Cusături de sudură pentru începători. Cusătură verticală și tavan: caracteristici de sudură
Astăzi, există o mulțime de moduri diferite de conectare produse metalice. Ele pot fi împărțite în două grupe:
- Detaşabil.
- O singură bucată.
Conexiunile primului grup includ piese care pot fi separate fără a rupe elementele de legătură, de exemplu, un șurub cu o piuliță. Este a doua conexiune care este cea mai fiabilă. În acest caz, piesele nu pot fi separate fără a rupe partea de legătură. Vorbim despre îmbinări de sudare și nituire. Când doriți să obțineți o conexiune de înaltă calitate și fiabilă, aceasta este considerată cea mai bună. Mulți oameni cumpără mașini de sudură pentru a suda piese, dar nu au absolut nicio experiență. După mai multe încercări nereușite, au o întrebare: cum să pună Sudură? Pentru a face acest lucru, trebuie să cunoașteți câteva reguli de bază.
Principalele caracteristici
Procesul de sudare este îmbinarea metalului prin intermediul sudare cu arc. Piesele de îmbinat sunt topite cu arc electric, precum și un electrod format dintr-o tijă metalică cu un strat special. Pentru calitate si fiabilitate sudură influențată de mulți factori diferiți:
- aparat de sudura;
- reglaj curent;
- dimensiunea electrodului;
- profesionalismul sudorului.
Tipurile de sudare care sunt utilizate în viața de zi cu zi și în industrie sunt împărțite în mai multe grupuri:
- presa de gaz;
- a lua legatura;
- rola;
- zgură electrică;
- termita;
- sudura prin frecare.
Când se utilizează sudarea sub presiune cu gaz, se folosește o flacără deschisă de oxiacetat. Partea pozitivă a acestei metode este considerată a fi productivitatea ridicată. Această metodă este utilizată pe scară largă în industria gazelor și petrolului. Apare adesea la așezarea conductelor. Această metodă este utilizată pe scară largă în inginerie mecanică.
Sudarea prin contact are loc la o tensiune joasă, dar la o valoare ridicată curent electric. Această metodă poate fi utilizată pentru sudarea în puncte și cap la cap.
Pentru dezvoltare proces tehnologic operațiunile de sudare, în primul rând, trebuie să aveți un adecvat echipament de sudură. Îl puteți închiria sau cumpăra. Astăzi, magazinele oferă o gamă largă de aparate de sudură, care au un dispozitiv care face posibilă reglarea puterii curentului. Stăpânul de acasă o poate face singur, dar nu se poate lipsi de un convertor de energie electrică. Aceste dispozitive vin în mai multe soiuri.
Unele tipuri de dispozitive pentru muncă de calitate
Transformator. Conceput pentru a primi curent continuu atunci când trebuie să utilizați o priză de uz casnic. Când cumpărați o astfel de unitate, trebuie să vă amintiți întotdeauna că modelele ieftine nu sunt capabile să mențină funcționarea stabilă a arcului electric. Foarte des există o tensiune „sag”. Partea negativă este și masa lor, sunt grele și stângace.
Redresor. Acesta este un dispozitiv care convertește curentul de uz casnic în curent continuu. Dispozitivul diferă de transformator prin funcționarea stabilă a arcului electric. Calitatea sudurii este destul de ridicată.
invertor. Cel mai recent convertor care vă permite să lucrați pe orice tip de curent. Dă mereu calitate superioară sudare. Cusăturile sunt uniforme și netede. Aparatul este foarte compact, ușor, ușor de aprins. Invertorul este performant si rapid.
Pentru funcționarea normală a sudării electrice, trebuie să existe o ardere stabilă a arcului. O astfel de constanță depinde de alegerea corectă a spațiului dintre piesa de sudată și acoperirea electrodului. Arcul arde cel mai bine când distanța este de 5 mm.
Temperatura ridicată a arcului provoacă topirea piesei și a tijei metalice a electrodului. În acest moment, toate adânciturile care s-au format ca urmare a topirii sunt umplute. Odată cu mișcarea lentă a electrodului de-a lungul suprafeței cusăturii, golurile sunt umplute.
