Cum se sudează cusăturile orizontale. Cum să sudezi corect și eficient o cusătură verticală prin sudare electrică
La sudarea cusăturilor în poziție orizontală și deasupra capului, este necesară cea mai înaltă calificare a sudorului. Acest lucru se datorează faptului că atunci când se lucrează în astfel de planuri, sunt posibile diferite procese neplăcute, de exemplu, efectul gravitației, sub care metalul topit curge din zona de lucru și căderea ulterioară a picăturilor pe lângă bazinul de sudură. Pentru a preveni aceste procese, sudarea trebuie efectuată de-a lungul arcului cel mai scurt, cu vibrații transversale regulate.
Sudarea în planuri care diferă de fund, are un număr mare de nuanțe. Deci, este necesar ca metalul fierbinte să nu curgă din baie cu ajutorul tensiunii superficiale. Pentru a face acest lucru, este urgent să micșorați dimensiunea băii și acest lucru ar trebui făcut după cum urmează: luați periodic capătul electrodului în lateral, dând timp pentru cristalizarea parțială a metalului topit. De asemenea, puteți reduce lățimea rolelor, aproximativ la dimensiunea de 2-3 diametre de electrod. În plus, se folosește o putere de curent redusă, cu aproximativ 10-20%, în timp ce se utilizează electrozi redusi (diametrul în intervalul 4-5 mm).
realizarea cusături în sudare verticală, acestea pot fi realizate în două moduri- urcare sau coborare. Folosind tehnica de ridicare a cusăturii, metalul care se află în poziția de bază ține metalul topit în bazinul de sudură. Avantajul acestei metode constă în simplitatea pătrunderii rădăcinilor cusăturilor și marginilor, deoarece metalul, care curge în bazinul de sudură, îmbunătățește condițiile de transfer de căldură. Dar, cusătura exterioară se dovedește a fi grosieră. Pătrunderea orizontală este o altă problemă - în acest caz este foarte dificil să obțineți o cusătură ideală, deoarece zgura și metalul fierbinte curg direct sub arc și nu curg mai departe doar pentru că forța de presiune a arcului acționează asupra acesteia.

Sudarea cusăturilor orizontale necesită o pregătire mai mare a sudorului, deoarece în astfel de situații este dificil să se lucreze cu împrăștiere marginile de jos, metal fierbinte. Dacă sudorul nu este bine calificat, tăieturile din marginea superioară pot fi tăiate. La sudarea metalelor mai groase, teșiturile sunt realizate pentru o margine (cel mai adesea partea superioară), în timp ce a doua margine (inferioară) ajută la reținerea metalului lichid în baie. Dar, procesul de lucru în sine nu provoacă dificultăți și, în ceea ce privește tehnologia, practic nu diferă de sudarea inferioară.
Sudarea tavanului, sau mai degrabă poziția sa, este și mai dificilă și, în cea mai mare parte, este complet mai bine să o eviți. În general, sudarea în planuri poate diferi nu numai prin metoda și principiul de funcționare, ci și prin complexitatea lucrării și calificările necesare ale celui care va efectua această lucrare. Sudarea tavanului se realizează folosind scurtcircuite periodice între capăt electrod de sudare, și un bazin de sudură. În același timp, metalul care intră în bazin se cristalizează oarecum, reducând astfel volumul bazinului de sudură. Creșterea arcului la sudarea tavanului, puteți prelungi arcul de decupare. Într-o astfel de situație, sudarea unor astfel de cusături este foarte afectată din cauza lipsei de separare a zgurii de sudură și a diferitelor gaze.
Există și așa-numita tehnică de conectare cu plută și fante. Practic nu este diferită de sudarea menționată mai sus. Dar în acest caz, în funcție de cum cusătură lungă, trebuie să utilizați diferite tipuri de electrozi și să utilizați diferite tehnici de preparare. De exemplu, cusăturile de până la 50 cm sunt sudate pe trecere, iar cusăturile de până la 100 cm sunt sudate de la mijloc la fiecare capăt. În plus, pe suprafețe mari, segmentele sunt împărțite în mici (aproximativ 20 cm fiecare), iar sudarea se realizează în blocuri sau în cascade. Astfel, acest lucru vă permite să influențați structura metalului în modul de care are nevoie sudorul, adică sarcina de sudare va fi finalizată fără probleme.
Sudarea cu gaz este relativ simplă, nu necesită echipamente complexe, costisitoare și o sursă de energie electrică.
Dezavantajul sudării cu gaz este rata de încălzire mai mică a metalului în comparație cu sudarea cu arc și zona mare de efect termic asupra metalului. La sudarea cu gaz, concentrația de căldură este mai mică, iar deformarea pieselor care trebuie sudate este mai mare.
Datorită încălzirii relativ lente a metalului de către flacără și concentrației scăzute de căldură, productivitatea sudării cu gaz scade odată cu creșterea grosimii metalului care se sudează. De exemplu, cu o grosime de oțel de 1 mm, viteza de sudare a gazului este de aproximativ 10 m / h, cu o grosime de 10 mm - doar 2 m / h. De aceea sudare cu gaz oțelul de peste 6 mm grosime este mai puțin productiv decât sudarea cu arc.
Costul acetilenei și oxigenului este mai mare decât costul energiei electrice, așa că sudarea cu gaz este mai scumpă decât sudarea electrică. Dezavantajele sudării cu gaz includ și pericolele de explozie și incendiu în cazul încălcării regulilor de manipulare a carburii de calciu, gazelor și lichidelor combustibile, oxigenului, buteliilor de gaz comprimat și generatoarelor de acetilenă. Sudarea cu gaz este utilizată în următoarele lucrări: fabricarea și repararea produselor din oțel cu grosimea de 1-3 mm; sudarea vaselor și rezervoarelor de capacitate mică, sudarea fisurilor, sudarea peticelor etc.; repararea produselor turnate din fontă, bronz, silumin; sudarea îmbinărilor de țevi de diametre mici și medii; producția de produse din aluminiu și aliajele acestuia, cupru, alamă și plumb; producția de unități de structuri din țevi cu pereți subțiri; suprafața de alamă pe piese din oțel și fontă; imbinarea fontei maleabile si ductile folosind tije de umplutura din alama si bronz, sudarea la temperatura joasa a fontei.
Aproape toate metalele utilizate în inginerie pot fi îmbinate prin sudare cu gaz. Fonta, cuprul, alama, plumbul sunt mai ușor de sudat cu gaz decât sudarea cu arc.
Tehnica sudării cu gaz
Sudarea cu gaz poate fi utilizată pentru cusăturile de jos, orizontale, verticale și de tavan. Îmbinările de tavan sunt cele mai dificil de realizat, deoarece în acest caz sudorul trebuie să susțină și să distribuie metalul lichid peste îmbinare folosind presiunea gazelor de flacără. Îmbinările cap la cap se realizează cel mai adesea prin sudare cu gaz, mai rar îmbinările de colț și de capăt. Sudarea cu gaz nu este recomandată pentru îmbinările suprapuse și tee, deoarece acestea necesită încălzirea intensă a metalului și sunt însoțite de deformarea crescută a produsului.
Îmbinările cu margele din metal subțire sunt sudate fără sârmă de umplere. Se folosesc cusături intermitente și continue, precum și cusături cu un singur strat și cu mai multe straturi. Înainte de sudare, marginile sunt curățate temeinic de urme de ulei, vopsea, rugină, sol, umiditate și alți contaminanți. În tabel. 10 prezintă pregătirea muchiilor în sudarea cu gaz oteluri carbon cusături de la fund.
Mișcarea pistoletului în timpul sudării
Flacăra arzătorului este îndreptată către metalul care se sudează astfel încât marginile metalului să fie în zona de reducere, la o distanță de 2-6 mm de capătul miezului. Este imposibil să atingeți metalul topit cu capătul miezului, deoarece aceasta va provoca carburarea metalului din baie. Capătul firului de umplere trebuie să fie, de asemenea, în zona de reducere sau scufundat în baia de metal topit. În locul în care este îndreptat capătul miezului de flăcări, metalul lichid este ușor umflat de presiunea gazelor în lateral, formând o adâncitură în bazinul de sudură.
