Îmbinări cap la cap ale sudurilor. Care sunt modelele îmbinărilor sudate
Sudurile sunt eterogene în structură și includ următoarele zone: metal de bază, sudare, fuziune și zone afectate de căldură.
Există următoarele tipuri de îmbinări de sudură:
1) fundul.
Acesta este cel mai comun tip de îmbinări pentru diverse metode de sudare, care prezintă o serie de avantaje în comparație cu altele: productivitate ridicată la sudare, minimizarea consumului de metal sudat și depus, rezistență ridicată cu respectarea corespunzătoare a tehnologiei de sudare, absența structurilor intrinseci. stresuri. În același timp, astfel de îmbinări necesită o pregătire atentă a marginilor și precizie. poziție relativă marginile pieselor în timpul asamblarii pentru sudare.
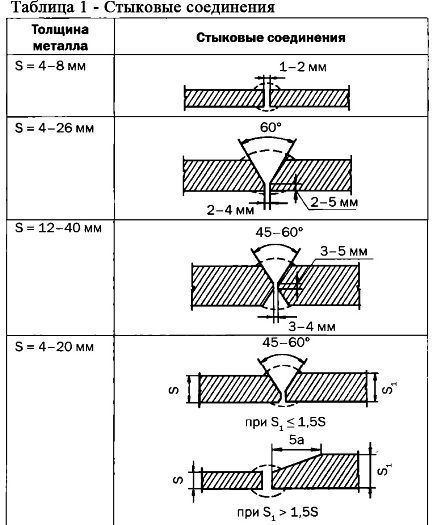
Tăierea muchiei poate fi diferită, exemplele sale sunt prezentate în tabelul 1.
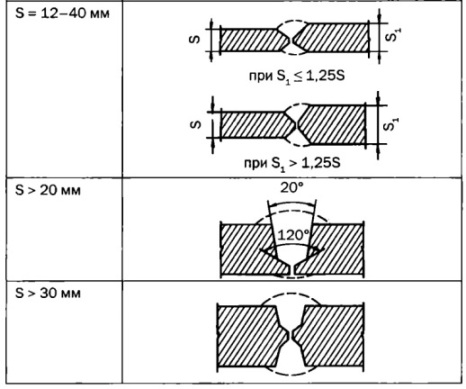
Cu o grosime mare a marginilor se foloseste taierea in forma de cupa, pentru o grosime de 20 ... 50 mm - unilateral, peste 50 mm - ambele fete. Îmbinările cap la cap sunt utilizate pe scară largă în table de sudură, țevi, produse metalice laminate.
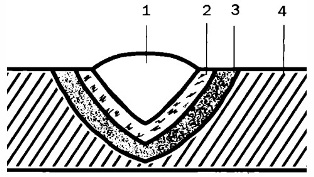
Orez. 1. Zone de îmbinare sudate: 1 - sudare, 2 - zonă de fuziune, 3 - zonă afectată de căldură, 4 - zonă de metal de bază
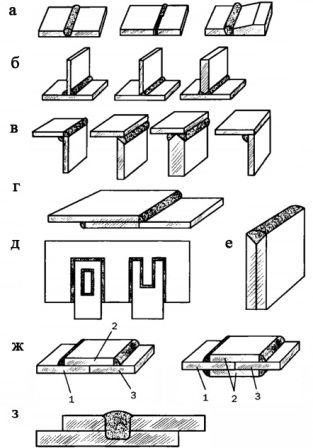
Orez. 2. Vizualizări îmbinări sudate: a - cap, b - te, c - colț, d - suprapunere, d - crestat, g - cu suprapuneri, h - cu nituri electrice, 1 ... 3 - metal de bază, 2 - suprapunere, 3 - nituri electrice
2) unghiular.
Exemple de conexiuni de colț sunt prezentate în fig. 2, c. Ele pot fi cu o singură față sau cu două fețe pentru un plus de rezistență. Ele sunt, de asemenea, utilizate la sudarea tablelor, modelelor și semifabricatelor de țevi. Unghiul de înclinare al pieselor de prelucrat poate fi diferit; este necesară tăierea prealabilă a marginilor.
3) în formă de T.
Elementul vertical al tee-ului trebuie să aibă o margine tăiată. Teșirea se recomandă să se facă pe ambele părți, dacă pătrunderea este imposibilă, doar pe o parte. În acest caz, trebuie prevăzut un spațiu între verticală și detaliu orizontal pentru sudarea pe toată grosimea tablei. Taurul este folosit pentru a conecta foile goale.
4) Tura.
Astfel de conexiuni sunt utilizate în principal pentru punct și sudare prin rezistență, deoarece în alte cazuri, consumul de metal de bază și electrod crește în mod nerezonabil. In cazul unei imbinari cu poala nu este necesara taierea cu ongleta, dar acestea trebuie taiate. Pentru a preveni coroziunea între foi, se recomandă sudarea îmbinării pe ambele părți.
5) Sfârșit.
în acest exemplu de realizare, foile sunt stivuite una peste alta sub forma unui "sandwich" și sudate de-a lungul capetelor comune.
6) Welt.
Ele sunt utilizate atunci când este necesar să se întărească conexiunea prin suprapunere. Slotul este realizat într-o versiune deschisă sau închisă.
7) Cu suprapuneri.
Astfel de îmbinări sunt, de asemenea, utilizate ca o opțiune pentru consolidarea articulațiilor cap la cap sau în poală. Un exemplu este utilizarea inelelor de armare pe suprafața interioară în timpul asamblării și sudării carcasei rezervorului.
8) Cu nituri electrice.
Există următoarele tipuri principale de îmbinări sudate: cap la cap, suprapunere, T, colț, crestat, capăt, cu suprapuneri, nituri electrice.