Pentru a fi mândri de cusătura rezultată, este necesar să alegeți electrodul potrivit. Pentru a face acest lucru, trebuie să cunoașteți compoziția metalului piesei care va trebui sudată. Selectarea electrodului se bazează tocmai pe acești parametri. Există mai multe tipuri de electrozi. Ei pot fi:
- oţel;
- cupru;
- fontă;
- bimetalic;
- alamă.
Prin marcarea electrodului, puteți determina vâscozitatea cusăturii rezultate, numerele vă vor spune despre duritatea metalului. Principala regulă atunci când alegeți un electrod este dimensiunea acestuia. Trebuie să se potrivească cu grosimea metalului.
Pentru sudarea electrică de înaltă calitate, astfel încât cusătura să pară îngrijită și durabilă, este necesar să selectați corect panta electrodului. De obicei, acest unghi este de 75 de grade față de direcția arcului. Pentru ca un arc să apară, trebuie să loviți suprafața metalului și, când apare un fulger, ridicați rapid electrodul. Când apare un arc, acesta trebuie ghidat încet de-a lungul cusăturii. Un arc va apărea și atunci când electrodul este lovit de suprafață.
Pentru a obține un arc stabil, trebuie să ajustați corect puterea curentului. Dacă este insuficient, arcul se va stinge foarte repede, iar electrodul se va „lipi”. Când puterea curentului este mare, metalul stropește în toate direcțiile, începe să ardă.
În timpul funcționării, electrodul se topește, scade treptat în dimensiune. În acest sens, trebuie să-l mutați în mod constant pe piesă, păstrând distanța potrivită pentru un arc stabil. Dacă acest lucru nu se face, arcul se va stinge rapid.
Pe parcursul procesul de sudare se formează un bazin de sudură, care este un amestec lichid de metal topit și un miez de metal acoperit în topire. Când există o mișcare lină constantă a electrodului cu un spațiu susținut, calitatea cusăturii se va dovedi a fi cea mai fiabilă, performanța mecanică va fi cea mai bună. Cusăturile vor arăta estetice.
După sudare, se formează zgura pe întreaga suprafață a sudurii.
Se îndepărtează cu mici lovituri de ciocan. Apoi cusătura este curățată cu o perie metalică. Pentru a învăța cum să gătești metal de înaltă calitate, ai nevoie de o pregătire constantă, de dorința de a obține o muncă de calitate excelentă. Înainte de a începe munca independentă, merită să vedeți cum lucrează sudorii cu experiență.
Desigur, sudarea este o afacere foarte complexă și dificilă. Este aproape imposibil să stăpânești instantaneu toate nuanțele acestui caz. Va dura mult timp pentru a stăpâni toate trucurile sudurii. Când apare experiența și abilitățile de lucru, cu ajutorul sudurii se vor putea obține produse originale și frumoase.
"Cum să gătească cusătură verticală sudare electrica? - o intrebare, la care raspunsul intereseaza nu doar sudorii incepatori sau cei care decid sa repare ceva fara a apela la serviciile unui profesionist, ci si muncitorilor cu experienta in acest domeniu.
Munca de sudare în sine este un proces destul de complicat, care necesită nu numai cunoștințe suficiente, ci și experiență. Obiectele, produsele sau părțile acestora pot fi amplasate în așa fel și în astfel de locuri încât accesul la ele va fi dificil sau locația sudorului nu îi va permite să efectueze lucrările în mod obișnuit. O astfel de aranjare „non-standard” a obiectelor pentru sudare este verticală și pe tavan.
cusătură verticală
Sudare verticala semiautomataÎn timpul sudării, la punctul de topire se formează o picătură de metal lichid care, sub acțiunea gravitației, se va deplasa spre sol. Pe suprafețe verticale - de sus în jos. Picurarea unei picături de metal va face dificilă formarea unei suduri. Pentru că sudarea „verticală” are o serie de caracteristici.
Principiul principal este că metalul topit la locul de sudare ar trebui să cristalizeze mai repede decât de obicei. Acest lucru este posibil dacă picătura lui este dimensiune minimă. Acest rezultat poate fi atins prin reducerea lungimii arcului electric și o scurtă mișcare a electrodului în sus sau în lateral.
Direcția sudurii poate fi de sus în jos sau de jos în sus. Trebuie avut în vedere faptul că căldura de la arcul electric crește. Prin urmare, coborând, va fi necesar să creștem puterea curentului.
