Ce mărci de electrozi există. Tipuri de electrozi moderni pentru sudarea manuală cu arc
Sudarea este o parte integrantă a aproape orice munca de instalare. Este puțin probabil ca electrozii să nu fie folosiți în nicio construcție, deoarece importanța lor nu poate fi supraestimată. Electrozii sunt împărțiți în clase și grupuri despre care fiecare sudor ar trebui să le cunoască, indiferent cine este, profesionist sau începător.
Electrodul în sine este o rolă de metal sub formă de tijă, care este realizată din conductor electricitate metale. Prin urmare, electrozii sunt o parte integrantă a procesului de sudare, deoarece furnizează curent obiectului.
Toți electrozii sunt împărțiți în două tipuri: topire și neconsumabile . Acum să le luăm în ordine:
electrozi consumabili ia parte la procesul de sudare. Acestea au la bază metal laminat din sârmă conductivă, care se topește în timpul sudării și asigură sudarea a două părți metalice ale produsului. Astfel de electrozi pentru sudare sunt foarte populari deoarece o astfel de metodă nu este foarte costisitoare din punct de vedere material.
Electrozi neconsumabile asigură alimentarea cu curent a obiectului sudat, iar aditivul este introdus din lateral. Astfel de electrozi sunt fabricați din materiale refractare precum wolfram sau grafit.
Practic, electrozii sunt proiectați pentru sudarea fontei, a metalelor neferoase, a oțelurilor înalt aliate și cu conținut scăzut de carbon, precum și pentru tăierea metalelor. Multe tipuri de electrozi acest moment atât de îmbunătățite încât pot fi gătite în aproape toate pozițiile spațiale. Fiecare tip de electrod trebuie să corespundă clasei sale căreia îi aparține.
Fiecare tip de electrod este realizat pentru o sarcină specifică, de exemplu, pentru a lucra cu un anumit tip de metal sau mai multe poziții de sudare. Alegerea specialiștilor poate depinde și de compoziție chimică acoperiri cu electrozi. De exemplu, pentru o rezistență mare a cusăturii, unul anumit fel electrozi, iar pentru rezistență ridicată la coroziune, un alt tip de electrod poate fi mai potrivit, care este fabricat din alți constituenți chimici și are protecție ridicată împotriva oxidării.
Toți electrozii sunt clasificați în funcție de caracteristicile lor distinctive., cu toate acestea, există încă astfel de parametri pe care absolut toate mărcile de electrozi trebuie să le respecte. Acești parametri nu pot fi modificați. Prin urmare, pentru fabricarea electrozilor de înaltă calitate, ar trebui utilizate tehnologii moderne, care sunt introduse numai la fabricile moderne de producție de electrozi.
Este important de reținut că pentru o educație de calitate sudură ar trebui aplicate numai electrozi de calitate. De asemenea, importantă este experiența sudorului. Dacă sunteți începător, atunci cel mai bine este să vă asumați cusături care nu poartă o mare responsabilitate și dacă nu numai că vă considerați un profesionist, ci de fapt sunteți, atunci puteți prelua absolut orice cusături de sudură.
CLASIFICAREA ELECTROZLOR
|
EXEMPLE DE MARCAREA:
DENUMIREA POZIȚIILOR SPAȚIALE PENTRU DIFERȚI ELECTROZI
|
MARCAREA ELECTROZLOR DE SUDARE

EXEMPLE DE MARCAREA:
DENUMIREA POZIȚIILOR SPAȚIALE PENTRU DIFERȚI ELECTROZI
Tip electrod

Pentru sudarea oțelurilor carbon și slab aliate, precum și a celor aliate cu rezistență crescută și ridicată, marcajul constă în:
index E
numerele care urmează indicelui, indicând valoarea rezistenței la tracțiune în kgf / mm 2;
index DAR, indicând faptul că metalul de sudură are proprietăți crescute în ceea ce privește ductilitatea și duritatea.
Pentru sudarea oțelurilor rezistente la căldură, înalt aliate și pentru suprafață, simbolul constă din:
numărul de după indice care indică conținutul mediu de carbon în sutimi de procent;
litere și cifre care determină conținutul de elemente chimice în procente. Ordinea de aranjare a denumirilor de litere ale elementelor chimice este determinată de scăderea conținutului mediu al elementelor corespunzătoare din metalul depus. Cu un conținut mediu al elementului chimic principal de mai puțin de 1,5%, numărul din spatele denumirii literei element chimic nespecificat. Cu un conținut mediu de siliciu în metalul depus până la 0,8% și mangan până la 1,0%, literele C și G nu sunt aplicate.
index E- electrod pentru manual sudare cu arcși suprafață;
 Denumirea metalelor
Denumirea metalelor
Pentru sudarea oțelurilor carbon și slab aliate cu o rezistență la tracțiune de până la 490 MPa (50 kgf / mm 2), se folosesc 7 tipuri de electrozi: E38, E42, E46, E50, E42A, E46A, E50A. Pentru sudarea carbonului și oțeluri slab aliate cu o rezistență la tracțiune de 490 MPa (50 kgf / mm 2) până la 588 MPa (60 kgf / mm 2), se folosesc 2 tipuri de electrozi: E55, E60. Pentru sudarea oțelurilor aliate de rezistență crescută și mare cu o rezistență la tracțiune de peste 588 MPa (60 kgf / mm 2) se folosesc 5 tipuri de electrozi: E70, E85, E100, E125, E150.
Pentru sudarea otelurilor termorezistente - 9 tipuri: E-09M, E-09MH, E-09Kh1M, E-05Kh2M, E-09Kh2M1, E-09Kh1MF, E-10Kh1MNBF, E-10Kh3M1BF, E10Kh5MF. Pentru sudarea oțelurilor înalt aliate cu proprietăți speciale - 49 tipuri: E-12Kh13, E-06Kh13N, E-10Kh17T, E-12Kh11NMF, E-12Kh11NVMF, etc. Pentru suprafețe straturi de suprafață cu proprietăți speciale - 44 de tipuri: E-10G2, E-10G3, E-12G4, E-15G5, E-16G2KhM, E-30G2KhM etc.
