită, există și sudare cu gaz. Conform metodei de protejare a materialului din zona de sudare, sudarea este utilizată în argon, arc scufundat, în vid etc. Dupa gradul de mecanizare se disting sudura manuala, semiautomata si automata.
Valoarea reducerii interne în acest moment nu trebuie să depășească recomandările acceptate de producător. În interiorul cârligului de capăt de pe crossover care arată deformarea crossoverului, care nu trebuie să depășească instrucțiunile producătorului. Determinați grosimea plăcii prin îndepărtarea straturilor de smalț ale secțiunii plăcii de capăt; metil etil cetonă sau vată de oțel. Măsurați grosimea plăcii de capăt cu un micrometru nicovală bombat. Nu utilizați un miometru cu sutură dublă.
Suprapunere optică - Măsurătorile de suprapunere optică folosind un ferăstrău de cusătură și un proiector de cusături asigură suprapunerea reală la un punct de secțiune transversală. Prezența unei file de cheie adaugă un strat suplimentar de metal cusăturii duble din zona filei. Acest lucru va duce la o reducere corespunzătoare a suprapunerii. Suprapunerea din zona filei cheie trebuie să respecte lungimea minimă recomandată de producătorul destinatar.
În funcție de locația pieselor de sudat, se disting următoarele tipuri de îmbinări: cap la cap, lap, tee și colț.
a) Imbinari cap la cap cu diverse pregatiri ale marginilor
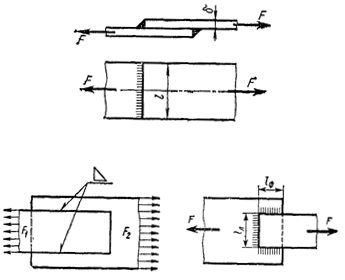
b) Articulații articulate (flancuri, frontale, combinate)
Calculul suprapunerii teoretice. Trebuie remarcat faptul că utilizarea calculului suprapunerii teoretice are o variabilitate mare și au fost demonstrate atât supraestimarea, cât și supraestimarea suprapunerii de măsurare optică reală. Nu există un substitut exact pentru măsurarea optică. Pentru cei care doresc să includă acest factor în evidențele lor, potrivirea teoretică poate fi calculată după cum urmează.
Suprapunere estimată = grosimea plăcii de capăt a cârligului la capătul corpului - lungimea cusăturii. Pentru a determina suprapunerea teoretică, se adaugă un factor de corecție la suprapunerea de proiectare. Cu investigații regulate ale rupturii dublei suturi, pot fi utilizate atât măsurători manuale, cât și metode optice.
Figura 15
a) Îmbinări în T
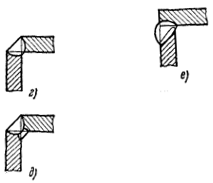
b) Imbinari de colt
Figura 16
Sudurile cap la cap pentru rezistență se calculează în funcție de secțiunea transversală nominală a elementelor conectate fără a ține cont de îngroșarea îmbinărilor. Pentru calculul cusăturilor sunt utilizate, ca și pentru elemente întregi.
Utilizarea suprapunerii teoretice nu este un substitut exact al suprapunerii optice. Rupturile sau secțiunile transversale sunt efectuate individual pe probe diferite sau, alternativ, pot fi efectuate pe același bloc folosind mai mult de 1 unitate dacă este necesar pentru a obține numărul sugerat de puncte de măsurare.
Secțiune transversală. Pregătirea secțiunii transversale a cusăturii duble oferă o măsurare directă a dimensiunilor cusăturii și a factorilor de integritate, cum ar fi suprapunerea reală și procentul de angajare a cârligului. Secțiunile pot fi pregătite prin hrănire, tăiere cu ferăstrău manual sau tăiere cu ferăstrău cu două sau cu o singură lamă.
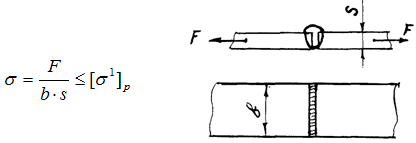
Figura 17
ÎN suduri marcați cu o liniuță.
