Cusătură de sudură în T. Sudarea colțurilor și îmbinărilor în T
Pagina 1
O îmbinare sudată în T (Fig. 63, c) este utilizată în principal în structurile metalice. Racordarea tee-ului cu marginile teșite unilaterale sau cu două fețe asigură o penetrare completă la îmbinare și, în consecință, o rezistență mai mare. Nu necesită dispozitive și dispozitive.
Controlul unei îmbinări sudate în T cu penetrare completă a rădăcinii se realizează: rădăcina sudurii - prin grinzi reflectate directe sau simple, partea superioară - printr-un singur fascicul reflectat, partea inferioară - prin fascicul reflectat direct sau dublu , în funcție de dimensiunea piciorului și a brațului traductorului. Se calculează unghiurile de inserare și limitele deplasării traductorului.
Pentru o singură trecere cap la cap, poală și tee îmbinări sudate din carbon scăzut și oțeluri slab aliate B 170 (7 1); pentru conexiuni cu o singură trecere a foilor din aliaj AMgb cu o grosime de 5 - 12 mm, conform A. V. Evstifeev, 5 140 - 150 (5 8 - 6 3) - suduri cap la capși 6160 - 170 (6 7 - 7 1) - îmbinări în T cu o sudură în filet.
În îmbinările sudate în T, este adesea permisă lipsa de penetrare normalizată în lățime. Se folosesc traductoare directe PC și PC pe unde transversale. Există, de asemenea, o metodă fără standard (A.
Cusăturile cu două fețe ale îmbinărilor sudate în T fără penetrare continuă sunt verificate prin umezirea cu kerosen după executarea finală a primei treceri a cusăturii pe o parte.
Pe fig. 17, a prezintă legătura sudată în T a suportului inelului suport al filtrului de cuarț cu partea inferioară a aparatului, în fig. 17 6 - racordarea în T a suportului cu peretele corpului băii de decapare. Sudarea unor astfel de îmbinări nu funcționează suficient Calitate superioară, și pentru a asigura ieșirea aerului dintr-un spațiu limitat cusături sudate, este necesar să forați găuri speciale, ceea ce nu este întotdeauna posibil.
Muzikin și M.V. Poplavka au arătat că durabilitatea îmbinărilor sudate în T din oțel ZOHGSNA cu tratament pentru cgv1 6 Gn / m2 (160 kg / mm2) în timpul testelor repetate de îndoire crește de peste 2 ori ca urmare a întăririi suprafeței.
În prezent, îmbinările sudate în T verticale ale structurilor metalice sunt începute prin sudarea cu electrozi înclinați. Dispozitivul de sudura este simplu ca design, usor de folosit, se instaleaza pe structura sudata cu ajutorul magnetilor permanenti, este folosit pentru sudarea structurilor metalice cu grosimea de 4 - 10 mm. Aparatul asigură un proces de sudare fiabil și stabil, crescând productivitatea muncii de 15 - 2 ori comparativ cu sudarea manuală convențională.
Găsitoarele combinate separate (PC-finders) sunt utilizate pe scară largă în controlul îmbinărilor sudate în T și articulațiile cap la cap cu întărirea îndepărtată a cusăturii până la 40 mm grosime. În plus, aceste detectoare sunt folosite pentru a detecta delaminări în foi și defecte de lipire. Parametrii optimi ai căutărilor PC sunt calculați din aceleași condiții ca și pentru cei prismatici.
Pentru suporturi dispozitive interne mașini și aparate cauciucate, se folosesc îmbinări sudate în T (Fig.
Sudarea cu ultrasunete este avantajoasă pentru piesele mari în îmbinările suprapuse, în îmbinările cu sudură în T și în sudarea flanșei țevilor.