Marca electrodului
Fiecare tip de electrod poate corespunde unuia sau mai multor grade.
Diametrul electrodului
Diametrul electrodului (mm) corespunde diametrului tijei metalice.
Scopul electrodului

Pentru sudarea oțelurilor carbon și slab aliate cu rezistență la tracțiune de până la 588 MPa (60 kgf / mm 2) - marcate cu litera La;
Pentru sudarea oțelurilor de structură aliate cu o rezistență la tracțiune peste 588 MPa (60 kgf / mm 2) - marcate cu litera L;
Pentru sudarea oțelurilor rezistente la căldură - marcate cu litera T;
Pentru sudarea oțelurilor înalt aliate cu proprietăți speciale - indicate prin literă LA;
Pentru suprafața straturilor de suprafață cu proprietăți speciale - marcate cu litera H.
Factor de grosime a stratului de acoperire

În funcție de raportul dintre diametrul acoperirii electrodului D la diametrul tijei metalice d, electrozii sunt împărțiți în următoarele grupuri:
cu un strat subțire (D/d≤1,2) - marcat cu litera M;
cu acoperire medie (1.2
acoperit gros (1,45
cu strat extra gros (D/d>1,8) - G.
Denumirea electrodului acoperit consumabil

Scrisoare E- denumirea internațională a electrodului acoperit consumabil.
Un grup de indici care indică caracteristicile metalului sudat sau metalului depus
Pentru electrozi utilizați pentru sudarea oțelurilor carbon și slab aliate cu rezistență la tracțiune de până la 588 MPa (60 kgf / mm 2).
http://elektrod-3g.ru
Pentru prima dată, un electrod de sudură a apărut în 1902. S-au schimbat multe de atunci noi tipuri și mărci. Electrodul de sudare este cel mai comun material. Fiecare marca de electrod are propriile sale proprietăți . Rețineți întotdeauna că pentru fiecare tip de material, ar trebui să alegeți un electrod special.
Cele mai populare mărci de electrozi proiectați pentru oțel carbon și slab aliat: UNI-13/NZh/12x13. Electrozii acestui brand sunt proiectați pentru sudarea oțelurilor rezistente la coroziune. Acest model a fost creat conform tuturor regulilor GOST 9466-75. Sudarea cu un astfel de electrod are loc la curent continuu.
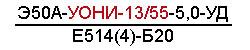
ONUI 13/55. Acest electrod de sudare este utilizat pentru sudarea atât a oțelului slab aliat, cât și a oțelului carbon. Corespunde GOST 9466-75,GOST 9467-75,TU 1272002010558589 . Procesul de sudare are loc atât cu curent alternativ, cât și cu curent continuu de polaritate inversă.
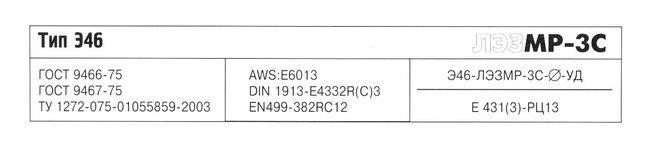
MR-3S .Electrodul de sudare al acestui brand este conceput pentru sudarea produselor din oțel carbon și slab aliat.. Sudarea se realizează folosind curent continuu și alternativ.
MR-3T. Acest electrod este destinat pentru sudarea produselor din oțel carbonic, slab aliat. Sudarea poate fi efectuată atât cu curent continuu, cât și cu curent alternativ. Polaritatea DC este inversată. Dar pentru astfel de electrozi există o avertizare, conținutul de carbon trebuie să fie de cel puțin 0,25%, iar rezistența la tracțiune nu trebuie să depășească 490 MPa. Astfel de electrozi corespund GOST 9466-75, GOST 9467-75.
OZS-12. Acești electrozi sunt, de asemenea, proiectați pentru oțel carbon și slab aliat. Rezistența la tracțiune este de 490 MPa. Electrozi de sudare din carbon : VDK VDP SK. Cele mai populare mărci electrozi de tungsten neconsumabile care se întâlnesc GOST23949-80: EHF EVL EVI-1 EVI-2 EVT-15 Există, de asemenea, electrozi speciali pentru sudarea cuprului și aliajelor de cupru: OZB-2M OZB-3 ANTs / OZM2 Komsomolets 100 ANTs/OZM3 Pentru sudarea unor materiale precum nichelul și aliajele acestuia, se folosesc electrozi: OZL-32, B-56U. Dacă intenționați să lucrați cu materiale precum aluminiul și aliajele sale, atunci ar trebui să alegeți electrozi: OZANA-1, OZA-1, OZANA-2, OZANA-2.
Electrozii joacă un rol important în procesul de sudare. De regulă, sudarea cu electrozi va fi mai fiabilă, mai durabilă, mai rapidă, mai economică.
Nu este un secret că în timpul sudării metalului se realizează mișcarea electrozilor. Aceste mișcări sunt adesea denumite oscilatorii. Există multe abordări tehnologice ale performanței sudării metalelor. Electrodîn timpul procesului de sudare, indiferent de metoda utilizată, se raportează mișcarea în trei directii diferite.
Prima mișcare se numește translație, în care mișcarea este de-a lungul axei electrodului. Depinde de viteza topire, mișcarea de translație menține o lungime constantă arcuri, care nu trebuie să depășească 0,5-1,2 din diametrul electrodului. Lungimea arcului depinde de marca electrodului si conditiile de sudare. Formarea cusăturii se deteriorează odată cu scăderea lungimii arcului și există și posibilitatea unui scurtcircuit (scurtcircuit abreviat). O creștere a arcului este cauza unei creșteri a stropirii metalului electrodului și o scădere a calității sudurii din punct de vedere al formei și al proprietăților acesteia (mecanice).
a doua mișcare este deplasarea electrodului de-a lungul axei pentru a forma o cusătură. Diametrul electrodului, puterea curentului ( permanent sau variabile) iar viteza de topire a electrodului determină viteza de mișcare a electrodului. În absența deplasărilor transversale ale electrodului, cusătura este îngustă (filetată), a cărei lățime este de aproximativ 1,5 din diametrul electrodului utilizat. Această cusătură este folosită pentru sudare subţire table metalice.