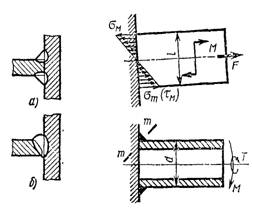
Tensiuni din elementele conectate în plan

Figura 18
Efortul de la un moment încovoietor în planul elementelor conectate și o forță de tracțiune (sau compresie)
De exemplu, dosarul va fi util pentru inspecțiile pe teren unde un ferăstrău nu este disponibil. Un ferăstrău de bijutier ar fi util pentru inspecțiile pe teren și în cazul în care utilizarea unui ferăstrău electric pentru cusături ar putea eradica complet defectul, de exemplu. incizia făcută de sutură este mai largă decât lățimea totală a defectului la locul de origine.
Alimentare - Tăiați de-a lungul cusăturii duble, alimentând în unghi drept față de cusătură, folosind o pila plată care are o margine sigură. Țineți pila astfel încât marginea sigură să fie împotriva secțiunii transversale sugerate, ceea ce reduce la minimum tendința de a se forma bavuri pe cutie. Utilizați un ferăstrău de bijutier astfel încât mișcarea de tăiere să fie numai în direcția dinților, nu înainte și înapoi. Lama trebuie să fie strânsă în cadrul ferăstrăului, iar lama să se miște în mișcarea de tăiere cu o presiune ușoară, dar constantă în jos.

Figura 19
Articulațiile poale, de regulă, funcționează suduri de filet. Sudurile de filet în funcție de locația lor față de sarcină se împart în: transversale sau frontale, situate perpendicular pe direcția forței; longitudinal sau de flanc, situat paralel cu direcția forței; oblic, situat într-un unghi față de direcția forței; combinate, care este o combinație a cusăturilor enumerate.
Utilizarea profesională a unui ferăstrău pentru bijuterii va veni cu practică. Faceți două tăieturi în corpul și capătul cutiei, dintre care una trece prin centrul zonei defecte. Odată ce tăieturile cusăturii au fost finalizate, îndepărtați secțiunea cusăturii tăind corpul și placa de capăt cu o pereche de foarfece. Ferăstrău pentru cusături - Pentru cutiile rotunde, tăiați secțiunile cusăturii cu un ferăstrău cu două lame în 3 puncte, care se află la aproximativ 120 de grade și la aproximativ un inch de la încrucișarea cusăturii laterale.
Proiector pentru gât - asigurați-vă că aparatul este calibrat corespunzător conform instrucțiunilor producătorului. Afișează poziția etrierelor la măsurarea cârligului de capăt, a cârligului de corp, a suprapunerii optice și a lungimii cusăturii. Zona de cusătură manuală - Așezați secțiunea cusăturii cu susul în jos în vârful dvs deget mareși degetul arătător, apoi așezați capătul teșit al buzunarului zonei de sutură lângă partea de sutură, astfel încât partea de sutură să fie în câmpul vizual și în focalizare.
Distrugerea sudurilor de filet are loc de-a lungul celei mai mici secțiuni, coincizând cu bisectoarea unghiului drept. Grosimea estimată a sudurii k∙sin45°=0,7k. Se testează sudarea în filet. Cu toate acestea, într-un calcul simplificat, o astfel de cusătură este calculată în mod convențional pentru o tăietură.

Figura 20
L este lungimea totală a cusăturii.
Dacă este necesar să se efectueze măsurători ale oricăruia dintre parametrii de sudură, poziționați scara gradată astfel încât scara și partea de sudură să fie focalizate, iar parametrul specific măsurat să fie inclus în intervalul scalei. Când utilizați un buzunar, este necesară o bună iluminare a secțiunii cusăturii.
Afișează o fotografie a unui buzunar folosind o riglă la scară. Graficul arată cum să țineți luneta și unde să se alinieze pe cusătura dublă. Rezultatul este o imagine inversă a unei cusături duble. Evaluarea cusăturii - Îndepărtați cârligul de capăt de la balanța cusăturii duble și verificați coloana de presiune, dovezile cusăturii de salt, evaluarea îmbinării și etanșeitatea conform Secțiunii 3.