Pe baza datelor experimentale obținute prin metoda franjurilor moiré și fotoelasticității, a fost aleasă o schemă de calcul care reflectă natura deformării plastice și caracteristicile stării de solicitare a îmbinărilor sudate în T în condiții de încărcare statică. S-a constatat că, în funcție de combinația parametrilor geometrici ai sudurilor în colț, există trei opțiuni pentru distrugerea îmbinărilor sudate în T. Primul se caracterizează prin ieșirea suprafeței de fractură pe fața frontală a sudurii de filet, al doilea - prin apariția suprafeței de fractură la limita tranziției sudurii la metalul de bază al carcasei, al treilea - prin apariția suprafeței de fractură către suprafața exterioară a cochiliei. Pentru structurile cu suduri de filet, ale căror dimensiuni corespund valorilor specificate în documentele de reglementare, distrugerea conform primei opțiuni este tipică.
Calificarea tehnologiei de sudare pentru realizarea unui grup specific de același tip de suduri în colț poate fi extinsă la grupurile corespunzătoare ale aceluiași tip de suduri în formă de T și de suprafață, iar certificarea tehnologiei de sudare pentru realizarea unui anumit grup de suduri în formă de T poate fi extins la grupul corespunzător de suduri prin suprapunere.
Sudarea colțului și articulații tee in pozitia inferioara se realizeaza in asa fel incat un plan al produsului de sudat sa fie orizontal iar celalalt vertical, iar cusatura sa fie asezata in unghi drept intre aceste suprafete.
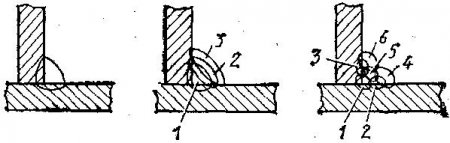
Cel mai mare pericol la sudarea sudurilor de colț este posibilitatea lipsei de pătrundere a uneia dintre laturi, precum și lipsa de pătrundere a colțului. Prin urmare, atunci când sudați o sudură de colț, electrodul este plasat într-un plan care împarte unghiul la jumătate și mișcări oscilatorii transversale sunt transmise la capătul electrodului pentru a topi marginile.
Sudurile de filet de sudare pot fi cu un singur strat și cu mai multe straturi. Un singur strat este utilizat pentru cusături cu un picior de până la 10 mm. Tehnica de aplicare a unei suduri de filet este următoarea: arcul este excitat pe foaia de jos, retrăgându-se din partea de sus a colțului cu 3-4 mm mai mult decât valoarea piciorului cusăturii, apoi arcul este condus din punct A până la vârful colțului, până la punctul B, unde este oarecum întârziat pentru o mai bună penetrare a vârfului colțului; apoi arcul este ridicat la o înălțime egală cu piciorul cusăturii de-a lungul peretelui vertical (și în sudarea multistrat - la o înălțime egală cu piciorul primului strat al cusăturii) și este mutat înapoi de-a lungul acestuia cu un anumit Cantitate.
După aceea, arcul este ceva mai rapid decât la ridicare, coborât pe foaia de jos orizontală și grosimea cusăturii este ajustată pe aceasta la valoarea piciorului. De aici, de-a lungul foii inferioare, arcul este deplasat înainte până la marginea craterului și îndreptat de-a lungul acestuia spre vârful colțului, întârziind din nou arcul pentru un timp pentru o mai bună penetrare a vârfului; apoi îl ridică, îl întorc înapoi cu aceeași valoare a, îl coboară și repetă întregul proces în aceeași ordine. În niciun caz nu trebuie să începeți sudarea în punctul B sau C, deoarece în acest caz metalul topit de la electrod va pluti pe metalul de bază al foii de jos care nu a fost încă topit și va bloca partea de sus a colțului, ceea ce va rezulta în lipsă de pătrundere, ceea ce este periculos pentru că poate fi descoperit doar prin ruperea cusăturii.
În funcție de gradul de întărire, cusăturile sunt împărțite în normale, întărite și slăbite. Cusăturile normale sunt cele la care suprafața este dreaptă sau ușor convexă. Cusăturile a căror suprafață este convexă se numesc armate. Cusăturile cu o suprafață concavă se numesc slăbite.
