Îndoirea metalului într-o menghină de banc. Îndoirea tablei - costul și fotografiile lucrării, onorarea rapidă a comenzii
Comentarii:
- Ce este tehnologia de îndoire a metalelor?
- Îndoire a metalului, fă-ți singur
- Cum se face un suport prin îndoire
- Cum să faci o mașină de îndoit metal cu propriile mâini?
Cum se face îndoirea metalului manual? În timp ce face lucrari de constructie este adesea necesară îndoirea elementelor metalice. De exemplu, poate fi necesar să îndoiți table sau țevi. Țevile cu un diametru mic sunt îndoite cu o menghină.
Îndoirea foilor metalice pe o mașină de îndoit are loc fără sudare și nu încalcă structura metalului.
Adesea, atunci când se efectuează lucrări de construcție, devine necesară îndoirea țevilor cu diametru mare. Pentru astfel de lucrări, sunt necesare mașini speciale care îndoaie țevi și foi de metal. Elementul îndoit nu este deteriorat.
La îndoirea pieselor, se ia în considerare plasticitatea materialului, grosimea acestuia și se determină raza de curbură.
Ce este tehnologia de îndoire a metalelor?

Schema de asamblare a unui îndoit de foi de casă: 1 - bază; 2 - piuliță roată de mână; 3 - clema; 4 - foaie de îndoire; 5 - clema; 6 - poanson de sertizare.
îndoire tablă- aceasta este efectuarea anumitor acțiuni, în urma cărora tabla dobândește forma dorită. Îndoirea piesei are loc fără ajutorul sudării sau a oricăror alte conexiuni care reduc rezistența și durabilitatea materialului.
Când produsul este îndoit, straturile sale exterioare sunt întinse, iar cele interioare sunt comprimate. Tehnologia de îndoire este de a îndoi o parte a piesei în raport cu cealaltă la unghiul necesar.
În timpul îndoirii, materialul este supus la deformare. Cantitatea de deformare posibilă depinde de grosimea materialului, unghiul de îndoire, plasticitate și viteza de îndoire.
Îndoirea se realizează cu ajutorul echipamentelor pentru îndoirea pieselor. Acest echipament îndoaie elementul în așa fel încât structura finită să nu fie deteriorată.
Dacă elementul nu este îndoit corect, atunci vor apărea diferite defecte pe suprafața sa, în urma cărora materialul va primi o astfel de deteriorare pe linia de îndoire, încât structura finită se poate rupe. Îndoirea se efectuează pentru foi de diferite grosimi.
Tensiunea de încovoiere a materialului trebuie să fie mai mare decât limita sa elastică. Ca urmare a îndoirii, ar trebui să apară deformarea plastică a materialului. În acest caz, structura finită după operația de îndoire va păstra forma care i-a fost dată.
Desenul unui indoitor de foi (detaliere): 1 - clema; 2 - obraz; 3 - baza; 4 - suport; 5 - clema sudata; 6 - axa; 7 - colțul pumnului.
Beneficiile procesului de îndoire:
- Procesul este foarte productiv.
- Ca urmare a îndoirii, se obține o piesă de prelucrat care nu are cusătură.
- Structura finită este foarte rezistentă la coroziune.
- Produsul este foarte durabil.
- Rugina nu apare la cotul produsului.
- Structura este solidă.
Dezavantaje:
- Procesul de îndoire manuală este destul de laborios.
- Echipamentul de îndoire este scump.
Spre deosebire de structurile realizate prin îndoirea tablei, pe structuri sudate există o sudură care corodează și ruginește.
Îndoirea produselor se realizează manual sau cu ajutorul echipamentelor. Îndoirea manuală necesită foarte multă muncă. Se face cu un ciocan și un clește. Îndoirea materialului de grosime mică se realizează cu un ciocan.
Îndoirea tablei se realizează cu role, prese sau mașini cu role. Pentru a forma o foaie într-un cilindru, se folosesc role manuale, hidraulice sau electrice. Țevile sunt realizate în acest fel.
![]()
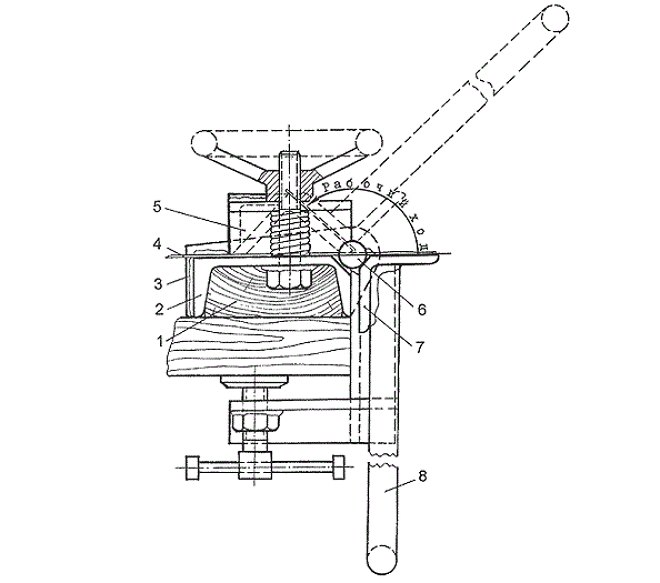
Schema de asamblare a cursei de lucru: 1 - insert din lemn; 2 - baza; 3 - obrazul drept; 4 - foaie de îndoire; 5 - clema; 6 – axa poansonului; 7 - pumn; 8 - pârghie de perforare.