Tensiunile admisibile depind de mărimea tensiunii admisibile a materialului de bază.
În funcție de metoda de sudare, calitatea și marca electrozilor φ=0,8...1; φ 1 \u003d 0,6 ... 0,8.
F 1 ∙a 1 -F 1 ∙a 2 \u003d 0
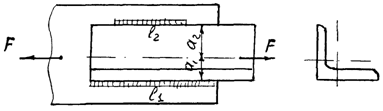
Figura 21
Toate sudurile de filet sunt calculate numai prin tensiuni tangenţiale, indiferent de locaţia lor faţă de direcţia sarcinii. Conexiuni combinate cusăturile frontale și laterale sunt calculate pe baza principiului distribuției sarcinii proporțional cu capacitatea portantă a cusăturilor individuale.
Producătorul poate oferi un ghid de mărime și stil pentru fiecare mărime, care conturează măsurătorile și toleranțele de cusătură pentru care cusătura dublă a fost concepută pentru a oferi un recipient etanș. Trebuie implementate proceduri de inspecție care să permită producătorului sau fabricii de conserve să rețină pentru investigare orice produs care nu este conform cu reglementările acceptate.
Aceste recomandări ale producătorului pot varia în funcție de faptul că cutiile sunt din oțel sau aluminiu, două sau trei bucăți, lipite sau sudate și rotunde sau nerotunde. Aceste recomandări nu se aplică neapărat borcanelor de alte forme sau producție.
Dacă piesa de îmbinat este asimetrică, atunci calculul rezistenței se efectuează ținând cont de sarcina percepută de fiecare cusătură. De exemplu, sudată pe foaie, sarcina rezultată trece prin secțiunea transversală a colțului și este distribuită de-a lungul cusăturilor în proporție inversă cu 1 și 2. Observând starea de rezistență egală, cusăturile sunt executate cu lungimi diferite.
Este extrem de important să ne amintim că calitatea cusăturilor duble nu poate fi judecată numai după măsurători. Inspecția vizuală pentru scurgeri și orice abateri vizibile este la fel de importantă. Când una sau mai multe măsurători nu sunt ajustate, verificați imediat un alt eșantion. Dacă și aceasta este în afara limitei, luați măsuri corective.
Imbinari sudate cu suduri de filet. Calcul și proiectare
Dimensiunile din afara domeniului de reglare nu înseamnă neapărat că cusătura este inacceptabilă. Aceasta înseamnă că trebuie să decideți dacă cusătura se potrivește. Atunci când iei decizia, principalele considerente sunt suprapunerea și etanșeitatea. Cusătura poate fi considerată satisfăcătoare dacă suprapunerea și etanșeitatea se încadrează în limitele de control, iar celelalte dimensiuni sunt în limita de studiu fără defecte majore, iar cusătura este corect formată.

Când încărcați o îmbinare cu o cusătură frontală în planul îmbinării:
În timpul conectării părților individuale ale structurilor metalice, se folosesc adesea îmbinări sudate, deoarece aceasta este cea mai simplă, mai accesibilă și mai ieftină metodă care poate oferi un nivel suficient de ridicat de calitate. Dar totuși, parametrii fiecărei cusături vor diferi, în funcție de metal, grosimea acestuia și condițiile procedurii. Calculul puterii suduri se efectuează pentru a determina ce caracteristici are sau va avea o legătură realizată cu anumiţi parametri.
Când un scor general al cusăturii indică o performanță îndoielnică, borcanele trebuie ținute pentru investigații suplimentare, cum ar fi sortarea, testarea scurgerilor, incubarea pentru deteriorare sau pur și simplu rularea pentru a determina dacă se dezvoltă vreo alterare. Tipul de acțiune necesar depinde de circumstanțe.
