Cum se sudează o piesă cu un unghi uniform prin sudare. Tehnologia de sudare manuală cu arc Partea 3 Tehnologia de sudare manuală cu arc
Nu este un secret că în timpul sudării metalului se realizează mișcarea electrozilor. Aceste mișcări sunt adesea denumite oscilatorii. Există multe abordări tehnologice lucrari de sudare metal. Electrodului în timpul procesului de sudare, indiferent de metoda utilizată, i se spune să se mute trei directii diferite.
Prima mișcare se numește translație, în care mișcarea este de-a lungul axei electrodului. În funcție de viteza de topire, mișcarea de translație menține o lungime constantă a arcului, care nu trebuie să depășească 0,5-1,2 din diametrul electrodului. Lungimea arcului depinde de marca electrodului și de condițiile de sudare. Formarea cusăturii se deteriorează odată cu scăderea lungimii arcului și există și posibilitatea unui scurtcircuit (scurtcircuit abreviat). O creștere a arcului este cauza unei creșteri a stropirii metalului electrodului și a unei scăderi a calității sudurăîn formă şi proprietăţile sale (mecanice).
a doua mișcare este deplasarea electrodului de-a lungul axei pentru a forma o cusătură. Diametrul electrodului, puterea curentului (constant sau variabil) și viteza de topire a electrodului determină viteza electrodului. În absența deplasărilor transversale ale electrodului, cusătura este îngustă (filetată), a cărei lățime este de aproximativ 1,5 din diametrul electrodului utilizat. Această cusătură este utilizată la sudarea tablelor subțiri de metal.
Ultima mutare este deplasarea electrodului pentru a regla lățimea cusăturii și adâncimea de topire a metalului. Aceste mișcări oscilatorii necesită o înaltă calificare a sudorului și a abilităților sale și sunt determinate și de caracteristicile materialului care se sudează, de poziția și dimensiunea sudurii. Lățimea cusăturii, când se utilizează mișcări oscilatorii transversale, variază cu 1,5-5 din diametrul electrodului utilizat.
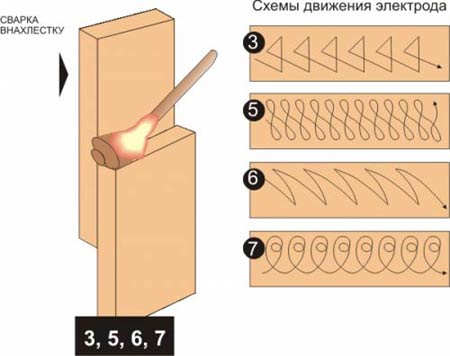
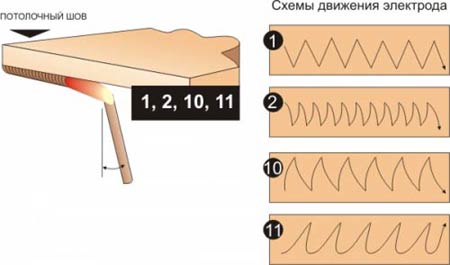
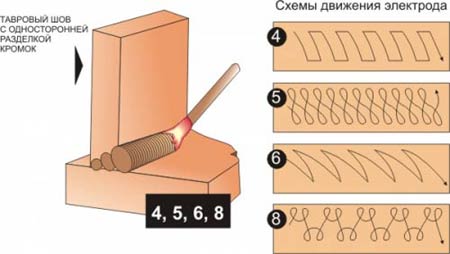
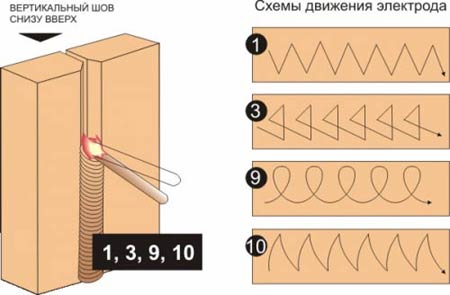
Mișcarea competentă și corectă din punct de vedere tehnic a electrodului este sarcina și condiția principală pentru obținerea unei cusături de înaltă calitate atunci când se efectuează lucrări de sudare. Este importantă o anumită tehnică pentru efectuarea mișcărilor oscilatorii ale electrodului, precum și raționalitatea mișcării acestuia. Există mai multe moduri comune de a realiza o cusătură de calitate. aplicat în orice situaţie cu care sudorul efectuează mișcări în timpul sudării. Acestea sunt mișcările „osului de pește” (a), unghiului (b), „mișcării în spirală” (c), „mișcării semilunii” (d). Fig.1
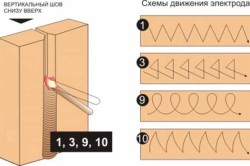
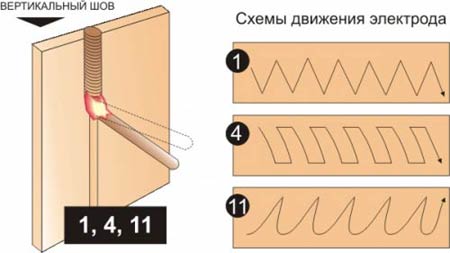
Când sudați o sudură verticală, este cel mai convenabil să afișați toate modalitățile mișcări oscilatorii ale electrodului, in plus, aceasta este o operatie foarte des folosita in sudarea produselor laminate. În același timp, vom omite toate problemele legate de tăierea muchiilor și pregătirea suprafețelor înainte de sudare.
Cu ajutorul mișcărilor oscilatorii ale electrodului în semilună sau în spirală, raftul este depus inițial pe margini cu electrodul, iar apoi metalul este depus în porțiuni mici fără goluri și ruperi, se recomandă sudarea continuă. Sudarea ulterioară a metalului se efectuează treptat, cu electrodul deplasat mai sus, lăsând în urmă, gata Sudură. O altă schemă a mișcării oscilatorii în timpul sudării - la un unghi, prevede mișcarea oscilativă a electrodului folosind o deplasare alternativă în sus și în jos, metalul este depus pe margini fără întreruperi cu o mișcare uniformă a electrodului în sus.