Îndoirea metalelor este utilizată în construcțiile de locuințe pentru fabricarea jgheaburilor, profilelor, cadrelor metalice, țevilor și a altor structuri. Când îndoiți tabla cu propriile mâini, puteți face țevi de diferite diametre. Cu ajutorul mașinilor, materialul zincat este îndoit.
Dacă trebuie să îndoiți metalul acasă, puteți face o mașină de îndoit cu propriile mâini. Pentru fabricarea mașinii, trebuie să faceți un șablon din lemn, având un contur de o anumită formă, curbată.
Când îndoiți produsul, trebuie să determinați dimensiunile acestuia. Lungimea structurii este calculată ținând cont de raza de îndoire a tablei. Pentru piesele care sunt îndoite în unghi drept, fără a crea rotunjiri, toleranța de îndoire ar trebui să fie de 0,6 din grosimea foii.
Cu propriile mâini, puteți îndoi structuri din metale ductile: cupru, alamă, aluminiu. Raza de îndoire depinde de calitatea materialului și de metoda de îndoire. Produsele cu o rază mică de curbură sunt fabricate din materiale plastice.
Înapoi la index
Îndoire a metalului, fă-ți singur
Înapoi la index
Cum se face un suport prin îndoire

Când îndoiți o bandă de oțel pe o mașină cu role, crestătura superioară a barei trebuie să se potrivească cu dimensiunea benzii.
Materiale si instrumente:
- o foaie de metal;
- menghină;
- ciocan;
- cadru;
- bar;
- ferăstrău electric pentru metal.
În primul rând, trebuie să calculați lungimea benzii piesei de prelucrat conform schemei și să calculați îndoirea tablei de metal.
Când se calculează pentru fiecare îndoire, se efectuează o marjă de 0,5 grosime de bandă și 1 mm pe îndoire a capetelor în lateral.
Conform schemei, piesa de prelucrat este tăiată, se fac semne pentru locul de îndoire. Piesa de prelucrat este îndoită într-o menghină cu pătrate.
Mai întâi trebuie să fixați piesa de prelucrat într-o menghină la nivelul îndoirii. Apoi, folosind un ciocan, se face prima îndoire.
Apoi piesa de prelucrat este rearanjată într-o menghină și prinsă cu un cadru împreună cu o bară. Apoi faceți o a doua îndoire.
După aceea, piesa de prelucrat este scoasă, se fac semne pentru lungimea picioarelor suportului.
Un suport cu un cadru de bară este îndoit într-o menghină, în timp ce ambele picioare sunt îndoite. Îndoirea este specificată cu un triunghi. Dacă îndoirea nu este făcută corect, se corectează cu un ciocan și o bară de cadru. După procesul de îndoire, structura este tăiată la dimensiunile dorite.
Procesul de îndoire a tablei este de a schimba forma unei plăci de metal sub influența presiunii unei forțe externe. Cu o îndoire profesională adecvată, integritatea nu este încălcată, ci doar poziția particulelor de material se schimbă.
Compania „Perfostal”. Îndoire profesională a metalelor
Pentru a efectua un proces de îndoire a metalului de înaltă calitate, este necesar să folosiți echipamente și mașini profesionale. SRL „Perfostal” folosește în activitatea sa o tehnică și o tehnologie unică de deformare a produselor.
Îndoirea profesională conform desenelor clientului se realizează pe o presă de îndoit germană. Echipamentul este de înaltă precizie, poate îndoi metal de orice grosime. Îndoirea liberă vă permite să faceți piese cu îndoiri în unghiuri diferite în direcții diferite. Pentru a obține rezultatul dorit, specialiștii pot recurge la diferite metode de îndoire preliminară sau de îndoire a produselor înainte de procedura principală de deformare. Mașina universală este ușor de schimbat. Această funcție facilitează configurarea matrițelor și poansonelor pentru fabricarea unui produs conform desenului dorit.
Pretul depinde de grosime, lungime si numarul de coturi. În plus, se ia în considerare timpul de funcționare al mașinii la prelucrarea tablei, volumul comenzii. Lungimea maximă a foii este limitată la 3000 mm. Pe lângă îndoirea de înaltă precizie, compania oferă următoarele servicii de prelucrare a metalelor:
curbe complexe și îndoituri ale pieselor fără urme;
raza de curbare;
îndoire cu rigidizări;
profilare trapezoidală a foilor groase, îndoirea de format mare a produselor supradimensionate.
Experții noștri oferă o abordare individuală fiecărui client. Există un sistem de reduceri și oferte speciale.
Fabricarea produselor la comanda
Compania Perfostal efectuează îndoirea tablei la comandă folosind echipamente germane de înaltă precizie: o presă de îndoit de tip hidraulic cu mai multe axe pentru îndoire liberă cu CNC model EHT Multipress 135-30. Echipamentul pe care are loc îndoirea tablei de oțel are o lungime de birou de 3,05 metri, o rază de acțiune de 30,5 centimetri și o precizie a opririlor de 0,02 milimetri. Forța maximă a mașinii ajunge la 135 de tone, astfel încât îndoirea unei foi de metal, chiar și cu o grosime mare, este ușoară.
Unitatea este echipată cu unelte universale, ceea ce face posibilă profilarea semifabricatelor, îndoirea metalului conform desenelor clientului din tipul de bandă laminată și tablă.


