Tehnologia sudării cu gaz a oțelului. Metode și moduri de sudare cu gaz. Metode de sudare cu gaz
Tipul de flacara depinde de materialul care se sudează: oțelurile carbon și aliate sunt sudate cu o flacără normală, fonta este cementată și alama este oxidată. Alegerea tipului dorit de flacără se efectuează în funcție de natura strălucirii sale.
Puterea flăcării arzătorul, selectat în funcție de grosimea metalului care se sudează și de proprietățile termofizice ale acestuia, este determinat de consumul de acetilenă necesară pentru topirea acestuia. Cu cât metalul de sudat este mai gros și cu cât conductivitatea termică este mai mare (cum ar fi, de exemplu, cuprul și aliajele sale), cu atât ar trebui să fie mai mare puterea flăcării. Se reglează treptat - prin selectarea vârfului arzătorului (vezi subsecțiunea 6.6.2) și fără probleme - de supapele de pe arzător.
Înainte de a discuta despre împingerea sau tragerea de suduri
Desigur, cea mai importantă parte a oricărei dezbateri despre tehnica de sudare este să lucrezi cu un proprietar aparat de sudurași cel mai bun în electrozi de sudareși unelte. Săptămâna aceasta vei găsi cele mai bune oferte de vacanță, dar la aparate de sudură și aparate de sudură. Așa că am decis să îl distribuim online! Indiferent dacă sunteți la început sau depanați o problemă de pulverizare care vine de la sudorul dvs., pur și simplu urmați lista de verificare de mai jos pentru suduri curate și netede.
Alegere diametrul firului de umplutură se realizeaza in functie de grosimea metalului sudat si de metoda de sudare. La sudarea scăzută și oțeluri cu carbon mediu diametrul firului de umplutură, mm, pentru metoda de sudare din stânga este determinat de formulă
d p \u003d s / 2 + 1,
iar pentru dreapta
unde s este grosimea metalului sudat, mm.
Verificați plăcuța de identificare de pe mașină pentru a vă asigura că primește puterea necesară. Aparatul de 120 de volți ar trebui să fie pe un comutator de 20 de amperi. Evitați utilizarea prelungitoare și folosiți cabluri grele pentru a minimiza căderea de tensiune.
Setați polaritatea corectă a electrozilor
Ce proces faci, sudare cu arc cu gaz sau sudare cu arc cu miez de flux? Asigurați-vă că polaritatea dispozitivului este setată la electrodul pozitiv. Oricare dintre ele nu va putea funcționa corect dacă polaritatea este setată incorect.
Luați în considerare grosimea materialului dvs
Asigurați-vă că dimensiunea dvs. și dimensiunea electrodului se potrivesc cu materialul. Cu toate acestea, este întotdeauna dificil să utilizați un miez de flux pe materiale care sunt mai subțiri de calibrul 16, deoarece aportul de căldură mai mare tinde să topească găurile mari în funcționare.Viteza de sudare stabilite de sudor în funcție de viteza de topire a marginilor piesei.
Tehnica sudării- un set de metode, tehnici și manipulări efectuate de un sudor pentru a forma o cusătură de înaltă calitate.
În sudarea cu gaz, elementele constitutive ale tehnologiei de sudare sunt:
- unghiul de înclinare al muștiucului arzătorului față de suprafața marginilor sudate;
- metoda de sudare;
- manipularea muștiucului pistoletului și a firului de umplere pe măsură ce flacăra se mișcă de-a lungul cusăturii.
Unghiul muștiucului arzătoarele la suprafața marginilor sudate sunt selectate de către sudor, în funcție de grosimea metalului și de proprietățile termofizice ale acestuia. Pentru oțelurile cu conținut scăzut de carbon, această relație poate fi reprezentată după cum urmează:
Electrozii mici sunt buni pentru materiale subțiri
Electrozii mai mici sunt mai buni pentru materiale subțiri -0,24 este bun pentru. 062 și mai subțire, 0,30 funcționează bine pentru grosimi cuprinse între 0,02 și 1,8 sau cam asa ceva, iar 0,35 funcționează bine până la aproximativ ⅜ din material. Scopul este de a putea topi electrodul la viteza potrivită, dar și de a transporta suficient curent în sudură. Mai mult electrozi subțiri se va topi la setările folosite pentru materialele subțiri. Folosirea unui electrod greu pe material subțire poate duce la probleme, în momentul în care firul se topește corect, materialul de bază se poate deforma sau se poate topi.