Viteza de încălzire a metalului în timpul sudării cu gaz poate fi ajustată prin schimbarea unghiului piesei bucale față de suprafața metalică. Cu cât acest unghi este mai mare, cu atât mai multă căldură este transferată de la flacără către metal și cu atât se va încălzi mai repede. La sudarea metalului cald gros sau bine conducător (de exemplu, cuprul roșu), unghiul de înclinare al muștiucului a este luat mai mult decât la sudarea conductibilității termice subțiri sau scăzute. Pe fig. 86, a prezintă unghiurile de înclinare ale piesei bucale recomandate pentru sudarea la stânga (vezi § 4 din acest capitol) a oțelului de diferite grosimi.
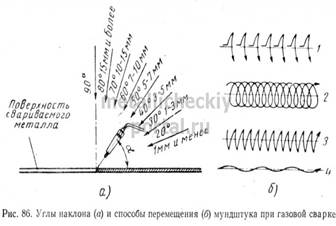
Pe fig. 86b prezintă modalitățile de deplasare a piesei bucale de-a lungul cusăturii. Principalul lucru este să mutați piesa bucală de-a lungul cusăturii. Mișcările transversale și circulare sunt auxiliare și servesc la reglarea vitezei de încălzire și topire a marginilor și, de asemenea, contribuie la formarea formei dorite a sudurii.
Metoda 4 (vezi Fig. 86, b) este utilizată la sudarea metalului subțire, metodele 2 și 3 - la sudarea metalului de grosime medie. În timpul sudării, trebuie avut grijă să vă asigurați că metalul piscinei este întotdeauna protejat de aerul din jur de gazele din zona de reducere a flăcării. Prin urmare, metoda 1, în care flacăra este deviată periodic în lateral, nu este recomandată, deoarece poate oxida metalul cu oxigenul atmosferic.
Principalele metode de sudare cu gaz
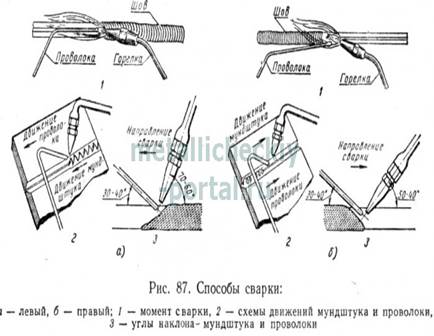
Sudarea la stânga (Fig. 87, a). Această metodă este cea mai comună. Este folosit pentru sudarea metalelor subțiri și cu punct de topire scăzut. Arzătorul este mutat de la dreapta la stânga, iar firul de umplere este condus înaintea flăcării, care este direcționată către secțiunea nesudată a cusăturii. Pe fig. 87, iar mai jos este o diagramă a mișcării piesei bucale și a firului în metoda de sudare din stânga. Puterea flăcării în timpul sudării la stânga este luată de la 100 la 130 dm 3 acetilenă pe oră la 1 mm de grosime a metalului (oțel).
Sudarea dreapta (Fig. 87, b). Arzătorul este condus de la stânga la dreapta, firul de umplere este mutat după arzător. Flacăra este îndreptată către capătul firului și secțiunea sudată a cusăturii. Mișcările oscilatorii transversale nu sunt produse la fel de des ca la sudarea la stânga. Piesa bucală produce ușoare vibrații transversale; la sudarea metalului cu o grosime mai mică de 8 mm, piesa bucală este deplasată de-a lungul axei sudurii fără mișcări transversale. Capătul firului se menține scufundat în bazinul de sudură și metalul lichid este amestecat cu acesta, ceea ce facilitează îndepărtarea oxizilor și zgurii. Căldura de flacără este disipată într-o măsură mai mică și este mai bine utilizată decât în sudarea cu mâna stângă. Prin urmare, în sudarea pe dreapta, unghiul de deschidere al cusăturii nu este de 90 °, ci de 60-70 °, ceea ce reduce cantitatea de metal depus, consumul de sârmă și deformarea produsului din contracția metalului de sudură.
Sudarea pe dreapta este recomandată pentru a conecta metal cu o grosime mai mare de 3 mm, precum și metal cu conductivitate termică ridicată cu muchii tăietoare, cum ar fi cuprul roșu. Calitatea cusăturii cu sudarea dreaptă este mai mare decât cu cea din stânga, deoarece metalul topit este mai bine protejat de flacără, care concomitent recoace metalul de sudură și încetinește răcirea acestuia. Din cauza cea mai bună utilizare căldură, sudarea dreaptă a metalului gros este mai economică și mai productivă decât cea stângă - viteza sudării drepte este cu 10-20% mai mare, iar economiile de gaz sunt 10-15%.
Sudarea pe dreapta conectează oțel cu grosimea de până la 6 mm fără margini teșite, cu penetrare completă, fără sudare pe verso. Puterea flăcării în timpul sudării corecte este luată de la 120 la 150 dm 3 acetilenă pe oră la 1 mm de grosime a metalului (oțel). Piesa bucală trebuie să fie înclinată față de metalul de sudat la un unghi de cel puțin 40°.
Pentru sudarea pe dreapta, se recomandă utilizarea unui fir de umplutură cu diametrul egal cu jumătate din grosimea metalului care se sudează. La sudarea pe stânga se folosește un fir cu un diametru cu 1 mm mai mare decât la sudarea pe dreapta. Sârma cu un diametru mai mare de 6-8 mm nu este utilizat pentru sudarea cu gaz.
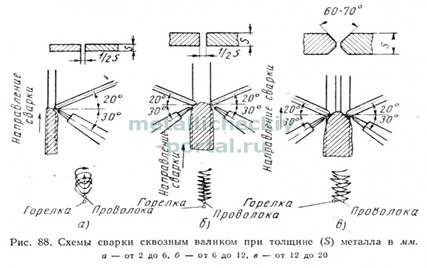
Sudarea cu rolă de trecere (Fig. 88). Foile sunt instalate vertical cu un spațiu egal cu jumătate din grosimea foii. Flacăra arzătorului topește marginile, formând o gaură rotundă, a cărei parte inferioară este topită cu metal de adaos pe toată grosimea metalului care urmează să fie sudat. Apoi flacăra este mutată mai sus, topind marginea superioară a găurii și aplicând următorul strat de metal pe partea inferioară a găurii și așa mai departe până când întreaga cusătură este sudată. Cusătura se obține sub formă de rolă de trecere care leagă foile de sudat. Metalul sudat este dens, fără pori, cochilii și incluziuni de zgură.
Sudarea la baie. În acest fel, îmbinările cap la cap și colțurile din metal de grosime mică (mai puțin de 3 mm) sunt sudate cu un fir de umplere. Când pe cusătură se formează o baie cu un diametru de 4-5 mm, sudorul introduce capătul firului în ea și, după ce a topit o cantitate mică, mută capătul firului în întuneric, reducând o parte din flacara. În același timp, face o mișcare circulară cu piesa bucală, deplasând-o în următoarea secțiune a cusăturii. Noua baie trebuie să se suprapună pe cea anterioară cu 1/3 din diametru. Pentru a evita oxidarea, capătul firului trebuie păstrat în zona de reducere a flăcării, iar miezul flăcării nu trebuie scufundat în baie pentru a evita carburarea metalului de sudură. Sudate în acest fel (cusături ușoare) foi subțiri și țevi din materiale cu conținut scăzut de carbon și oțel slab aliat oferă conexiuni de calitate excelentă.