Îmbinările cap la cap (Fig. 10) sunt cele mai comune în aproape toate metodele de sudare, deoarece dau cele mai mici solicitări intrinseci și deformații în timpul sudării (pentru detalii despre deformațiile și tensiunile de sudare, vezi Capitolul VIII).
Îmbinările cap la cap sunt utilizate în principal pentru structurile din tablă. Acestea necesită cel mai mic consum de metal de bază și depus și timp pentru sudare și pot fi făcute egale ca rezistență cu metalul de bază. Cu toate acestea, atunci când se realizează îmbinări cap la cap, este necesară pregătirea atentă și suficient de precisă a foilor pentru sudare și montarea lor între ele.
Cu manual sudare cu arc table de otel cu grosimea de 4-8 mm, marginile pot fi taiate in unghi drept fata de suprafata. În acest caz, foile sunt așezate cu un spațiu de 1-2 mm.
Fără margini teșite, este posibilă sudarea cap la cap a tablelor de până la 3 mm pentru sudura pe o față și până la 8 mm pentru sudarea pe două fețe.
Foile cu o grosime de 4 până la 26 mm sunt îmbinate într-o îmbinare cap la cap cu margini teșite pe o singură parte în timpul sudării manuale cu arc. Acest tip de pregătire a marginilor se numește în formă de V. Foile cu o grosime de 12-40 mm sau mai mult sunt conectate cu o teșire cu două fețe a marginilor, numită în formă de X.
Tocirea marginilor se face pentru a preveni curgerea metalului in timpul sudarii (burn-through). Se lasă un spațiu între marginile care urmează a fi sudate pentru a facilita pătrunderea rădăcinii de sudură (părțile inferioare ale marginilor). De mare importanță pentru calitatea sudurii este menținerea unei lățimi uniforme a golului pe toată lungimea cusăturii, adică menținerea paralelismului marginilor.
O teșire pe două fețe (în formă de X) are avantaje față de una unilaterală (în formă de V), deoarece cu aceeași grosime a foilor sudate, volumul de metal depus va fi
ti este de două ori mai mică decât cu marginile teșite unilaterale. În consecință, consumul de electrozi și energie electrică în timpul sudării va scădea. În plus, teșirea pe două fețe oferă mai puține distorsiuni și tensiuni reziduale în timpul sudării decât pe o față
Cu sudarea manuală cu arc a oțelului cu o grosime mai mare de 20 mm, unghiul de teșire dintre margini poate fi redus de la 60 la 45 °. Distanța dintre marginile contondente trebuie să fie egală cu 4 mm, ceea ce facilitează pătrunderea corectă a acestora. Scăderea unghiului de teșire duce la o reducere a volumului de metal depus și, în consecință, la o creștere a productivității sudării și la economii de electrozi.
Marginile foilor de grosime inegală, unite cap la cap, sunt teșite așa cum se arată în Fig. 10b, iar foaia mai groasă este teșită într-o măsură mai mare.
La îmbinarea oțelurilor de grosimi mari, pentru a reduce cantitatea de metal depus, în unele cazuri se recurge la o formă de pregătire a marginilor în formă de cupă: pentru grosimi de la 20 la 50 mm - unilateral și mai mult de două fețe. (Fig. 10, c).
Îmbinările cu suprafață (Fig. 11, a) sunt utilizate în principal la sudarea cu arc a structurilor de clădiri din oțel cu o grosime de cel mult 10-12 lsh. Nu necesită prelucrare specială a marginilor, cu excepția tăierii lor. Cu o astfel de conexiune, se recomandă sudarea foilor pe ambele părți, deoarece cu o conexiune unilaterală, umezeala poate intra în spațiul dintre foi și ruginirea ulterioară a metalului în acest loc.
Asamblarea produsului și pregătirea tablelor în timpul sudării prin suprapunere sunt simplificate, totuși, consumul de metal de bază și depus este mai mare decât în sudarea cap la cap. În sudarea cu role și prin rezistență la puncte, se folosesc numai îmbinări suprapuse.
Îmbinările în T (Fig. 11, b) sunt utilizate pe scară largă în sudarea cu arc; sunt realizate fără margini teșite și cu margini teșite pe o parte sau pe ambele părți. Foaia verticală trebuie să aibă o margine tăiată suficient de uniform. Cu teșirea pe o singură față și pe două fețe a marginii unei foi verticale, un spațiu de 2-
3 mm pentru o mai bună penetrare a foii verticale pe toată grosimea ei. Teșirea unilaterală este utilizată dacă designul produsului nu permite sudarea îmbinării tee pe ambele părți.
Îmbinările de colț sunt utilizate la sudarea diferitelor margini prefinisate ale tablelor și sunt prezentate în fig. 11, c. Piesele care trebuie sudate sunt situate într-un unghi drept sau alt unghi și sunt sudate de-a lungul marginilor. Astfel de conexiuni sunt utilizate în principal la sudarea rezervoarelor care funcționează sub o ușoară presiune internă a unui gaz sau lichid. Uneori, îmbinările de colț sunt sudate și din interior, așa cum se arată prin linia punctată din fig. 11, c (stânga).
Îmbinările cu fante (Fig. 11, d) sunt utilizate atunci când lungimea unei cusături normale de suprapunere nu oferă suficientă
|
|
|
|
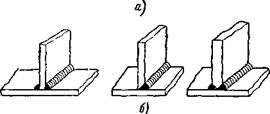
Fig 12 Îmbinări sudate: a - capăt, sau lateral, b-cu suprapuneri, c - nituri electrice//
putere precisă. Conexiunile cu fante sunt de tip închis sau deschis. Tăierea se face de obicei prin tăiere cu oxigen.