Se recomandă să-l conduci în sus, apoi craterul de metal înghețat de jos îl va ține pe cel de sus. Poziția electrodului nu contează cu adevărat. Panta sa poate fi fie în sus, fie în jos. Menținerea înclinată în jos oferă mai multă vizibilitate și control asupra distribuției picăturilor și formării cusăturilor. Dezavantajul acestei metode este suprafața sa rugoasă solzoasă.
 Sudați stiva de metal în jos
Sudați stiva de metal în jos Dacă condițiile de lucru nu permit sudarea de jos în sus, atunci se utilizează direcția inversă a formării cusăturii. În acest caz, electrodul este mai întâi plasat perpendicular pe planul pieselor de sudat. Când apare o picătură de metal lichid, poziția electrodului este schimbată și menținută cu o înclinare, astfel încât între suprafețele de sudat și să se formeze colt ascutit, cu capătul îndreptat în sus. Această poziție vă permite să împiedicați căderea să se scurgă cu un arc electric scurt.
Dacă picătura este ținută cu dificultate sau cade, atunci ar trebui să creșteți viteza de mișcare a electrodului și puterea curentului, precum și să extindeți ușor cusătura prin mișcarea electrodului dintr-o parte în alta. Această metodă de sudare „verticală” este mai ușoară, dar calitatea conexiunii va fi mai proastă. Există, de asemenea, pericolul ca metalul topit să nu fie reținut de arc și de tensiunea superficială și să curgă.
Cusătură de tavan
 Sudarea orizontală a metalului cu un electrod Și situația în care este necesară sudarea pieselor orizontală situate deasupra capului și efectuarea așa-numitului cusătură de tavan sudura electrica. Poziția sudorului în acest caz este extrem de incomodă, iar o picătură de metal topit va cădea vertical în jos.
Sudarea orizontală a metalului cu un electrod Și situația în care este necesară sudarea pieselor orizontală situate deasupra capului și efectuarea așa-numitului cusătură de tavan sudura electrica. Poziția sudorului în acest caz este extrem de incomodă, iar o picătură de metal topit va cădea vertical în jos. Electrodul la gătit „tavan” este situat perpendicular pe suprafețele de sudat. Viteza de mișcare a acestuia ar trebui să fie constantă cu mișcări circulare mici pentru a extinde cusătura. Arcul electric trebuie să fie scurt. Dacă este lung, atunci se formează subtăieri în timpul sudării.
 sudare orizontală electrozii trebuie desenați cu linii întrerupte
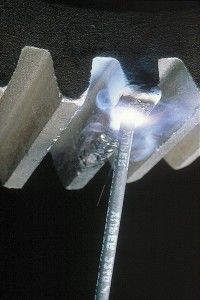
sudare orizontală electrozii trebuie desenați cu linii întrerupte Pentru a efectua acest tip de sudare, se aplică același principiu - solidificarea cât mai rapidă a metalului. La sudare, este necesar să folosiți electrozi cu un strat refractar special. Din acest motiv, la sfârșitul acestora este creat un „caz”, care deține picătura.
Pe lângă mișcările circulare în plan orizontal, electrodul este deplasat vertical. După ce arcul electric a topit metalul, electrodul este oarecum îndepărtat din baie și astfel arcul este stins. Fluxul de energie se oprește. Metalul se răcește și se cristalizează, reducând astfel bazinul de sudură. Adică, topirea este produsă de scurtcircuite.
Sudarea cu o cusătură de „tavan” trebuie recursă la numai în cazuri extreme, când este imposibilă aranjarea pieselor de îmbinat într-un mod mai convenabil pentru procesul de sudare. Acest lucru se datorează din nou particularității locației. Încălzirea are loc de jos, iar bulele de gaz din baia de metal lichid se ridică. Ele plutesc în sus și cad în rădăcina cusăturii, făcând-o astfel mai puțin durabilă.
Pentru a suda o cusătură atât pe tavan cât și pe verticală prin sudare electrică, se recomandă folosirea unor electrozi de diametru mai mic și cu un curent redus cu 10-12%, față de condițiile normale.
De regulă, acestea sunt utilizate cu un diametru de cel mult 4 mm. Sau chiar mai puțin, dacă este nevoie să tăiați marginile sau să topiți un spațiu între părți.
Pe verticală și „tavan” pot fi gătite folosind gaze protectoare.
