Cum să gătești cu sârmă fără gaze. Sudare semiautomata fara gaz
Unitățile de sudare semi-automate sunt foarte populare datorită capacităților lor operaționale unice.
Utilizarea lor vă permite să obțineți o cusătură destul de Calitate superioară, care nu necesită prelucrare suplimentară. Procedura de sudare în sine este mult mai rapidă, iar echipamentul face posibilă lucrarea cu piese din metal subțire.
Astăzi, diverse tipuri de dispozitive sunt la vânzare, astfel încât prețurile pentru mașinile de sudură semi-automate și automate depind de caracteristici tehnice echipamentul achiziționat și condițiile de utilizare a acestuia.
Dispozitivele care utilizează sârmă cu miez de flux autoprotejat pot suda elemente fără utilizarea unui spațiu de gaz de protecție.
Ca avantaje ale acestei metode, experții notează o creștere de două ori a productivității față de manualul convențional metoda arcului folosind un electrod stick datorită timpului lung de funcționare și efectului mai profund în grosimea materialului datorită prezenței unui fir cu miez de flux.
1. Printre cele mai populare dispozitive de acest tip, experții includ modelul Fubag TSMIG 180.
Dispozitivul este capabil să sudeze oțel slab aliat, inoxidabil și cu conținut scăzut de carbon. Puterea sa de operare este de 5,7 kW, care este cea mai mare dintre dispozitivele din această serie.
Pentru setarea optimă a vitezei de sudare și creșterea productivității, este asigurată o reglare lină a avansului sârmei. Dispozitivul poate fi utilizat eficient pentru lucrul în viața de zi cu zi, ca echipament pentru serviciile de mașini mici, precum și pentru montare structuri metalice.
Preț sudare semiautomată de acest tip este de 9500 - 10700 de ruble.
2. Unitatea este, de asemenea, populară Seria BlueWeld COMBI 152 821364. Este un dispozitiv monofazat conectat la o retea de 220 Volti.

Produsul poate fi utilizat atât în medii gazoase, cât și fără gaz, folosind sârmă ecranată. Prezența ajustării netede face posibilă alegerea modului optim de funcționare cu:
- oțel inoxidabil;
- oțel obișnuit;
- aluminiu.
Echipamentul este echipat cu protecție împotriva supraîncălzirii și defecțiunilor premature. Puteți achiziționa o astfel de mașină de sudură semi-automată fără gaz la un preț de 29 de mii de ruble.
Masini de sudat cu gaz de protectie
Sudarea folosind gaze protectoare sau amestecuri ale acestora este cea mai căutată. Tipul de gaz sau amestec se determină ținând cont de caracteristicile lucrării efectuate.
1. În astfel de cazuri, are o cerere specială dispozitivul Enkor-140 MIG 56731. Acesta este un dispozitiv monofazat capabil să funcționeze dintr-o rețea de 220 de volți folosind atât gaze inerte, cât și gaze active.

Este utilizat pentru sudarea structurilor metalice din:
- oțeluri cu conținut scăzut de carbon;
- oțel inoxidabil.
Reglarea lină a valorii curentului de funcționare contribuie la selecția sa precisă în funcție de grosimea elementelor prelucrate, datorită căreia se simplifică foarte mult procese tehnologice. Caracteristici tehnologice dispozitivele îi permit să fie utilizat eficient în viața de zi cu zi și pentru gospodăriile private.
Costul unui astfel de echipament este de la 11.700 de ruble.
2. Pentru nevoile de producție, experții recomandă achiziționarea unității EWM WEGA 501 DW 090-005088-00502.

Oțelul de înaltă rezistență este utilizat pentru fabricarea corpului dispozitivului, ceea ce asigură că acesta rămâne funcțional sub influențe mecanice externe. Ca sursă de alimentare, este necesară utilizarea rețelelor electrice trifazate cu o tensiune de 380 volți.
Produsul este destinat sudării:
- oțeluri carbon;
- elemente din oțel slab și înalt aliat;
- aluminiu și aliajele sale.
Echipamentul are o valoare maximă a curentului de sudare la nivelul de 500 Amperi, ceea ce permite prelucrarea pieselor cu o grosime mai mare de 3 cm.Prețul oferit pentru această mașină de sudură semiautomată este de la 358 mii de ruble.
modele cu invertor
Avantajele tehnice ale unităților invertoare le permit să fie operate de către operatori care nu au competențe suficiente. Orice dispozitiv de acest tip este capabil să funcționeze atât cu curent continuu, cât și cu curent alternativ.
