Arc electric: puterea de descărcare în acțiune
Lungimea arcului atunci când se lucrează cu electrozi de sudură are o mare influență asupra calității formei cusătură de sudură, forma sa, lățimea cusăturii și solzitatea sa. Într-o măsură mai mică, afectează însăși adâncimea de penetrare.
La sudarea cu electrozi, lungimea arcului este împărțită în următoarele - arc scurt, mediu, foarte scurt și lung.
Un arc scurt se caracterizează prin următoarele - distanța dintre sudare electrod iar suprafața produsului - aproximativ 50% din diametrul electrodului de sudare. La sudarea cu un arc de sudare atât de scurt, curentul de sudare și adâncimea de penetrare în sine cresc. Reducerea semnificativă a tensiunii și a lățimii sudurii. De remarcat, în același timp, protecția bazinului de sudură în sine este bună.
Utilizarea unui arc scurt de sudare este recomandată pentru sudurile verticale, orizontale și aeriene. În plus, la sudare poziție în jos suduri rădăcină în îmbinările file și cap la cap.
Când se folosește un arc mediu, distanța dintre electrozii de sudură și suprafața produselor este de la una la una și două zecimi din diametrul electrodului de sudură utilizat. Când lucrați cu un astfel de arc, tensiunea crește și lățimea sudurii crește foarte mult. Adâncimea de penetrare este redusă destul de mult. În plus, se formează protectie buna bazin de sudura. Utilizarea unui arc mediu este recomandată la sudare, precum și suprafața în poziție inferioară și, în unele cazuri individuale, în poziție orizontală.
Când se folosește un arc de sudare lung, distanța dintre electrodul de sudură și suprafața pieselor de sudat este de un diametru și jumătate sau mai mult din diametrul utilizat. electrod de sudare. În acest caz, lățimea cordonului de sudură crește într-o măsură mai mare, adâncimea de penetrare scade, protecția bazinului de sudură în sine și formarea cordonului de sudură al electrodului se deteriorează semnificativ, stropirea metalului electrodului și formarea porilor. in cresterea cordonului de sudura.
Utilizarea unui arc lung atunci când lucrați cu electrozi de sudură este extrem de nedorită și nu este recomandată utilizarea acestuia.
Când se utilizează un arc foarte scurt, sudarea se efectuează „spate în spate” - prin susținerea acoperirii electrod de sudare la suprafata produsului. În acest caz, la sudarea cu suport, se realizează la un curent de sudare în intervalul valorilor maxime și medii fără a utiliza mișcări transversale oscilatorii. Lățimea cordonului de sudură este limitată.
Un arc foarte scurt este utilizat la sudarea sudurilor de rădăcină în îmbinări în T, filet, cap la cap și lap în toate pozițiile spațiale. În același timp, în articulațiile cap la cap sudarea cu electrozi se realizează cu un spațiu minim.
În general, capacitatea unui sudor profesionist de a menține o lungime constantă a arcului de sudură are un efect foarte pozitiv asupra arderii stabile a arcului de sudură, formarea cusăturii de sudură de înaltă calitate - forma cusăturii și lățimea acesteia, penetrarea, descuamarea etc.
Nu se recomandă utilizarea unei lungimi de arc foarte scurtă - de ex. sudare cap la cap - atunci când este conectată cu mișcări transversale ale electrodului de sudare. Acest lucru poate duce de obicei la picături aspre și adânci între solzii de sutură. Cu tranzițiile transversale ale electrodului de sudură, are loc o oarecare „decupare” a metalului de cristalizare al sudurii odată cu vârful acoperirii electrodului de sudură. Acest lucru se întâmplă de obicei la sudarea cu metoda „unghi înainte” pe față și umplerea cusăturilor în îmbinările cap la cap în tavan și pozitii verticale. În plus - la sudarea cu electrozi ai țevilor amplasate orizontal și fixe.
Siteul nostru svarak.ru publică articole pe această temă. Pentru prima dată, fenomenul arcului voltaic a fost observat de academicianul rus Petrov, după ce a primit o descărcare de scânteie.
Arcul voltaic este caracterizat de două proprietăți:
- degajarea unei cantități mari de căldură
- radiații puternice.
Ambele proprietăți arc electric folosit în tehnologie.
Pentru tehnologia de sudare, prima proprietate este un factor pozitiv, a doua este unul negativ.
Orice materiale conductoare de electricitate pot servi drept conductori electrici pentru o descărcare electrică. Cel mai adesea, tijele de carbon și grafit cu secțiune transversală circulară (lumini cu arc) sunt folosite ca conductori.