Metodologie" os de hering» caracterizat deplasând electrodul în sus, apoi spre dreapta, apoi coborâți la stânga pe o potecă scurtă. Este de dorit ca picătura de metal să se solidifice la fiecare etapă individuală de sudare între margini. După aceea, electrodul părăsit este mutat în sus la stânga și din nou coborât din punctul de urcare, dar acum în jos spre dreapta. Cu astfel de mișcări graduale cu porțiuni individuale continue, se realizează cusătura de sudură.
Întreținerea corectă a arcului și a mișcării acestuia este cheia sudurii de calitate. Un arc care este prea lung contribuie la oxidarea și nitrurarea metalului topit, stropește picăturile acestuia și creează o structură poroasă a sudurii. O cusătură frumoasă, uniformă și de înaltă calitate se obține cu alegerea corectă a arcului și mișcarea sa uniformă, care poate apărea în trei direcții principale.
Mișcarea de translație a arcului de sudare are loc de-a lungul axei electrodului. Cu această mișcare, se menține lungimea arcului necesară, care depinde de viteza de topire a electrodului. Pe măsură ce electrodul se topește, lungimea acestuia scade, iar distanța dintre electrod și bazinul de sudură crește. Pentru a preveni acest lucru, electrodul ar trebui să fie avansat de-a lungul axei, menținând un arc constant. Este foarte important să mențineți sincronicitatea. Adică electrodul se deplasează spre bazinul de sudură sincron cu scurtarea acestuia.
Mișcarea longitudinală a electrodului de-a lungul axei cusăturii sudate formează așa-numitul cordon de sudare cu fir, a cărui grosime depinde de grosimea electrodului și de viteza de mișcare a acestuia. De obicei, lățimea rolei de sudare a filetului este cu 2 - 3 mm mai mare decât diametrul electrodului. De fapt, aceasta este deja o cusătură de sudură, doar îngustă. Pentru durabil îmbinare de sudare această cusătură nu este suficientă. Și, prin urmare, pe măsură ce electrodul se mișcă de-a lungul axei sudurii, se efectuează o a treia mișcare, îndreptată peste sudare.
Mișcarea transversală a electrodului vă permite să obțineți lățimea necesară a cusăturii. Se realizează prin mișcări oscilatorii de natură alternativă. Lățimea oscilațiilor transversale ale electrodului este determinată în fiecare caz individual și depinde în mare măsură de proprietățile materialelor sudate, de dimensiunea și poziția sudurii, de forma canelurii și de cerințele pentru îmbinarea sudată. De obicei, lățimea cusăturii se află în intervalul 1,5 - 5,0 diametre ale electrodului.
Astfel, toate cele trei mișcări sunt suprapuse una peste alta, creând o traiectorie complexă a mișcării electrodului. Aproape fiecare meșter experimentat are propriile sale abilități în alegerea traiectoriei electrodului, scriind cifre complicate cu capătul său. Traiectoriile clasice ale mișcării electrodului în sudarea manuală cu arc sunt prezentate în fig. 1. Dar, în orice caz, traiectoria mișcării arcului trebuie aleasă astfel încât marginile pieselor care urmează să fie sudate să fie topite odată cu formarea cantității necesare de metal depus și a unei anumite forme de sudură.
Dacă cusătura nu este finalizată înainte ca lungimea electrodului să scadă atât de mult încât trebuie înlocuit, atunci sudarea este oprită temporar. După înlocuirea electrodului, îndepărtați zgura și reluați sudarea. Pentru a finaliza cusătura ruptă, se aprinde un arc la o distanță de 12 mm de adâncitura formată la capătul cusăturii, numită crater. Electrodul este returnat în crater pentru a forma o fuziune a electrozilor vechi și noi, apoi electrodul începe să se miște din nou de-a lungul traiectoriei alese inițial.
 |
|
 |
 |
 |
 |
 |
|
 |
 |
Schema de sudare cu arc
Ordinea de umplere a cusăturii de-a lungul secțiunii transversale și a lungimii determină capacitatea îmbinării sudate de a percepe sarcinile date, afectează amploarea tensiunilor interne și a deformărilor în masa de sudare.
Cusăturile se disting: scurte - a căror lungime nu depășește 300 mm, medie - 300 - 100 mm lungime și lungă - peste 1000 mm. În funcție de lungimea cusăturii, umplerea acesteia poate fi efectuată conform diferitelor scheme de umplere prin sudură, care sunt prezentate în Fig. 2.
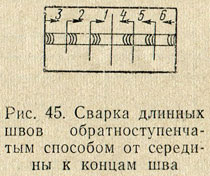
În același timp, cusăturile scurte sunt umplute într-o singură trecere - de la începutul cusăturii până la sfârșitul acesteia. Rosturile de lungime medie pot fi umplute prin metoda pasului invers sau de la mijloc la capete. Pentru a efectua metoda de umplere inversă, cusătura este împărțită în secțiuni a căror lungime este de 100-300 mm. În fiecare dintre aceste secțiuni, umplerea cusăturii se realizează în direcția opusă direcției generale de sudare.
Dacă o trecere a arcului de sudură nu este suficientă pentru umplerea normală a cusăturii, se aplică cusături multistrat. În acest caz, dacă numărul de straturi suprapuse este egal cu numărul de treceri, cusătura se numește multistrat. Dacă unele straturi sunt efectuate în mai multe treceri, astfel de cusături se numesc multistrat. Schematic, astfel de cusături sunt prezentate în Fig. 3.
Din punct de vedere al productivității muncii, sudurile cu o singură trecere sunt cele mai potrivite, care sunt preferate la sudarea metalelor de grosime mică (până la 8-10 mm) cu tăierea preliminară a muchiilor.
Dar pentru structurile critice (recipiente sub presiune, structuri portante etc.), acest lucru nu este suficient. Tensiunile interne care apar în timpul procesului de sudare pot cauza fisuri în cusătură sau în zona afectată de căldură din cauza ductilității insuficiente a cusăturii și a rigidității ridicate a metalului de bază. La sudarea produselor cu rigiditate relativ scăzută, tensiunile interne provoacă deformari (deformații) locale sau generale ale structurii sudate. În plus, la sudarea metalelor cu o grosime mai mare de 10 mm. apar tensiuni volumetrice si creste riscul de fisurare. În astfel de cazuri, se iau o serie de măsuri pentru a reduce tensiunile și deformațiile: se folosesc suduri cu o secțiune transversală minimă, sudură cu cusături multistrat, sutura prin „metode în cascadă” sau „alunecare”, răcire sau încălzire forțată.