1. În această linie de echipamente, o atenție deosebită trebuie acordată produsului FUBAG INMIG 160, care a fost dezvoltat pe baza tehnologiei IGBT.

Acest lucru face posibilă efectuarea operațiunilor nu numai cu utilizarea sârmei de sudură, alimentate automat la locul de prelucrare a elementelor, ci cu electrozi topiți. Pe sudorul semiautomat în cauză este instalat un sistem de protecție, care protejează dispozitivul de supratensiuni și supraîncălzire.
Puterea de operare relativ scăzută implică utilizarea dispozitivului într-un mediu casnic. În lanțurile de vânzare cu amănuntul, produsul este vândut la un cost de 17 mii de ruble. Prețul accesibil și ușurința de operare vă permit să utilizați eficient dispozitivul într-un garaj sau cabană.
2. Pentru prelucrarea eficientă a elementelor din aluminiu sau oțel inoxidabil, precum și a aliajelor acestora, se recomandă achiziționarea unității STURM AW97PA14.

Cu acesta, puteți efectua operațiuni de sudare folosind tehnologiile MIG și MAG. Principalele avantaje ale dispozitivului includ păstrarea performanței în condiții de scădere a tensiunii de rețea la un nivel mai mic de 195 volți, ceea ce este deosebit de important având în vedere funcționarea instabilă a rețelelor electrice domestice.
Puterea mică a dispozitivului (2,4 kW) nu oferă posibilitatea utilizării dispozitivului pentru a lucra cu volume mari de elemente. În același timp, unitatea va fi eficientă pentru fabricarea structurilor metalice mici, în timpul reparațiilor.
Tehnologia de sudare are diverse direcții și subspecii, printre care un loc special ocupă o mașină de sudură semiautomată fără gaz. Să încercăm să ne dăm seama care este diferența față de un dispozitiv semiautomat convențional, precum și caracteristicile de lucru cu un astfel de echipament. De regulă, există două categorii de echipamente care au marcajul corespunzător - MIG-MAG, iar pentru prima opțiune (MIG) folosesc exclusiv mediul gaz inert. Pentru a doua opțiune, se folosește un mediu de dioxid de carbon. În general, firul de electrod obișnuit în acest caz va fi baza pentru asigurarea calității lucrari de sudare, adică să înlocuiască electrodul convențional și tradițional. Sârma de tip pulbere este introdus, de regulă, mecanic în orificiul de lucru finit al capului de sudare.
Principiul de bază al funcționării unității de sudură fără umplere cu gaz
Pentru a înțelege cum funcționează o mașină de sudură semiautomată fără gaz, trebuie amintit că versiunea inertă a gazului va învălui doar bazinul tehnologic de sudare. În acest caz, va exista o izolare completă a categoriei topite de sârmă de tip filler, precum și a tuturor marginilor îmbinate ale pieselor și obiectelor care pot avea un impact negativ din contactul cu aerul, care conține nivelul necesar de oxigen. Întreaga funcție de protecție în tehnologia echipamentului unei mașini de sudură semi-automată fără gaz cu un fir cu miez de flux este atribuită dioxidului de carbon, care este eliberat doar din sârmă. În același timp, designul firului include o componentă de flux care conține CO2.
Schema tehnologică de bază funcționează după următorul principiu:
- În momentul de lucru al contactului cu suprafața metalică, apare principiul efectului unui arc electric din acțiunea firului de umplere.
- Un arc electric direct are ca efect topirea electrodului.
- Dioxidul de carbon, ca component independent, este eliberat exclusiv din flux, în timp ce învelește bazinul de sudură cu un strat protector special.
Funcționarea unui dispozitiv de sudare cu un principiu semi-automat de acțiune fără gaz pe un fir cu miez de flux prevede utilizarea unui volum și a unei cantități suficiente de componente de flux, care în cele din urmă trebuie să elibereze cantitatea necesară de dioxid de carbon.