Ultima mutare este deplasarea electrodului pentru a regla lățimea cusăturii și adâncimea de topire a metalului. Aceste mișcări oscilatorii necesită o înaltă calificare a sudorului și a abilităților sale și sunt determinate și de caracteristicile materialului de sudat, de poziția și dimensiunea sudurii. Lățimea cusăturii, când se utilizează mișcări oscilatorii transversale, variază cu 1,5-5 din diametrul electrodului utilizat.
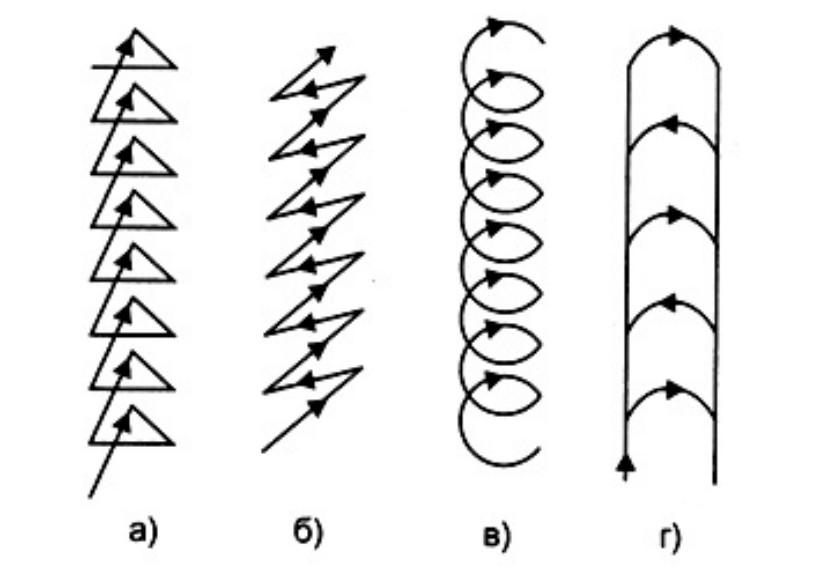
Mișcarea competentă și corectă din punct de vedere tehnic a electrodului este sarcina și condiția principală pentru obținerea unei cusături de înaltă calitate atunci când se efectuează lucrări de sudare. Este importantă o anumită tehnică pentru efectuarea mișcărilor oscilatorii ale electrodului, precum și raționalitatea mișcării acestuia. Există mai multe moduri comune de a realiza o cusătură de calitate. aplicat în orice situaţie cu care sudorul efectuează mișcări în timpul sudării. Acestea sunt mișcările „osului de pește” (a), unghiului (b), „mișcării în spirală” (c), „mișcării semilunii” (d). Fig.1
Când sudați o sudură verticală, este cel mai convenabil să afișați toate modalitățile mișcări oscilatorii ale electrodului, in plus, aceasta este o operatie foarte des folosita in sudarea produselor laminate. În același timp, vom omite toate problemele legate de tăierea muchiilor și pregătirea suprafețelor înainte de sudare.
Cu ajutorul mișcărilor oscilatorii ale electrodului în semilună sau în spirală, raftul este depus inițial pe margini cu electrodul, iar apoi metalul este depus în porțiuni mici fără goluri și ruperi, se recomandă sudarea continuă. Sudarea ulterioară a metalului se efectuează treptat, cu electrodul deplasat mai sus, lăsând în urmă sudura finită. O altă schemă a mișcării oscilatorii în timpul sudării - la un unghi, prevede mișcarea oscilativă a electrodului folosind o deplasare alternativă în sus și în jos, metalul este depus pe margini fără întreruperi cu o mișcare uniformă a electrodului în sus.
Metodologie" os de hering» caracterizat deplasând electrodul în sus, apoi spre dreapta, apoi coborâți la stânga pe o potecă scurtă. Este de dorit ca picătura de metal să se solidifice la fiecare etapă individuală de sudare între margini. După aceea, electrodul părăsit este mutat în sus la stânga și din nou coborât din punctul de urcare, dar acum în jos spre dreapta. Cu astfel de mișcări graduale cu porțiuni individuale continue, se realizează cusătura de sudură.
Electrozii pentru sudarea oțelurilor carbon și slab aliate se caracterizează și prin nivelul de sudare și proprietăți tehnologice, inclusiv. posibilitate de sudare in toate poziții spațiale, tipul curentului de sudare, productivitatea procesului, tendința de a forma pori, iar în unele cazuri, conținutul de hidrogen din metalul depus și tendința îmbinărilor sudate de a forma fisuri. Caracteristicile enumerate, care trebuie luate în considerare la alegerea unei anumite mărci de electrod, sunt în mare măsură determinate de tipul de acoperire.
Acoperirea poate fi:
Rutilov,
principal,
celuloză,
Amestecat.
Electrozi acoperiți cu acid.
Baza acestui tip de acoperire este oxizii de fier, mangan și siliciu. Metalul sudat realizat cu electrozi acoperiți cu acid are o tendință crescută de a forma fisuri fierbinți. În funcție de proprietățile mecanice ale metalului de sudură și ale îmbinării sudate, electrozii aparțin tipurilor E38 și E42.
Electrozii acoperiți cu acid nu sunt predispuși la formarea de pori la sudarea metalului acoperit cu sol sau rugină, precum și în timpul prelungirii arcului. Sudarea se poate realiza cu curent continuu și alternativ.
Electrozi acoperiți cu rutil.