Când sudați cu un "glis", mai întâi, la baza marginilor tăiate, este așezat primul strat, a cărui lungime nu trebuie să depășească 200 - 300 mm. După aceea, primul strat este acoperit cu al doilea, a cărui lungime este cu 200 - 300 mm mai mare decât primul. Al treilea strat se aplică în același mod, suprapunându-l pe al doilea cu 200 - 300 mm. Astfel, umplerea este continuată până când numărul de straturi din zona primei cusături este suficient pentru umplere. Următorul strat se aplică la capătul primului strat, suprapunându-l pe ultimul (dacă lungimea cusăturii permite) cu aceeași 200 - 300 mm. Dacă prima cusătură a fost așezată nu la începutul cusăturii, ci în partea de mijloc, atunci dealul se formează secvenţial în ambele direcţii (Fig. 2, e). Deci, formând un diapozitiv, umpleți în mod constant întreaga cusătură. Avantajul acestei metode este că zona de sudare este întotdeauna în stare încălzită, ceea ce îmbunătățește calitățile fizice și mecanice ale sudurii, deoarece solicitările interne sunt minime și se previn fisurile.
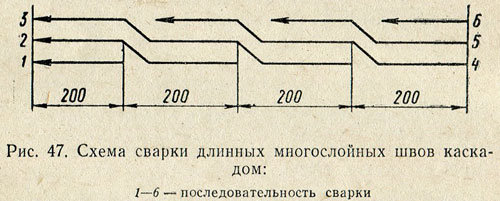
„Metoda în cascadă” de umplere a unei cusături este în esență aceeași „alunecare”, dar este efectuată într-o secvență ușor diferită. Pentru a face acest lucru, piesele sunt interconectate „pe chinuri” sau în dispozitive speciale. Se așează primul strat, iar apoi, retrocedând de la primul strat la o distanță de 200 - 300 mm, se așează al doilea strat, captând zona primului (Fig. 2, e). Continuând în aceeași ordine, umpleți întreaga cusătură.
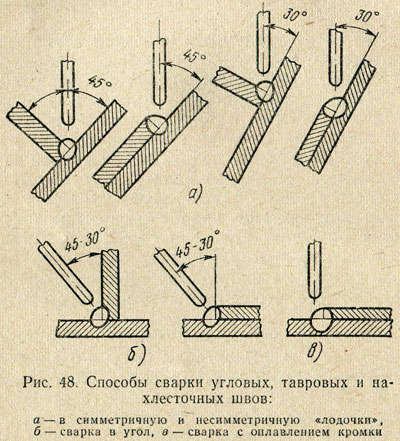
Sudurile în filet (fig. 4) pot fi efectuate în două moduri, fiecare având propriile avantaje și dezavantaje. Când sudați „în colț”, este permis un spațiu mai mare între părți (până la 3 mm), asamblarea este mai ușoară, dar tehnica de sudare este mai complicată. În plus, sunt posibile depășiri și căderi, productivitatea este redusă datorită necesității de a suda cusături cu secțiuni mici într-o singură trecere, al căror picior este mai mic de 8 mm. Sudarea cu barca permite picioarele mari de sudură într-o singură trecere și, prin urmare, este mai productivă. Cu toate acestea, o astfel de sudare necesită o asamblare atentă.
Tehnici specificate sudare cu arc au fost considerate în pozițiile inferioare ale cusăturii, a căror implementare este cea mai puțin laborioasă. În practică, este adesea necesar să cusături orizontale pe plan vertical, sudare verticală și tavan. Pentru a efectua aceste lucrări, se folosesc aceleași tehnici ca și pentru cusăturile cu o poziție inferioară, dar laboriozitatea lucrării și unele caracteristici tehnologice necesită o abordare mai detaliată și modificări ale unor metode.
La sudarea unor astfel de cusături, există posibilitatea de scurgere a metalului topit, ceea ce duce la căderea picăturilor în locuri neumplute cu sudură, dungi de metal topit de-a lungul planurilor orizontale etc.
Având în vedere esența proceselor care au loc în astfel de cusături, am spus că forțele pot ține metalul în baia topit. tensiune de suprafata. Pentru ca aceste forțe să fie suficiente, sudorul trebuie să stăpânească cu măiestrie tehnicile de sudare. Aici este necesar să se reducă curentul de sudare și să se utilizeze electrozi cu secțiune transversală redusă. Acest lucru afectează în cele din urmă productivitatea, deoarece numărul trecerilor de sudare trebuie crescut. Prin urmare, în practică, ei încearcă să adauge un „film de tensiune superficială” în plus față de forțele de tensiune superficială. Esența acestei metode constă în faptul că arcul nu este ținut constant, ci la anumite intervale, adică impulsuri.
Pentru a face acest lucru, arcul este întrerupt în mod constant, aprinzându-l la anumite intervale, permițând metalului topit să se cristalizeze parțial. Aici se manifestă capacitatea sudorului de a alege astfel de intervale atunci când nu are timp să se formeze picior de sudareși în același timp metalul și-ar pierde o parte din fluiditate.
Cusătura tavanului este cea mai dificilă. Prin urmare, a-l conduce cu arderea continuă a arcului este o afacere fără speranță. Sudarea se realizează prin scurtcircuite ale arcului pe bazinul de sudură astfel încât acesta să nu aibă timp să se răcească, reumplendu-l cu noi porțiuni de metal topit.
Atunci când sudați cu această metodă, dimensiunea arcului trebuie monitorizată, deoarece prelungirea acestuia poate cauza decupări nedorite. În plus, la sudarea unor astfel de cusături, se creează condiții nefavorabile pentru eliberarea zgurii din metalul topit, ceea ce poate duce la porozitatea sudurii.