O variantă tipică între doi cărbuni este prezentată în figură.
Electrodul superior este conectat la polul pozitiv al mașinii (anod). Al doilea cărbune este conectat la polul negativ (catod).
Arc electric de sudare
Temperatura arcului electric, impactul acestuia.
Eliberarea de căldură nu este aceeași în diferite puncte ale arcului. La electrodul pozitiv se eliberează 43% din cantitatea totală, la negativ 36% iar în arc propriu-zis (între electrozi) restul de 21%.
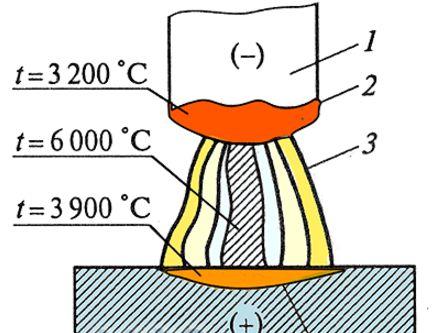 Schema zonelor și temperaturile acestora în arcul de sudare
Schema zonelor și temperaturile acestora în arcul de sudare În legătură cu aceasta şi temperatura pe electrozi nu este la fel. Anodul are aproximativ 4000°C, și catodul 3400°.În medie, luați în considerare temperatura arcului electric 3500°C.
Datorită diverselor temperatura la polii arcului voltaic, conductori de carbon
vin în diferite grosimi. Cărbunele pozitiv este luat mai gros, negativ -
mai subtire. Tija arcului (partea de mijloc) constă dintr-un flux de electroni ejectat de catod, care, cu viteza mare repezi la anod. Deținând energie cinetică mare, ele lovesc suprafața anodului, transformând energia cinetică în energie termică.
Aureola verzuie care o inconjoara este locul reacții chimice care apar între vaporii substanţei electrozilor şi atmosfera în care arde arcul voltaic.
 Procesul de apariție a arcului de sudare
Procesul de apariție a arcului de sudare Apariția unui arc electric
Procesul educațional arc voltaic este prezentată în următoarea formă. În momentul contactului electrozilor, curentul care trece eliberează o cantitate mare de căldură la joncțiune, deoarece există o rezistență electrică mare (legea lui Joule).
Din acest motiv, capetele conductorilor sunt încălzite până la o strălucire strălucitoare, iar după ce electrozii sunt deconectați, catodul începe să emită electroni, care, zburând prin spațiul de aer dintre electrozi, împarte moleculele de aer în încărcate pozitiv și negativ. particule (cationi și anioni).
Ca urmare, aerul devine conductiv electric.
ÎN tehnologie de sudare Descărcarea dintre electrozii metalici are cea mai mare aplicație, iar un electrod este o tijă metalică, care servește în același timp ca material de umplutură, iar al doilea electrod este piesa care trebuie sudată.
Procesul rămâne același ca și în cazul electrozilor de carbon, dar aici apare un nou factor. Dacă într-un arc de carbon conductorii s-au evaporat treptat (s-au ars), atunci într-un arc metalic electrozii se topesc foarte intens și se evaporă parțial. Datorită prezenței vaporilor de metal între electrozi, rezistența (electrică) a unui arc metalic este mai mică decât cea a unui arc de carbon.
Descărcarea carbonului arde la o tensiune medie de 40-60 V, în timp ce tensiunea unui arc metalic este în medie de 18-22 V (cu lungimea de 3 mm).
Lungimea arcului, craterul, penetrarea.
Procesul de sudare cu arc electric decurge după cum urmează.
De îndată ce atingem produsul sub tensiune cu un electrod și îl ducem imediat la o anumită distanță, se formează un arc voltaic și începe imediat topirea metalului de bază și a metalului conductorului. În consecință, capătul electrodului este întotdeauna în stare topit, iar metalul lichid din acesta sub formă de picături trece în cusătura pentru a fi sudat, unde metalul electrodului este amestecat cu metalul topit al piesei de sudat.
Studiile au arătat că de la electrod trec aproximativ 20-30 de astfel de picături pe secundă, adică acest proces are loc foarte rapid.
Deşi arcul voltaic se dezvoltă foarte temperatura ridicata, căldura este eliberată de acesta într-un spațiu foarte mic chiar sub arc.