Sudare cu gaz multistrat. Această metodă de sudare are o serie de avantaje în comparație cu una cu un singur strat: este prevăzută o zonă de încălzire metalică mai mică; recoacerea straturilor subiacente se realizează în timpul suprafeței celor ulterioare; este posibil să forjați fiecare strat al cusăturii înainte de a-l aplica pe următorul. Toate acestea îmbunătățesc calitatea metalului de sudură. Cu toate acestea, sudarea multistrat este mai puțin productivă și necesită mai multe gaze decât sudarea într-un singur strat, deci este utilizată numai la fabricarea produselor critice. Sudarea se realizează în secțiuni scurte. La aplicarea straturilor, trebuie avut grijă să vă asigurați că îmbinările cusăturilor în diferite straturi nu coincid. Înainte de a aplica un nou strat, este necesar să curățați cu atenție suprafața celui precedent de calcar și zgură cu o perie de sârmă.
Sudarea cu flacără oxidantă. Această metodă sudează oțelurile moale. Sudarea se realizează cu o flacără oxidantă având compoziția
Pentru dezoxidarea oxizilor de fier formați în bazinul de sudură, se folosesc fire din clasele Sv-12GS, Sv-08G și Sv-08G2S conform GOST 2246--60, care conțin cantități crescute de mangan și siliciu, care sunt dezoxidanți. Această metodă îmbunătățește productivitatea cu 10--15%.
Propan de sudare - flacără butan-oxigen. Sudarea se realizează la un conținut crescut de oxigen în amestec
pentru a crește temperatura flăcării și a crește pătrunderea și fluiditatea băii. Pentru dezoxidarea metalului de sudură, se folosesc fire Sv-12GS, Sv-08G, Sv-08G2S, precum și fire Sv-15GYu (0,5-0,8% aluminiu și 1-1,4% mangan) conform GOST.
Studiile lui A. I. Shashkov, Yu. I. Nekrasov și S. S. Vaksman au stabilit posibilitatea utilizării în acest caz a unui fir de umplutură convențional cu emisii scăzute de carbon Sv-08 cu un strat dezoxidant care conține 50% feromangan și 50% ferosiliciu diluat pe sticlă lichidă. Greutatea acoperirii (excluzând greutatea sticlei de apă) este de 2,8--3,5% din greutatea firului. Grosimea stratului: 0,4-0,6 mm la utilizarea unui fir cu diametrul de 3 mm și 0,5-0,8 mm la utilizarea unui fir cu diametrul de 4 mm. Consumul de propan 60-80 l / h per 1 mm grosime de oțel, w = 3,5, unghiul barei față de planul metalului este de 30-45 °, unghiul de tăiere a marginilor este de 90 °, distanța de la miezul barei este de 1,5 - 2 mm, la metal 6-8 mm. Această metodă poate suda oțel cu o grosime de până la 12 mm. Cele mai bune rezultate au fost obținute la sudarea oțelului cu grosimea de 3-4 mm. Sârma Sv-08 cu învelișul specificat este un înlocuitor cu drepturi depline pentru sârmă mai puține cu mangan și siliciu la sudarea cu propan-butan.
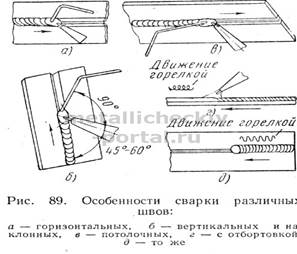
Caracteristici de sudare a diferitelor cusături. Cusăturile orizontale sunt sudate în mod corect (Fig. 89, a). Uneori, sudarea se efectuează de la dreapta la stânga, ținând capătul firului deasupra și piesa bucală pe fundul cuvei. Bazinul de sudură este plasat la un anumit unghi față de axa de sudură. Acest lucru facilitează formarea cusăturii, iar metalul băii este împiedicat să curgă.
Cusăturile verticale și înclinate sunt sudate de jos în sus în sensul stâng (Fig. 89, b). Cu o grosime a metalului mai mare de 5 mm, cusătura este sudată cu o rolă dublă.
La sudarea cusăturilor de tavan (Fig. 89, c), marginile sunt încălzite până când începe topirea (aburirea), iar în acest moment se introduce în baie un fir de umplere, al cărui capăt se topește rapid. Metalul băii este împiedicat să curgă în jos de tijă și de presiunea gazelor de flacără, care ajunge la 100-120 gf/cm2. Tija este ținută la un unghi ușor față de metalul de sudat. Sudarea se realizează în mod corect. Se recomandă utilizarea cusăturilor multistrat sudate în mai multe treceri.
Sudarea metalului cu grosimea mai mică de 3 mm cu margini cu flanșe fără metal de adaos se efectuează cu mișcări în spirală (Fig. 89, d) sau în zig-zag (Fig. 89, e) ale muștiștilor.
Comentarii:
Comentarii:
- Fundamentele metodei de sudare electrică
- Sudarea cusături verticale
- Finalizarea lucrărilor
Foarte des este necesară sudarea diferitelor piese metalice și fragmente de piese. Există mai multe metode care vor ajuta la îndeplinirea sarcinii, dar sudarea electrică este folosită mult mai des decât altele.
Fundamentele metodei de sudare electrică
Această metodă se bazează pe formarea unui arc electric. Arcul din punctul de contact cu metalul formează o adâncitură. Acest loc este umplut cu metal topit rezultat din arderea electrodului. Pe măsură ce se deplasează de-a lungul suprafeței de sudat, marginile sale se încălzesc și se topesc, formând o singură structură cu metalul electrodului.
Un factor important în sudarea electrică este puterea curentului. Dacă nu are suficienți parametri, atunci arcul se va stinge tot timpul, iar electrodul se va lipi de suprafața de sudat. Curentul necesar trebuie să depindă de aparatul utilizat. Dacă este folosit aparat invertor, atunci indicatorul necesar ar trebui să varieze în intervalul 80-100 A. Folosind un aparat de tip transformator, intervalul ar trebui să fie în intervalul 35-55 A.
Electrozii pentru lucru trebuie selectați ținând cont de structura lor chimică și de structura suprafeței de prelucrare. Există mai multe tipuri de astfel de metal: oțel, oțel inoxidabil, aluminiu. Toți electrozii sunt marcați corespunzător, ceea ce vă permite să faceți selecția lor corectă. Când este utilizat în lucrări electrice aparat de sudura trebuie amintit că diametrul electrozilor trebuie selectat în raport cu grosimea materialului care se prelucrează.
Înapoi la index
Sudarea cusături verticale
Înainte de a începe lucrul, trebuie să decideți ce cusătură doriți să efectuați. Există mai multe tipuri de bază de cusături:
- Sudarea îmbinărilor din tablă plană.
- cusătură verticală.
- Sudura de colt.
- Sudarea îmbinărilor tubulare.
În timpul rulării sudare verticalăși obținând o cusătură clară și uniformă, trebuie urmată diagrama procesului. Pentru a face acest lucru, părțile pregătite trebuie să fie clar fixate. Folosind chinuri, trebuie să le fixați în jurul marginilor în 3-4 locuri. Este necesar să se fixeze masa pe părți cu o clemă. Panta electrodului trebuie să fie de 70-75° față de suprafață.
Pentru a suda corect o cusătură verticală prin sudare electrică, este necesar să se efectueze periodic mișcări de rotație care vor ajuta la greblarea metalului care se topește la joncțiunea a 2 părți. Capătul electrodului ar trebui să fie exact în mijlocul cusăturii. Procesul de sudare trebuie efectuat de jos în sus, lipindu-se picătură cu picătură. Acest lucru va ajuta la umplerea treptat a golului cu sârmă de electrod topit.
Întrebarea 1. Conceptul de sudabilitate a metalului. Clasificarea otelurilor dupa sudabilitate.
Sudabilitate se referă la capacitatea oțelului unui anumit compoziție chimică pentru a da, la sudarea intr-un fel sau altul, o imbinare sudata de inalta calitate fara fisuri, pori si alte defecte.
Sudabilitatea oțelului este afectată de conținutul de carbon și elemente de aliaj din acesta.
Odată cu creșterea conținutului de carbon din oțel, proprietățile sale de rezistență cresc, dar, în același timp, fragilitatea și tendința de a forma fisuri în timpul sudării cresc.
Există sudabilitate fizică și tehnologică.
Sudabilitate fizică aproape toate metalele și aliajele lor posedă, adică capacitatea de a forma o legătură monolitică inseparabilă cu stabilirea legăturilor chimice în ea.