Trimiteți o solicitare pentru a găsi cel mai bun preț din Rusia.
Completați formularul de mai jos și managerul vă va suna înapoi și vă va sfătui cu orice întrebări și va selecta cel mai bun preț din Rusia.
Una dintre cele mai incomode și dificile poziții pentru sudare este deasupra capului. Dar merită să stăpâniți acest tip de conexiune, având în vedere creșterea automată, care a învățat să aplice cusături de înaltă calitate într-o poziție atât de spațială. Acest lucru este solicitat la întreprinderile ale căror activități sunt legate de așezare și la șantierele de construcții. Această abilitate va fi utilă în viața de zi cu zi, atunci când sudați încălzire sau foișoare. Unele elemente ale unui garaj metalic nu pot fi asamblate fără îmbinări de sudură sus. Cum să gătești o cusătură de tavan cu sudare electrică? Care sunt principalele precauții și setările optime ale mașinii?
Mulți sudori nu le plac cusăturile de tavan din cauza dificultăților în execuția lor. Rezultatul pentru un începător poate fi adesea slab, ceea ce descurajează învățarea. Dar dacă înțelegeți principalele probleme și le preveniți cât mai mult posibil, atunci destul de curând, după antrenament, puteți stăpâni această conexiune dificilă.
Sudarea unei cusături de tavan cu un invertor sau un transformator este semnificativ diferită de lucrul la un produs similar în poziția inferioară. Când metalul este sudat pe podea, bazinul de sudură se întinde peste îmbinare, iar sudorul trebuie doar să se asigure că îmbinarea este umplută corect, împiedicând pătrunderea zgurii în fața piscinei. Când tavanul servește ca suprafață de lucru, metalul topit tinde în jos sub propria greutate.
Zgura, fiind în stare lichidă, picura și ea constant, ceea ce face dificilă efectuarea unei cusături. Aceste stropi, lovind pământul, se împrăștie și mai mult, căzând pe sudor și obiectele din jur. Principala dificultate în sudare cu arcîn poziție deasupra capului o cusătură este îmbinarea părților laterale ale unui produs. Bazinul de sudură este format pe o margine, dar nu funcționează pentru a lega ambele părți cu metal.
Sudarea cusăturilor de tavan se realizează la un curent redus, ceea ce duce la lipirea frecventă a electrodului și la lipsa fuziunii. Încă una . Poziția corpului cu capul aruncat pe spate și brațul ridicat îl obosește rapid pe sudor. Prin urmare, pauzele dese sunt pur și simplu necesare pentru calitatea muncii. Înțelegerea acestor complexități vă va ajuta să vă adaptați la dificultăți și să luați măsuri pentru a face procesul mai ușor de implementat.
Tehnologia de sudare a tavanului
Pentru a vă da seama cum să efectuați corect acest tip de conexiune, trebuie să cunoașteți regulile de bază folosite de sudori experimentați. În plus, puteți vedea cum să gătiți o cusătură de tavan prin sudare electrică pe video. Iată principalele puncte:
- Părțile care urmează să fie sudate trebuie să fie adunate cât mai mult posibil. Sudarea cu goluri pe tavan este disponibilă numai pentru profesioniștii cu experiență, așa că cu cât piesele sunt mai strânse cuplate, cu atât va fi mai ușor de sudat.
- Tăierea marginilor se efectuează ca în poziția inferioară. Cu o grosime laterală mai mare de 5 mm, se realizează o teșire în formă de V.
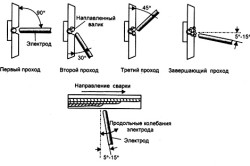
- Electrodul este adus la tavan la un unghi de 45 de grade față de planul superior. Sudorii începători ar putea dori să încerce sudarea cu jumătate din electrod, deoarece acest lucru va permite un control mai bun al vârfului acestuia și controlul formării cusăturii.
- Procesul de sudare și cusătura în sine în această poziție spațială sunt posibile datorită tensiune de suprafata metal. Pentru a preveni picăturile de fier topit să zboare fără a avea timp să se prindă pe margine, puterea curentului ar trebui redusă.
- Dacă părțile laterale sunt apropiate, atunci prima cusătură pe plăci uniforme poate fi realizată fără mișcări oscilante. Aceasta va umple bine articulația. A doua trecere se face mai lată pentru a întări ligamentul. Dar pe țevi este mai bine să gătiți imediat cu o cusătură largă.