Tăierea și îndoirea tablei conform desenelor dvs
Prețul pentru îndoirea metalelor la Perfostal este întotdeauna la un nivel accesibil. Specializarea noastră principală rămâne prelucrarea de îndoire a materialului din tablă cu o lungime de până la 3000 de milimetri și o grosime de până la 5 milimetri, în special:
- tăierea și îndoirea tablei de înaltă precizie;
- crearea de siluete complexe, cu curbe/coduri preliminare și ulterioare;
- îndoire tip rază;
- pliere îndoire (180 de grade);
- crearea de rigidizări;
- table de profilare mai groase de 2,5 mm de tip trapezoidal;
- îndoirea suprafețelor critice fără urme.
Tipuri de îndoire.
Îndoirea la rece implică deformarea fără preîncălzirea piesei de prelucrat. Există mai multe moduri prin care există varietăți de deformare la rece a metalului.
Formarea metalului pe mori. Implică rularea piesei de prelucrat între role care se rotesc constant care determină forma finală a produsului. O astfel de profilare este utilizată în principal pentru producția de masă, unde nu există posibilitatea și necesitatea reajustării echipamentului pentru a modifica grosimea și dimensiunile.
Îndoirea ștampilei. Este utilizat pentru producția rapidă și la scară largă a produselor de același tip de aceeași grosime. Calibrarea se efectuează pe o mașină de ștanțat specială, al cărei principiu este o presă între scule fără spațiu. Sub influența unei cleme și a unei prese, metalul ia forma dorită a acestor unelte.
Îndoirea metalului este liberă, „în aer”. Această tehnologie este utilizată pentru producția la scară medie și mică, deoarece nu este dificil să reajustați mașina la alți parametri. Pe o astfel de mașină CNC, foile de diferite grosimi pot fi îndoite. Baza metodei „îndoirea în aer” este impactul asupra foii în trei puncte, în urma căruia se formează un „buzunar de aer” între fundul și foaia piesei de prelucrat.
Deformarea metalului pe echipamente profesionale folosind desene și programe vă permite să salvați toate caracteristicile produsului fără pierderea rezistenței, ceea ce este imposibil de realizat folosind tehnologia de tăiere și sudare ulterioară a pieselor. Îndoirea profesională a metalului elimină aspectul coroziunii și deteriorarea integrității pieselor în procesul de utilizare ulterioară. Tehnologiile echipamentelor de îndoire fac posibilă crearea aproape a oricăror detalii și forme geometrice dintr-o foaie plată.
Îndoirea prețurilor
| Descrierea produsului | Desen | Numărul de produse din comandă (buc.) | Prețul de îndoire a 1 produs (ruble cu TVA) |
|
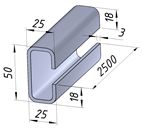
Profil cu raft egal în formă de C 18 x 25 x 50 x 25 x 18 mm, lungime 2500 mm, din oțel rece de 3 mm |
|
||
|
Profil in forma de U 25 x 53 x 25 mm, lungime 1250 mm, din otel rece 1,5 mm |
|||
|
Profil special 30 x 64,5 x 368,5 x 220 x 65 x 30 mm, lungime 2693 mm din otel rece 1,5 mm |
 |
Nu este dificil să faci o mașină de îndoit cu propriile mâini, dar până acum câțiva meșteri și specialiști care folosesc în activitățile lor produse din tablă îndoită sunt angajați în fabricarea unor astfel de echipamente pentru propriile nevoi. Între timp, un astfel de dispozitiv, care are o fiabilitate suficient de ridicată și o ușurință de operare, va ajuta la economisirea mult.
Una dintre cele mai accesibile îndoitoare de foi este LGS-26 intern, prețul este de aproximativ 38 de mii de ruble. Îl vom face mai ieftin și îl vom optimiza pentru nevoile dumneavoastră
În special fabricarea și utilizarea unei mașini de îndoit este relevantă pentru cei care au nevoie să efectueze operațiuni tehnologice pentru îndoirea materialului din tablă nu zilnic și în volume mari, ci periodic.
Tipuri de îndoit foi și designul acestora
Înainte de a începe să faceți o mașină de îndoit manual de casă, ar trebui să definiți clar lista sarcinilor pentru care este necesar. Va depinde de scopul principal al unui astfel de dispozitiv în funcție de schema care va fi executată.
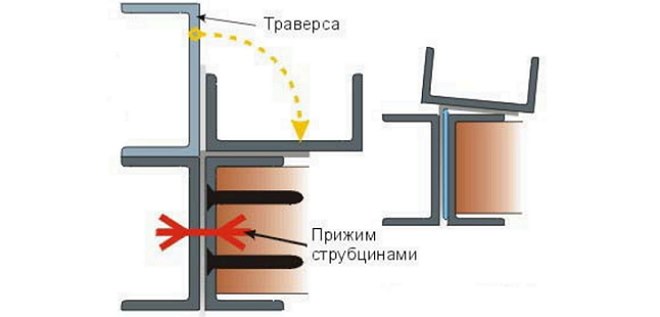
Cel mai simplu este un dispozitiv în care tabla este îndoită folosind o traversă specială. Cu ajutorul unui astfel de dispozitiv, este posibil să îndoiți cu ușurință o tablă de metal la un unghi de 90 de grade, folosind doar rezistența mâinilor fără dispozitive suplimentare, dacă lățimea foii nu depășește 0,5 metri. Baza tablei se fixează cu cleme sau într-o menghină, iar îndoirea acesteia se realizează datorită presiunii exercitate de traversă. În unele cazuri, pentru a obține un unghi de îndoire de exact 90 de grade, este posibil să aveți nevoie de un distanțier încorporat (în figură - din dreapta), care este o bandă obișnuită de metal care va ajuta la compensarea elasticității foii.