Sub sudabilitate tehnologică se referă la reacția metalului la impactul condițiilor specifice de sudare și, în același timp, la capacitatea de a forma o îmbinare cu proprietățile cerute.
Pentru o judecată preliminară cu privire la sudabilitatea oțelului cu compoziție chimică cunoscută, conținutul echivalent de carbon poate fi calculat folosind formula:
С echiv =С+Mn/20+Ni/15+(Cr+Mo+V)/10
În general, pe baza sudabilității, toate oțelurile pot fi împărțite în patru grupe (Anexa 2).
Întrebarea 2. Tehnica și tehnologie de realizare a cusăturilor în poziție orizontală, verticală și deasupra capului.
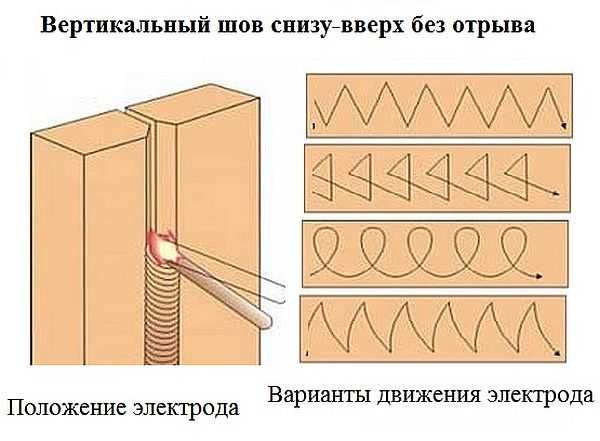
Sudarea în pozitie verticala.
Metalul topit tinde să curgă în jos sub acțiunea gravitației, ceea ce face dificilă formarea unei cusături. Prin urmare, cusăturile verticale sunt realizate cu un arc foarte scurt, la care distanța dintre picăturile de pe electrod și metalul lichid din bazinul de sudură este atât de mică încât între ele are loc o atracție reciprocă. Din acest motiv, picăturile de metal al electrodului se îmbină cu bazinul de sudură la cea mai mică atingere dintre ele.
Volumul metalului topit este redus prin reducerea curentului de sudare cu 10-15% față de poziția inferioară, iar diametrul electrodului este limitat la 5 mm.
Cusăturile verticale se realizează atât de jos în sus, cât și de sus în jos.
În primul caz (Fig. 30, a), arcul este inițiat în punctul cel mai de jos al plăcilor dispuse vertical, pentru aceasta, electrodul este instalat perpendicular pe suprafața piesei de sudat (poziția 1). Apoi electrodul este ușor înclinat în jos, astfel încât stratul de presiune al gazelor arcului să preceadă scurgerea metalului bazinului de sudură (poziția 2). În acest caz, metalul de sudură înghețat formează un fel de raft pe care sunt ținute picăturile ulterioare de metal.
Sudarea de sus în jos se folosește cu o grosime mică a metalului. În acest caz, metalul lichid care curge sub arc reduce posibilitatea de arsuri.
La începutul sudării (Fig. 30, b), arcul este excitat în punctul cel mai înalt al plăcilor cu un electrod orizontal. După formarea unui bazin de metal lichid, electrodul este înclinat cu 15-20°, astfel încât arcul să fie îndreptat către bază și metalul depus. Pentru a îmbunătăți condițiile pentru formarea unei cusături, amplitudinea mișcărilor oscilatorii ale electrodului ar trebui să fie mică, iar arcul trebuie să fie foarte scurt, astfel încât picăturile de metal topit să nu cadă până la capătul electrodului.
Orez. 30. Sudarea cusături verticale
Sudarea cusăturilor orizontale.
Cusăturile orizontale pe un plan vertical sunt mai dificil de realizat decât cele verticale. Pentru a preveni curgerea metalului lichid, marginile sunt de obicei teșite pe o foaie superioară (Fig. 31, a). În acest caz, arcul este excitat pe marginea orizontală inferioară (poziția 1) și apoi transferat pe teșirea înclinată (poziția 2), ridicând picătura de metal care curge. Mișcările oscilatorii ale electrodului se efectuează în spirală. Este mai ușor să se efectueze îmbinări suprapuse cu suduri orizontale decât îmbinările cap la cap, deoarece marginea orizontală a foii de jos (Fig. 39, b) ajută la împiedicarea curgerii metalului topit în jos. La executarea cusăturilor orizontale cu două margini teșite, se stabilește ordinea impunerii lor (1-4 Fig. 39, c), care, în procesul de fierbere a marginii superioare, face posibilă evitarea poziției deasupra capului craterului cu metal topit.
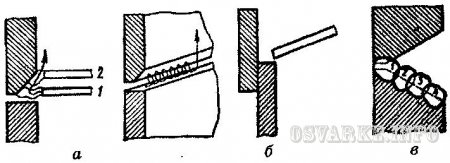
Orez. 31. Executarea cusăturilor orizontale sudate:
dar - articulația cap la cap cu o teșire a unei margini; b - conexiune prin suprapunere; c - îmbinare cap la cap cu o teșire din două margini
Sudarea deasupra capului.
Sudarea în poziție deasupra capului (Fig. 32) este cea mai dificilă, deoarece direcția de gravitație a metalului topit este opusă direcției de transfer al acestuia. Acest lucru necesită o reducere maximă a volumului metalului topit, care se realizează prin limitarea diametrului electrodului la 4 mm și reducerea curent de sudare cu 15-20% fata de pozitia inferioara.
Orez. 32. Sudarea cusături de tavan
Pentru sudarea în poziție deasupra capului sunt potriviți electrozii care produc o cantitate mică de zgură.
O bună penetrare a rădăcinii cusăturii în timpul sudării tavanului este asigurată prin utilizarea electrozilor cu un diametru de cel mult 3 mm.
3. Sarcină. Dintre clasele de oțel propuse, selectați-le pe cele care sudează bine, satisfăcător, limitat, prost. Justificați-vă alegerea: Bst1kp; oțel 10; oțel 35; VSt5ps; otel 65; U7.
Sudabilitatea oțelurilor carbon este determinată de procentul de carbon din acesta. Odată cu creșterea conținutului de carbon, sudabilitatea oțelurilor se deteriorează, adică există tendința de a forma fisuri în cusătură.
Bst1kp și oțelul 10 sunt bine sudate, deoarece aparțin oțelului cu conținut scăzut de carbon (conținut de carbon de până la 0,25%).
Oțelul 35 sudează satisfăcător, deoarece aparține carbonului mediu (conținut de carbon 0,35%).
VSt5ps - sudat într-o măsură limitată, deoarece aparține carbonului mediu (conținutul de carbon este de aproape 0,45%).
Oțel 65 și U7 - slab sudate, deoarece conținutul de carbon este de 0,65%, adică are un conținut ridicat de carbon; oțel U7 - se referă la oțel pentru scule, carbon 0,7%. Aceste oțeluri sunt practic nesudabile.
Stimate vizitator, ați citit articolul „Biletul nr. 11”, care a fost publicat la categoria „Certificare finală”. Dacă ți-a plăcut sau ai găsit acest articol util, te rog să-l împărtășești prietenilor și cunoscuților tăi.
Câștigă din cunoștințele tale. Răspunde la întrebări și fii plătit pentru asta!
15 decembrie 2011 | Vizualizări: 20767 |
În sudarea electrică, metalul este folosit pentru încălzire arc electric. Apare între piesă și electrod - o tijă din metal conductor (uneori nemetal). Temperatura arcului topește metalul. Zona de fuziune de la joncțiunea pieselor se numește sudură (sudură). Pentru diferite metale și tipuri diferite conexiunile, tehnica de sudare, poziția electrodului, viteza de mișcare a acestuia și amplitudinea se pot modifica. Cum să sudăm corect o cusătură, astfel încât conexiunea să fie nu numai fiabilă, ci și frumoasă, să vorbim mai departe.