Cusăturile verticale pot fi sudate în două direcții - de jos în sus și de sus în jos. Ambele metode au dreptul de a exista, dar sudarea prin ridicare este întotdeauna de preferat. În acest caz, metalul de dedesubt ține bazinul de sudură, împiedicând răspândirea acestuia.
Când sudați în vale, este mai dificil să țineți bazinul de sudură și, prin urmare, este mult mai dificil să obțineți o cusătură de calitate. Esența acestei metode practic nu diferă de sudarea tavanului și este utilizată atunci când sudarea de ridicare este imposibilă din punct de vedere tehnologic.
Cusăturile orizontale pe un plan vertical au și ele propriile caracteristici. În aceste cusături, este deosebit de dificil să păstrați bazinul de sudură la ambele margini ale pieselor care urmează să fie sudate. Pentru a facilita acest proces, teșirea marginii inferioare nu este efectuată. În acest caz, se obține un raft, care ajută la menținerea bazinului de sudură topit pe loc. Recepția sudării în impulsuri cu aprinderea pe termen scurt a arcului este de asemenea potrivită aici, ca și pentru cusăturile de tavan.
Îndepărtarea zgurii de sudură se realizează cu un ciocan de ciocan. Pentru a face acest lucru, după ce ați așteptat până când piesa de prelucrat s-a răcit atât de mult încât poate fi luată cu mâna, este apăsată ferm pe masă și zgura care acoperă sudarea este îndepărtată cu lovituri de ciocan îndreptate de-a lungul cusăturii. După aceea, cusătura este forjată pentru a elimina tensiunile interne. Pentru a face acest lucru, capul de ciocan este rotit de-a lungul cusăturii și forjarea se efectuează pe toată lungimea sa. Curățarea se finalizează cu o perie de sârmă rigidă, mișcându-l cu mișcări ascuțite mai întâi de-a lungul cusăturii și apoi de-a lungul cusăturii pentru a îndepărta ultima zgură rămasă.
 |
 |
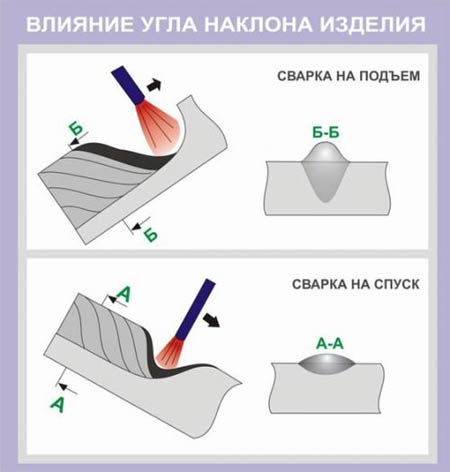
| Orez. 6. : La sudarea în creștere, se observă o adâncime mare de penetrare, precum și altitudine inalta rola. La sudarea în vale, dimpotrivă, adâncimea de pătrundere scade, iar înălțimea sudurii scade. În același timp, lățimea cusăturii practic nu se modifică. | Orez. 7. : Figura arată că la sudarea cu un unghi înapoi, penetrare mai adâncă, și la sudarea cu un unghi înainte, lățimea cusăturii crește și înălțimea margelei scade. |
 |
 |
| Orez. 8. : Poziția bazinului de sudură când piesa de prelucrat, arcul sau electrodul este înclinat. Sudarea în vale, sudarea în sus, sudarea în unghi înainte. | Orez. 9. Influența pregătirii muchiilor pentru sudare la îmbinarea cap la cap. |
 |
 |
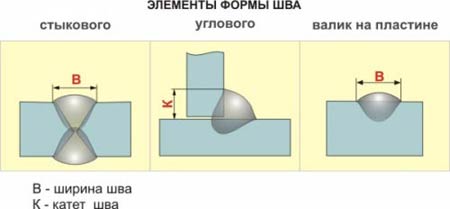
| Orez. 10. : B - latimea sudurii; K - piciorul cusăturii | Orez. unsprezece. : Dacă modificați curentul de sudare în timpul sudării, parametrii secțiunii transversale de sudare se vor modifica. La un curent mai mic, adâncimea de penetrare crește și cordonul de sudură crește. |
Tehnica de manipulare a electrozilor.În timpul sudării, sudorul electric spune capătului electrodului să se miște în trei direcții.
Prima mișcare este de translație, în direcția axei electrodului pentru a menține lungimea arcului necesară l d, care ar trebui să fie l d = (0,5 + 1,1) d uh unde d e - diametrul electrodului, mm.
Lungimea arcului are o mare influență asupra calității sudurii și a formei acesteia. Un arc lung corespunde oxidării intense și nitrurării metalului topit și stropirii sale crescute. La sudarea cu electrozi de tip fluorură de calciu, o creștere a lungimii arcului duce la porozitatea metalului de sudare.
A doua mișcare este de-a lungul axei rolei, pentru a forma o sudură. Viteza de mișcare a electrodului depinde de mărimea curentului, diametrul electrodului, tipul și poziție spațială cusătură. Viteza corectă de mișcare a electrodului de-a lungul axei cusăturii asigură forma și calitatea necesară a sudurii. La o viteză mare de mișcare a electrodului, metalul de bază nu are timp să se topească, drept urmare se formează o adâncime insuficientă de penetrare - lipsă de penetrare. Viteza insuficientă de mișcare a electrodului duce la supraîncălzirea și arderea (prin penetrare) a metalului și, de asemenea, reduce calitatea și productivitatea sudurii. Viteza aleasă corect a mișcării longitudinale a electrodului de-a lungul axei cusăturii vă permite să obțineți lățimea cu 2 - 3 mm mai mare decât diametrul electrodului.
Sudura formată ca urmare a primei și a doua mișcări ale electrodului se numește filet. Se folosește la sudarea metalelor de grosime mică, în timpul lucrărilor de suprafață și la sudarea subdecuvirilor.