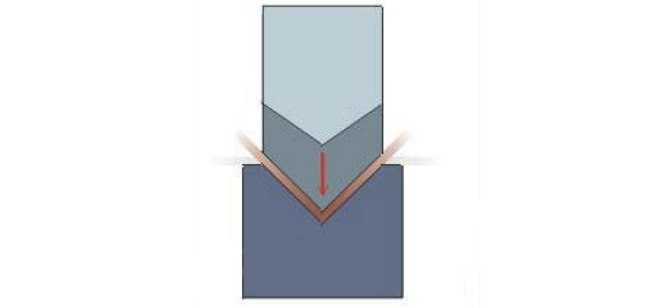
Mai complex în design este o presă frână, al cărei design este o matrice și un pumn. Tabla de metal într-un astfel de dispozitiv este situată pe matrice, iar poansonul este coborât pe piesa de prelucrat de sus, dându-i profilul necesar. Acasă, o presă frână este puțin probabil să găsească aplicație, deoarece este destul de complicată și nesigură de utilizat.
O versiune a unei presă frână de casă care funcționează în tandem cu. Dacă aveți deja o presă, atunci nu va fi dificil să o completați cu dispozitive pentru îndoirea foilor înguste de metal. Veți obține ceva de genul acesta:

O mașină de îndoit este mult mai perfectă, în care îndoirea metalului se realizează datorită acțiunii a trei arbori asupra acesteia. Un astfel de echipament se numește pass-through. Unul dintre principalele sale avantaje este că rolele sale reglabile vă permit să obțineți diferite raze de îndoire. Un astfel de instrument pentru îndoirea metalului poate fi acţionat manual sau electric, iar rolele sale pot avea un design diferit.
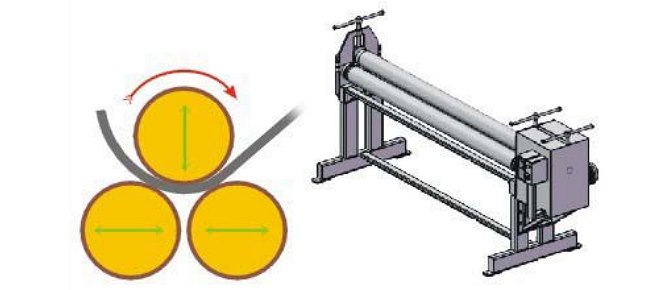
- Rolele cu o suprafață de lucru netedă sunt proiectate pentru majoritatea lucrărilor din tablă, care implică îndoirea semifabricatelor, realizarea de secțiuni de țevi cu un diametru mare etc.
- Rolele profilate sunt necesare pentru îndoirea elementelor structurilor de acoperiș (coame, văi, drenuri, flanșe etc.).
- Mașina de îndoit broșat poate fi echipată suplimentar cu un suport, o clemă și o traversă, ceea ce îi permite să fie utilizat pentru îndoirea manuală a pieselor de prelucrat.
Astfel de mașini sunt echipate cu un set de arbori de diferite profile, care pot fi achiziționate suplimentar pentru a face echipamentul mai versatil.
Cum să începeți să faceți o mașină de îndoit
Pentru a face o mașină de îndoit tablă, veți avea nevoie de un desen al unui astfel de dispozitiv sau al acestuia fotografii detaliate. În plus, ar trebui luați în considerare o serie de factori importanți, cum ar fi forța care va trebui aplicată pentru a utiliza mașina de îndoit, greutatea și dimensiunile acesteia (de care depinde mobilitatea), costul și disponibilitatea componentelor. Ca rezultat, obținem următorii parametri inițiali.
- Lățimea maximă a foii care va trebui îndoită este de 1 m.
- Grosimea maximă a materialului tablei: galvanizat - 0,6 mm, aluminiu - 0,7 mm, cupru - 1 mm.
- Numărul de cicluri de lucru care vor fi efectuate fără reajustări sau reparații este de 1200.
- Unghiul maxim de îndoire al profilului metalic, obținut fără finisare manuală, este de 120 de grade.
- Este extrem de nedorit să folosiți piese de prelucrat din oțeluri speciale (de exemplu, oțel inoxidabil).
- În proiectarea mașinii de îndoit ar trebui evitată îmbinări sudate, transferând slab sarcinile alternative.
- Ar trebui să limitați cât mai mult posibil numărul de piese ale mașinii de îndoit pe care va trebui să le comandați pe lateral, apelând la ajutorul strunjirilor sau frezarilor.
Este foarte greu să găsești un desen al unui dispozitiv care să satisfacă toate aceste cerințe, dar este posibil să-l rafinești pe cel mai reușit dintre ele.
Cel mai popular design de îndoit foi și îmbunătățirea acestuia
Designul mașinii de îndoit manual prezentat în desenul nr. 1 poate fi ușor îmbunătățit. Conform desenului de mai sus, se poate observa că dispozitivul de îndoire tablă constă din elemente precum:
Desenul nr. 1: Pentru a construi mașina noastră de îndoit, vom aplica această schemă
- perna din lemn;
- grinda de susținere dintr-un canal 100–120 mm;
- un obraz, pentru fabricarea căruia se folosește o foaie de 6–8 mm grosime;
- foaie de material prelucrată;
- grindă de prindere din colțuri 60–80 mm, legate prin sudură;
- axa de rotație a traversei (realizat dintr-o bară metalică cu diametrul de 10 mm);
- traversa în sine este un colț cu dimensiuni de 80–100 mm;
- mânerul dispozitivului, realizat dintr-o bară cu diametrul de 10 mm.