Cu cât este mai mare grosimea metalului și cu cât conductivitatea termică a acestuia este mai mare (ca, de exemplu, cu cuprul și aliajele sale), cu atât este mai mare unghiul de înclinare al muștiucului arzător. Astfel, sudorul, modificând unghiul muștiucului și, prin urmare, cantitatea de căldură furnizată metalului, controlează procesul de formare a cusăturii.
Metode de sudare prezentată în fig. 9.4.
Utilizarea unui electrod ușor pe material gros poate duce la arderea majorității electrodului în fum. Asigurați-vă că robinetul cilindrului de gaz este deschis, deschideți-l aproximativ două ture sau la jumătate. Supapa este proiectată să se închidă dacă este „deschisă” complet. Verificați eticheta sticlei pentru tipul de gaz. Utilizarea oricărui alt tip de gaz va crea probleme. Utilizați regulatorul pentru a seta presiunea gazului. Nu veți observa nicio modificare a presiunii de ieșire decât dacă lăsați să treacă puțin gaz, pornind mașina și apăsând pe trăgaci.
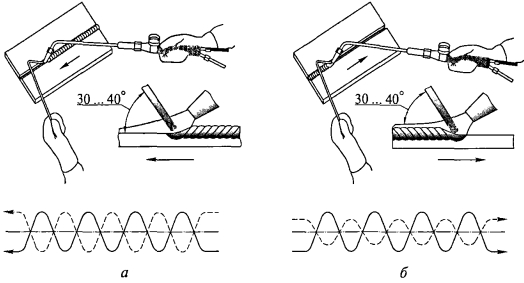
Orez. 9.4. Metode de sudare:
a - stânga; luminos; - miscarea arzatorului; ---- deplasarea firului de umplere; săgețile arată direcțiile de sudare
Lanterna din mâna sudorului se poate mișca doar în două direcții:
- de la dreapta la stânga, când flacăra este îndreptată către marginile metalice reci, nesudate încă, iar firul de umplutură este alimentat înaintea flăcării. Această metodă se numește stânga;
- de la stânga la dreapta, când flacăra este îndreptată către zona sudată a cusăturii, iar firul de umplere este alimentat după flacără. Aceasta se numește calea corectă.
Metoda stângă este utilizată la sudarea structurilor cu pereți subțiri (până la 3 mm grosime) și a metalelor și aliajelor cu punct de topire scăzut.
Amintiți-vă că mașina este înăuntru acest moment. Verificați frecvent capătul de lucru al firului de sudură. Vârful de contact trebuie să aibă dimensiunea corectă pentru sarma de sudurași trebuie înșurubat strâns la receptor. Vârfurile provoacă multe daune și ar trebui înlocuite după caz, câte unul pe bobină. Sugestiile trebuie verificate, ștergate, numerotate și înlocuite din mers, după cum este necesar. Multe probleme de sudare se datorează vârfurilor de sudură deteriorate sau uzate.
Verificare dublă a clemei
Sfaturile de contact sunt ieftine, dar sfaturile pentru conținutul de intrare ieftin nu ajută. Firul de lucru, sau clema de împământare, ar trebui, în general, să fie prins direct de o parte metalică curată, goală a lucrării dumneavoastră. Dacă mașina dvs. nu produce un arc, este aproape sigur o lipsă de continuitate electrică.
Metoda potrivită este utilizată pentru sudarea structurilor cu o grosime a peretelui mai mare de 3 mm și a metalelor cu conductivitate termică ridicată.
Calitatea cusăturii cu metoda de sudare potrivită este mai mare decât cu cea din stânga, deoarece metalul este mai bine protejat de flacăra arzătorului de expunerea la aer.
Manipularea muștiului torță(Fig. 9.5), efectuate de sudor, contribuie la formarea unei cusături de înaltă calitate. Dacă se folosește un fir de umplutură, mișcările sale îmbunătățesc procesele de topire, amestecare a bazinului de sudură și îndepărtarea oxizilor.
Schimbați husele căștii
Tampoanele pentru cască rareori vor dura mai mult de 10 ore după sudare înainte de a deveni fumurii și carbonizate. Dacă nu puteți vedea materialul, nu îl veți putea suda. Schimbați des husele - întotdeauna ajută. Purtați mănuși de piele integrală și mâneci grele din bumbac sau îmbrăcăminte de sudură din piele. Purtați protecție solară dacă vă ardeți ușor.