Conexiunile de capăt sau laterale sunt prezentate în fig. 12, a. Foile sunt conectate prin suprafețele lor și sudate la capete adiacente.
Conexiunile cu suprapuneri sunt prezentate în fig. 12,
b. Suprapunerea 2, care se suprapune îmbinării foilor 1 și 3, este sudată de-a lungul marginilor laterale la suprafața foilor. Aceste conexiuni necesită un consum suplimentar de metal pentru căptușeli și, prin urmare, sunt utilizate numai în cazurile în care, dintr-un motiv oarecare, nu pot fi înlocuite cu îmbinări cap la cap sau suprapuse.
Legătura cu niturile electrice este prezentată în fig. 12, e. Cu ajutorul niturilor electrice se obțin îmbinări puternice, dar nu etanșe. Foaia de sus este găurită și gaura este sudată astfel încât foaia de jos să fie capturată. În sudarea automată cu arc scufundat, foaia superioară, dacă grosimea sa este mică, nu este pregăurită și este topită de arcul de sudare.
Îmbinările descrise sunt tipice pentru sudarea manuală cu arc a oțelului. La sudarea cu gaz, sudarea cu arc scufundat, sudarea metalelor neferoase cu punct de topire scăzut și în alte cazuri, forma marginilor poate fi diferită. Informații relevante despre acestea vor fi oferite în capitolele următoare când se descriu aceste metode de sudare.
Sudurile sunt împărțite în următoarele grupe:
1. După poziție în spațiu - inferior, orizontal, vertical și tavan (Fig. 33, c). Cel mai ușor de realizat este cusătura de jos, iar cea mai dificilă este tavanul. Cusăturile de tavan pot fi realizate de sudori care au stăpânit special acest tip de sudare. Este mai dificil să se realizeze cusături de tavan cu sudarea cu arc decât cu sudarea cu gaz. Sudarea orizontala si cusături verticale pe o suprafață verticală este ceva mai dificilă decât sudarea cusăturilor inferioare.
2. În raport cu eforturile curente - flanc, capăt sau frontal, combinat și oblic (Fig. 13, b).
3. În lungime - continuu, sau continuu și intermitent (Fig. 13, c). Cusăturile întrerupte sunt utilizate în cazurile în care conexiunea nu trebuie să fie strânsă, iar calculul rezistenței nu necesită o cusătură continuă.
Pentru o cusătură intermitentă, lungimea secțiunilor sale individuale (/) este de la 50 la 150 mm; distanța dintre secțiunile cusăturii este de obicei de 1,5-2,5 ori lungimea secțiunii; valoarea lui t se numește sh a - g o m seam. Sudurile intermitente sunt folosite destul de larg, deoarece economisesc metalul de sudare, costurile și timpul de sudare.
4. După gradul de convexitate - normal, convex și concav (Fig. 13, d). Convexitatea cusăturii a" depinde de tip
|
|

a- în funcție de poziția în spațiu, b- în raport cu forța care acționează, c de-a lungul lungimii peretelui, d- în funcție de gradul de convexitate al suprafeței de sudură
electrozi utilizați: electrozii acoperiți subțiri dau o cusătură cu o umflătură mare; cu electrozi acoperiți gros, datorită fluidității mai mari a metalului topit, se obțin de obicei suduri normale.
|
|
Studiile au arătat că cusăturile cu o umflătură mare nu măresc rezistența cusăturii, mai ales dacă îmbinarea sudată este supusă la sarcini și vibrații variabile. Acest lucru se explică prin faptul că, în cazul sudurilor cu o umflătură mare, este imposibil să se obțină o tranziție lină de la cordonul de sudură la metalul de bază și în acest loc se formează ceva ca o „decupare” a marginii sudurii, unde o are loc o concentrare semnificativă a tensiunilor.
Prin urmare, sub acțiunea unor sarcini variabile, de șoc sau vibrații, din acest loc poate începe distrugerea îmbinării sudate. Cusăturile cu o convexitate mare sunt neeconomice, deoarece implementarea lor consumă mai mulți electrozi, timp și energie electrică.
5. După tipul de conexiune - cap la cap și colț (ax-
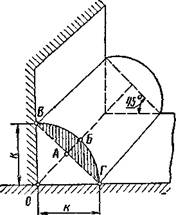
Orez. 14, Sutură de colț (rola). Se folosesc suduri de filet - "
Xia la conexiuni într-o suprapunere, cap la capăt, conexiuni de colț și conexiuni cu suprapuneri. Partea laterală a sudurii de filet (Fig. 14) este piciorul. Zona umbrită AVBG caracterizează gradul de convexitate al sudurii față de cea normală și nu este luată în considerare la determinarea rezistenței îmbinării sudate. Sudurile de filet sunt realizate astfel încât picioarele lor să fie egale, adică OB - OG \u003d k. Unghiul dintre laturile OG și VG este de 45 °.
O îmbinare sudata este o secțiune a unei structuri, ale cărei elemente individuale sunt conectate prin sudare. Este format din unul sau mai multe suduri, zonele adiacente ale metalului de bază, numite zone afectate de căldură, precum și zonele adiacente ale metalului de bază care nu a suferit modificări structurale ca urmare a sudării.
O sudură se numește metal cristalizat, care a fost în formă topit în timpul sudării.Cusăturile determină forma geometrică, rezistența și continuitatea metalului în zona de sudare. Proprietățile unei îmbinări sudate sunt afectate de caracteristicile metalului de sudură, zonele afectate de căldură și zonele metalului de bază adiacente acestora.