La traversa mașinii de îndoit tablă (punctul 7), care, conform desenului original, se presupune a fi realizată dintr-un colț, se arată în mod convențional o variantă de execuție dintr-un canal. O astfel de modernizare va crește semnificativ rezistența traversei, care, atunci când se folosește un colț, se va îndoi inevitabil la mijloc la un anumit moment și va înceta să creeze o îndoire de înaltă calitate a foii în acest loc. Înlocuirea cu un canal vă va permite să nu faceți 200 de curburi fără să îndreptați sau să înlocuiți acest element (care este foarte puțin cu lucru mai mult sau mai puțin activ), ci mai mult de 1300.
Designul unei astfel de mașini de îndoit plăci de casă poate fi îmbunătățit în continuare, ceea ce o va face mai eficientă și mai versatilă.

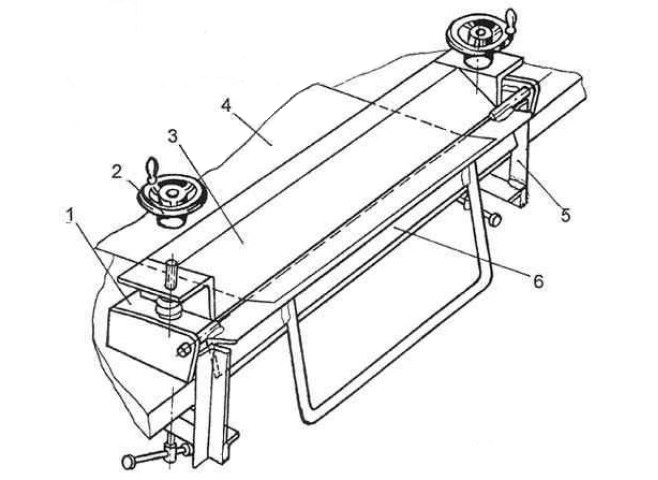
Desenul nr. 2: Elementele principale ale mașinii de îndoit foi
Desenul nr. 2 vă permite să înțelegeți mai detaliat designul unei mașini de îndoit de casă:
- clemă de casă, realizată dintr-un colț potrivit (40-60 milimetri) și un șurub cu călcâi și guler;
- obraz;
- canal, acționând ca o grindă de sprijin a mașinii;
- suport grindă de prindere, realizat dintr-un colț de 110 milimetri;
- grinda de prindere a îndoitorului de tablă în sine;
- axa de rotație a traversei;
- traversa în sine.
Consolidarea fasciculului de presiune
Mai jos vom lua în considerare schema de întărire a barei de prindere. Cu toate acestea, dacă inițial aveți un colț destul de masiv ca clemă și nu intenționați să îndoiți foi excesiv de groase pe mașina dvs. de îndoit, atunci este foarte posibil să faceți fără întărirea barei de prindere în modul descris.

Pentru a prelungi durata de viață a grinzii de presiune și a o face comparabilă cu durata de viață a traversei, acest element structural, care a fost realizat inițial dintr-un colț conform desenului, ar trebui completat cu o bază realizată dintr-o bandă metalică. cu dimensiunile de 16x80 mm. Marginea frontală a acestei baze trebuie să aibă un unghi de 45 de grade pentru a-și alinia planul cu planul colțului de prindere în sine, iar o teșitură de aproximativ 2 milimetri trebuie făcută direct pe marginea de lucru a acestui element.
În desenul nr. 2, partea primită în secțiune este indicată în figura suplimentară din dreapta sus. Aceste măsuri vor permite metalului de prindere să funcționeze nu în îndoire (ceea ce este foarte nedorit), ci în compresie, multiplicând astfel durata de viață fără reparații.
Un al 60-lea unghi suplimentar, sudat pe flanșa din spate a unghiului principal de presiune, îl va împiedica să se îndoiască. În desenul nr. 2, acest lucru este prezentat mai detaliat în figura suplimentară din stânga sus.
De asemenea, ar trebui să aveți grijă de frezarea planului inferior al grinzii de presiune, care formează pliul. Denivelarea acestui plan, conform regulilor general acceptate, nu trebuie să depășească jumătate din grosimea piesei îndoite. În caz contrar, nu va funcționa să îndoiți uniform piesa de prelucrat, fără o linie de pliere umflată. Trebuie avut în vedere că grinda trebuie dată pentru frezare numai atunci când are deja toate sudurile, deoarece implementarea lor duce la o modificare a parametrilor geometrici ai structurii.
Creștem fiabilitatea suporturilor pentru mașini
Există un alt mare dezavantaj în mașina de îndoit - schema de atașare la desktop. Clemele care sunt furnizate în acest dispozitiv sunt o opțiune de prindere foarte nesigură, mai ales dacă țineți cont de oboseală suduri. Astfel de elemente de fixare pot fi complet eliminate, ceea ce va evita, de asemenea, nevoia de îmbinări și obraji sudate. Următorii pași vă permit să rezolvați această problemă:
- fabricarea unei grinzi de sprijin care va ieși dincolo de desktop;
- realizarea de ochi în formă de U la capetele grinzii de sprijin;
- fixarea grinzii de susținere la masa de lucru cu șuruburi (M10) și piulițe profilate cu labe.