Acoperirea unor astfel de electrozi se bazează pe concentrat de rutil (dioxid de titan natural). Metalul de sudură, realizat cu electrozi acoperiți cu rutil, corespunde oțelului calm sau semi-liniștit. Rezistența metalului de sudură la fisurare este mai mare pentru electrozii acoperiți cu rutil decât pentru electrozii acoperiți cu acid. În funcție de proprietățile mecanice ale metalului de sudură și ale îmbinării sudate, majoritatea mărcilor de electrozi rutil aparțin electrozilor de tip E42 și E46.
Electrozii rutil au o serie de avantaje în comparație cu alte tipuri de electrozi, și anume, asigură o ardere stabilă și puternică a arcului la sudarea cu curent alternativ, pierderi reduse de metal din cauza stropilor, desprindere ușoară a crustei de zgură și formare excelentă a sudurii. Electrozii nu sunt foarte sensibili la formarea porilor la modificarea lungimii arcului, la sudarea metalului umed si ruginit si pe o suprafata oxidata.
Electrozii din grupul luat în considerare includ și electrozi cu un strat de ilmenit, care ocupă o poziție intermediară între electrozii cu acoperiri acide și rutil. Compoziția acoperirii acestor electrozi ca componentă principală include concentrat de ilmenit (un compus natural de dioxizi de titan și fier).
Electrozi acoperiți de bază.
Baza acestui tip de acoperire este carbonații și compușii cu fluor. Metalul depus cu electrozii acoperiți cu bazin corespunde ca compoziție chimică cu oțelul calm. Datorită conținutului scăzut de gaze, incluziuni nemetalice și impurități nocive, metalul de sudură realizat de acești electrozi se caracterizează prin ductilitate ridicată și rezistență la impact la temperaturi normale și scăzute și are, de asemenea, rezistență crescută la fisurarea la cald. În funcție de proprietățile mecanice ale metalului de sudură și ale îmbinărilor sudate, electrozii cu acoperirea principală aparțin electrozilor de tip E42A, E46A, E50A, E55 și E60.
În același timp, în ceea ce privește caracteristicile tehnologice, electrozii cu un strat de bază sunt inferiori altor tipuri de electrozi. Ele sunt foarte sensibile la formarea porilor în prezența depunerilor, ruginii și uleiului pe marginile pieselor care trebuie sudate, precum și atunci când stratul de acoperire este umezit și arcul se prelungește. Sudarea, de regulă, se efectuează cu curent continuu de polaritate inversă. Înainte de sudare, electrozii trebuie calcinați la temperaturi ridicate (250-420 0 С).
Electrozi acoperiți cu celulozic.
Acest tip de acoperire conține o cantitate mare (până la 50%) de componente organice, de obicei celuloză. Metalul depus cu electrozi de celuloză, din punct de vedere al compoziției chimice, corespunde oțelului semi-liniștit sau calm. În același timp, conține o cantitate crescută de hidrogen. În funcție de proprietățile mecanice ale metalului de sudură și ale îmbinărilor sudate, electrozii cu acoperire de celuloză corespund electrozilor E42, E46 și E50. Electrozii de celuloză se caracterizează prin formarea unei mărgele uniforme din spate a cusăturii în timpul sudării unilaterale pe greutate, posibilitatea sudării cusăturilor verticale de sus în jos.
Toți electrozii descriși mai sus, destinați sudării oțelurilor carbon și slab aliate, cu orice tip de acoperire, trebuie să îndeplinească cerințele GOST 9466-75 și GOST 9467-75, precum și cerințele specificațiilor pentru electrozi.
Specificațiile pot conține cerințe suplimentare care sunt necesare pentru o funcționare mai eficientă a procesului și/sau obținerea îmbinărilor sudate cu caracteristici speciale și fiabilitate în exploatare sporită.
Electrozii utilizați pentru sudare și suprafață sunt clasificați în funcție de scopul lor (pentru sudarea oțelului, fontă, metale neferoase și pentru suprafață), caracteristicile tehnologice (pentru sudarea în diferite poziții spațiale, sudarea cu penetrare adâncă și sudarea în bazin), tip și grosimea învelișului, compoziția chimică a tijei și a acoperirii, natura zgurii, proprietățile mecanice ale metalului de sudură și metoda de acoperire (presiunea sau scufundarea).
Principalele cerințe pentru toate tipurile de electrozi sunt: asigurarea unui arc stabil și o bună formare a cusăturii; obținerea unui metal de sudură cu o compoziție chimică dată; topirea calmă și uniformă a tijei electrodului și a acoperirii; stropire minimă de metal al electrodului și performanță ridicată de sudare; separabilitate ușoară a zgurii și rezistență suficientă a acoperirilor; păstrarea proprietăților fizico-chimice și tehnologice ale electrozilor pentru o anumită perioadă de timp; toxicitate minimă în timpul fabricării și sudării.
Lungimea electrozilor este dată în tabel. 3.
3.Lungimea electrodului depinde de diametrul acestuia
În funcție de scop, electrozii metalici pentru sudarea manuală cu arc a oțelurilor și suprafața straturilor de suprafață cu proprietăți speciale, fabricați prin presare, sunt împărțiți (GOST 9466-75):
pentru sudarea oțelurilor carbon și slab aliate cu o rezistență temporară la tracțiune de până la 60 kgf / mm 2 (600 MPa), cu simbolul U;
pentru sudarea oțelurilor aliate cu o rezistență temporară la tracțiune mai mare de 60 kgf / mm 2 (600 MPa) - L;
pentru sudarea otelurilor aliate termorezistente -T;
pentru sudarea oțelurilor înalt aliate cu proprietăți speciale - B;
pentru suprafața straturilor de suprafață cu proprietăți speciale - N.