Caracteristicile aparatului de sudura fara gaz
Pentru a ști ce aparat de sudură semiautomat să alegeți fără gaz, este necesar să indicați principalele aspecte pozitive ale funcționării unității, acestea sunt:
- Versiune compactă a părții principale a tehnologiei echipament de productie precum și lejeritatea acestuia.
- Opțiune accesibilă și economică. Tehnologia elimină complet necesitatea de a avea o butelie de gaz umplută în mod constant.
- Aplicare largă a diverși electrozi cu o varietate de compoziție chimică, care ajută la realizarea unei cusături perfecte pe suprafața metalică.
- Este posibilă modificarea caracteristicilor alimentării cu arc electric.
- Printr-o structură de protecție specială într-o mască (snap) de tip special, poate fi efectuat controlul necesar asupra punctului de livrare.
Există un dezavantaj semnificativ, acestea sunt acțiuni de aplicare limitate. echipament de sudură, raportat la locația la suprafață sudură. Cel mai adesea, această tehnologie este folosită pentru sudare de josîn poziție orizontală. De dragul adevărului, putem spune că această metodă este încă folosită pentru partea superioară lucrari de sudare, dar această operațiune poate fi efectuată numai de sudori experimentați și calificați. Amintiți-vă că lucrările pe tavan pentru tehnologia de sudare semi-automată fără gaz nu se efectuează dintr-un motiv simplu - dioxidul de carbon are un nivel de greutate mare în comparație cu aerul și CO2 părăsește zona de sudare fără a se depune la suprafață.
Caracteristici ale sârmei pentru sudare semi-automată fără gaz
Dispozitivul oferă un set complet de fire speciale, inclusiv acoperite cu pulbere. Versiunea cu sârmă este reprezentată de un tub obișnuit de oțel, al cărui diametru este de aproximativ 0,8 mm, adică are versiuni similare, ca și principiul de funcționare, un dispozitiv semi-automat, în care gazul este utilizat ca componentă a aprinderii. a unui arc electric.

În partea interioară a firului este o componentă de flux pulbere, care în structura sa seamănă cu materialul de acoperire utilizat pentru electrozii standard la scară industrială. În timpul procesului de încălzire, fluxul este complet ars, ceea ce asigură în cele din urmă componenta de protecție a norului de gaz în zona de lucru de sudare.
Avantajele utilizării atât a sârmei, cât și a echipamentelor de sudare sunt următoarele:
- Nu este nevoie să folosiți o combinație de echipamente cu gaz consumatoare de energie și consumatoare de energie pentru sudare.
- Nu este nevoie să cheltuiți bani în mod constant butelii de gaz cu umplere cu gaz inert.
- Formarea excelentă și uniformă a cusăturii de sudură, care este asigurată de utilizarea sârmei acoperite cu pulbere.
- Caracteristici unice de formare convenabilă a caracteristicii necesare pentru un arc electric.
- O modalitate grozavă de a controla acțiunea, printr-un slot special din mască (nu este nevoie să vă acoperiți complet fața și ochii).
Procesul de efectuare a lucrărilor de sudare cu un dispozitiv semi-automat fără utilizarea gazului are principii și caracteristici comune cu un dispozitiv semi-automat tradițional cu gaz conceput pentru sudare.

În timpul lucrărilor necesare, de foarte multe ori există o situație de scurgere bruscă a zgurii în bazinul de sudură în timpul lucrului din produsele fluxului încălzit, care este plină de o scădere a unor specificații suprafața cusăturii. Pentru a evita acest lucru, se recomandă să faceți suplimentar o cusătură, dar mai întâi va trebui să curățați versiunea anterioară. În acest fel, puteți obține o etanșeitate ridicată a suprafeței de îmbinare a locului de sudare.
Sârma cu miez are o structură fragilă, ceea ce duce la distrugerea întregii structuri cu o mișcare neglijentă.
Pentru a minimiza aceste riscuri, se recomandă utilizarea unui mecanism special cu un mod de compresie scăzut, aceasta va asigura fixarea fiabilă a firului cu caracteristicile speciale de rigiditate ale firului cu miez de flux în sine. În timpul funcționării, rețineți că învârtirile ascuțite ale furtunului sunt strict interzise, altfel nu veți obține efectul dorit de conectare cu suprafața materialului care este prelucrat.