Tipuri de îmbinări sudate
În funcție de tipul de conexiune, sudurile sunt împărțite în următoarele grupuri:
- Sudurile cap la cap sunt folosite pentru a obține îmbinări cap la cap. Ele sunt de obicei efectuate continuu. semn distinctiv suduri cap la cap este forma muchiilor de tăiere ale pieselor sudate în secțiune transversală. Canelarea vă permite să pregătiți locul sudării, oferind acces eficient la arc și pătrunderea completă a marginilor pe toată grosimea. Se disting următoarele tipuri de cusături - una și două fețe fără margini tăiate, cu tăiere pe una sau două fețe a uneia dintre margini, cu tăiere pe o singură față a ambelor margini, cu un „V” sau „X” -tăiere în formă, cu tăiere pe două fețe a ambelor margini. Tăierea este formată fie din linii drepte, fie se folosește o tăietură în formă de U.
- Sudurile de filet sunt folosite pentru a obține îmbinări în T, în cruce, în colț, în îmbinări. Se disting prin forma pregătirii marginilor și prin continuitatea cusăturii pe lungime. După formă secțiune transversală sudurile de filet sunt împărțite în următoarele tipuri - fără margini de tăiere, cu tăiere pe una sau două fețe a marginilor. Din punct de vedere al lungimii, sudurile în filet se realizează continuu, intermitent, cu o dispunere de cusături eșalonată sau în lanț.
- Varietățile tipurilor de suduri de mai sus sunt cele din plută și cu fante, efectuate în îmbinări cu suprafețe, rareori în îmbinări în T. Cel crestat se formează cu pătrundere completă a foii superioare, și uneori ulterioare, și cu pătrundere parțială a elementului inferior (foie sau piesă). Plug (sau spot), în sudarea cu arc se numește un nit electric, este un caz special al unei cusături cu fante. La sudarea foilor groase, cusăturile cu fante pot fi realizate de-a lungul găurilor pregătite în prealabil (pentru sudarea prin cep) sau fante (pentru cusături continue).
Tipuri de suduri după poziție în spațiu
După amplasare în spațiu sunt: inferior, orizontal, vertical și plafon. 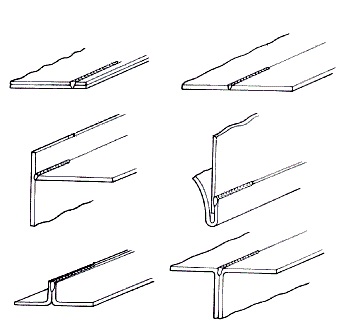
- Sudarea în poziția inferioară se efectuează pe o suprafață orizontală situată dedesubt. Aceasta este metoda cea mai simplă din punct de vedere tehnologic în implementarea sa. conditii favorabile pentru a obține suduri de înaltă calitate, acestea se explică prin faptul că metalul topit intră în bazinul de sudură pe direcția gravitației, iar bazinul în sine este situat în poziție orizontală. În plus, această poziție este cea mai convenabilă pentru lucrător și pentru execuția procesului, precum și pentru monitorizarea acestuia. Sudurile de filet în îmbinările suprapuse, având un picior de până la 10 mm, în poziția inferioară se realizează într-un singur strat cu electrozi cu diametrul mai mic de 5 mm fără vibrații transversale. Sudurile de filet în îmbinările în T, al căror picior depășește 10 mm, sunt efectuate într-un singur strat cu mișcări transversale într-un triunghi, care persistă la rădăcina cusăturii.
- Sudare cusături orizontale efectuate orizontal pe un plan vertical. Acest proces prezintă o oarecare dificultate din cauza fluxului de metal către marginea inferioară. Ca rezultat, se poate forma o tăietură de-a lungul marginii superioare. Sudarea sudurilor de filet în îmbinările suprapuse, realizate în poziție orizontală, nu este dificilă. Conform tehnicii de execuție, seamănă cu sudarea în poziția inferioară și depinde de ce picior al cusăturii trebuie să fie obținut.
- Sudarea cusăturilor verticale se realizează pe o suprafață verticală folosind metodele „de jos în sus” sau „de sus în jos”. Când sudați în sus, metalul de pe partea inferioară ține metalul care curge în jos de sus. Dar aspectul cusăturii în același timp este aproximativ solzos. La sudarea în vale, obținerea unei pătrunderi de înaltă calitate este mult mai dificilă.
- Sudare cusături de tavan presupune implementarea racordarii elementelor pe tavan si este cel mai greu de realizat. La sudarea cusăturilor de tavan, este dificil să se elibereze gaze și zguri din metalul bazinului de sudură. Proprietățile sudurii în acest caz sunt mai mici decât caracteristicile similare realizate în alte poziții spațiale.
Alte semne de clasificare a sudurilor
După configurație se disting următoarele tipuri de suduri: longitudinale - rectilinie și curbilinii, inelare.
- Sudarea cusăturilor longitudinale pe piesele de prelucrat de lungime considerabilă necesită pregătirea atentă a metalului destinat sudării. Suprafața pieselor de prelucrat nu trebuie să fie ondulată, bavurile marginilor trebuie curățate. Sudarea cusăturilor longitudinale se realizează cu curățarea obligatorie a marginilor de rugină, murdărie și alți contaminanți, precum și îndepărtarea umezelii de pe suprafața acestora.
- Sudarea cusăturilor circumferențiale, în special cu diametre mici ale produsului, necesită ajustarea modului de sudare utilizat pentru cusăturile longitudinale ale metalului de aceeași grosime. În cazul diametrelor mici, formarea de înaltă calitate a cusăturii se realizează prin reducerea curentului de sudare.