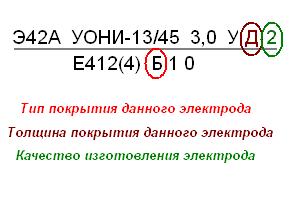
În funcție de grosimea învelișului, electrozii sunt împărțiți în electrozi cu acoperiri subțiri, medii, groase și extra groase. GOST 9466-75 prevede, de asemenea, trei grupuri de electrozi - 1, 2, 3, caracterizate de cerințe pentru calitatea (precizia) fabricării electrozilor, starea suprafeței de acoperire și conținutul de sulf și fosfor din metalul depus.
În funcție de tipul de acoperire, electrozii sunt împărțiți în:
cu strat acid A,
cu acoperire de bază - B,
cu acoperire de celuloză - C,
cu acoperire rutil - P,
cu o acoperire mixtă - cu o denumire dublă, cu alte tipuri de acoperiri - P.
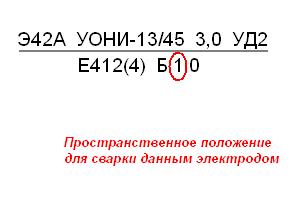
În funcție de poziția spațială în care se efectuează sudarea, electrozii sunt împărțiți în:
pentru sudare în toate pozițiile cu simbolul 1;
pentru sudare în toate pozițiile, cu excepția verticală de sus în jos, - 2;
pentru pozițiile de jos, orizontal pe un plan vertical și vertical de jos în sus -3;
pentru mai jos și mai jos „în barcă” - 4.
Electrozii sunt subdivizați în funcție de tipul și polaritatea curentului, precum și de tensiunea nominală în circuit deschis a sursei de alimentare cu arc de sudare de curent alternativ.
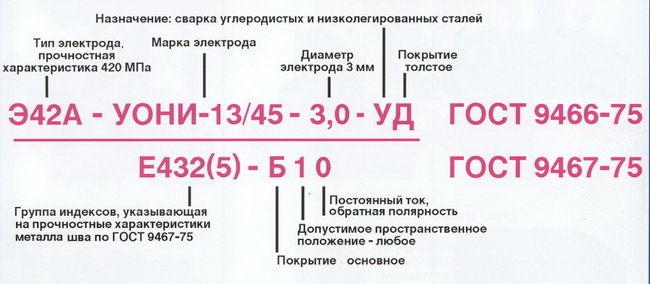
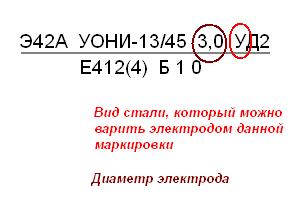
Împărțirea electrozilor după tip se face în conformitate cu GOST 9467-75, 10051-75 și 10052-75. Conform GOST 9467-75, sunt furnizate 9 tipuri de electrozi pentru sudarea oțelurilor carbon și slab aliate (E38, E42, E42A, E46, E46A, 350, E50A, E55 și E60), 5 tipuri de electrozi pentru sudarea oțelurilor aliate de rezistență crescută și ridicată (E70, E85, E100, E125 și E150) și 9 tipuri de electrozi pentru sudarea oțelurilor aliate rezistente la căldură (E-09M, E-09MH, E-09Kh1M, E-05Kh2M, E-09Kh2M1, E- 09Kh1MF, E-10Kh1M1NFB, E-10Kh3M1BF, E -10X5MF). Desemnați electrozii pentru sudarea oțelurilor carbon și aliate conform GOST 9466-75. De exemplu, electrozii de tip E46A conform GOST 9467-75 al mărcii UONI-13/45 cu un diametru de 3,0 mm pentru sudarea oțelurilor carbon și slab aliate sunt desemnați după cum urmează:
unde E - electrod pentru sudarea cu arc; 46 - rezistența la tracțiune temporară minimă garantată, datorită GOST 9467-75; A - tip îmbunătățit de electrozi; litera U indică faptul că electrozii sunt proiectați pentru sudarea carbonului și a aliajelor reduse oteluri de structura cu rezistență temporară la tracțiune de până la 60 kgf / mm 2 (600 MPa); D - grosimea stratului; 2 - al doilea grup. La numitor, numerele 43 2 (5) indică caracteristicile metalului depus și ale metalului de sudură; litera B indică tipul principal de acoperire; 1 - poziție spațială în care se poate efectua sudarea, O - curent continuu de polaritate inversă. Pentru electrozii utilizați pentru sudarea oțelurilor carbon și slab aliate cu o rezistență temporară la tracțiune de până la 60 kgf / mm 2 (600 MPa), nu se pune o liniuță după litera E.
Pentru sudarea oțelurilor înalt aliate cu proprietăți speciale, electrozii conform GOST 10052-75 sunt clasificați în funcție de compoziția chimică a metalului depus și de proprietățile sale mecanice. GOST 10052-75 prevede 49 de tipuri de electrozi. Denumirile tipurilor de electrozi constau din indicele E urmat de cifre și litere. Cele două cifre de după index indică conținutul mediu de carbon din metalul depus în sutimi de procent. Elementele chimice conținute în metalul depus sunt indicate prin următoarele litere: A - azot, B - niobiu, C - wolfram, D - mangan, D - cupru, M - molibden, N - nichel, C - siliciu, T - titan , F - vanadiu, X - crom. Numerele care urmează după literele elementelor chimice indică conținutul mediu al elementului în procente. După desemnarea cu litere a elementelor, al căror conținut mediu în metalul depus este mai mic de 1,5%, numerele nu sunt lăsate jos.
Electrozii pentru suprafața cu arc sunt reglementați de GOST 10051-75 (tipuri de electrozi care se caracterizează prin compoziția chimică a metalului depus și duritatea acestuia).
Întrebări pentru autoexaminare
1. După ce criterii sunt clasificați electrozii pentru sudare și suprafață?
2. Ce știi despre GOST pentru electrozi?
3. Cum sunt indicate tipurile de acoperiri ale electrozilor?
Atunci când alegeți electrozi pentru acest tip de sudare, există multe nuanțe, cum ar fi poziția sudurii, tipul de metal al produsului sudat și grosimea acestuia, cerințele de rezistență și multe altele. Toate caracteristicile și scopul electrozilor existenți astăzi pot fi distinse printr-un marcaj special imprimat pe ambalaj și pe fiecare electrod separat.