Personalizați-vă setările pentru sudură
Mașina dvs. va avea de obicei o diagramă pentru a vă ajuta să determinați setările corecte de alimentare și de tensiune. Aceasta este doar o recomandare aproximativă. Setați întotdeauna setările la ceea ce vedeți în sudură.
Reglați mașina pentru fiecare sudură
Iată cum să configurați mașina. Trebuie să faceți acest lucru de fiecare dată când configurați o sudură.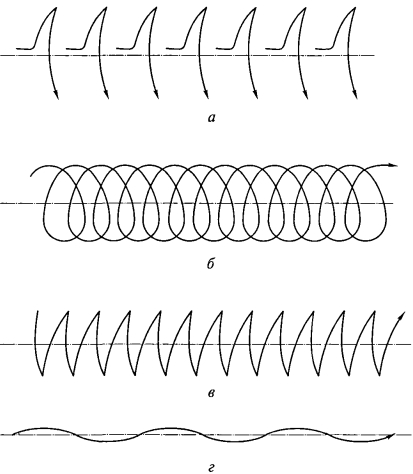
Orez. 9.5. Manipularea piesei bucale a pistolului la sudare:
a - cu o întârziere la rădăcina cusăturii; b - în spirală; în - „semiluna”; g - zigzag
Capătul piesei bucale a arzătorului efectuează simultan două tipuri de mișcări: longitudinală - de-a lungul axei cusăturii și transversală - în direcție perpendiculară. Mușticul pistolului trebuie mutat astfel încât metalul bazinului de sudură să fie întotdeauna protejat de expunerea la aer prin zona de reducere a flăcării.
Aruncați o privire la graficul de pe mașină, ajustați tensiunea și viteza firului pentru material mai gros, dacă sunteți material de sudare grosimi diferite. Sudați de la stânga la dreapta sau de la dreapta la stânga, asigurați-vă că vârful de contact se află la ⅜ de lucru atunci când sudați, ceea ce înseamnă că nu ar trebui să existe mai multe fire, înclinați mânerul la aproximativ 75 de grade. Dacă sârma este alimentată prea repede, va avea tendința de a scuipa sârma peste tot și va simți că îți împinge mâna. Fie bateți viteza firului, fie creșteți tensiunea pentru a se potrivi cu alimentarea firului. Când viteza și tensiunea firelor sunt setate corect, acțiunea se va simți lină, iar sudura va sta joasă și plată și va părea să curgă în materialul de bază. Sudurile neuniforme înalte sunt mult, mult mai slabe. Dacă firul dvs. continuă să ardă până la vârf și prezintă o minge mare sau un șirag la capătul firului în mod constant, fie transformați treptat tensiunea, fie creșteți viteza firului pentru a se potrivi. Dacă firul dvs. este alimentat inconsecvent, verificați contactul. Trebuie să fie strâns, curat și potrivit cu firul. Încercați să creșteți ușor tensiunea rolei de antrenare. Rolele de antrenare sunt adesea canelate pentru anumite dimensiuni de electrozi. Asigurați-vă că rulourile sunt montate corect. Configurați întotdeauna mașina astfel încât firul să fie cât mai drept posibil pentru a asigura o alimentare uniformă a firului. Dacă niciunul dintre acești pași nu ajută, înlocuiți vârful de contact. Dacă alimentarea sârmei este încă instabilă, luați în considerare înlocuirea bucșei sarma de sudura. Pentru material de ¼ sau mai gros, probabil veți avea nevoie de o mașină de 220 de volți pe un întrerupător de circuit de 50 de amperi.
- Faceți câteva suduri practice pe bucăți de resturi.
- Menținerea mânerului aproape de locul de muncă este absolut esențială.
- Sârma este întotdeauna alimentată când trăgaciul este apăsat.
Sârma de umplere face aceleași mișcări oscilatorii ca și piesa bucală, dar în direcția opusă oscilațiilor arzătorului, iar capătul firului de umplere trebuie să fie întotdeauna în bazinul de sudură sau zona de reducere a flăcării. La sudarea în poziția inferioară, se folosește cel mai adesea mișcarea firului de umplere într-o „semilună” (vezi Fig. 9.5, c).
Deși sudarea este adesea asociată cu metale, se referă și la lipirea termică a materialelor plastice în timpul procesului de sudare. Decisiv pentru termenul de „sudare” este realizarea temperaturii lichidus a materialelor ce urmează a fi îmbinate. Numai în acest fel se poate obține o lipire continuă, în timp ce prin lipire și lipire moale, doar aditivul se lichefiază și aderă la suprafața de contact care trebuie conectată. Nu există nicio legătură solidă aici.