A treia mișcare este oscilația capătului electrodului de-a lungul cusăturii pentru a forma o rolă lărgită, care este folosită mai des decât una cu filet. Pentru a forma un cordon lărgit, electrodului i se dau mișcări oscilatorii transversale, cel mai adesea cu o frecvență și amplitudine constante, combinate cu mișcarea de translație a electrodului de-a lungul axei de sudare și a axei electrodului. Mișcările oscilatorii transversale ale electrodului sunt variate și sunt determinate de forma, dimensiunea, poziția cusăturii în spațiu și priceperea sudorului. Pe fig. 40 prezintă oscilații transversale descrise de capătul electrodului.
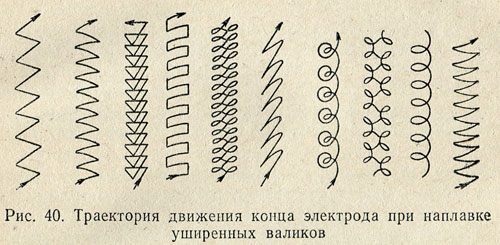
În procesul de oscilație a electrodului, mijlocul căii trece rapid, întârziind electrodul la margini. Această modificare a vitezei de oscilație a electrodului asigură o mai bună penetrare la margini. Aceeași lățime a rolei se realizează prin aceleași vibrații transversale. Lățimea cordonului în timpul sudării nu trebuie să depășească 2 - 3 diametre ale electrodului.
De obicei, sudarea se realizează cu un electrod amplasat vertical sau când acesta este înclinat față de cusătură, în unghi înainte sau înapoi (Fig. 41).
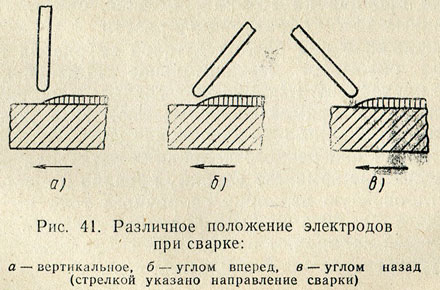
La sudarea cu un unghi înainte sau înapoi, se asigură o penetrare mai completă și o lățime mai mică a cusăturii. Tură, colț și articulații tee, iar sudorii cu înaltă calificare sudează și îmbinări cap la cap.
Conceptul de mod de sudare. Modul de sudare este înțeles ca un set de condiții pentru cursul procesului de sudare. Parametrii modului de sudare sunt împărțiți în de bază și suplimentari. Înapoi la parametrii principali modul de sudare la sudura manuala includ magnitudinea, tipul și polaritatea curentului, diametrul electrodului, tensiunea, viteza de sudare și mărimea oscilației transversale a capătului electrodului și la suplimentar- valoarea stick-out a electrodului, compoziția și grosimea învelișului electrodului, temperatura inițială a metalului de bază, poziția electrodului în spațiu (vertical, înclinat) și poziția produsului în timpul sudării.
Adâncimea de penetrare și lățimea cusăturii depind de toți parametrii principali ai modului de sudare.
Crește curent de sudare determină o creștere a adâncimii de pătrundere (penetrare) la o viteză constantă. Acest lucru se datorează unei modificări a valorii aportului de căldură (căldură pe unitatea de lungime a sudurii) și, parțial, unei modificări a presiunii exercitate de coloana cu arc pe suprafața bazinului de sudură.
Tipul și polaritatea curentului afectează și forma și dimensiunea sudurii. La sudare curent continuu polaritate inversă adâncimea de penetrare este cu 40 - 50% mai mare decât la sudarea cu curent continuu de polaritate directă, ceea ce se explică prin cantitatea diferită de căldură degajată pe anod și catod. La sudare curent alternativ adâncimea de penetrare este cu 15 - 20% mai mică decât la sudarea cu curent continuu de polaritate inversă.
Tensiunea în timpul sudării manuale cu arc pe adâncimea de penetrare are un efect nesemnificativ, care poate fi neglijat. Lățimea cusăturii este direct legată de tensiunea de pe electrozi. Pe măsură ce tensiunea crește, lățimea cusăturii crește.
Mărimea oscilației transversale a electrodului vă permite să modificați în mod semnificativ adâncimea de penetrare și lățimea cusăturii. Valoarea aproximativă a curentului de sudare este selectată din calculul de 40 - 60 dar pentru 1 mm diametrul tijei electrodului, care este selectat în funcție de grosimea metalului care se sudează și de poziția spațială a cusăturii.
Pentru grosimea metalului 2 mm diametrul electrodului ar trebui să fie 2 - 3 mm, pentru grosimea metalului 8 mm ar trebui să fie 4-5 mm. Sudarea in verticala si poziții deasupra capului este recomandabil să conduci electrozi cu diametre mai mici (până la 4 mm), deoarece în acest caz este mai ușor să împiedicați curgerea în jos a metalului bazinului de sudură (volumul bazinului de sudură va fi mai mic).
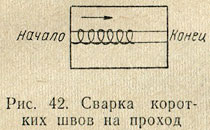
Metode de sudare a cusăturilor de diferite lungimi. Toate cusăturile în lungime sunt împărțite în trei grupuri: de la 250 la 300 mm- cusături scurte; de la 300 la 1000 mm- cusaturi de lungime medie; de la 1000 mmși altele - cusături lungi. Cusăturile scurte sunt sudate de la începutul până la sfârșitul cusăturii într-o direcție (Fig. 42).
Cusăturile din mijloc sunt sudate în secțiuni (Fig. 43 și 44).
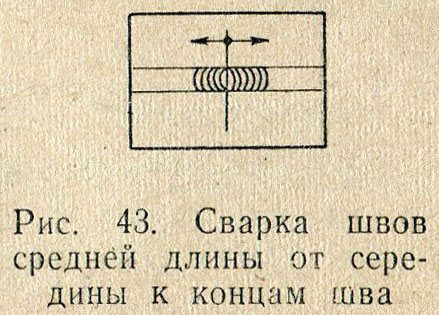
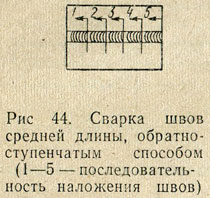
Lungimea secțiunii este aleasă astfel încât să poată fi sudată cu un număr întreg de electrozi (doi, trei etc.). Sudarea secțiunilor începe în centrul cusăturii și se efectuează de la mijloc până la capete sau în mod invers, treptat, de la o margine la alta.