Pentru o simplă persoană economică care a decis el însuși să sude un cadru pentru un gard, o seră, să repare un cadru de bicicletă rupt, de exemplu, și care se ocupă pentru prima dată de sudare, poate părea că cu atât este mai scump să luați electrozi. pentru sudarea manuală, cu atât cusătura va fi mai bună și va fi sudarea mai ușoară.
Desigur, în funcție de alegerea producătorului electrozilor, calitatea producției acestora depinde, dar să luăm în considerare în mod specific aspectele tehnice ale alegerii electrozilor pentru sudarea manuală cu arc. Iată o listă cu cele mai elementare criterii după care sunt selectați electrozii:
- tipul de curent emis de aparat;
- grosimea și compoziția metalului sudat;
- poziția spațială a cusăturii sudate;
- ușurință în utilizare și calitatea sudării.
Electrozii sunt produși nu numai pentru, ci și pentru multe alte tipuri, dar majoritatea sunt încă produși doar pentru ea. Acest lucru se datorează celei mai mari frecvențe de aplicare a acestui tip de sudare, prin urmare, nevoia de electrozi pentru aceasta, ca consumabile, este mult mai mare. Mai mult, ele diferă foarte mult prin compoziția lor chimică și caracteristicile geometrice diverse, de care depind toate criteriile de mai sus.
 Un sudor manual cu arc poate furniza curent continuu (AC) și/sau alternativ (DC), primul având două polarități: înainte și invers.
Un sudor manual cu arc poate furniza curent continuu (AC) și/sau alternativ (DC), primul având două polarități: înainte și invers.
Trebuie să știi ce tip de curent produce dispozitivul; unele generează doar variabile, există și universale în acest sens.
Nu este surprinzător să aflați pentru ce tip de curent și polaritate este destinat electrodul: pentru aceasta există o valoare digitală separată de la 0 la 9 pe marcajul pachetului de electrozi.
De asemenea, indică un parametru important al aparatului de sudură - tensiunea în circuit deschis necesară pentru funcționarea unuia sau altuia electrod în modul AC (poate fi văzută în tabelul de mai jos).
În cazul celor mai simple aparat AC , electrozii pentru sudarea manuală cu arc (arc electric) trebuie selectați cu un strat de stabilizare a arcului (despre acoperirile electrozilor la sfârșitul articolului). Acest lucru se datorează mișcării curentului: electronii trec de la fază la pământ într-o direcție, apoi vine un moment de schimbare a polarității și mișcarea se schimbă în cealaltă direcție. Și în momentul valorii curentului zero (când se schimbă polaritatea), arcul electric dintre electrod și produsul sudat se rupe.
Cu curentul continuu, acest lucru nu se întâmplă, iar electronii se mișcă într-o direcție, de la minus la plus. În acest fel, polaritate inversă (DCEP, DC+). - acesta este cel in care plusul este conectat la electrod, iar minusul este conectat la produsul sudat. La o astfel de sudare, fluxul de electroni se deplasează către electrod, ceea ce duce la o încălzire puternică a capătului electrodului. Cel mai des este folosită sudarea acestei polarități, respectiv, majoritatea electrozilor pentru curent continuu sunt realizați cu așteptarea lucrului cu polaritate inversă.
Polaritate dreaptă (DCEN, DC-) în consecință, apare atunci când electrodul este conectat la minus, produsul sudat la plus; si astfel electronii se deplaseaza catre zona sudata de la electrod. O caracteristică a unei astfel de suduri este o încălzire foarte puternică a produsului, iar electrozii potriviți sunt considerați speciali, proiectați pentru sudarea de mare viteză a tablei.
 Grosimea și compoziția metalului care este sudat afectează, de asemenea, în mod direct alegerea electrozilor pentru sudarea manuală cu arc.
Grosimea și compoziția metalului care este sudat afectează, de asemenea, în mod direct alegerea electrozilor pentru sudarea manuală cu arc.
Aici vorbim despre electrozi de diferite diametre și scopuri.
Pe imaginea de marcare este evidențiată cu roșu caracteristica diametrului electrodului, care trebuie comparată cu tabelele GOST (vezi mai jos) pentru a afla cât metal poate fi sudat și cât curent are nevoie dispozitivul pentru aceasta.
Tipurile moderne, acoperite de electrozi pentru sudarea manuală cu arc sunt proiectate să funcționeze cu următoarele tipuri de oțel:
- oțeluri carbon și slab aliate;
- oțeluri de structură aliate;
- oțeluri aliate rezistente la căldură;
- oțeluri înalt aliate cu proprietăți speciale;
- pentru suprafața straturilor de suprafață.
Ele pot fi distinse uitându-se la marcajul (GOST 9466-75) de pe ambalaj, care are un set de litere și numere, în prezența penultimei litere: U - pentru sudarea oțelurilor carbon și slab aliate; L - pentru sudarea otelurilor de structura aliate; T - oteluri aliate termorezistente; B - pentru sudarea oțelurilor înalt aliate cu proprietăți deosebite; H - pentru suprafața straturilor de suprafață.
În acest caz, un parametru separat este diametrele electrozilor pentru sudarea manuală cu arc, care sunt selectate în funcție de grosimea metalului care este sudat. Pentru sudarea pieselor cu grosimea metalului de 1 mm se folosește sudarea în principal sau semi-automată. Acest lucru se datorează faptului că electrozii pentru sudarea manuală cu arc electric cu un diametru de 1,6 mm, proiectați pentru o astfel de grosime a produselor metalice în Rusia și alte țări CSI, pot fi achiziționați numai la comandă, nu sunt disponibili pentru vânzare gratuită. Și electrozi cu un diametru mai mare de 6 și până la 12 mm sunt folosiți pentru suprafață.