- Sudarea cu un electrod poate fi efectuată în mai multe moduri: semilună, opt orizontală sau spirală. Când există un spațiu mic, se folosește un arc intermitent pentru a permite picăturii de metal depusă să se răcească. După un moment, fără a lăsa culoarea roșie să treacă (aceasta se vede prin mască), se aplică următoarea picătură. Acesta este un proces lung, astfel încât sudorul nu trebuie să se grăbească și trebuie să se odihnească periodic.
- Nu ar trebui să vă fie frică de tipul de conexiune după finalizarea lucrărilor. Zgura poate curge în jos în mai multe niveluri. Dar după respingere, ar trebui să rămână o cusătură înaltă. Afluxurile și rolele mari nu sunt critice.
Aparatură și electrozi
Cusăturile de tavan pot fi realizate cu un invertor sau un transformator convențional. Este important să setați corect puterea curentului, care este cu 25% mai mică decât atunci când sudați pe podea. De exemplu, pentru plăci cu o grosime de 5 mm, 100A este suficient. Va fi mai ușor de lucrat dacă cablul nu este greu. Acest lucru va face mai ușor să controlați capătul electrodului și mâna va obosi mai puțin. De asemenea, puteți trece cablul în jurul mâinii pentru a reduce tensiunea de pe încheietura mâinii.
Electrozi pentru sudarea tavanului potrivit pentru 3 și 4 mm diametru. Este important pentru ei să reducă cantitatea de stropi. Dacă începătorii folosesc electrozi scurti, acest lucru le va permite să manipuleze cu mai multă încredere arcul.
Masuri de precautie
La cusături de tavan Ar trebui să purtați o jachetă groasă și pantaloni. Mănușile trebuie să acopere manșetele, altfel cântarul se va rostogoli până la coate și va arde pielea. Pe cap este necesară o pălărie sau șapcă fără vizor. Este important să alegeți pantaloni de așa lungime încât să închidă gulerul pantofului pentru a preveni intrarea particulelor topite în interior.
Deoarece spray-ul se răspândește mai departe când lovește solul, nu ar trebui să existe obiecte inflamabile în apropiere. Trebuie să îndepărtați zgura cu ochelari de protecție, deoarece va cădea pe sudor. Odihna frecventă vă va permite să eliminați sarcina de pe mușchii gâtului și ai brațului și să faceți treaba eficient.
Sudarea în poziția tavanului nu este stăpânită imediat. Este nevoie de practică și răbdare. Este bine sa puneti deoparte cateva minute pe zi si sa sudati pe masa doua bucati de teava sau colt, incercati sa le sudati de jos. După ce stăpâniți această metodă, puteți suda în siguranță țevi și structuri metalice de orice complexitate.
› Cum să gătești cu sudură electrică: sudăm tevi metaliceși faceți cusături frumoase.Sudarea este una dintre cele mai fiabile modalități de conectare a pieselor. Este folosit în industrie și în general Viata de zi cu zi. Fiecare maestru acasă folosește din când în când sudarea. Este bine dacă știe să gătească singur, dar de multe ori trebuie să apelezi la specialiști. Dar sudarea se poate învăța. Ar trebui să începeți cu cel mai simplu: sudarea electrică pentru începători este, în primul rând, să înveți cum să faci diverse cusături. Lucrări mai complexe se pot face doar cu experiență. Să ne uităm la elementele de bază ale tehnologiei și câteva trucuri ale procesului de sudare.