Cusăturile lungi, utilizate pe scară largă în construcția de rezervoare, construcțiile navale și la fabricarea diferitelor containere, sunt de cele mai multe ori sudate în parte, într-un mod invers (Fig. 45).
Sudarea metalelor groase. Cusăturile multistrat se recomandă să fie sudate folosind metoda „alunecare” sau metoda în cascadă. La sudarea cu un "glisier" (Fig. 46) într-o secțiune de 200 - 300 lungime mm aplica primul strat.
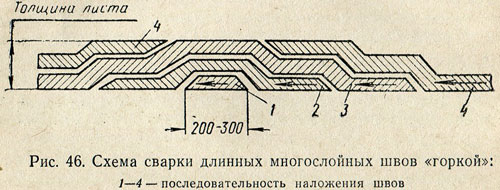
Apoi, după curățarea primului strat de zgură, soltar și stropire, se aplică un al doilea strat, de două ori mai lung decât primul. În cele din urmă, pas înapoi de la începutul celui de-al doilea strat cu 200 - 300 mm, executați al treilea strat. Astfel, sudarea (umplerea canelurii) se realizează pe ambele părți ale „dealului” central cu cusături scurte.
Metoda în cascadă (Fig. 47), care este un tip de sudare „alunecare”, este utilizată la sudarea foilor cu o grosime mai mare de 20 - 25 mm.
Tehnica de sudare pentru suduri cap la cap, tee și filet. sudare articulațiile cap la cap efectuate pe una sau ambele părți. Căptușelile rămase sau detașabile sunt folosite pentru a combate arsurile. Garniturile rămase sunt realizate din benzi de oțel cu o grosime de 2 - 4 mm cu o lățime de 30 - 40 mm. Căptușelile detașabile sunt realizate dintr-un material care nu se topește în timpul sudării, adică. are o conductivitate termică și o capacitate termică bună. Cuprul îndeplinește aceste cerințe. Căptușelile detașabile în procesul de sudare sunt uneori răcite cu apă curentă. Tampoanele detașabile pot fi, de asemenea, fabricate din ceramică sau grafit. Sudarea pe plăcuțe are următoarele avantaje:
sudorul lucrează cu mai multă încredere, nu se teme de arsuri și căderi și poate crește curentul de sudare cu 20 - 30%;
elimină necesitatea sudării rădăcinii cusăturii pe partea din spate.
La sudarea îmbinărilor cap la cap cu o canelură în V, în funcție de grosimea foilor sudate (de la 3 la 26 mm), poziția cusăturii în spațiu, diametrul electrodului - sudarea se realizează în două sau mai multe straturi. Cusătura se începe prin sudarea primului strat, format dintr-o mărgele. Arcul este excitat la marginea teșiturii marginii și apoi, deplasându-l în partea de jos a cusăturii, marginile teșiturii marginilor sunt sudate (rădăcina cusăturii). Pe marginile teșite, mișcarea electrodului este încetinită pentru a îmbunătăți pătrunderea acestora, iar când capătul electrodului se deplasează de la o margine la alta, viteza de mișcare a acestuia este crescută pentru a evita arderea prin marginile tocite.
La sudarea primului strat se folosesc electrozi cu diametrul de 2, 3 sau 4 mm. Electrozii cu diametru mai mare nu asigură o penetrare sigură a rădăcinii de sudură. Înainte de aplicarea următorului strat, suprafața celui precedent este curățată de zgură și stropire. Formarea unei cusături este finalizată prin armătură de suprafață cu o înălțime de 2 - 3 mm deasupra suprafeței metalului de bază. După umplerea întregii secțiuni a cusăturii din partea de tăiere a marginilor cu armarea necesară, produsul este rotit, iar apoi o canelură cu o lățime de 8 - 10 este tăiată sau topită în rădăcina cusăturii cu un dalta pneumatica sau decupare cu arc de aer mmși adâncimea 3-4 mm, care se prepară într-o singură trecere cu o cusătură de control (oferându-i o ușoară întărire).
Sudarea îmbinărilor de colț, tee și suprafață poate fi cu un singur strat și multistrat (un singur strat este utilizat pentru cusături cu un picior de până la 10 mm). Imbinarile de colt, tee si suprapuse pot fi sudate fara oscilatii ale electrodului cu filet si rola largita. Oscilațiile cu capătul electrodului sunt produse atunci când este necesară sutura cu un picior mare. La sudarea unor astfel de îmbinări sudate, este posibilă lipsa de pătrundere într-una dintre laturi, precum și lipsa de pătrundere a colțului și decuparea părții superioare și marginile de jos. Cel mai bine este să sudați îmbinările de colț, în T și în poziția „barcă” (Fig. 48, a). Când sudați într-un colț (Fig. 48.6) sau cu topirea marginii superioare (Fig. 48, c), este mai oportun să conduceți procesul de sudare cu un electrod înclinat (unghi înapoi).
Caracteristici de sudare a cusăturilor verticale, orizontale și de tavan. Cusăturile verticale sunt sudate în două moduri: de jos în sus și de sus în jos. La sudarea de jos în sus (Fig. 49, a), arcul este excitat în punctul cel mai de jos al cusăturii și, după formarea unei băi de metal topit, electrodul este luat ușor în sus și în lateral. Arcul în acest caz ar trebui să fie îndreptat către metalul de bază. Metalul topit, atunci când electrodul este retras în sus, se solidifică, formând un fel de raft, pe care se depune și care reține picăturile ulterioare de metal când electrodul se deplasează în sus. Se recomandă înclinarea electrodului în sus la un unghi de 45 - 50° față de orizont.