În funcție de forma suprafeței exterioare, sudurile sunt convexe, concave și plate. Sudurile plate și concave funcționează bine sub sarcini dinamice datorită absenței unei tranziții perceptibile de la sudură la metalul de bază.
În funcție de condițiile de lucru, sudurile sunt împărțite în lucru, percepând direct sarcinile, și de conectare, concepute pentru a fixa părți ale unei piese sau structuri.
Geometria sudării
Parametrii geometrici generali care caracterizează sudurile includ: lățimea, concavitatea, convexitatea, rădăcina sudurii.
- Lățimea este distanța dintre liniile vizibile de fuziune ale cusăturii.
- Concavitatea se măsoară prin distanța dintre planul care trece de-a lungul liniilor vizibile ale limitelor sudurii și metalul de bază și suprafața situată în punctul de concavitate maximă. Rădăcina concavă a sudurilor cap la cap este considerată un defect al reversului, poate avea suduri unilaterale.
- Convexitatea sudurii este determinată de distanța dintre planul care parcurge liniile vizibile ale limitelor metalului de bază și sudurii și suprafața sudurii în punctul de convexitate maximă.
- Rădăcina este partea cusăturii, cât mai departe posibil de suprafața frontală, care este, în esență, reversul.
Sudurile în colț se caracterizează prin următoarele parametrii dimensionali: picior, grosime, înălțime calculată.
- Piciorul sudurilor de filet este cea mai scurtă distanță de la suprafața primului element de sudat până la limita sudurii de pe suprafața celui de-al doilea element. Piciorul este un parametru al modului care trebuie respectat în timpul. În îmbinările filetate pentru sudarea produselor de aceeași grosime, piciorul cusăturii poate fi specificat de grosimea marginilor. Pentru îmbinările de colț și tee, piciorul este luat egal cu grosimea materialelor și când conexiune tee produse de diferite grosimi, este echivalat cu grosimea unui element mai subțire. Piciorul trebuie să fie de dimensiuni suficiente pentru a asigura rezistența conexiunii, dar valoarea sa prea mare poate provoca deformații de sudare.
- Grosimea sudurii de filet este distanța maximă de la suprafața sa până la punctul de cea mai mare penetrare a metalului de bază.
- valoarea înălțimea estimată folosit pentru a evalua rezistența unei îmbinări sudate.
Pentru sudurile de filet, o formă de suprafață concavă cu o tranziție lină la metalul de bază este considerată favorabilă. Acest lucru se datorează faptului că în suduri de filet este dificil să sudezi rădăcina până la grosimea sa completă, mai ales când sudezi cu un electrod înclinat.
În procesul de control al calității produselor reale, piciorul și grosimea sunt măsurate folosind diverse șabloane.
Pe indicatori calitativiÎmbinările sudate sunt influențate de mulți factori care trebuie luați în considerare la alegerea tipului de îmbinare pentru a obține caracteristicile de performanță necesare pieselor și structurilor sudate.
Sudarea metalelor este folosită în multe industrii. Durabilitatea oricărei structuri depinde de modul în care sunt efectuate aceste lucrări. Calitatea sudurii este afectată de cât de corect este selectat tipul de îmbinare și cusătură. Există o serie de clasificări și tipuri de îmbinări. Este necesar să se ia în considerare principalele tipuri, elemente de îmbinări sudate.
Masuri de securitate
Sudarea este o activitate periculoasă pentru sănătatea și viața umană. Prin urmare, este imposibil să faci fără utilizarea echipamentului individual de protecție în timpul unei astfel de lucrări. Sudarea este însoțită de o serie de factori nocivi: radiații, gaze, picături de metal topit. Prin urmare, va fi necesar următorul set de EIP:
- Costum. Fabricat din țesături de pânză.
- Cizme sau cizme de sudor. În acest caz, șireturile trebuie să fie închise.
- Ochelari de protecție, mască de sudor.
- Respirator de la gazele de sudare.
- Mănuși de pânză.
După cum puteți vedea, aveți nevoie de un set destul de serios. Dar el este cel care se va proteja de arsuri, pierderea vederii, otrăvire. Prin urmare, utilizarea sa este esențială.
Definiţia welding
Foarte des, pe un șantier sau în producție, este necesară conectarea permanentă a planurilor și pieselor metalice. Pentru aceasta, se folosește sudarea, timp în care se formează o cusătură. O astfel de îmbinare devine dintr-o singură piesă datorită procesului de topire a metalului în sine și a materialelor de umplutură (electrozi). Principalele tipuri de îmbinări sudate constau din cusătura în sine, zona de fuziune, zona afectată de căldură și materialul adiacent. Părțile se unesc la nivel intermolecular sau interatomic sub acțiunea temperaturi mari. Există diferite tipuri de îmbinări sudate. GOST 5264-80 conține informații detaliate despre fiecare dintre ele. Mai jos vom analiza toate acestea în detaliu.
la fund
Acest tip este cel mai popular. Se aplică peste tot. Mai mult, sudarea se poate realiza cu orice fel de muchii. Poate fi unilateral si fata-verso, cu captuseala detasabila, nedetasabila si fara ea. Se utilizează pentru următoarele opțiuni de margine: flanșare din două părți sau una, fără ea, precum și în absența marginilor teșite. Dar asta nu este tot. Marginea poate fi, de asemenea, o încuietoare, cu teșituri unilaterale și cu două fețe, simetrice și asimetrice, curbate și rupte și așa mai departe. Tipurile cap la cap de îmbinări sudate sunt diverse și versatile. Este important să urmați tehnologia de lucru pentru a obține o cusătură de calitate. 
unghiular
Această andocare a pieselor este utilizată atunci când se lucrează cu elemente structurale de colț. Uneori există dificultăți cu aderența locurilor greu accesibile. Prin urmare, există o anumită limitare a marginilor care trebuie îmbinate. Sudarea poate fi unilaterală și bifață. Se aplică următoarelor tipuri de muchii:
- Fără teșire.