 Diagrama lungimii arcului
Diagrama lungimii arcului Dacă examinăm prin sticlă întunecată un arc excitat de electrod metalic, atunci ne vom asigura că în locul în care se formează arcul între electrod și metalul de bază se eliberează pe metalul de bază o suprafață încinsă alb, care direct sub lovitura are forma unei depresiuni umplute cu metal lichid. . Se are impresia că această adâncitură se formează, parcă, prin suflarea metalului lichid cu un arc. Această nișă se numește bazin de sudură. Este înconjurat de metal încălzit la căldură albă, iar temperatura de încălzire a zonei adiacente scade rapid la roșu și deja la o distanță scurtă, a cărui valoare variază în funcție de diametrul electrodului și puterea curentului, temperatura este comparată. cu temperatura obiectului de sudat.
Arc de sudare bun și rău, cum să distingem? Sfaturi utile.
Distanța dintre capătul electrodului și fundul băii, adică suprafața metalului topit, se numește lungimea arcului. Această valoare este foarte importantă în tehnologia de sudare. Pentru a obține o sudură bună, este necesar să luați lungimea arcului cât mai scurtă posibil, adică să păstrați arcul mai scurt, iar lungimea acestuia să nu depășească 3-4 mm. Desigur, lungimea arcului nu este o valoare constantă, deoarece capătul electrodului se topește tot timpul și, în consecință, distanța dintre acesta și crater ar crește; dacă electrodul este ţinut nemişcat până la ruperea conexiunii. Prin urmare, la sudare, este necesar să se apropie electrodul de metalul de bază pe măsură ce se topește pentru a menține lungimea arcului aproximativ constantă în intervalul de 2-4 mm.
Necesitatea menținerii unui arc scurt (adică nu mai mare de 3-4 mm) este cauzată de faptul că metalul topit al electrodului absoarbe oxigenul și azotul din aerul care înconjoară arcul în timpul trecerii acestuia de la electrod la crater, care își înrăutățește calitățile mecanice (alungirea relativă și rezistența la impact). Este clar că efectul nociv al aerului va fi mai mic, cu cât metalul lichid va trece mai puțin prin aer.
Mic de statura:
La un arc scurt, acest timp va fi mai mic decât la unul lung și, prin urmare, metalul electrodului nu va avea timp să absoarbă atât de mult oxigen și azot pe cât ar putea, trecând pe drum lung din cauza arcului lung. Deoarece dorința fiecărui sudor ar trebui să fie întotdeauna de a obține cea mai bună cusătură posibilă, prin urmare, un arc scurt folosit este o necesitate pentru o sudură bună. Un arc scurt poate fi distins nu numai prin vedere, ci și prin auz, deoarece un arc scurt emite un trosnet uscat caracteristic, care amintește de sunetul trosnetului uleiului turnat într-o tigaie fierbinte. Acest sunet al unui arc scurt ar trebui să îl cunoască bine pe fiecare sudor.
Lung:
Cu un arc lung (adică, cu o lungime mai mare de 4 mm), nu vom obține niciodată cusătură bună. Ca să nu mai vorbim de faptul că o oxidare puternică a metalului de sudură va avea loc cu un arc lung, sudarea în sine are și un aspect foarte neuniform. Acest lucru se întâmplă deoarece o descărcare lungă este mai puțin stabilă decât una scurtă, scânteia tinde să rătăcească și să se abată în părțile laterale de la locul de sudare, drept urmare încălzirea de la ea nu este creată la fel ca în cazul unui arc scurt, dar se întinde pe o suprafață mare. Datorită acestui fapt, căldura radiată de arc nu duce în totalitate la topirea metalului la locul de sudare, ci este disipată parțial în zadar pe o suprafață mare.
Prin urmare, cu un arc lung, se obține o penetrare slabă și, în plus, picături din electrod: căzând pe un loc slab încălzit, acestea nu se contopesc cu metalul de bază, ci sunt pulverizate în lateral.
De aspect puteți întotdeauna distinge imediat o cusătură sudată cu un arc scurt sau lung. Sudată corespunzător cu un arc scurt, cusătura are forma corectă, o suprafață netedă convexă și un aspect curat, strălucitor. O cusătură sudată cu un arc lung are un aspect neuniform și fără formă și este înconjurată de numeroase picături și stropi de metal solidificat de la electrod. O astfel de cusătură, desigur, este complet inutilă.
Protectie arc
 Exemple de costume de protecție împotriva arcului electric
Exemple de costume de protecție împotriva arcului electric Dacă sudori folosește un arc, apoi multe alte dispozitive și, în plus, o persoană ar trebui să-l evite. Riscul de arc pe echipament depinde de mai multe paragrafe:
- frecvența de utilizare a echipamentului de către angajat;
- experiența și cunoștințele angajaților care se ocupă de hardware
- nivelul de uzură a echipamentului;
Dacă o persoană nu are costumul de protecție personal necesar și cade în zona de acțiune a unui arc electric, șansele de supraviețuire sunt destul de reduse. Posibilitatea de arsuri grave este extrem de mare.