În acest tabel, valorile curentului sunt aproximative, date ca exemplu, deoarece depind în mare măsură de poziția sudării, tipul de curent și stratul de acoperire al electrozilor. Atunci când alegeți un electrod cu un diametru sau altul, trebuie să acordați atenție curentului pe care îl consumă: o mașină de sudură simplă, de putere redusă, de 160 A, pur și simplu nu va trage un electrod de 6-8 mm. Și dacă aveți o mașină de sudură atât de slabă, atunci nici măcar nu vă angajați să sudați metale groase.
 Trebuie luată în considerare și poziția spațială în care se va efectua sudarea, în timp ce merită luat în considerare coeficientul care se adaugă curentului sudat, dar aceasta este o formulă separată și un articol voluminos.
Trebuie luată în considerare și poziția spațială în care se va efectua sudarea, în timp ce merită luat în considerare coeficientul care se adaugă curentului sudat, dar aceasta este o formulă separată și un articol voluminos.
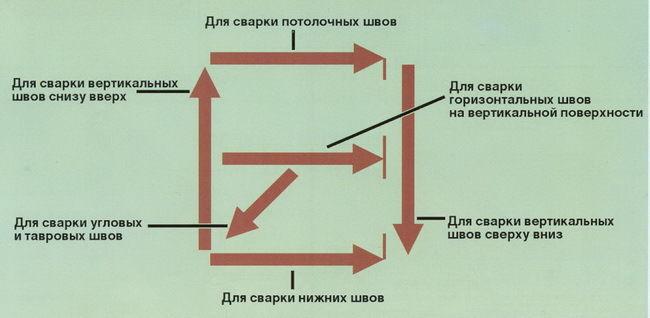
Poziția cea mai joasă de sudare este considerată cea mai productivă și cea mai ușoară (vezi mai jos), toate tipurile de electrozi sunt proiectați pentru aceasta.
Există cinci tipuri de electrozi, clasificați în funcție de criteriul poziției spațiale a cusăturii, iar marcarea electrozilor pentru sudarea manuală cu arc are valorile numerice corespunzătoare de la 1 la 5, a căror decodare este dată mai jos. .
- Sudarea în toate pozițiile spațiale ale cusăturii.
- Sudarea în toate pozițiile, cu excepția verticală de sus în jos.
- Sudarea in jos, orizontala pe plan vertical si verticala de jos in sus.
- Sudarea în pozițiile inferioare și inferioare „în barcă”.
- Analog Nr. 3, pentru poziția spațială verticală a sudării.
Pentru un sudor începător, desigur, cea mai ușoară va fi sudarea în poziția inferioară: electrodul este îndreptat de sus în jos sau într-un unghi față de produsul sudat dedesubt. Simplitatea sudării în poziția inferioară este că bazinul de sudură nu cade, deoarece se poate întâmpla în poziție verticală și orizontală (din cauza gravitației).
 Stabilitatea arcului, calitatea cusăturii și ușurința în exploatare sunt determinate în cea mai mare măsură de acoperirea electrodului.
Stabilitatea arcului, calitatea cusăturii și ușurința în exploatare sunt determinate în cea mai mare măsură de acoperirea electrodului.
Mai mult, este important ca electrozii acoperiți pentru sudarea manuală cu arc să difere nu numai prin compoziție, ci și prin grosimea stratului, care determină calitatea sudurii și arată ca litere de pe marcajul ambalajului: M - acoperire subțire; C - medie; D - gros; D - acoperire deosebit de groasă a electrodului.
Calitatea de fabricație a produsului electrod în sine pe marcaj arată ca numere: 1 - calitate înaltă; 2 - medie; 3 - scăzut.
Învelișul electrodului este, de asemenea, partea sa cea mai vulnerabilă, care poate deveni umedă sau crăpa/cădea în timpul transportului neglijent, depozitării în umiditate și sub presiune; de asemenea, acordați atenție datei de expirare, astfel încât să puteți utiliza electrozii acoperiți înainte de a expira. În total, există electrozi cu patru tipuri principale de acoperire, plus încă două tipuri: mixte și altele.
Electrozi acoperiți cu acid în lucru formează un bazin de sudură foarte lichid, în care metalul trece din acesta sub formă de picături. Arderea arcului este instabilă, metalul stropește în timpul sudării, există o probabilitate mare de ardere prin produs ca urmare a unei creșteri foarte puternice a temperaturii de la arc. Există o probabilitate mare de crăpare în timpul întăririi, cusătura este saturată cu oxigen, poroasă. Există o eliberare de substanțe toxice în aer în timpul sudării.
Electrozi acoperiți de bază la sudare, se formează un arc scurt; formează o baie vâscoasă, în care metalul din electrod trece sub formă de picături medii și mari. Pe curent alternativ, cu o cantitate mare de CaF2 (fluorspa) în compoziția acoperirii, se observă o complicație a procesului de sudare.
Cusătura este cea mai înaltă calitate dintre restul, cele mai bune caracteristici de vâscozitate, densitate; șanse mult mai mici de crăpare decât atunci când utilizați un electrod acid. Electrozii acoperiți de bază sunt electrozi de sudură manuali utilizați în lucrările pe structuri puternic încărcate care sunt sub presiune.
Dintre deficiențe, este de remarcat pregătirea atentă a produsului sudat (curățarea lor), precum și necesitatea calcinării acestuia înainte de sudare, fără de care va exista o formare mare de pori.
Electrozi organici, acoperiți cu celuloză proiectat pentru orice poziție de sudare, dar există o mulțime de stropi și sudura rezultată are un aspect dur, deci nu este potrivit pentru sudurile cu o singură trecere. Acestea conțin cea mai mare proporție de componente care formează gaze, care, în timpul arderii, asigură o bună protecție a metalului din zona bazinului de sudură și susțin arcul de stingere.