Exemplu de standarde de măsurare recomandate pentru cusături duble pentru recipientele sanitare din trei piese
Pe baza celor mai mari și mai mici citiri obținute dintr-un borcan de probă. Pe baza celei mai mici valori obtinute la banca. Sursa informației: Institutul Producătorilor Can - Standarde Voluntary Industry. După verificarea cusăturilor duble în conformitate cu secțiunea 1, restul cutiei trebuie inspectat până când este rupt. Următoarele paragrafe conțin o listă de verificare.
Calculele preliminare sunt efectuate la momentul întocmirii proiectului. Acest lucru este necesar pentru selectarea rațională a materialelor care ar putea rezista la sarcinile impuse și au o marjă de siguranță. Cheltuirea excesivă a metalului în producție nu ar trebui să fie permisă, astfel încât calculul sudurii pentru rezistență vă permite să determinați cantitatea și calitatea materialelor utilizate.
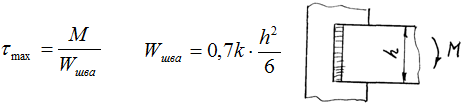
Calculul îmbinărilor sudate cu sudură de colț sub acțiunea unui moment încovoietor M într-un plan perpendicular pe planul sudurilor
Zonele predispuse la fracturi de metal includ zgârieturi, nituri, gofrare și trepte de panou. Pentru produsele ambalate în vid, în condiții constante de umplere și închidere, deviația de capăt sau adâncimea panoului central pot fi utilizate ca indicator al vidului intern. Ar trebui să se recunoască faptul că înclinările de capăt ale cutiilor goale variază foarte mult și pot afecta deformarea de capăt a unei cutii închise. Temperatura afectează, de asemenea, devierea finală. Deformarea capătului este măsura de la marginea superioară a cusăturii duble până la centrul geometric al capătului. Un gabarit calibrat, similar cu un gabarit, este utilizat prin așezarea unei bare de-a lungul vârfului cusăturii și departe de cruce. Punctul senzorului este situat în centrul aproximativ al capătului cutiei. Asigurați-vă că codurile în relief nu interferează cu măsurarea. Asigurați-vă că balonul nu se simte ușor, gol sau uscat. Greutatea containerului în comparație cu greutatea medie poate indica posibilitatea de scurgere a containerului.
- Verificați placa metalică pentru defecte sau deteriorare.
- Inspectați îmbinarea laterală a cutiilor sudate sau brazate.
- Asigurați-vă că capetele nu sunt întinse.
Pentru a afla rezistența unei suduri, este necesar să se măsoare cu precizie toți parametrii acesteia. Desigur, micile abateri sunt destul de acceptabile, deoarece este imposibil să se facă cea mai mare acuratețe chiar și cu sudare automată ca să nu mai vorbim de când totul este făcut manual. De obicei, nu au un efect puternic, dar sudorul trebuie să respecte parametrii specificați.
Metoda de calcul a conexiunilor
Și testele de rezistență sunt efectuate individual pentru fiecare tip de conexiune.
Cusături la fund. Când lucrezi cu suduri cap la cap, unul dintre principalii parametri pentru calcule este secțiunea transversală nominală. În acest caz, afluxul de metal care se formează în timpul sudării nu este luat în considerare. Calculul se bazează pe dependențele cunoscute din datele de rezistență a materialelor care apar în grinzile solide. Când începe acțiunea simultană a tensiunilor tangențiale și normale, care sunt concentrate în punctul cel mai încărcat al secțiunii, atunci tensiunea echivalentă poate fi calculată conform celei de-a patra teorii a rezistenței folosind următoarea formulă:
![]()
În acest caz, condiția de rezistență arată astfel: σ E ≤ [σ’] P
Datele pentru această valoare sunt determinate din tabelul de mai jos:
Cusături de colț. Acest tip de conexiune se realizează cel mai adesea cu normal secțiune transversală. Raportul de aspect este 1:1, dar există și excepții. Latura secțiunii se numește. Este indicat pe diagrame ca „K”. Când o cusătură eșuează, aceasta are loc în cel mai mic punct al secțiunii care trece prin bisectoarea unghiului drept. Dimensiunea sudurii în această secțiune este βk. A doua dimensiune importantă este lungimea cusăturii. Acest lucru va ajuta la determinarea cât de multă sarcină poate suporta sudarea. În cazul în care sudarea a fost automată, semi-automată sau efectuată manual, atunci valoarea lui β va fi 0,7. În acest caz, cusătura va fi un triunghi isoscel dreptunghic.