De unde să începem - etapa pregătitoare
ÎNTÂI Tot ce aveți nevoie pentru a pregăti echipamentul. Cu siguranță veți avea nevoie de un aparat de sudură, un set de electrozi, un ciocan de zgură și o perie. Diametrul electrodului este selectat în funcție de grosimea tablei de metal. Nu uitați de protecție. Gătitul masca de sudura cu filtru special de lumina, haine groase cu maneci lungi si manusi, de preferat piele intoarsa. Veți avea nevoie și de un redresor de sudură, transformator sau invertor - dispozitive care convertesc curent alternativ la constanta necesară pentru sudare. Înainte de muncă, este necesar să pregătiți echipament de protecție, care include o mască specială cu un filtru de lumină, mănuși de piele intoarsă și îmbrăcăminte cu mâneci lungi, precum și instrumente necesare
Tehnologia procesului de sudare Sudarea este un proces la temperatură ridicată. Pentru implementarea sa, se formează un arc electric și se menține de la electrod la piesa de prelucrat de sudat. Sub influența sa, materialul de bază și tija metalică a electrodului sunt topite. După cum spun experții, se formează un bazin de sudură, metalul de bază și electrodul sunt amestecați în el. Mărimea bazinului rezultat depinde direct de modul de sudare selectat, poziție spațială, viteza arcului, forma și dimensiunea muchiei etc. În medie, lățimea sa este de 8-15 mm, lungimea 10-30 mm și adâncimea - aproximativ 6 mm. Acoperirea electrodului, așa-numita acoperire, în timpul topirii formează o zonă specială de gaz în regiunea arcului și deasupra băii. Deplasează tot aerul din zona de sudare și împiedică metalul topit să interacționeze cu oxigenul. În plus, conține perechi de metale de bază și de electrozi. Peste cusătură se formează zgură, ceea ce împiedică, de asemenea, interacțiunea topiturii cu aerul, ceea ce afectează negativ calitatea sudurii. După îndepărtarea treptată a arcului electric, metalul începe să se cristalizeze și se formează o cusătură care unește piesele de sudat. Pe deasupra se află un strat protector de zgură, care este ulterior îndepărtat. În timpul procesului de sudare, învelișul electrodului se topește, formând o zonă specială de gaz. In interiorul acestuia se amesteca metalul de baza si electrodul.Bazele sudarii cu arc electric.In recomandarile despre modul de gatit prin sudare electrica se acorda o atentie deosebita inceperii procesului. Cel mai bine este să obțineți prima experiență de sudare sub îndrumarea unui specialist care poate corecta eventualele erori și poate oferi sfat util. Treceți la lucru ar trebui să fixați în siguranță piesa. Pentru a Siguranța privind incendiile trebuie să pui o găleată cu apă lângă tine. Din același motiv, nu poți lucrari de sudare pe o bază de lemn și tratați cu neglijență chiar și resturile foarte mici ale electrodului folosit. Fixăm bine clema de „împământare”. Verificam ca cablul sa fie izolat si bine asezat intr-un suport special. Expoziție pe aparat de sudura valoarea calculată a puterii curente, care trebuie să corespundă diametrului electrodului selectat. Aprindem arcul. Pentru a face acest lucru, setăm electrodul la un unghi de aproximativ 60 ° față de produs. Trageți-le încet pe suprafață. Ar trebui să apară scântei, acum atingem metalul cu electrodul și îl ridicăm la o înălțime de cel mult 5 mm. Dacă operațiunea a fost efectuată corect, arcul se va aprinde. Un spațiu de cinci milimetri trebuie menținut pe toată durata sudurii. Trebuie avut în vedere că, odată cu sudarea corectă a metalului prin sudare electrică, electrodul se va arde treptat, așa că îl aducem constant puțin mai aproape de metal. Mișcați electrodul încet, dacă se lipește brusc, va trebui să-l balansați ușor în lateral. Dacă arcul nu se aprinde, poate fi necesară creșterea curentului. După ce se aprinde și menține arcul fără probleme, este timpul să trecem la sudarea mărgelei. Aprindem arcul, mișcăm încet și lin electrodul pe orizontală, efectuând mișcări oscilatorii ușoare cu acesta. În același timp, metalul topit pare să fie „greblat” până în centrul arcului. Rezultatul ar trebui să fie o sudură puternică cu valuri mici formate de metalul depus.