- Cu flanșă de o margine.
- Cu teșire pe o față și pe două fețe.
- Cu teșit pe ambele margini.
După cum puteți vedea, o serie de elemente de andocare sunt eliminate din cauza complexității sau imposibilității de a le fixa folosind tipuri de colțuri de îmbinări sudate.
Tavrovoe
Acest tip în secțiune arată ca o conexiune în formă de T a pieselor. Dar este tipic și pentru piese, la conectarea cărora a fost folosit un unghi mic de înclinare a unei suprafețe la alta. Sudarea poate fi unilaterală și bifață. Când lucrați cu o astfel de andocare, este pregătit următorul rând de margini:
- Fără teșire.
- Cu versiuni cu o singură față și cu două fețe pe aceeași margine, dar pot fi simetrice sau asimetrice.
- Cu teșire curbilinie pe o singură față și pe două fețe dintr-un plan.
Tipurile de îmbinări sudate vă permit, de asemenea, să lucrați cu o vedere limitată a planurilor.
Conexiune lap și final
Prima andocare este utilizată în cazurile în care este necesară fixarea pieselor cu o suprapunere. Marginile fără teșituri sunt preferate de meșterii care folosesc acest tip. Tipul de îmbinare sudată, capăt, este rar utilizat. Dar totuși se distinge într-un grup separat. În acest fel, părțile laterale ale pieselor sunt conectate. Amintiți-vă că pentru fiecare îmbinare poate fi folosit un tip diferit de cusătură. Pentru confortul de a lucra cu un tabel în care sunt înregistrate toate tipurile de îmbinări sudate, GOST a introdus denumirea literei lor. Fiecare sudor ar trebui să se familiarizeze cu principalele lor caracteristici.

Clasificarea cusăturilor
Există mai multe opțiuni de clasificare:
- După locație față de suprafață - unilateral și pe două fețe.
- La programare - lucru (funcționarea suprafețelor sudate sub sarcină), nefuncționare (fără el).
- După lungime - scurt (până la 250 mm), mediu (până la 1 m), lung (peste un metru).
- După configurație - rectiliniu, curbiliniu.
- În lățime - fir (lățimea este egală cu diametrul electrozilor sau este semnificativ mai mic), lărgit (obținut prin mișcări oscilatorii ale electrozilor).
Tipurile de suduri și îmbinări au mai multe clasificări care ar trebui luate în considerare în detaliu.
După poziție în spațiu
Această clasificare evidențiază următoarele prevederi:
- Inferior. Unghiul de lucru față de orizont este de la 0 la 60°.
- Vertical. Unghi față de sol - de la 60 la 120 °.
- Tavan. Unghiul de lucru se află în intervalul de la 120 la 180°.
Poziția în spațiu poate afecta atât calitatea cusăturii, cât și alegerea tipului de îmbinare.
După gradul de continuitate
Cu această clasificare se disting următoarele tipuri de suduri și îmbinări: continue (nu au goluri pe toată lungimea lor) intermitente (efectuate cu întreruperi). A doua opțiune este mai tipică pentru îmbinările de colț și tee.  Intermitent, la rândul său, poate fi:
Intermitent, la rândul său, poate fi:
- Lanț, când se realizează aceleași lanțuri intermitente de cusături pe ambele părți.
- Șah, când cusăturile pe o parte și pe cealaltă sunt aplicate cu o schimbare una față de cealaltă.
- Punctat. Efectuat cu puncte într-un model de șah pe ambele părți.
Cusăturile continue rezistă la sarcini grele. Sunt mai puțin sensibile la coroziune, deci sunt mai des folosite pentru suprafețele de lucru.
După tipul îmbinării sudate
Această clasificare distinge următoarele tipuri de cusături:
- la fund.
- unghiular. Este folosit în tee, andocare, îmbinări de colț.
- Proplavnoy. Tipic pentru articulațiile tee și lap. În acest caz, grosimea suprafețelor nu trebuie să depășească 10 mm.
- Electronituire. Folosit și pentru îmbinări în tee și articulații. Prima suprafață este găurită mai întâi. Prin el, al doilea este prins prin sudare. Dacă grosimea primei suprafețe nu este mai mare de 3 mm, aceasta nu este găurită. Astfel de foi sunt străpunse prin sudură. Structurile sunt puternice, dar libere.
- Sfârșit. Se aplică la cuplarea suprafețelor laterale ale pieselor (fețe de capăt).
După cum puteți vedea, tipurile de suduri și îmbinări sunt interconectate în conformitate cu această clasificare. Au chiar o serie de nume identice.
Conform datelor de profil ale secțiunii
Dacă orice îmbinare cap la cap este tăiată, atunci puteți determina cu precizie tipul de cusătură în conformitate cu această clasificare:
- Convex. Se aplică produselor care suferă de încărcare statică. considerat a fi consolidat. La realizarea unei astfel de cusături, se utilizează un număr mare de electrozi.
- Concav. Tipic pentru structuri cu sarcină dinamică și alternativă. Considerat slăbit.
- Normal. Se recomandă utilizarea la fel ca pentru concav.
Tipurile de tee și colțuri ale îmbinărilor sudate implică un alt tip de cusătură - una specială. Dacă o luăm în secțiune, se va vedea că unul dintre catete va fi mai mare, adică se obține un triunghi isoscel. Folosit pentru produse cu sarcină variabilă. Reduce stresul. 