Dacă sudarea a fost efectuată în modul semi-automat, dar au fost mai multe treceri, de exemplu, 2 sau 3, atunci β va fi deja egal cu 0,8. În condiția sudării multistrat în modul automat, valoarea crește la 0,9. Calculul puterii îmbinări sudate de tip unghiular sunt efectuate condiționat de solicitări tangenţiale. Aici este necesar să se calculeze efortul total de forfecare. Pentru a face acest lucru, trebuie să determinați punctul cel mai încărcat din secțiunea luată. Apoi, adunați toate tensiunile prezente în el pentru a determina suma totală
După aceea, este necesar să se determine ce distribuție au tensiunile selectate. Cele care sunt cauzate de forțele centrale sunt denumite distribuite uniform pe secțiune. Dacă solicitarea este cauzată de o forță de forfecare centrală și afectează îmbinările de lungime scurtă, atunci nu aparține acestei categorii și astfel de forțe nu sunt luate în considerare în calcul. Acele tensiuni care sunt cauzate de moment sunt considerate proporționale cu distanțele care le separă de centrul de masă. Se poate lua și distanța până la linia neutră care trece prin acest centru. Acest lucru este adevărat atunci când un moment este aplicat într-un plan care este perpendicular pe articulație. În acest caz, condiția de rezistență va arăta astfel: τ ∑ ≤ [τ] sr, unde [τ’] sr poate fi găsit în tabelul de mai sus.
Tensiuni admisibile. Totalitatea forțelor care provoacă stres în îmbinările sudate au propria lor limită, cu care este sigur de lucrat. Tensiunile permise în desene sunt marcate cu o liniuță. Normele adoptate sunt permise, deoarece nu au niciun impact negativ grav.
Procedura de efectuare a calculului îmbinărilor sudate
A determina. Cât de mult poate rezista o sudură, este necesar nu numai să cunoașteți datele inițiale, ci și să efectuați calcule într-o anumită ordine. Pentru ca totul să meargă bine, trebuie să respectați următorul plan:
- Se determină principalii parametri pe care îi are o îmbinare sudată. Acestea sunt dimensiunile, forma și poziția sa în spațiu.
- Apoi secțiunea periculoasă este rotită într-un plan care este în contact cu piesa de sudat, este numit și planul de joncțiune a pieselor. Rotirea este necesară dacă secțiunea periculoasă a cusăturii nu converge cu planul îmbinării pe piesa studiată. Secțiunea care se formează ca urmare a rotației se numește cea calculată.
- După aceea, încep să caute poziția centrului de masă pe secțiunea calculată.
- Sarcina externă aplicată este transferată către centrul de masă, care este prezent pe secțiunea calculată.
- În continuare, este necesar să se determine solicitarea care apare în secțiunea calculată sub influența tuturor factorilor de forță acceptați. Aceasta include forțele transversale și normale, precum și momentele de torsiune și încovoiere.
- După aceea, se determină punctul cel mai încărcat din secțiune. Adună toate sarcinile primite care acționează la suprafață și determină sarcina totală, care va fi maximul pe care cusătura va trebui să o facă față.
- Se calculează efortul admisibil care acționează asupra sudurii.
- În etapa finală, se compară efortul admisibil și totalul maxim pe secțiune. Datorită acestui fapt, este posibil să găsiți acele dimensiuni care vor fi cele mai potrivite pentru lucrul acestei structuri metalice. Pentru confirmarea datelor se face un calcul suplimentar de verificare.
Nu uitați că toate aceste date rămân relevante doar dacă sunt respectate toate regulile pentru realizarea îmbinărilor sudate.