Dacă în timpul procesului de sudare a pieselor, electrodul a ars aproape complet și cusătura nu este încă finalizată, oprim temporar munca. Schimbăm elementul folosit cu unul nou, scoatem zgura și continuăm să lucrăm. La o distanță de aproximativ 12 mm de adâncitura formată la capătul cusăturii, care se mai numește și crater, aprindem arcul. Aducem electrodul în adâncime astfel încât să se formeze un aliaj din metalul electrodului vechi și nou instalat, după care sudarea cusăturii continuă. În timpul sudării, electrodul efectuează anumite mișcări, în principal de translație, longitudinale și transversale. Diverse tipuri de suduri sunt alcătuite din combinațiile lor, cele mai comune sunt prezentate în diagramă.Traiectoria mișcării arcului în procesul de sudare a pieselor se poate realiza în trei direcții: Translație. Presupune mișcarea arcului de-a lungul axei electrodului. Astfel, este destul de ușor să mențineți o lungime stabilă a arcului. Longitudinal. Formează o rolă de sudare cu filet, a cărei înălțime depinde de viteza cu care se mișcă electrodul și de grosimea acestuia. Aceasta este o cusătură obișnuită, dar foarte subțire. Pentru a-l remedia, în procesul de mișcare a electrodului de-a lungul cusăturii sudate, se efectuează și mișcări transversale. Transversal. Vă permite să obțineți lățimea dorită a cusăturii. Se realizează prin mișcări oscilatorii. Lățimea lor este selectată în funcție de dimensiunea și poziția cusăturii, forma tăieturii acesteia etc. În practică, se folosesc toate cele trei mișcări de bază, care se suprapun și formează o anumită traiectorie. Există opțiuni clasice, dar fiecare maestru are de obicei propriul scris de mână. Principalul lucru este că în timpul lucrului marginile elementelor care trebuie îmbinate sunt bine topite și se obține o cusătură de o formă dată. Caracteristici ale sudării conductelor Sudarea cu arc electric poate fi utilizată pentru a realiza o cusătură verticală, care este situată pe partea laterală a conductei, orizontală - de-a lungul circumferinței sale. La fel și tavanul și fundul, situate, respectiv, deasupra și dedesubt. Mai mult, acesta din urmă este considerat cel mai convenabil de efectuat. Țevile de oțel sunt de obicei sudate cap la cap, cu patrunderea obligatorie a tuturor marginilor de-a lungul înălțimii pereților. Pentru a reduce influxurile în interiorul conductei, unghiul de înclinare al electrodului este selectat cu o valoare de cel mult 45 ° față de orizontală. Înălțimea cusăturii - 2-3 mm, lățime - 6-8 mm. La sudarea cu o suprapunere, înălțimea cusăturii este de aproximativ 3 mm, iar lățimea este de 6-8 mm. Înainte de a începe sudarea unei țevi prin sudare electrică, executăm munca pregatitoare: Curăţaţi bine piesa. Dacă capetele țevii sunt deformate, tăiați-le sau îndreptați-le. Curatam marginile. Curățăm cel puțin 10 mm din planul exterior și interior adiacent marginilor țevii până la un luciu metalic. Acum poți începe să sudezi. Toate îmbinările sunt prelucrate continuu, până la sudarea completă. pivotant, de asemenea îmbinări fixețevile cu lățimea peretelui de până la 6 mm sunt produse în cel puțin 2 straturi. Cu o lățime a peretelui de 6-12 mm - se execută trei straturi, mai mult de 19 mm - patru. Particularitatea sudării țevilor este că fiecare cusătură care este aplicată pe îmbinare trebuie curățată de zgură, după care se execută următoarea. Prima cusătură este cea mai responsabilă. Ar trebui să topească complet toate marginile și tocitatea. Este examinat în mod deosebit pentru detectarea fisurilor. Dacă sunt prezente, acestea sunt topite sau tăiate și fragmentul este preparat din nou. Stratul final este realizat cât mai neted posibil cu o tranziție lină la metalul de bază.Al doilea și toate straturile ulterioare sunt realizate cu țeava învârtită încet. Sfârșitul și începutul tuturor straturilor trebuie să fie deplasate față de stratul anterior cu 15-30 mm. Stratul final este realizat cu o tranziție lină la metalul de bază și cu o suprafață plană. Pentru a îmbunătăți calitatea sudării țevilor prin sudare electrică, fiecare strat ulterior este realizat în direcția opusă față de cel precedent, iar punctele de închidere ale acestora trebuie distanțate. Autosudare este o întreprindere destul de complexă. Cu toate acestea, dacă doriți, îl puteți stăpâni în continuare. Trebuie să înveți regulile de bază ale procesului și să înveți treptat să faci cel mai mult exerciții simple. Nu este nevoie să economisiți timp și efort pentru a stăpâni elementele de bază, care vor deveni baza stăpânirii. Ulterior, va fi posibil să treceți în siguranță la tehnici mai complexe, perfecționându-vă abilitățile.