Tipuri de suduri și îmbinări
Cusăturile au o clasificare destul de extinsă. În primul rând, acestea sunt împărțite în funcție de tipul de conexiune al făcătorilor. În funcție de cerințele de fiabilitate, cusătura poate fi aplicată pe una sau pe ambele părți. Cu sudarea pe două fețe, structura este mai fiabilă și își menține mai bine forma. Dacă există o singură cusătură, se dovedește adesea că produsul este deformat: cusătura „trage”. Dacă sunt două, aceste forțe sunt compensate.
Sudurile, în funcție de tipul de conexiune, sunt cap la cap (cap la cap), tee, suprapunere și colț (Pentru a mări dimensiunea imaginii, faceți clic pe ea cu butonul dreapta al mouse-ului)
Este impracticabil să rețineți că pentru a obține o sudură de înaltă calitate, metalul nu trebuie să fie ruginit. Prin urmare, punctele de sudura sunt pre-slefuite sau tratate cu o pila - pana cand rugina dispare complet. Mai departe, în funcție de cerințe, șlefuiți sau nu muchia.
Articulație cap la cap (cusătură cap la cap)
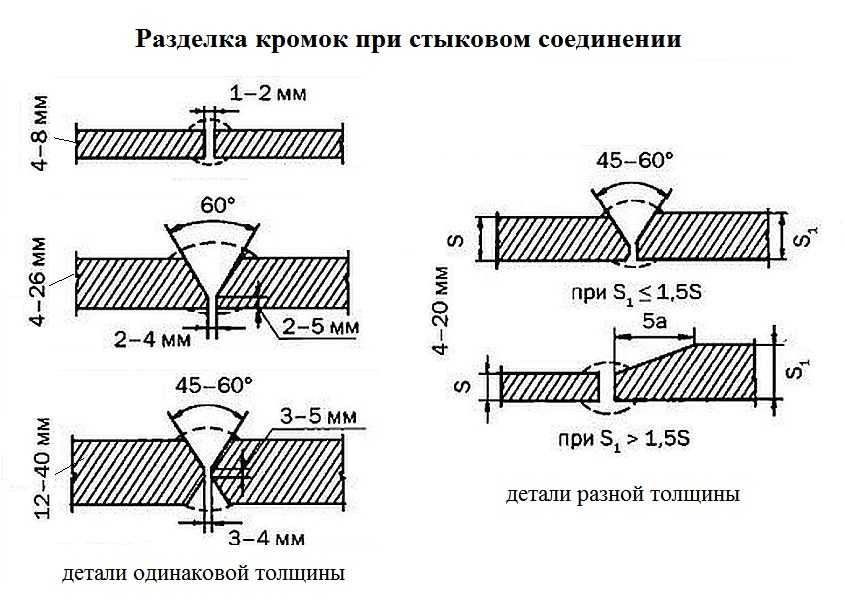
Cusătura cap la cap la sudare este utilizată la îmbinare tablă sau capetele conductelor. Piesele sunt așezate astfel încât să existe un spațiu de 1-2 mm între ele, dacă este posibil, sunt fixate rigid cu cleme. În timpul procesului de sudare, golul este umplut cu metal topit.
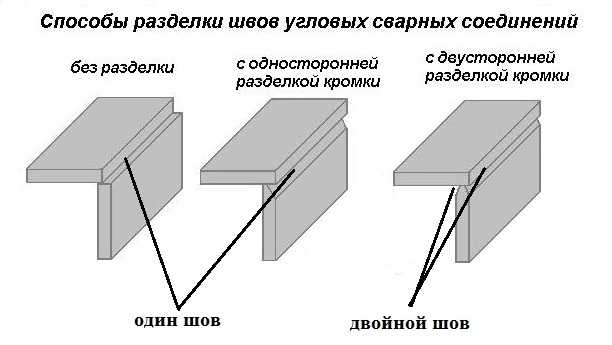
Tabla subțire - de până la 4 mm grosime - este sudată fără pregătire prealabilă (înlăturarea ruginii nu contează, este necesară). În acest caz, gătiți doar pe o parte. Cu o grosime a pieselor de la 4 mm, cusăturapoate fi simplu sau dublu, dar etanșarea marginilor este necesară într-unul dintre modurile prezentate în fotografie.
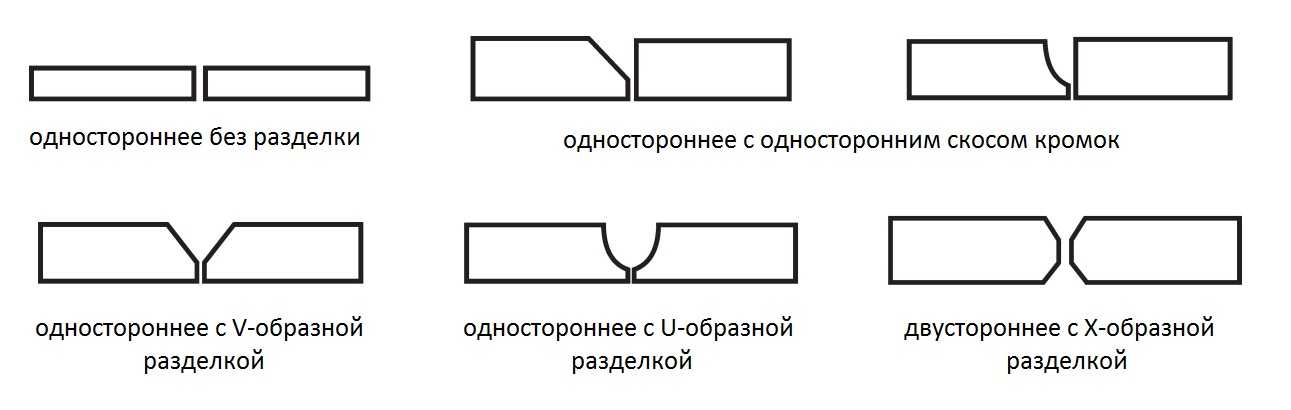
- Cu o grosime a piesei de la 4 mm la 12 mm, cusătura poate fi simplă. Apoi marginile sunt curățate în oricare dintre moduri. Este mai convenabil să faceți o pregătire unilaterală cu o grosime de până la 10 mm, iar piesele mai groase sunt curățate mai des sub forma literei V. Curățarea în formă de U este mai dificil de efectuat, prin urmare este utilizată mai puțin frecvent . În cazul în care cerințele pentru calitatea sudurii sunt crescute, cu o grosime mai mare de 6 mm, este necesară decaparea pe ambele părți și o cusătură dublă pe una și cealaltă parte.
- Când sudați metal cu o grosime de 12 mm sau mai mult cap la cap, este cu siguranță necesară o cusătură dublă, este imposibil să încălziți un astfel de strat pe o parte. Tunderea marginilor este cu două fețe, sub forma literei X. Nu este rentabilă să folosiți margini de tăiere în formă de V sau U cu o astfel de grosime: este nevoie de mai multe ori pentru a le umple mai mult metal. Din acest motiv, consumul de electrozi crește și viteza de sudare este redusă semnificativ.
Tăierea marginilor metalice la unirea pieselor cap la cap (Pentru a mări dimensiunea imaginii, faceți clic pe ea cu butonul dreapta al mouse-ului)
Dacă, totuși, se decide să sudeze metal de grosime mare cu tăiere unilaterală, va fi necesar să se umple cusătura în mai multe treceri. Astfel de cusături se numesc multistrat. Cum se sudează o cusătură în acest caz este prezentat în figura de mai jos (numerele indică ordinea așezării straturilor metalice în timpul sudării).

Cum să gătească sudare cap la cap: cu un singur strat și cu mai multe straturi (Pentru a mări dimensiunea imaginii, faceți clic pe ea cu butonul dreapta al mouse-ului)
Articulație poală
Acest tip de conexiune este utilizat la sudarea tablelor cu grosimea de până la 8 mm. Se fierbe pe ambele părți pentru ca umezeala să nu intre între foi și să nu existe coroziune.