Dacă nu există obraji în mașina de îndoit îmbunătățită, atunci cum să atașați o traversă la ea? Puteți rezolva această problemă destul de simplu: utilizați balamale pentru uși fluture, care sunt de obicei folosite pentru agățarea ușilor metalice grele. Pentru a fixa astfel de bucle, oferind o precizie suficient de mare, puteți utiliza șuruburi cu cap înfundat. În desenul #2, acest lucru este ilustrat în continuare în dreapta jos.
Este posibil să îndoiți multe piese de prelucrat pe o mașină de îndoit cu o traversă atașată la bucle fluture, deoarece aceste bucle sunt foarte fiabile.
Structura completă
După asamblare, un dispozitiv îmbunătățit pentru obținerea unui profil metalic arată astfel:
- grindă de sprijin întărită;
- volant - element filetat;
- o grindă care asigură fixarea piesei de prelucrat;
- clemă pentru atașarea dispozitivului la desktop;
- traversă, cu ajutorul căreia, de fapt, puteți îndoi piesa de prelucrat.
Desenele prezintă volante de presiune, pe care în practică puțini oameni le au. Utilizați mai des șuruburi obișnuite cu butoane sudate. După sudarea butoanelor, este imperativ să introduceți firul pe ele, deoarece sudarea îl poate afecta extrem de negativ.
Desene ale unei alte versiuni a dispozitivului de îndoit foi
Desene detaliate ale unei mașini de îndoit foarte asemănătoare ca design, dar care diferă în ceea ce privește fixarea traversei. Diagramele arată dimensiunile, care, desigur, pot fi modificate în funcție de utilizarea prevăzută a mașinii.

Grinda de susținere Desen grinda de susținere Față de capăt transversală Desen transversală
Grinda de prindere Desenul grinzii de prindere Vedere generală a ansamblului Fixare clemă
Ce este o mașină zig și cum se face
O mașină zig (sau un dispozitiv zigovochny) vă permite să îndoiți marginile de rigidizare pe produse din tablă, care sunt numite zig-uri. Astfel de mașini aparțin categoriei de echipamente speciale și pot fi realizate cu acționare electrică sau manuală. Mașinile manuale cu zig, fixate și cu o clemă, pot avea dimensiuni destul de compacte și pot fi transportate într-o geantă obișnuită pentru unelte de lucru.

Astfel de dispozitive fac posibilă realizarea unei flanșe de înaltă calitate într-o singură trecere nu numai pe produse rotunde (aceleași carcase de recipiente metalice), ci și pe foile metalice drepte. Aceste dispozitive sunt pur și simplu indispensabile în fabricarea pieselor individuale ale structurilor de acoperiș.
Elementele de lucru ale mașinii zig sunt role, iar utilizarea acesteia vă permite să economisiți semnificativ la achiziționarea de elemente de acoperiș produse din fabrică. Dacă vizionați un videoclip care arată funcționarea unui astfel de dispozitiv, devine clar că îl puteți utiliza chiar și la locul instalării directe a structurii acoperișului.
Pentru a alege dispozitivul potrivit pentru fabricarea elementelor din tablă îndoită, puteți urma următoarele recomandări.
- Pentru un meșter de acasă care are nevoie din când în când de o mașină de îndoit, un dispozitiv simplu realizat din mijloace improvizate este destul de potrivit.
- Cei care din când în când îndeplinesc comenzile pentru montarea unui acoperiș vor avea nevoie de o mașină manuală de îndoit tablă și o simplă mașină de zig.
- Profesioniștii care sunt implicați în mod constant în fabricarea de elemente pentru structurile de acoperiș și lucrările de tablă au nevoie de un dispozitiv din fabrică pentru îndoirea tablei.
- Manualul este util pentru cei care sunt angajați profesional în fabricarea elementelor structurilor de acoperiș. Optim pentru astfel de specialiști este echipamentul profesional, care se caracterizează printr-o fiabilitate și durabilitate mai ridicate.

Listogib producție rusească SKS-2in1, preț 64 mii ruble
Dacă planurile tale încă includ utilizarea activă a unei mașini de îndoit de foi de casă pentru a lucra pe un flux mai mult sau mai puțin mare, atunci fii pregătit pentru faptul că, la un moment dat, producția ta se poate opri din cauza unei defecțiuni. Deoarece oțelul folosit de meșterii de acasă pentru producția de mașini de îndoit, cel mai probabil, nu va rezista la sarcini mari, va obosi rapid și va pluti.
Dar pentru o aplicație casnică, care nu este deosebit de încărcată, o mașină de îndoit acasă va fi un ajutor excelent și va economisi mulți bani. Este necesar să țineți cont de acest moment și să nu vă așteptați la miracole de rezistență și performanță de la un simplu aparat de casă.
Înainte de a face o mașină de îndoit cu propriile mâini, nu numai că puteți studia numeroasele desene ale unor astfel de dispozitive postate pe Internet, ci și vizionați videoclipul de antrenament. Poate că, pentru unii, dimensiunea mașinii de îndoit descrisă va părea prea mică, atunci puteți lua în considerare opțiunea unei mașini de îndoit de casă cu un format mai mare. Desigur, aceasta nu mai este o mașină mobilă, este potrivită pentru un mic atelier privat:
Avantajele unui îndoit de foi de casă
Fabricarea unei mașini de îndoit cu propriile mâini sau achiziționarea unei mașini de îndoit manual prin trecere sunt adesea interesați de cei care doresc să economisească mult la achiziționarea de carton ondulat producție în serie. Aritmetica teoretică simplă arată: dacă îndoiți carton ondulat cu ajutorul unui astfel de dispozitiv, atunci costul acestuia din urmă va fi cu 40% mai mic în comparație cu costul produselor din fabrică. Dar nu totul este atât de simplu.