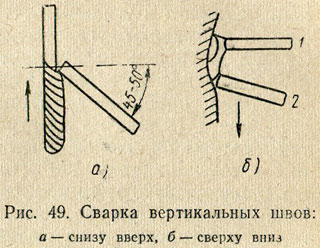
La sudarea de sus în jos (Fig. 49.6), arcul este excitat în punctul superior al cusăturii și electrodului i se dă mai întâi o poziție perpendiculară 1
, iar după formarea craterului - o poziție înclinată 2
. Metoda de sudare de sus în jos este recomandată în principal pentru metal subțire iar primele straturi cu V - și X - tăiere figurativă a marginilor. Sudarea cusăturilor verticale este mult mai dificilă decât a celor inferioare, deoarece în primul caz metalul topit tinde să iasă din bazinul de sudură sub acțiunea gravitației. Cusăturile verticale trebuie sudate cu un curent care este cu 10 - 15% mai mic decât atunci când se sudează cusăturile în poziția inferioară și cu un arc scurt; electrozii folosiți pentru suduri verticale trebuie să aibă zguri „scurte”.
La sudarea îmbinărilor cap la cap orizontale, pregătirea marginii este necesară doar pentru marginea superioară. Arcul este excitat mai întâi pe marginea orizontală inferioară și apoi mutat la marginea teșită.
Îmbinările din tavan sunt cele mai dificil de realizat, deoarece metalul topit tinde întotdeauna să curgă în jos din bazinul de sudură. Metalul neîntărit este ținut în bazinul de sudură de forțele de tensiune superficială și presiunea arcului. Volumul bazinului de sudură trebuie menținut la minimum, astfel încât sudarea este posibilă doar cu un arc scurt. Curentul ar trebui să fie cu 15 - 20% mai mic decât atunci când sudați în poziția inferioară. Sudarea tavanului sunt executate de sudori - lucrători de plafon care au urmat o pregătire specială.
Întrebări pentru autoexaminare
1. Ce condiții sunt necesare pentru a obține Calitate superioară sudură?
2. Ce parametri stabilesc modul de sudare?
3. Cum sunt sudate cusăturile de diferite lungimi și grosimi?
". Tehnica corectă sudarea este o garanție a obținerii unei îmbinări sudate de înaltă calitate. Tehnica adecvată vine cu experiență și determină calificările sudorului.
Arc electric în sudarea manuală cu arc
Aprindere cu arc
Excitația arcului poate avea loc în două moduri. Puteți atinge electrodul de metalul care este sudat și apoi mutați electrodul la o distanță de 3-4 mm, menținând arderea arcului format.
Puteți aprinde arcul atingând metalul de sudat cu o mișcare laterală rapidă și apoi mutați electrodul la o distanță tot de 3-4 mm (această mișcare este similară modului în care se aprinde un chibrit). Atingerea electrodului cu metalul ar trebui să fie pe termen scurt, altfel electrodul este sudat pe metal. Electrodul sudat trebuie rupt prin rotirea lui în lateral cu mișcări bruște.
Lungimea arcului electric
Tehnica sudării cu glisare constă în faptul că în mijlocul zonei de sudat se face o sudură pe o lungime scurtă (200-300 mm). Apoi se aplică o a doua sutură, care este de aproximativ două ori mai lungă decât prima. A doua cusătură trebuie să se suprapună pe prima cusătură pe ambele părți (schema e) din figură). Al treilea strat este cu 200-300 mm mai lung decât al doilea și, de asemenea, îl suprapune pe ambele părți.
Astfel, ele continuă să impună noi cusături, cu 200-300 mm mai lungi decât precedentele și suprapunându-le pe ambele părți până când zona de deasupra primei cusături este complet sudată. După aceea, sudarea se efectuează în diferite direcții cu cusături scurte. Avantajul acestei tehnici de sudare manuală cu arc este că zona de sudare este întotdeauna fierbinte și acest lucru reduce foarte mult riscul de fisurare. cascada se realizează după un principiu similar (schema e)).
În cazul sudării din oțel moale, fiecare strat de metal de sudură are o grosime de 3-5 mm, în funcție de puterea curentului de sudare. De exemplu, cu un curent de sudare de 100 A, metalul de bază se topește la o adâncime de 1 mm, iar schimbările termice apar în metalul stratului inferior la o adâncime de 1-2 mm cu formarea unei structuri cu granulație fină.
Cu o creștere a puterii curentului de până la 200A, pătrunderea metalului are loc la o adâncime de 4 mm, iar transformările termice în straturile inferioare ale metalului au loc la o adâncime de 2-3 mm.
Pentru a obține o structură cu granulație fină în sudura rădăcină, se efectuează tratamentul termic al acesteia. Pentru a face acest lucru, se execută o cusătură de sudură pe toată lungimea îmbinării cu un electrod, de 3 mm în diametru, cu un curent de sudare de 100A. Înainte de a efectua cusătura de sudură, rădăcina cusăturii principale este curățată.
Pentru tratamentul termic al straturilor superioare ale cusăturii, se aplică un strat de recoacere, a cărui grosime este de 1-2 mm. Datorită grosimii mici a cusăturii, se obține o viteză mare de răcire și o structură cu granulație fină. Stratul de recoacere se aplica cu un electrod cu diametrul de 5 mm la un curent de sudare de 200-300A.
Tehnica de finisare a cusăturilor pentru sudarea manuală cu arc
La sfârșitul sudurii, este necesară sudarea corectă a craterului. Craterul conține cea mai mare cantitate de impurități nocive și este o zonă cu risc crescut de crăpare. Având în vedere acest lucru, nu se recomandă întreruperea imediată a arcului prin deplasarea rapidă a electrodului în lateral. Cel mai bine este să opriți mișcarea electrodului și să prelungiți încet arcul până când se rupe. Cu această tehnică de sudare, metalul electrodului umple craterul.
La sudarea oțelurilor moale, craterul poate fi îndepărtat de sudură. Dar, în cazul oțelului de sudare, predispus la formarea de structuri de întărire, retragerea craterului în lateral nu este permisă din cauza probabilității crescute de fisurare. Dacă apare o întrerupere accidentală a arcului sau este necesară schimbarea electrodului, atunci procesul de sudare trebuie continuat, inițiind arcul nu deasupra craterului, ci în fața acestuia, pe metalul de bază care nu a fost încă sudat. . Apoi metalul se topește în crater și se continuă procesul de sudare.