Când efectuați o cusătură cu o suprapunere, este necesar să selectați corect unghiul electrodului. Ar trebui să fie în jur de 15-45°. Apoi se obține o conexiune fiabilă. Cu o abatere într-o direcție sau alta, cea mai mare parte a metalului topit nu se află la joncțiune, ci în lateral, rezistența conexiunii este redusă semnificativ sau piesele rămân deloc conectate.
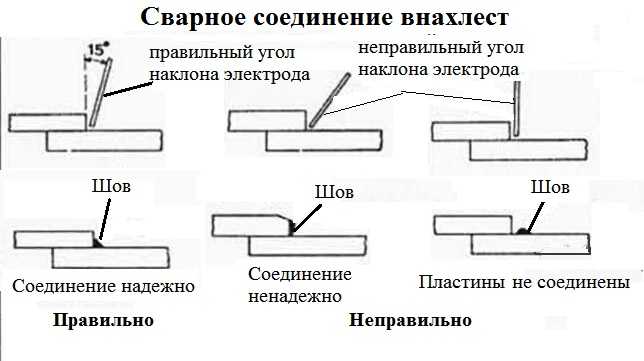
Cum să țineți electrodul corect atunci când sudați cu o suprapunere (Pentru a mări dimensiunea imaginii, faceți clic pe el cu butonul dreapta al mouse-ului)
Conexiune tee și colț
Îmbinarea în T în sudură este litera „T”, unghiular - litera „G”. O îmbinare în T poate fi cu o cusătură sau două. Marginile pot fi, de asemenea, tăiate sau nu. Necesitatea tăierii muchiei depinde de grosimea pieselor care trebuie sudate și de numărul de cusături:
- grosimea metalului de până la 4 mm, cusătură simplă - fără prelucrare a marginilor;
- grosime de la 4 mm la 8 mm - fără margini cusătură dublă;
- de la 4 mm la 12 mm - cusătură simplă cu tăiere pe o parte;
- de la 12 mm, marginea este tăiată pe ambele părți și se fac și două cusături.
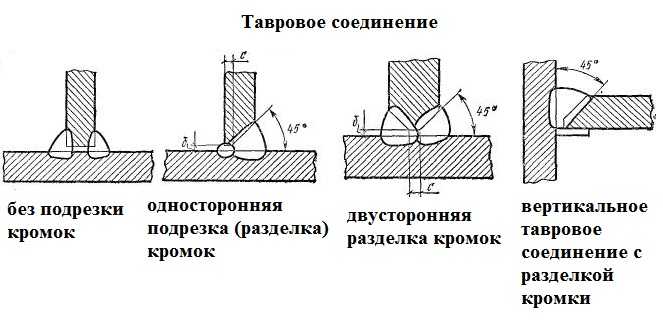
Sudura de filet poate fi considerată ca parte a tee-ului. Sfatul de aici este exact același: metal subțire poate fi sudata fara margini de taiere, pentru o grosime mai mare este necesara indepartarea piesei de pe una sau doua laturi.
Îmbinările de colț și tee trebuie uneori sudate pe ambele părți (două cusături). Pentru a suda corect o astfel de cusătură, piesele sunt rotite astfel încât planurile metalice să fie la același unghi. În fotografie, această metodă este semnată „în barcă”. Acest lucru facilitează calcularea mișcării electrodului, mai ales pentru un începător cu sudare.
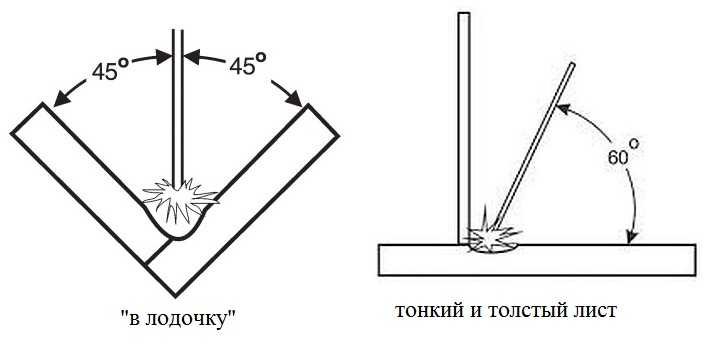
Cum se sudează o cusătură: „într-o barcă” și la îmbinarea metalelor de diferite grosimi
Când conectați metal subțire și gros, unghiul de înclinare al electrodului ar trebui să fie diferit - aproximativ 60 ° față de partea mai groasă. În această poziție, cea mai mare parte a încălzirii va cădea pe ea, metalul subțire nu arde, ceea ce se poate întâmpla dacă unghiul de înclinare este de 45 °.
Sudarea în filet
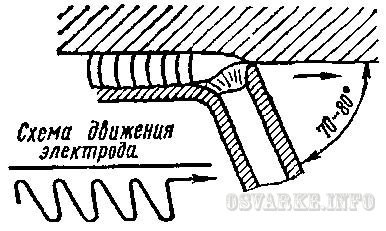
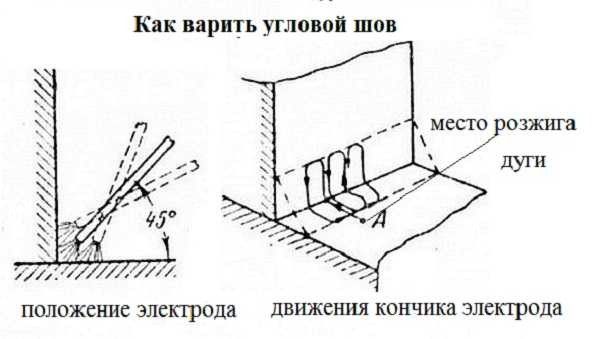
La sudarea sudurilor de colt, poziția și mișcarea electrodului trebuie monitorizate. Ar trebui să obțineți o cusătură cu umplutură uniformă. Este mai ușor să implementați acest lucru dacă puneți piesele pentru sudare „în barcă”, dar acest lucru nu funcționează întotdeauna.
Dacă planul inferior este orizontal, adesea se dovedește că există puțin metal pe planul vertical, precum și chiar în colț: se stivuiește în jos. Acest lucru se întâmplă dacă electrodul se află în partea de sus a colțului pentru mai puțin timp decât în apropierea suprafețelor sale laterale. Mișcarea vârfului electrodului trebuie să fie uniformă. Al doilea motiv este că diametrul electrodului este prea mare, ceea ce nu vă permite să coborâți și să încălziți joncțiunea în mod normal.
Pentru a evita apariția acestui defect, arcul este aprins pe o suprafață orizontală (în punctul „A”), deplasând electrodul pe suprafața verticală, apoi readucendu-l la locul său într-o mișcare circulară. Când electrodul este deasupra articulației, are o pantă de 45 °, pe măsură ce se mișcă în sus, unghiul scade ușor (figura din imaginea din stânga), când se deplasează pe o suprafață orizontală, unghiul crește. Cu această tehnică, cusătura va fi umplută uniform.
Sudare sudare în filet- pozitia si miscarea electrodului
La sudare conexiuni de colt de asemenea, asigurați-vă că timpul petrecut de electrod în toate cele trei puncte (pe laterale și în centru) este același.