Dacă achiziționați o mașină de trecere din fabrică pentru carton ondulat tip manual cu privire la o producție proprie mică, va costa aproximativ 60 de mii de ruble. Între timp, o astfel de mașină manuală de îndoit foi nu garantează calitatea stabilă a cartonului ondulat obținut cu ajutorul ei. Problema este că rularea într-o singură trecere va duce cel mai probabil la apariția colțurilor supratrasate, din care ulterior se pot dezvolta fisuri. Și rularea unei foi în mod repetat, schimbând treptat gradul de presiune, este prea lungă, laborioasă și, prin urmare, neprofitabilă. Dar, pe de altă parte, este destul de convenabil să faci piese mai simple din tablă de oțel cu ajutorul acestuia.
Pentru o linie de laminare cu drepturi depline pentru carton ondulat, fabricată în China, va trebui să plătiți aproximativ 20.000 USD. Desigur, consumă multă energie electrică (de la 12 kW) și instalarea lui necesită o suprafață mare, care clar nu se încadrează în planurile și bugetul majorității stăpânilor de casă.

Cel mai important lucru de luat în considerare atunci când achiziționați o mașină de îndoit este posibilitatea de rambursare rapidă a acesteia. Pentru a realiza acest lucru pentru un maestru care folosește un astfel de dispozitiv în mod privat este destul de dificil. În acest caz, este mai recomandabil să folosiți un îndoit de foi de casă, care este potrivit pentru fabricarea produselor din tablă îndoită de orice tip. Cu ajutorul unor astfel de echipamente, este posibil să îndoiți atât foile cu dimensiuni standard, cât și produse nestandard, care sunt la mare căutare în timpul acoperișului, precum și multe altele.
Cum funcționează o mașină de îndoit
Înainte de a vă întreba cum să faceți o mașină de îndoit, ar trebui să înțelegeți caracteristicile de proiectare ale unui astfel de echipament. În primul rând, astfel de dispozitive diferă prin tipul de unitate. Deci, există dispozitive cu acționare mecanică, electrică, hidraulică și manuală.
Mașinile de îndoit cu acționare mecanică pot utiliza un volant cu ambreiaj de frecare și o manivelă sau un sistem de scripete, pârghii și cabluri cu o greutate în scădere. Astfel de dispozitive, caracterizate printr-un impuls de șoc la începutul cursei de lucru, care apoi se slăbește treptat, sunt departe de a fi ideale în ceea ce privește calitatea rezultatului datorită mecanicii muncii lor și sunt folosite din ce în ce mai puțin.

Eficiența echipamentului de îndoire a tablei, care este echipat cu o acționare electrică, scade semnificativ odată cu creșterea sarcinii sub forma unei scăderi a dimensiunii piesei de prelucrat sau a unei creșteri a rezistenței acesteia. Dacă încercați să îndoiți o piesă de metal dur (de exemplu, oțel inoxidabil) pe o astfel de mașină de îndoit, este posibil să întâlniți faptul că rotorul motorului electric va începe să alunece, reducând cuplul și crescând consumul de energie.
Ajustarea precisă a forței dezvoltate la rezistența piesei de prelucrat permite echiparea cu o acționare hidraulică, dar nu este ieftină. Un cric hidraulic convențional, care poate fi folosit și ca antrenare pentru îndoirea tablei, nu asigură o distribuție uniformă a forței de pe toată lungimea curbei.
Pentru a rezuma toate cele de mai sus, se dovedește că o mașină de îndoit manuală este cea mai bună opțiune pentru meșterii de acasă. Poate fi realizat în diferite modele.(voturi: 3 , rata medie: 5,00 din 5)
Îndoirea tablelor și semifabricatelor metalice este o operațiune complexă și care necesită forță de muncă, pentru a facilita și simplifica care, există o căutare constantă de tehnologii pentru mecanizarea acesteia și dezvoltarea de noi tipuri de echipamente. Să încercăm să luăm în considerare câteva tehnologii pentru îndoirea metalelor sau semifabricatelor metalice.
Listogibochny rulouri.
Rolele de îndoit table sunt proiectate exclusiv pentru îndoirea tablei. Lista materialelor aplicabile este extrem de largă și este limitată doar de fragilitatea unor metale rare. Designul îndoitorului de foi include doi arbori inferioare, precum și o rolă superioară, fixată pe placă. Rola superioară se mișcă în sus și în jos în raport cu piesa de prelucrat, ceea ce face posibilă acordarea foii de raza necesară. De asemenea, se poate obține o formă conică a piesei de prelucrat, pentru aceasta rola superioară este deplasată, oferindu-i un unghi de înclinare pentru a forma un con.
Apăsați frâne.
Tehnologia de îndoire a presei de frână este de departe cea mai răspândită în industriile mici și mijlocii de prelucrare a metalelor datorită celor mai largi posibilități și versatilitate. Îndoitoarele de foi sunt folosite pentru o gamă largă de lucrări, de la îndoirea profilelor în diferite unghiuri, terminând cu margini flexibile. Procesul de îndoire a profilului se realizează folosind un poanson montat pe cadrul glisorului și folosind o matrice care este plasată pe căptușeala presei sau pe placa însăși. Există mai multe tipuri de poanson, acestea diferă în razele de îndoire și formă. Matricea care este implicată în lucrare, de regulă, are forma unui canal sau unghi drept.