Cuprins: Echipamente de sudura si sudare
Sudarea se distinge prin modul în care se atinge temperatura lichidus și ce aditivi și substanțe auxiliare sunt utilizate în procesul de sudare.
Divizia de sudare
În funcție de modul în care se atinge punctul de topire și de ce materiale de umplutură sunt utilizate, sudarea este împărțită în sudare prin fuziune și sudare sub presiune.§ 49. Tehnica sudării cu gaz
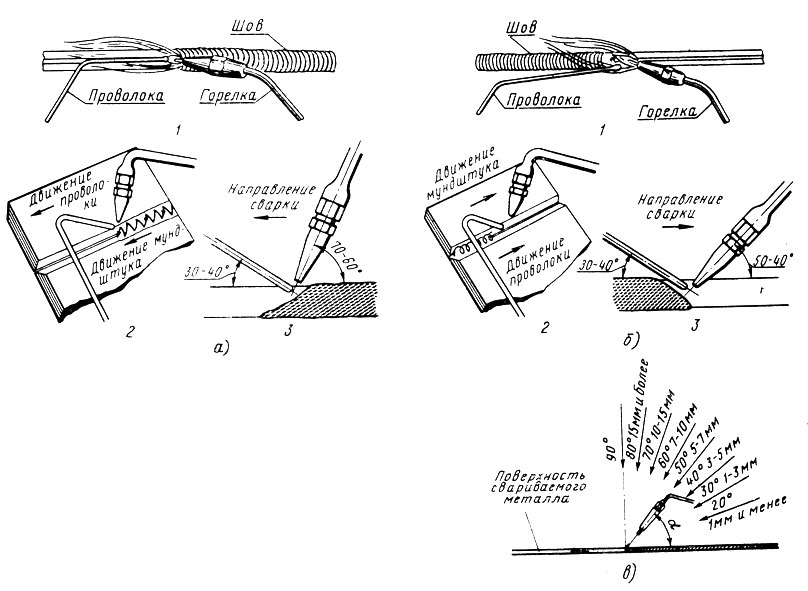
Sudare stanga si dreapta. La sudarea pe stânga (Fig. 68, dar) lanterna se deplasează de la dreapta la stânga, iar cu sudarea la dreapta (Fig. 68, b) - de la stanga la dreapta. În primul caz, firul de umplere se află în fața flăcării arzătorului, în al doilea caz, în spatele acesteia. Cu metoda din stânga, flacăra este direcționată către partea nesudată a cusăturii; pentru o încălzire mai uniformă a marginilor și o mai bună amestecare a metalului bazinului de sudură se efectuează mișcări în zig-zag ale vârfului și sârmei.
Deoarece sudarea sub presiune este utilizată numai în producția industrială, aici trebuie menționate doar diferitele procese. Sudura de stingere a incendiilor Sarma de sudare rezistivaSudura de sudareSudura cu ultrasuneteSudura de sudareSudura cu impuls electromagnetic. Dimpotrivă, sudarea prin fuziune sub diferite forme este utilizată în producția industrială și, parțial, în atelierul privat. Aici, temperatura necesară nu este atinsă prin presiune sau frecare, ci printr-o sursă de căldură.
Aparate de sudura si sudat pentru profesionisti
Acest lucru se poate face cu o flacără de gaz sau arc electric, ceea ce reduce complexitatea tehnică în comparație cu sudarea sub presiune. Sudarea termică a șinelor din aluminiu. Melt Alloy Gaz de sudare Melt Alloy Sudură Rezistența la sudare topitură Arc de sudare Sudare cu arc de topire Sudare cu arc sub suprafață Sudare cu arc inert Sudarea cu plasma. Multe dintre tipurile de sudare menționate sunt nepotrivite pentru atelierul casnic, deoarece sunt doar pentru aplicații speciale și, prin urmare, nu sunt profitabile.
Sudarea la stânga asigură o înălțime și lățime mai uniforme a cusăturii în interior îmbinare sudata, cea mai mare productivitate și costuri mai mici la sudarea tablelor de până la 5 mm grosime. Acest lucru se datorează faptului că flacăra preîncălzește metalul de bază care urmează să fie sudat. În plus, sudarea pe stânga este mai ușor de efectuat și nu necesită ca sudorul să dobândească abilități mari.