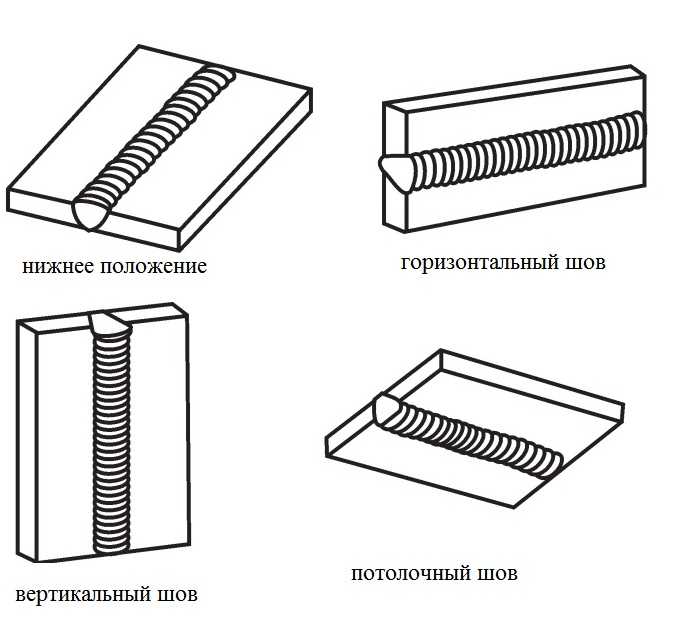
Poziția în spațiu
Pe lângă diferitele tipuri de îmbinări, cusăturile pot fi amplasate în spațiu în moduri diferite. Sunt în poziția jos. Pentru sudor, acesta este cel mai confortabil. Acesta este cel mai simplu mod de a controla bazinul de sudură. Toate celelalte poziții - orizontală, verticală și cusătură de tavan- necesită anumite cunoștințe ale tehnicilor de sudare (citiți mai jos cum se sudează astfel de cusături).
Cum se sudează o cusătură
Când sudați în poziția inferioară, nu apar dificultăți chiar și pentru un sudor începător. Dar toate celelalte prevederi necesită cunoștințe de tehnologie. Fiecare poziție are propriile recomandări. Tehnica de realizare a sudurilor de fiecare tip este discutată mai jos.
Sudarea cusăturilor verticale
În timpul sudării pieselor în poziție verticală, metalul topit alunecă în jos sub acțiunea gravitației. Pentru a preveni desprinderea picăturilor, se folosește un arc mai scurt (vârful electrodului este mai aproape de bazinul de sudură). Unii meșteri, dacă electrozii permit (nu se lipesc), în general îi sprijină pe piesă.
Pregătirea metalului (canelarea) se efectuează în funcție de tipul de îmbinare și de grosimea pieselor care urmează a fi sudate. Apoi sunt fixate într-o poziție predeterminată, conectate cu un pas de câțiva centimetri cu scurtcircuit cusături transversale- „chiuri”. Aceste cusături nu permit pieselor să se miște.
O cusătură verticală poate fi sudată de sus în jos sau de jos în sus. Este mai convenabil să lucrezi de jos în sus: astfel arcul împinge bazinul de sudură în sus, împiedicând-o să coboare în jos. Acest lucru facilitează realizarea unei cusături de calitate.
Acest videoclip arată cum să sudați corect o cusătură verticală prin sudare electrică cu mișcarea electrodului de jos în sus fără separare. Este demonstrată și tehnica de rulare scurtă. În acest caz, mișcările electrodului au loc numai în sus și în jos, fără deplasare orizontală, cusătura este aproape plată.
Este posibilă conectarea pieselor în poziție verticală cu o separare a arcului. Pentru sudorii începători, acest lucru poate fi mai convenabil: în timpul separării, metalul are timp să se răcească. Cu această metodă, puteți chiar să așezați electrodul pe raftul craterului sudat. E mai usor. Modelul mișcărilor este aproape același ca fără pauză: dintr-o parte în alta, bucle sau „rolă scurtă” - în sus și în jos.
Cum să gătești o cusătură verticală cu un spațiu, vezi următorul videoclip. Același tutorial video arată efectul puterii curentului asupra formei cusăturii. În general, curentul ar trebui să fie cu 5-10 A mai mic decât este recomandat pentru un anumit tip de electrod și grosimea metalului. Dar, așa cum se arată în videoclip, acest lucru nu este întotdeauna adevărat și este determinat experimental.
Uneori, o cusătură verticală este sudată de sus în jos. În acest caz, la pornirea arcului, țineți electrodul perpendicular pe suprafețele de sudat. După aprindere în această poziție, încălziți metalul, apoi coborâți electrodul și gătiți în această poziție. Sudarea unei cusături verticale de sus în jos nu este foarte convenabilă, necesită un control bun al bazinului de sudură, dar în acest fel puteți obține rezultate bune.
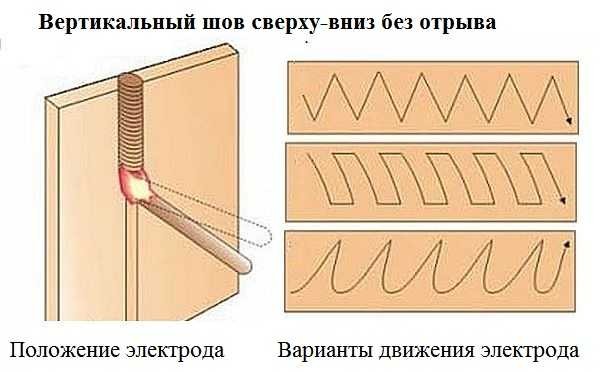
Cum se sudează o cusătură verticală prin sudare electrică de sus în jos: poziția electrodului și mișcarea vârfului acestuia
Cum se sudează o cusătură orizontală
O cusătură orizontală pe un plan vertical poate fi realizată atât de la dreapta la stânga, cât și de la stânga la dreapta. Nu este nicio diferență, cui îi este mai convenabil, el gătește așa. La fel ca atunci când sudați o cusătură verticală, baia va tinde să coboare. Prin urmare, unghiul de înclinare al electrodului este destul de mare. Se selectează în funcție de viteza de mișcare și de parametrii actuali. Principalul lucru este că baia rămâne pe loc.
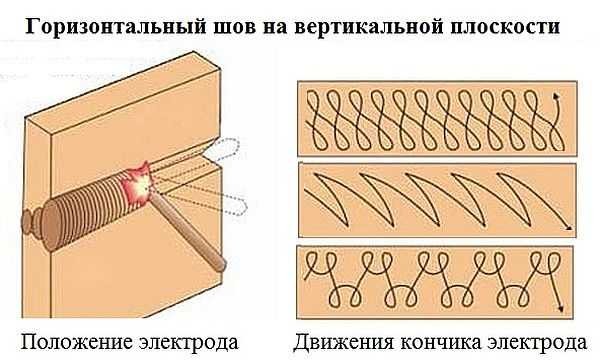
Dacă metalul curge în jos, crește viteza de mișcare, încălzind metalul mai puțin. O altă modalitate este de a face întreruperi de arc. În aceste intervale scurte, metalul se răcește puțin și nu se scurge. De asemenea, puteți reduce puțin curentul. Doar toate aceste măsuri sunt aplicate în etape, și nu toate deodată.
Videoclipul de mai jos arată cum să sudați corect metalul într-o poziție orizontală. A doua parte a videoclipului despre cusăturile verticale.
Cusătură de tavan
Acest fel îmbinare sudata- cel mai dificil. Necesită îndemânare ridicată și un bun control al bazinului de sudură. Pentru a realiza această cusătură, electrodul este ținut în unghi drept față de tavan. Arcul este scurt, viteza de mișcare este constantă. Efectuați în principal mișcări circulare care extind cusătura.
Curățarea sudurilor
După sudare, pe suprafața metalică rămân stropi, picături de metal și zgură. Sutura în sine este de obicei convexă, iese deasupra suprafeței. Toate aceste neajunsuri pot fi eliminate: curățare.
Curățarea cusăturilor după sudare se face în etape. În prima etapă, cu ajutorul unei dalte și a unui ciocan, solzii și zgura sunt doborâte de pe suprafață. Pe al doilea, dacă este necesar, comparați cusătura. Aici aveți nevoie de o unealtă: o râșniță echipată cu un disc de șlefuit pentru metal. În funcție de cât de netedă ar trebui să fie suprafața, se folosesc diferite granule abrazive.
Uneori, la sudarea metalelor ductile, este necesară cositorirea - acoperirea sudurii cu un strat subțire de staniu topit.