În plus, se recomandă să respectați cu strictețe polaritatea necesară de-a lungul suportului atunci când conectați dispozitivul la masă. Elementul minus trebuie conectat direct la suport, în timp ce elementul plus este conectat direct la piesa de prelucrat. ÎN ciclu de producție această opțiune a primit numele de lucru printre sudori și profesioniști - „conexiune directă”. Acest efect de conectare trebuie respectat cu strictețe și fără greș, deoarece în procesul de lucru ar trebui să existe căldură topirea, care va avea ca rezultat formarea unui nor care să asigure funcția de protecție a suprafeței tratate a cusăturii. În procesul de lucru, respectăm în mod obligatoriu toate cerințele de siguranță, incendiu și securitate electrică.
Video: tehnologie de sudare semi-automată fără gaz
În procesul de asamblare a structurilor din metale neferoase și feroase, se folosește o mașină de sudat semiautomată fără gaz pe un fir cu miez de flux.
Principiul de funcționare a unor astfel de dispozitive este similar cu funcționarea dispozitivelor cu arc cu argon. Numai în cazul nostru, rolul unui gaz inert este jucat de flux - învelișul firului de umplere, care eliberează dioxid de carbon atunci când este ars în arcul de sudare.
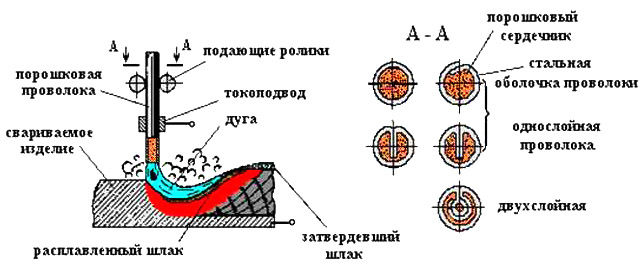
Sudare semiautomată fără gaz - proiectare și schemă de lucru
Proiectarea unei mașini de sudură semi-automată constă din trei unități: un generator de arc (transformator sau invertor), un transportor de sârmă de umplere și o unitate de control care sincronizează funcționarea tuturor părților unității.
Firul intră furtun flexibilîn suport și în contact cu piesa de sudat forme arc electric. Materialul de umplutură se topește în arc, eliberând dioxid de carbon atunci când fluxul arde. Dioxidul de carbon izolează bazinul de sudură de oxigenul atmosferic și previne topirea excesivă a pieselor de îmbinat.
Transportorul de sârmă asigură o alimentare continuă cu material de umplutură. Iar generatorul asigură stabilitatea arcului de ardere între electrodul fuzibil (sârmă) și partea de structură metalică.
Ca rezultat, cu ajutorul unui dispozitiv semi-automat, este posibil să se efectueze nu numai lipirea la fața locului, ci și o cusătură liniară de până la 40 de metri lungime.
Caracteristicile de funcționare ale mașinilor de sudat semiautomate
 Pentru majoritatea semi-automate aparate de sudat lucrul pe sârmă cu miez de flux se caracterizează prin următorii parametri de funcționare:
Pentru majoritatea semi-automate aparate de sudat lucrul pe sârmă cu miez de flux se caracterizează prin următorii parametri de funcționare:
- Diametrul firului - de la 0,5 la 2 milimetri.
- Curent de sudare - de la 35 la 100 sau mai mulți amperi.
- Putere - de la 1,5 kW și mai mult.
Puterea curentului de sudare este reglată de reostatele unității de comandă. Diametrul firului este selectat în funcție de condițiile de sudare (grosimea pieselor de îmbinat, tipul de material etc.). Puterea dispozitivului afectează performanța și prețul, crescând ambii parametri în mare măsură.
Sudarea cu o mașină semiautomată
Sudarea semiautomată fără gaz nu diferă de cea clasică proces cu arc. Adică trebuie să porniți mașina, să obțineți un arc (prin contact cu piesa de prelucrat) și să începeți să sudați piesele.
Cu toate acestea, aplicația fir de flux impune unele restricţii asupra procesului de sudare.
Deci, din cauza fragilității firului cu miez de flux, va trebui să manevrezi suportul cu mare atenție, fără a face mișcări bruște și fără a îndoi furtunul de alimentare în unghiuri ascuțite.
În plus, dioxidul de carbon generat în timpul arderii fluxului obligă la abandonarea complexului cusături de tavan. Da, și un astfel de dispozitiv „produce” cusături verticale cu oarecare dificultate. Dar cu cusături orizontale tipul inferior nu este nicio problemă.