Sudare cu gaz - sudare oxicombustibil
În special, este luată în considerare sudarea prin topire cu gaz, precum și sudarea manuală cu arc și sudarea cu arc cu gaz din grupul de proces sudare cu arc. Am dori să le prezentăm procesele de sudare mai detaliat și explicați funcția aparatului de sudură. După cum sugerează și numele, în sudarea cu gaz de seu, materialul care trebuie îmbinat este topit de o flacără de gaz și sudat. În cele mai multe cazuri, materialul de umplutură este introdus sub formă de sârmă de sudură. Acest lucru oferă suficient material pentru a asigura o conexiune sigură sudură.
Sudarea la stânga este folosită și pentru metalele cu punct de topire scăzut. Pentru sudarea oțelului cu metoda stângă, puterea flăcării este setată la 100 - 120 dm 3 acetilenă / h la 1 mm de grosime a metalului care se sudează. O creștere a vitezei în timpul sudării pe stânga în comparație cu sudarea pe dreapta poate apărea doar atâta timp cât absorbția de căldură de către produs (pierderi) este nesemnificativă, iar acest lucru este posibil doar la sudarea tablelor subțiri.
Termenul de sudare autogenă sau sudare autogenă provine de la autogen = independent, deoarece numai o flacără fierbinte și nu sunt necesare alte unelte pentru a produce o sudură. Arderea gazului combustibil necesită oxigen, care este furnizat, dar și îndepărtat din mediu. Fără exces de oxigen în jurul bazinului topit și al îmbinării proaspete, nu există pericolul de oxidare a îmbinării proaspete. Acest proces și independența altor excipienți pentru protecția împotriva oxidării fac sudare sudare independent sau autogen.
Avantaj sudare cu gaz Constă în primul rând în încălzirea ușor dozată a piesei de prelucrat, astfel încât este adesea folosită în prelucrarea tablei și în caroserie. Aici puteți „suda cu senzație” și găurile pot fi închise tablă. Cu toate acestea, puteți utiliza și aparat de sudura- prin schimbarea setarii flacarii - pentru a separa tablele de otel.
Cu o grosime de tablă mai mare de 5 mm, sudarea din stânga este inferioară ca viteză față de cea dreaptă. Cu sudarea corectă, încălzirea în bazinul de sudură este mai intensă, se introduce mai multă căldură în bazinul de sudură, miezul flăcării poate fi adus mai aproape de suprafața bazinului. În plus, flacăra încălzește metalul deja depus, această încălzire se extinde la o distanță mică de bazinul de sudură, prin urmare, are loc tratamentul termic al metalului de sudură și zona afectată de căldură.
Mișcările oscilatorii ale piesei bucale cu metoda corectă nu se fac de obicei, iar mișcările în spirală se efectuează cu sârmă de umplere, dar cu o amplitudine mai mică decât cu sudarea stângă.
Puterea de flacără pentru sudarea oțelului este stabilită la 120 - 150 dm 3 acetilenă/h la 1 mm de grosime a metalului care se sudează.
Poziția pistoletului și a firului de umplere în sudarea cu gaz. Flacăra arzătorului este îndreptată către metalul produsului astfel încât marginile pieselor de sudat să se afle în zona de reducere a flăcării la o distanță de 2-6 mm de capătul miezului. Este imposibil să atingeți capătul miezului metalului produsului și tija de umplere. Acest lucru va carbura metalul băii și va promova popping și flashback.
Viteza de încălzire a metalului în timpul sudării cu gaz poate fi ajustată prin înclinarea muștiucului pistolului în raport cu suprafața metalică. Odată cu creșterea grosimii metalului, unghiul de înclinare al muștiucului arzătorului față de verticală crește (Fig. 68, în).
Unghiul de înclinare a firului de umplutură față de suprafața metalică este de obicei de 30 - 40 ° și poate fi modificat de către sudor în funcție de poziția sudurii în spațiu, de numărul de straturi ale sudurii multistrat și de alte condiții.
Ca regulă generală, capătul firului de umplere trebuie să fie întotdeauna în bazinul de sudură, protejat de aerul din jur de gazele din zona de reducere a flăcării. Nu se recomandă utilizarea așa-numitului proces de sudare prin picurare pentru a forma o cusătură, atunci când firul este coborât periodic în bazinul de sudură, din cauza pericolului de oxidare a sârmei metalice în momentul separării acestuia de bazinul de sudură.