La sudarea cu electrozi acoperiți gros sau la curenți mari, se formează un bazin mare de metal topit, în urma căruia se aplică suduri de filet. în mod obişnuit dificil, deoarece în acest caz cea mai mare parte a metalului topit curge pe o suprafață orizontală și cusătura se obține cu o secțiune neregulată. Pentru a evita acest lucru, se recomandă poziționarea piesei de sudat astfel încât ambele suprafețe să fie înclinate față de orizont la un unghi de 45 ° - așa-numita sudare „barcă”. Dimensiunea picioarelor sudurilor de filet variază de la 5 la 25 mm
§ 33. Sudarea îmbinărilor tee, colțului și suprapunerii în diferite poziții spațiale
Sudarea îmbinărilor de colț, tee și suprafață poate fi cu un singur strat și multistrat (un singur strat este utilizat pentru cusăturile cu un picior de până la 10 mm). Imbinarile de colt, tee si suprapuse pot fi sudate fara oscilatii ale electrodului cu filet si role largi. Oscilațiile cu capătul electrodului sunt produse atunci când este necesară sutura cu un picior mare. La executarea îmbinărilor sudate, este posibilă formarea lipsei de pătrundere într-una dintre laturi, precum și lipsa de pătrundere a colțului și decuparea părții superioare. marginile de jos. Cel mai bine este să sudați îmbinările de colț, în T și în poziția „barcă” (Fig. 43, a). La sudarea cu un electrod înclinat (Fig. 43, b) sau cu topirea marginii superioare (Fig. 43, e), este mai oportun să se efectueze procesul de sudare cu un electrod situat la un unghi în spate. Schema de umplere a cusăturilor de-a lungul secțiunii este prezentată în fig. 44.
![]()
Orez. 43. Metode de realizare a îmbinărilor de colț, tee și articulații:
a - sudarea într-o „barcă” simetrică și asimetrică, b - sudarea cu un electrod înclinat, c - sudarea cu fuziunea marginilor
Orez. 44. Schema de umplere a sudurilor de filet de-a lungul secțiunii (1-6 - ordinea aplicării rolelor)
Execuția sudurilor de colț, precum și a sudurilor cap la cap, începe cu impunerea unei role înguste, dacă cusătura se execută în mai multe straturi. Rolele înguste sunt realizate după schemele prezentate în fig. 45. Metoda de aplicare a rolei cu „unghi” constă în faptul că sudorul electric ridică apoi capătul electrodului în sus, apoi îl eliberează în jos, depunând continuu metal pe marginile de sudat și transferând uniform mișcările în sus de electrodul.
Metoda de aplicare a rolei într-o „semilună” și într-o „spirală” constă în faptul că sudorul electric mai întâi sudează, parcă, un raft pe marginile care urmează să fie sudate, apoi, în porțiuni mici, topește metalul. pe acest raft, manipulând electrodul din ce în ce mai sus și alcătuind sudura formată.
Metoda de sudare în oase de pește este următoarea: sudorul electric ridică mai întâi capătul electrodului în partea dreaptă, apoi îl coboară în jos. În acest moment, o picătură de metal topit se solidifică în centru, între margini. Apoi capătul electrodului se ridică în partea stângă și cade din nou, lăsând o nouă porțiune de metal topit în centru între margini etc. Ca urmare a acestui fapt, se formează o sudură.
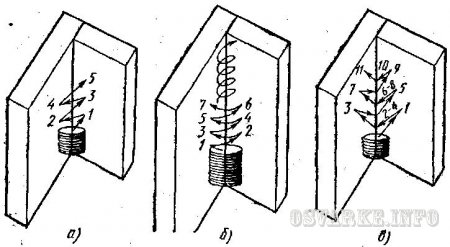
Orez. 45. Schema de executare a sudurilor de filet inguste in pozitie verticala:
a - unghi, b - într-o spirală sau semilună, c - heringbone; 1-11 - succesiunea oscilațiilor electrodului
Rolele late se pot face în același mod.
Îngust suduri de filetîn poziție deasupra capului trebuie făcut așa cum se arată în fig. 42. Cusăturile largi pot fi realizate prin combinarea tuturor celor trei mișcări împreună, ceea ce va contribui la cristalizarea lină a metalului topit, iar rola decorativă va forma forma geometrică corectă.