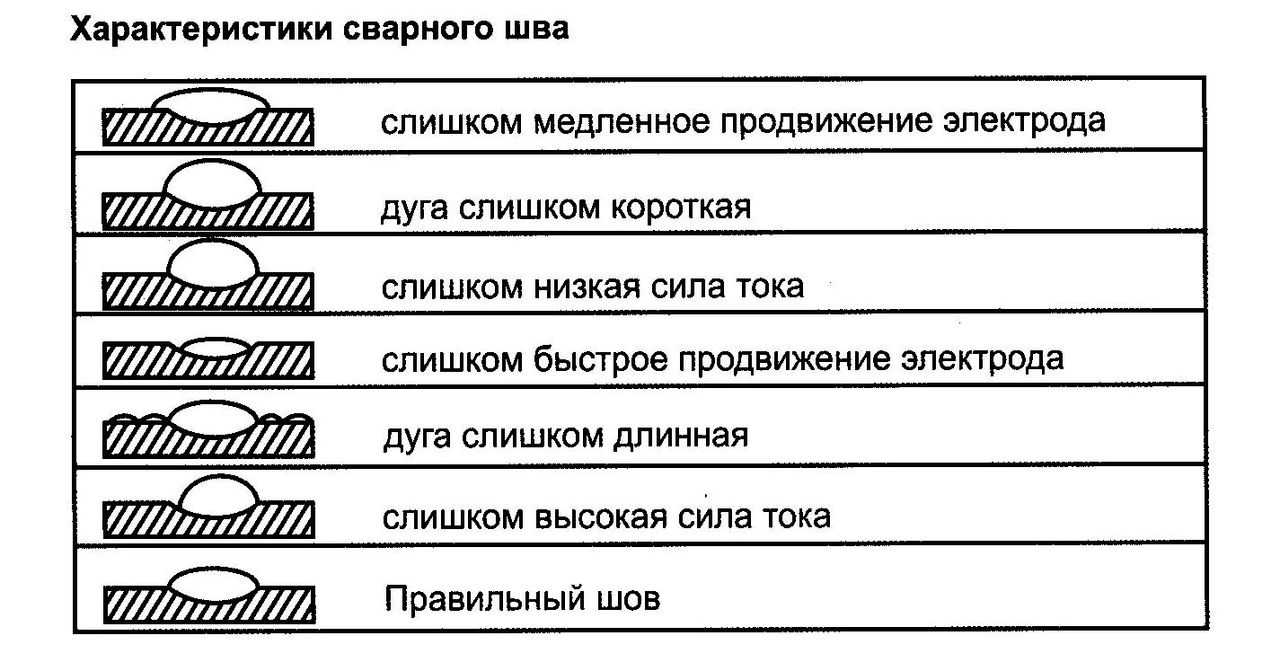
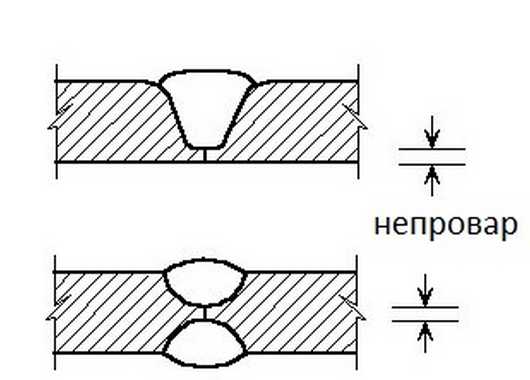
Defecte de sudura
Sudorii începători fac adesea greșeli atunci când realizează cusături care duc la defecte. Unele dintre ele sunt critice, altele nu. În orice caz, este important să poți identifica eroarea pentru a o corecta ulterior. Cele mai frecvente defecte în rândul începătorilor sunt lățimea inegală a cusăturii și umplerea sa neuniformă. Acest lucru se întâmplă din cauza mișcărilor inegale ale vârfului electrodului, modificărilor vitezei și amplitudinii mișcărilor. Odată cu acumularea de experiență, aceste neajunsuri devin din ce în ce mai puțin vizibile, după un timp dispar cu totul.
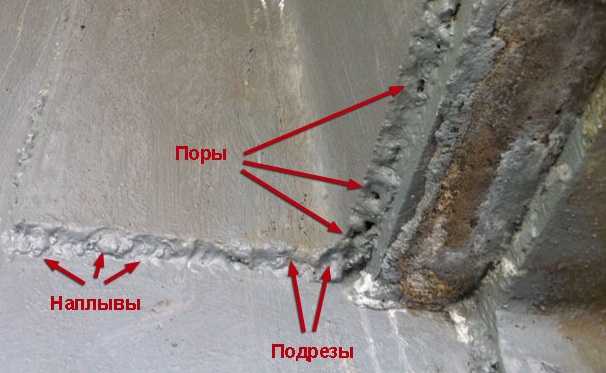
Alte erori - atunci când alegeți puterea curentă și dimensiunea arcului - pot fi determinate de forma cusăturii. Este greu să le descrii în cuvinte, este mai ușor să le descrii. Fotografia de mai jos arată principalele defecte de formă - subtăieri și umplere neuniformă, motivele care le-au cauzat sunt precizate.
Lipsa fuziunii
Acest defect constă în umplerea incompletă a îmbinării pieselor. Acest dezavantaj trebuie corectat, deoarece afectează puterea conexiunii. Principalele motive:
- curent de sudare insuficient;
- viteză mare de mișcare;
- pregătirea insuficientă a marginilor (la sudarea metalelor groase).
Se elimină prin corectarea curentului și reducerea lungimii arcului. După ce au ales corect toți parametrii, ei scapă de un astfel de fenomen.
undercut
Acest defect este o canelură de-a lungul cusăturii din metal. De obicei apare atunci când arcul este prea lung. Cusătura devine largă, temperatura arcului pentru încălzire nu este suficientă. Metalul din jurul marginilor se solidifică rapid, formând aceste caneluri. „Tratat” printr-un arc mai scurt sau prin ajustarea intensității curentului în sus.
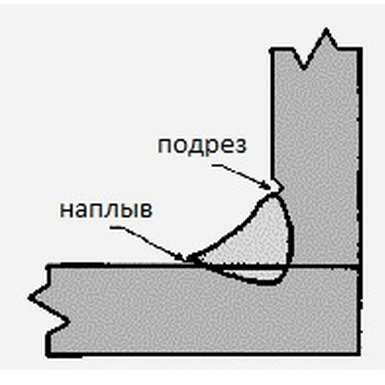
Într-un unghi sau conexiune tee decupajul se formează datorită faptului că electrodul este mai îndreptat către planul vertical. Apoi, metalul curge în jos, se formează din nou o canelură, dar dintr-un alt motiv: prea multă încălzire a părții verticale a cusăturii. Eliminat prin reducerea curentului și/sau scurtarea arcului.
a arde
Aceasta este o gaură de trecere sudură. Principalele motive:
- curent de sudare prea mare;
- viteza insuficientă de mișcare;
- prea mult spațiu între margini.

Metodele de corectare sunt clare - încercăm să alegem cel mai bun modul sudatși viteza electrodului.
Pori și umflături
Porii arată ca niște găuri mici care pot fi grupate într-un lanț sau împrăștiate pe întreaga suprafață a cusăturii. Sunt un defect inacceptabil, deoarece reduc semnificativ puterea conexiunii.
Apar porii:
- in caz de protectie insuficienta a bazinului de sudura, excesiva gaze protectoare(electrozi de proasta calitate);
- tiraj în zona de sudare, care se deviază gaze protectoare iar oxigenul ajunge la metalul topit;
- în prezența murdăriei și a ruginii pe metal;
- pregătirea inadecvată a marginilor.
Scăderile apar la sudarea cu fire de umplutură cu moduri și parametri de sudare selectați incorect. Reprezintă un metal amorțit care nu s-a conectat la partea principală.
Crăpături reci și calde
Crăpăturile fierbinți apar pe măsură ce metalul se răcește. Poate fi îndreptat de-a lungul sau peste cusătură. Cele reci apar deja pe o cusătură rece în cazurile în care sarcinile pentru acest tip de cusătură sunt prea mari. Fisurile la rece duc la distrugerea îmbinării sudate. Aceste deficiențe sunt tratate numai prin sudură repetată. Dacă există prea multe defecte, cusătura este tăiată și reaplicată.