În direcția eforturilor
Această clasificare este legată de tehnologia de sudare. Deci, cusăturile sunt:
- Longitudinal. Forța este direcționată de-a lungul axei cusăturii.
- Transversal. Direcția efortului transversal.
- Combinate. Uneori, modelele necesită o combinație de mai multe tipuri de efort. De exemplu, atât transversal cât și longitudinal.
- Oblic. Forța se aplică la un unghi.
După numărul de straturi
Există doar două tipuri de cusături în contextul acestei clasificări: cu un singur strat și cu mai multe straturi. În plus, sunt cu o singură trecere și cu mai multe treceri. Dacă totul este clar cu prima opțiune, atunci a doua este caracterizată de prezența mai multor definiții noi:
- Trece. Cu cuvinte simple, aceasta este o trecere unică prin locul de aderență prin sudare.
- rola. Acesta este numele părții din metalul topit obținut într-o singură trecere. Apropo, stratul de cusătură poate consta din una sau mai multe role realizate la același nivel.
- Rădăcina cusăturii. Aceasta este cea mai îndepărtată rolă de la nivelul de față.
Tipul de îmbinare sudata cu mai multe straturi, cu treceri multiple este utilizat pentru a lipi materiale groase și pentru a reduce zona de încălzire. Aceeași clasificare a evidențiat tipuri suplimentare de suduri și îmbinări. GOST i-a desemnat ca:
- Gătitul. O parte mai mică a cusăturii pregătitoare pe două fețe. Efectuat pentru a preveni burn-through-ul la efectuarea altor niveluri. Sau aplicat ultima dată la rădăcina cusăturii.
- Confruntare. Numele în sine vorbește de la sine. Se execută pentru partea din față a unei cusături pe mai multe niveluri. Îmbunătățește aspectul.
Cusăturile pe mai multe rânduri sunt de obicei complexe. Au nevoie de acuratețe și profesionalism.
Erori inadmisibile
Tipurile de îmbinări sudate și tipurile de suduri trebuie efectuate conform tehnologiei.  Calitatea muncii este direct legată de funcționarea ulterioară a produselor, structurilor. Următoarele erori nu trebuie permise în timpul sudării:
Calitatea muncii este direct legată de funcționarea ulterioară a produselor, structurilor. Următoarele erori nu trebuie permise în timpul sudării:
- Decupat, arde. Se formează în timpul expunerii termice prelungite până la un punct.
- Lipsa fuziunii Efect termic insuficient de lung, în urma căruia se formează o bază prost curățată. Structura este nesigură.
- Incluziuni de zgură. Poate apărea din cauza electrozilor de proastă calitate.
- Porii. Format ca urmare a apariției stropilor de metal fierbinte. Reglați temperatura de sudare.
- Crăpături. Poate apărea când este andocat tipuri diferite metal. Pot avea puncte de topire diferite.
- Cavități. Formare sub aflux de goluri. Acest lucru este plin de apariția de fisuri în timpul funcționării.
- Non-fuziune. Cauze: temperatură insuficientă pentru sudare, suprafață prost curățată, lipsă de topire.
Toate acestea pot afecta și mai mult calitatea structurilor și produselor metalice.
Control de calitate
Performanţă lucrari de sudare necesită control de calitate. Se poate face în mai multe moduri:
- inspectie vizuala. Va ajuta la detectarea erorilor vizibile: pori, fisuri, incluziuni de zgură.
- Măsurare. Cu ajutorul instrumentelor de măsurare se controlează lungimea și lățimea cusăturii. Respectarea termenilor de referință și GOST este verificată.
- Proba de etanșeitate. Necesar pentru unele tipuri de structuri. Se verifică folosind o sertizare specială.
- Aparate de control si masura. Noile tehnologii și-au găsit aplicația în acest domeniu.
- Cercetare de laborator. Testat prin reacții fizice și chimice.
Desigur, calitatea muncii depinde de experiența și calificările sudorului.  El va determina cu ușurință posibilitatea de a efectua un anumit tip de lucru, compatibilitatea materialului, va selecta conexiunea și cusătura dorite și va efectua munca la nivelul corespunzător. Un sudor bun a fost și va fi întotdeauna valoros. Dar acest lucru se învață atât teoretic, cât și practic. Pentru unii, durează ani.
El va determina cu ușurință posibilitatea de a efectua un anumit tip de lucru, compatibilitatea materialului, va selecta conexiunea și cusătura dorite și va efectua munca la nivelul corespunzător. Un sudor bun a fost și va fi întotdeauna valoros. Dar acest lucru se învață atât teoretic, cât și practic. Pentru unii, durează ani.
Concluzie
După cum am menționat mai devreme, sudarea este un complex proces tehnologic care necesită abilități și cunoștințe profesionale. De asemenea, nu uitați de echipamentul individual de protecție. Ele vor ajuta la evitarea arsurilor corneei ochiului, care este dăunătoare pielii de expunere termică. Dacă trebuie să utilizați sudarea pentru structuri complexe, este mai bine să aveți încredere într-un profesionist.  Și totul pentru că fiabilitatea structurii în sine va depinde de calitatea lucrărilor efectuate în viitor. Pentru a câștiga experiență, este mai bine să începeți cu produse simple. În acest caz, tehnologia lucrărilor de sudare și măsurile de siguranță trebuie respectate cu strictețe. Trebuie înțeles că pregătirea marginii joacă un rol important. Prin urmare, trebuie să curățați cu atenție suprafața înainte de a începe lucrul. De asemenea, la sfârșitul acestora, cusătura trebuie curățată de zgură. Uneori devine neuniform. Acest lucru nu poate fi văzut în spatele stratului de zgură care rămâne din electrod. Așadar, am aflat principalele tipuri de suduri și îmbinări.