- Unghiul electrodului la sudare
- locația de jos
- Aranjament vertical
- Dispunerea orizontala
- Amenajarea tavanului
O persoană care are dorința de a învăța cum să sudeze se confruntă adesea cu întrebarea ce poziție de sudare să aleagă. La urma urmei, în funcție de poziția și unghiul de înclinare ale electrodului, se determină calitatea și fiabilitatea muncii efectuate. Având în vedere acest lucru, fiecare sudor specialist actual trebuie să fi pus o dată această întrebare.
Sudarea este un proces care vă permite să creați conexiuni inseparabile între mai multe elemente.
Sudarea este procesul de formare a unei conexiuni integrale cu o structură continuă (adică, crearea unui singur metal solid). Principala sursă de încălzire a metalului este arcul de sudare.
Arcul este un stabil pe termen lung descărcare electricăîntre doi electrozi mediu gazos sub tensiune.
Unghiul electrodului la sudare
Unghiul de înclinare și poziția electrodului în timpul sudării determină cât de repede se va încălzi metalul. Practic, electrodul este ținut la un unghi de 45-90 ° față de orizontală. Și majoritatea sudorilor consideră că un unghi de 75 ° este cel mai convenabil.
Decizia optimă în alegerea unghiului de înclinare se bazează pe alegerea cusăturii care este planificată pentru producție. Cu cât verticala unghiulară este mai mare, cu atât topirea metalului va fi mai adâncă, iar cusătura va ieși mult mai puțin. Acest lucru se datorează faptului că arcul pune presiune pe baia de metal și îi permite să se răspândească în jurul marginilor. Fiind înclinat, electrodul, folosind forța arcului, ridică cusătura și o face mai convexă.
Pentru lucrări de înaltă calitate, se folosește un arc scurt. Dacă electrodul este perpendicular, se formează un bazin metalic și se răspândește destul de repede. Pentru a reduce penetrarea pe o placă subțire, o cantitate limitată de metal este plasată pentru o cusătură mică. Dacă electrodul este ținut în unghi, căldura va scăpa din structura metalică și va permite ca viteza de sudare să fie redusă pentru a forma cusături. Și dacă panta ei este prea mare, material de sudare nu se va incalzi, cada va fi ingusta si cusatura va iesi in afara si vei pierde controlul la margini. Pentru majoritatea pieselor de la fund, se poate menține un unghi constant de înclinare pentru a produce o cusătură strânsă. Cu toate acestea, în unele situații va fi necesar să se schimbe poziția electrodului în timpul sudării. Pentru a umple golurile, va fi posibil să faceți panta mai puternică, încetinind transferul de metal și menținând dimensiunea cusăturii. Apoi ridicați electrodul pentru a finaliza cusătura. Este nevoie de practică pentru a păstra poziția în unghiul drept. La lucrari de sudare electrica trebuie să menții o stare liberă și relaxată.
Structura, care este planificată să fie conectată prin sudare, tinde să fie amplasată în planuri diferite - aceasta depinde de cerințele tehnologice pentru efectuarea acestor lucrări. Locația lor în spațiu depinde direct îmbinare sudatași orientarea cusăturii, ceea ce vă permite să selectați un specialist în acest domeniu și să aflați cea mai bună metodă de sudare.
Poziția marginilor spațiale, care sunt pregătite în primul rând pentru conectarea ulterioară într-o singură structură a diferitelor mostre de metal, determină locația cusăturilor în timpul sudării. Există patru poziții principale de sudare: jos, deasupra capului, verticală și orizontală.
Înapoi la index
locația de jos

Această prevedere este adesea folosită în cazurile în care cele mai simple elemente sunt sudate și dacă calitatea cicatricei de legătură nu este de o importanță deosebită. Amplasarea pieselor care trebuie sudate este orizontală, iar electrodul trebuie să fie înăuntru pozitie verticala.
DIN poziție inferioară este posibilă efectuarea lucrărilor de sudare pe două fețe a unui element metalic, a cărui grosime este de 8 mm, precum și unilaterale, cu o grosime care nu depășește 4 mm. În toate cazurile de mai sus, designul va fi suficient de puternic. Singurele puncte care pot afecta calitatea sunt:
- alegerea diametrului electrodului;
- dimensiunea și grosimea pieselor care urmează a fi sudate, precum și distanța dintre acestea;
- curentul de sudare și valoarea acestuia.
În cele mai multe cazuri, sudarea în poziție în jos este cea mai bună opțiune pentru conectarea într-un singur proiect a diferitelor elemente în producție.
În procesul de topire, metalul electrodului este transferat sub acțiunea gravitației naturale într-un bazin de sudură situat într-un plan orizontal. Singurul dezavantaj al acestei prevederi este probabilitatea apariției arsurilor, în acest sens, este necesar să se asigure cea mai completă topire pentru a preveni apariția acestora. Această sarcină poate fi îndeplinită de un sudor care nu are prea multă experiență în muncă și calificări avansate. Fără a ține cont de acest mic dezavantaj în poziția inferioară, este logic să acordați preferință acestui tip și să încercați să îl utilizați în diferite etape ale proiectării lucrărilor de sudare.
Înapoi la index
Aranjament vertical
În procesul de sudare a unei cusături verticale, bazinul de metal topit curge în jos sub acțiunea gravitației. În acest sens, se realizează cu un arc scurt pentru a introduce picături de metal topit în centrul cusăturii. În acest caz, electrodul în sine este ușor îndepărtat din baie cu mișcări scurte, permițând astfel picăturii să se solidifice. Practic, conexiunile in pozitie verticala se fac de jos in sus, in acest caz craterul inferior, deja inghetat, nu va permite raspandirea baii metalice.
Unghiul electrodului în acest caz este de obicei în sus sau în jos. Când sudorul o înclină în jos, el poate vedea cum este distribuită piscina metalică peste îmbinarea cusăturii. Dacă urmează să se realizeze o conexiune de sus în jos, electrodul trebuie mai întâi să fie pus în poziție, iar când se formează o picătură, coborâți-o încet mai jos, apare un alt crater, iar picătura poate fi împiedicată să curgă în jos datorită unui arc mai scurt. Cel mai bun lucru cusătură verticală sudați la curent scăzut cu un diametru al electrodului de 0,4 cm.În acest caz se va obține un volum mic de metal topit în craterul cusăturii.