 Tabel: gradul de expunere la un arc electric
Tabel: gradul de expunere la un arc electric Care sunt posibilitățile de protecție împotriva e-mailului. Arcuri?
- respectă toate regulile și reglementările de siguranță necesare;
- în cazul utilizării prelungite a materialului de protecție, spălării frecvente, costumul nu trebuie să se deterioreze; (totul depinde de model);
- materialul trebuie să aibă maximum 2 secunde de aprindere reziduală;
- trebuie să purtați pantofi speciali care au efect antistatic și, de asemenea, au costum de protecție împotriva arcului electric.
Lungimea arcului la lucrul cu electrozi de sudare are o influență foarte mare asupra calității sudurii, formei, lățimii și scalarea sudurii. Într-o măsură mult mai mică, lungimea arcului afectează adâncimea de penetrare.
Când lucrați cu electrozi de sudare, lungimea arcului este împărțită în următoarele tipuri: arc scurt, arc mediu, arc foarte scurt și arc lung.
Un arc scurt se caracterizează prin următoarele - distanța dintre electrozii de sudură și suprafața produsului este de aproximativ 50% din diametrul electrodului de sudare. La sudarea cu un arc atât de scurt, curentul de sudare și adâncimea de penetrare cresc. Reducerea semnificativă a tensiunii și a lățimii cordonului de sudură. Trebuie remarcat faptul că protecția bazinului de sudură în sine este bună.
Când se utilizează un arc mediu, distanța dintre electrozii de sudură și suprafața produselor este egală cu una până la una și două zecimi din diametrul produsului aplicat. electrod de sudare. Când se lucrează cu un arc de acest tip, tensiunea crește, iar lățimea cusăturii de sudură crește foarte mult. Adâncimea de pătrundere scade destul de ușor și se formează și o bună protecție a bazinului de sudură. Utilizarea unei lungimi medii de arc este recomandată pentru sudare și suprafață în poziție inferioară, în unele cazuri individuale și în poziție orizontală.
Când se folosește un arc de sudare lung, distanța dintre electrodul de sudură și suprafața pieselor de sudat este de unu și jumătate sau mai mult decât diametrul electrodului de sudură utilizat. În acest caz, lățimea cusăturii crește într-o măsură mai mare, adâncimea de penetrare scade, protecția bazinului de sudură în sine și formarea cusăturii electrodului de sudură se deteriorează semnificativ. Stropirea metalului electrod lichid și formarea de pori în sudare cresc.
Utilizarea unui arc lung atunci când lucrați cu electrozi de sudură este extrem de nedorită și utilizarea acestuia nu este recomandată.
Atunci când se utilizează un arc foarte scurt, sudarea se efectuează „spate în spate” - prin sprijinirea stratului electrodului de sudură pe suprafața produsului în sine. În acest caz, la sudarea cu suport, se execută pe curent de sudareîn intervalul valorilor maxime și medii fără utilizarea mișcărilor transversale oscilatorii. Lățimea rolei de sudură este limitată.
Un arc foarte scurt este utilizat la sudarea sudurilor de rădăcină în îmbinări file, tee, cap la cap și suprapuneri în toate pozițiile din spațiu. În îmbinările cap la cap, sudarea se realizează cu electrozi cu un spațiu minim.
De mare importanță este capacitatea unui sudor profesionist de a păstra o lungime constantă a arcului de sudare. Acest lucru are un efect foarte pozitiv asupra arderii stabile a arcului de sudură, formarea de înaltă calitate a cusăturii de sudură - forma cusăturii și lățimea acesteia, penetrarea, scalarea etc.
Cel mai bine este să nu folosiți o lungime de arc foarte scurtă, de ex. sudare cap la cap - la conectarea electrodului de sudare cu mișcări transversale. Acest lucru poate duce la picături aspre și adânci între solzile cusăturii. La tranzițiile transversale ale electrodului de sudură, are loc o anumită „decupare” a metalului de sudură cristalizat al vizorului de sudură al acoperirii electrodului. Acest lucru se întâmplă de obicei la sudarea cu metoda „unghi înainte” pe față și umplerea cusăturilor în îmbinările cap la cap în poziții verticale și deasupra capului, precum și la sudarea cu electrozi ai țevilor fixate orizontal.
Utilizarea unei anumite lungimi fixe specifice a arcului de sudură în fiecare caz particular contribuie la implementarea unei cusături de sudură de înaltă calitate cu înălțimea, forma și lățimea specifice necesare.