Și totul pentru că fiabilitatea structurii în sine va depinde de calitatea lucrărilor efectuate în viitor. Pentru a câștiga experiență, este mai bine să începeți cu produse simple. În acest caz, tehnologia lucrărilor de sudare și măsurile de siguranță trebuie respectate cu strictețe. Trebuie înțeles că pregătirea marginii joacă un rol important. Prin urmare, trebuie să curățați cu atenție suprafața înainte de a începe lucrul. De asemenea, la sfârșitul acestora, cusătura trebuie curățată de zgură. Uneori devine neuniform. Acest lucru nu poate fi văzut în spatele stratului de zgură care rămâne din electrod. Așadar, am aflat principalele tipuri de suduri și îmbinări.
O îmbinare sudata este o secțiune a unei structuri în care elementele sale individuale sunt conectate prin sudare. O îmbinare sudată include o sudură, o zonă adiacentă a metalului de bază cu modificări structurale și de altă natură ca urmare a acțiunii termice a sudării (zona afectată de căldură) și zonele metalului de bază adiacente acestuia.
O sudură este un metal cristalizat care a fost în stare topit în timpul procesului de sudare.
Proprietatea unei îmbinări sudate este determinată de proprietățile metalului sudurii în sine și ale zonei de metal de bază adiacente sudurii - zona afectată de căldură. De asemenea, este necesar să se ia în considerare o parte din metalul de bază adiacent zonei afectate de căldură și să se determine concentrația de tensiuni la punctul de tranziție de la metalul de sudură la metalul de bază și deformațiile plastice din zona afectată de căldură, care afectează natura si distributia fortelor care actioneaza in imbinarea sudata.
În funcție de forma conjugării elementelor sudate, se pot distinge următoarele tipuri principale de îmbinări sudate:
|
Tipul conexiunii |
Definiție |
Imagine |
|
1. fundul |
Elementele constitutive sunt situate în același plan sau pe aceeași suprafață |
|
|
2. Poala |
Este o îmbinare sudata in care elementele de sudat sunt paralele si se suprapun |
 |
|
3. în formă de T |
O îmbinare sudata în care un alt element se învecinează cu suprafața laterală a unui element într-un unghi și este sudat cap la cap |
 |
|
4. unghiulară |
Legătura sudată a două elemente situate în unghi drept și sudată la joncțiunea marginilor acestora |
 |
Sudurile sunt împărțite în funcție de forma secțiunii transversale în cap și file. O variație a acestor tipuri sunt pluta și cusăturile cu fante, realizate în îmbinări în poală. După forma în direcția longitudinală, se disting cusăturile continue și intermitente.
Cu ajutorul articulațiilor cap la cap se formează în principal articulațiile cap la cap, cu ajutorul sudurilor de filet - îmbinări în T, în cruce, colț și lap, cu ajutorul plutei și a cusăturilor cu fante se pot forma îmbinări în T și uneori.
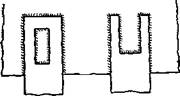
Sudurile cap la cap, de regulă, sunt continue; o trăsătură distinctivă a acestora este de obicei forma muchiilor tăietoare ale pieselor care urmează să fie îmbinate în secțiune transversală. Pe această bază, se disting următoarele tipuri principale de suduri cap la cap: cu flanșare de margine (vezi Fig. 1, a); fără margini de tăiere - unilateral și ambele fețe (vezi Fig. 1, b); cu tăiere cu o margine - unilateral, cu două fețe; cu o formă de tăiere rectilinie sau curbilinie (vezi Fig. c); cu tăiere pe o singură față a două margini; cu o canelură în formă de V (vezi Fig. 1, d); cu tăiere bilaterală a două margini; Tăiere în formă de X (vezi Fig. 1, e). Canelura poate fi formata din linii drepte (margini tesite) sau sa aiba o forma curbilinie (canelura in forma de U, vezi Fig. 1, e).
Orez. 1. Pregătirea marginilor sudurilor cap la cap: a - cu flanșare a marginilor; b - fără margini tăietoare: c - cu tăiere cu o margine: d - cu tăiere unilaterală a două margini; e - cu o canelură în formă de X cu două muchii: e - cu o canelură în formă de U
Sudurile de filet se disting prin forma pregătirii muchiilor de sudat în secțiune transversală și continuitatea sudurii pe lungime.
După forma secțiunii transversale, cusăturile pot fi fără margini tăietoare (vezi Fig. 2, a), cu tăiere unilaterală a marginii (vezi Fig. 2, 6). cu tăierea pe două fețe a marginilor (vezi Fig. 2, c). Din punct de vedere al lungimii, sudurile de filet pot fi continue și intermitente, răsucite, cu o dispoziție eșalonată și în lanț a segmentelor de cusătură. în formă de T, poală și conexiuni de colt se poate realiza cu segmente de cusături de lungime mică - cusături spot.
Orez. 2. Pregătirea muchiilor sudurilor în filet ale îmbinărilor în T: a - fără tăiere; b - cu tăiere unilaterală; c - cu bilateral
tăiere
Cusăturile de plută din punct de vedere al formei lor în plan (vedere de sus) au de obicei o formă rotundă și se obțin ca urmare a pătrunderii complete a părții superioare și a pătrunderii parțiale a foilor inferioare - sunt adesea numite nituri electrice, sau prin topirea vârfului foaie printr-o gaură făcută anterior în foaia de sus.
Cusăturile de coadă, de obicei de formă alungită, sunt obținute prin sudarea foii de sus (acoperire) la partea inferioară sudare în filet tăieturi în jurul perimetrului. În unele cazuri, slotul poate fi umplut complet.