De asemenea, este foarte important să respectați polaritatea atunci când conectați catodul și anodul. La urma urmei, puterea maximă ar trebui transmisă titularului și cheltuită pentru topirea firului.
O mașină de sudat semiautomată standard fără gaz este un tip de echipament clasic cu arc electric în care un fir special de sudură este utilizat ca aditiv de protecție. Produsul de sârmă umplut cu flux sau compoziție de pulbere este alimentat la locul de prelucrare (în capul de sudare) cu viteza constanta printr-un mecanism special.
Caracteristicile metodei
Aditivii care se folosesc la sudarea fara gaz fac posibila reducerea diametrului firului la 0,8-2 mm, iar la curenti mici se obtine gradul necesar de topire a metalului. Folosind această metodă, este posibil să obțineți cusături de înaltă calitate și fiabile la topirea produselor de orice grosime, precum și creșterea semnificativă a eficienței dispozitivului semiautomat.
Sudarea semiautomată a semifabricatelor metalice fără gaz protector oferă o serie de avantaje, dintre care principalele sunt:
- eliminarea necesității de a transporta cilindri grei;
- economii semnificative la amestecurile de gaze, a căror realimentare costă mulți bani;
- o varietate de metode pentru formarea compozițiilor aditive (folosirea de flux, pulbere și umpluturi similare);
- posibilitatea controlului locului de sudare a tăierii direct prin mască.
La sudarea metalelor semiautomat fără amestecuri de gaze unii profesioniști reușesc să producă de la 20 la 40 de metri de „fire” de legătură pe oră.
Caracteristicile sudurii semi-automate includ utilizarea unor astfel de atribute de înlocuire a gazului ca consumabile de sârmă.
Sârma este produsă sub forma unui tub subțire de oțel, al cărui diametru este ales să fie de aproximativ 0,8 mm (asemănător cu sudarea în mediu gazos). Cavitățile sale interne sunt umplute cu un flux special de pulbere, care în compoziția sa seamănă cu acoperirea electrozilor tipici.
Pe parcurs procesul de sudare folosind un dispozitiv semi-automat, cu încălzire puternică, compoziția de umplutură se arde complet. Ca urmare, în baia rezultată apare un nor de gaz, protejând în mod fiabil de accesul la oxigen.
Configurare hardware
Pregătirea de înaltă calitate pentru procesul de sudare fără gaz implică o setare specială a echipamentului. Conform cerințelor documentației de reglementare, pentru aceasta va fi necesară setarea valorii curentului de sudare pe dispozitivul semiautomat corespunzătoare grosimii pieselor metalice care se topesc. Instrucțiunile atașate dispozitivului semiautomat ar trebui să indice rapoartele de lucru ale acestor cantități. Este important să țineți cont de ele, deoarece cu o valoare scăzută a curentului, calitatea prelucrării pieselor de prelucrat se poate deteriora, iar cu una supraestimată, puteți arde piesa.
Apoi trebuie să setați modul de alimentare a sârmei (viteza de mișcare a acestuia este stabilită de un set de mai multe roți dințate interschimbabile).
Este recomandabil să testați setarea corectă a dispozitivului semiautomat și alegerea modurilor de funcționare a acestuia pe un produs de testare inutil, dacă este necesar, efectuați ajustări.
Pentru sudare, setați butonul selector de alimentare în poziția înainte și apoi umpleți pâlnia de flux. Este necesar să setați extensia suportului astfel încât vârful să fie situat în zona de sudare. Apoi mutați amortizorul pâlniei cu flux în poziția deschis și apăsați „Start”, în timp ce treceți scurt electrodul peste locul de sudat.
După ce apare un arc stabil, va fi posibil să treceți direct la procesul de sudare. Un dispozitiv semi-automat configurat conform recomandărilor va asigura un arc electric stabil fără protecție împotriva gazelor și alimentarea zonei de ardere a porțiunii necesare de flux.
Tehnica sudării
Înainte de a începe sudarea pieselor de prelucrat cu un dispozitiv semi-automat fără gaz (în special fără dioxid de carbon), trebuie să vă amintiți întotdeauna că atunci când sudați cusături verticale se ridică vapori de flux combustibil. În acest caz, cel mai convenabil este să începeți cusătura din partea de sus a piesei de prelucrat, ceea ce este deosebit de important atunci când lucrați cu foi de metal subțiri.