Presa frana este cel mai versatil echipament pentru fabricarea produselor din tabla. Operatorii de presă de frână cu experiență sunt capabili nu numai să schimbe rapid piesele, ci și să reconfigureze rapid și precis mașina pentru o altă lucrare. În general, dacă analizăm tehnologiile moderne pentru producția de carcase și alte produse din tablă de oțel, poate că nu mai există o metodă atât de universală și tehnologică precum curbarea metalelor.
Mașini de îndoit role.
Folosit în principal pentru îndoirea profilelor dimensiune diferită. Există atât trei role, cât și patru role. Designul mașinii cu trei role, a cărei principală aplicație este îndoirea benzilor de aluminiu de până la 2,5 mm grosime, este după cum urmează: rola superioară, care este reglată prin rotirea mânerului, în raport cu două role de presiune. Rolele trebuie să alunece liber de-a lungul rafurilor de profil, altfel profilul se va răsuci, acest fapt trebuie luat în considerare la instalarea clemei.
Mașinile cu patru role sunt utilizate pentru îndoirea profilelor care au o formă curbilinie, precum și forma de spirale, cercuri. Designul unor astfel de mașini este următorul: un cadru cu un mecanism de antrenare montat în interiorul acestuia, role conducătoare care alimentează piesa de prelucrat, precum și două role care îndoaie piesa de prelucrat. Raza de îndoire necesară este reglată prin rotirea mânerelor.
Mașini de îndoit țevi cu încălzire de înaltă frecvență
Cu ajutorul mașinilor cu încălzire de înaltă frecvență, țevile cu un diametru de 95 până la 300 mm se îndoaie. Prin proiectare, acestea constau din două părți, acestea sunt electrice și mecanice. Partea electrică include o instalație de încălzire cu curenți de înaltă frecvență și direct echipamentul de alimentare a mașinii. Partea mecanică a mașinii de îndoit prin încălzire cu curenți de înaltă frecvență constă dintr-un cadru sudat, cu un cărucior instalat pe acesta pentru fixarea țevilor, un cărucior cu role de ghidare, un cărucior cu role de presiune, un mecanism de alimentare a țevii și un inductor, care direct realizează încălzirea prin inducție a piesei de prelucrat. Cadrul în sine este în formă de cutie. Deplasarea căruciorului de fixare a țevii se realizează cu ajutorul unui șurub de avans longitudinal. Conducta în sine este fixată în cărucior prin intermediul a două fălci, dintre care una este fixată, de care se fixează piesa de prelucrat cu ajutorul unei fălci mobile. Asigurați-vă că țineți cont de faptul că axa piesei de prelucrat pentru îndoire trebuie să fie excentrică față de pat (valoarea excentricității este diferită, în funcție de diametru).
Rolul căruciorului cu role este (după cum sugerează și numele) de a ghida conducta în timpul procesului de îndoire și de a obține reacția de la forța de îndoire. Mișcarea acestuia se realizează cu ajutorul șuruburilor de plumb care funcționează pe principiul unui angrenaj conic. Rola situată pe glisor poate fi deplasată manual cu ajutorul unui șurub. Rotirea rolelor în jurul axei sale este liberă. Un suport inductor, elemente ale sistemului de răcire și un transformator de înaltă frecvență sunt de asemenea instalate pe căruciorul rolelor de ghidare.
Caruciorul cu role de presiune este instalat în stare staționară. Un glisor cu o axă presată, pe care se află o rolă de presiune rotativă, se deplasează de-a lungul bazei căruciorului. Mișcarea glisorului are loc cu ajutorul unui șurub de plumb, a cărui mișcare este efectuată de un mecanism de transmisie transversală. Două întrerupătoare de limită, amplasate pe căruciorul rolei de presiune, îndeplinesc funcția de limitare a cursei, în funcție de unghiul de îndoire selectat. Răcirea inductorului de încălzire a conductei înlocuibile se realizează cu ajutorul apei care curge prin ele furtun flexibil. Piesa de prelucrat îndoită este susținută de o rolă specială atașată mașinii cu posibilitatea de deplasare, în funcție de lungimea țevii îndoite. Ca o caracteristică suplimentară, este posibil să atașați extensii, ceea ce vă permite să îndoiți țevi lungi.
Reguli pentru efectuarea lucrărilor cu îndoirea manuală a metalului.
1) Când se lucrează cu bandă și tablă, este necesar să se stabilească cu precizie și fără abateri linia de marcare, care este setată la nivelul fălcilor spre cot.
2) Când se lucrează cu o bandă, colțuri, inele și piese similare, înainte de a începe lucrul, este necesar să se calculeze lungimea totală a deschiderii, pe parcurs, notând îndoirile. Dacă este necesar, puteți utiliza dornuri de măsurare.
3) În producția în serie de capse sau piese similare acestora, trebuie să utilizați dornuri care corespund ca dimensiune elementelor pieselor fabricate. Utilizarea dornurilor în acest caz anulează operațiunea de marcare a punctelor de îndoire.
4) La efectuarea operațiunilor de îndoire a benzilor și tablei la mașini, este necesar să se respecte cu strictețe instrucțiunile atașate acestora.
5) Cusătura din țevi în timpul operațiunilor de îndoire trebuie să fie amplasată în interiorul cotului. Această regulă se aplică tuturor tipurilor de îndoire.