În procesul de lucru semi-automat, mânerul pistoletului trebuie ținut într-o pantă ușoară în sus, deoarece în această poziție va fi mai convenabil să țineți bazinul de sudură la locul formării sale.
De-a lungul îmbinării formate, arzătorul trebuie să se miște suficient de repede pentru a preveni formarea picăturilor de metal topit. În acest caz, firul în sine este întotdeauna alimentat la tăietura frontală a bazinului de sudură.
Tipul considerat de sudare semi-automată fără gaz amintește oarecum de lucrul cu electrod convențional, de-a lungul căruia zgura curge uneori în baia topită. Prin analogie cu acesta, în acest caz, deasupra cusăturii rezultate, sudorii trebuie adesea să facă altul, dar numai după ce precedentul a fost curățat de zgură.
Sârma cu miez de flux utilizat în sudarea fără gaz este suficient de moale, astfel încât îndoirile ascuțite ale furtunului sunt inacceptabile atunci când se manipulează și se lucrează cu acesta. Este strict interzisă utilizarea sârmei obișnuite la sudarea cu un dispozitiv semi-automat fără gaz, deoarece aceasta poate duce la formarea unei cusături de proastă calitate (cu denivelări și goluri). În plus, va exista o depășire asociată cu evaporarea inutilă a stratului de protecție.
Lucrul cu un invertor de sudare
Metoda inverter de sudare fără gaze numai în unele detalii diferă de cea general acceptată. Când îl implementați, cel mai important lucru este să setați corect curent de sudareși alegeți un electrod corespunzător condițiilor de sudare (dimensiunea optimă este de 2 ... 5 mm).
 Ca și în cazul unui dispozitiv semiautomat, curentul este selectat ținând cont de grosimea materialului de prelucrat, iar electrodul este adus la joncțiunea metalelor foarte ușor. Ultima cerință exclude posibilitatea lipirii acesteia și supraîncărcării unității. Pentru a aprinde arcul, electrodul este plasat în raport cu suprafața de tratat într-un unghi ușor, apoi îl atinge ușor, urmat de separare. După apariția arcului, electrodul trebuie menținut la o anumită distanță de linia de sudare, aproximativ egală cu diametrul acestuia.
Ca și în cazul unui dispozitiv semiautomat, curentul este selectat ținând cont de grosimea materialului de prelucrat, iar electrodul este adus la joncțiunea metalelor foarte ușor. Ultima cerință exclude posibilitatea lipirii acesteia și supraîncărcării unității. Pentru a aprinde arcul, electrodul este plasat în raport cu suprafața de tratat într-un unghi ușor, apoi îl atinge ușor, urmat de separare. După apariția arcului, electrodul trebuie menținut la o anumită distanță de linia de sudare, aproximativ egală cu diametrul acestuia.
Din descriere rezultă că sudarea cu un invertor fără gaz de protecție nu poate fi numită originală, totuși, în acest caz, mărimea spațiului de arc format între electrod și metal este foarte importantă. În cazul în care nu este posibilă menținerea spațiului necesar, chiar și în prezența unui flux, cusătura se dovedește totuși a fi prea convexă (în locurile de fuziune, metalul nu are timp să se încălzească). Dacă decalajul este prea mare, este posibil un arc instabil, care afectează și calitatea cusăturii (se poate dovedi a fi neuniform).
Într-o măsură și mai mare, calitatea sudurii fără gaz depinde de polaritatea corectă a conectării firelor de alimentare, care, atunci când lucrează cu un invertor, sunt conectate cu un minus la suport și cu un plus (masă) direct la piesa de prelucrat. O astfel de conexiune se numește „directă”.
Când lucrați cu un semi-automat sau cu invertor, este important să organizați locul de muncă al sudorului, în interiorul căruia se află echipamentele și toate accesoriile pentru sudarea fără gaz.
În primul rând, trebuie să aveți grijă să creați o zonă de protecție de zece metri formată în jurul locului de muncă și să excludeți străinii să intre în el. În plus, trebuie luate măsuri speciale pentru a îndepărta substanțele explozive și combustibile din această zonă.