O proporție mai mică de formatori de zgură vă permite să formați liber o cusătură. Supraîncălzirea în timpul utilizării lor este exclusă, metalul nu se scurge și se răcește rapid. Cea mai bună aplicație este sudarea cusăturilor verticale de sus în jos; sudarea primei cusături de rădăcină a conductelor în poziția de sus în jos.
Electrozi rutil cele mai comune și ușor de utilizat pentru sudori începători tipuri de electrozi pentru sudarea manuală cu arc, care sunt, de asemenea, cel mai des utilizați în practica economică. Sunt bune pentru excitarea arcului de lumină, arderea sa stabilă (inclusiv la schimbarea lungimii) și o vedere bună a cusăturii cu un minim de stropi, a cărei calitate este, de asemenea, cea mai bună.
Mai mult, cele care conțin cea mai mare parte din TiO2, vă permit să gătiți a doua oară peste zgura stratului de sudură anterior fără a o îndepărta. Emisii reduse de substanțe toxice în aer, rezistență la formarea porilor, detașare bună a zgurii. Cel mai bun pentru sudarea prin prindere, sudarea în filet și a feței finale.
Compoziția acoperirii electrodului (pentru dezvoltare generală)
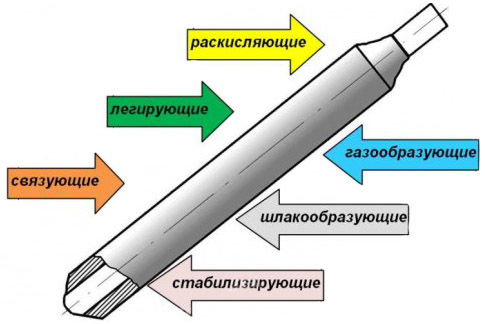
Nu trebuie să cunoașteți compoziția chimică care conține acoperirea electrozilor pentru sudarea manuală cu arc, dar pentru dezvoltarea generală, ca să spunem așa, puteți selecta o listă de componente care alcătuiesc oricare dintre tipurile sale de mai sus:
- agenţi de suflare;
- formatoare de zgură;
- dezoxidanți;
- stabilizatori;
- componente de aliere;
- componente de legătură.
Componente generatoare de gaze sunt minerale (marmură, magnezit) sau substanțe organice (făină, amidon). Ele ard odată cu eliberarea de gaze în spațiul din apropierea bazinului de sudură, a cărui funcție este de a proteja metalul de oxigen și de a menține starea arcului.
Componente care formează zgură – oxizi acizi (SiO2, TiO2, Al2O3), oxizi bazici (CaO, MnO, MgO), halogeni (CaF2). Se găsesc în marmură și granit. Aceste componente îndepărtează impuritățile dăunătoare metalului în timpul procesului de sudare, crescând calitatea acestuia.
Componente dezoxidante sunt compuși de mangan, titan, siliciu care conțin fier. Ele refac o parte din metal, care, sub formă de oxizi, apare pe suprafața bazinului de sudură în timpul funcționării.
Componente de stabilizare menține arderea stabilă a arcului electric între produs și electrod. Acest lucru se realizează datorită elementelor lor constitutive cu potențial de ionizare scăzut (sodiu, calciu, potasiu etc.), care sunt conținute în marmură și cretă.
componente de aliere au drept scop creșterea rezistenței și rezistenței la coroziune a metalului de sudură. Ele sunt conținute în acoperirea electrozilor sub formă de aliaje de crom, titan și vandiu care conțin fier.
Componentele de conectare legați, lipiți componentele de pulbere de mai sus împreună.
Acest articol prezintă mărcile de electrozi pentru sudarea manuală cu arc în conformitate cu standardele rusești, sovietice GOST 9466-75, GOST 9467-75, care sunt încă utilizate pentru norma în CSI și conform cărora electrozii de înaltă calitate sunt produși la uriașul capacitatile producatorilor autohtoni. Există și standarde străine europene, americane, precum ISO, de exemplu.
Un electrod la sudare este o tijă metalică sau nemetalică realizată din materiale electrice conductoare care furnizează curent metalului care este sudat. Fără acest produs, sudarea nu este posibilă. Clasificarea modernă a electrozilor ajută să ne dăm seama unde să folosiți pe care. Astăzi, există diferite tipuri de electrozi pentru sudare, în funcție de caracteristicile parametrilor acestora.
Electrozi de sudare
Produsele destinate sudării sunt fabricate din materiale care conduc electricitatea. Datorită aprovizionării sale la locul de sudare, topirea materialelor este asigurată cu formarea ulterioară a unei cusături de sudură. Produsul constă dintr-un fir, care este baza sa, și un strat special.
Acoperirea este o componentă importantă a produsului și oferă o serie de funcții necesare procesului de sudare. Lungimea tijelor variază de la două sute cincizeci la șapte sute de milimetri. Sunt montate într-un suport special, astfel încât ultimii douăzeci până la treizeci de milimetri ai tijei nu sunt acoperiți.
Indiferent de ce fel de electrozi pentru sudare sunt, toți trebuie să ofere:
- arderea arcului stabil cu topirea uniformă a metalului și transferul acestuia în bazinul de sudură;
- protecție metalică împotriva oxigenului;
- formarea unei cusături cu caracteristici chimice și proprietăți mecanice optime;
- performanță ridicată de sudare;
- pierderi minime asociate cu stropire, deșeuri;
- toxicitatea minimă a gazelor emise în timpul procesului de sudare.
Proprietăți similare sunt furnizate de acoperirea tijelor. Compoziția lor joacă un rol important în acest sens. Puteți afla despre proprietățile unei anumite tije, caracteristicile sale chimice, fizice și alte caracteristici prin marcare.
Caracteristicile etichetării produselor
Tijele diferă prin scop, diametru, tip. Clasificarea electrozilor presupune separarea lor în conformitate cu anumite proprietăți și desemnarea unor tipuri specifice folosind litere și numere. Fiecare specie are propriul său marcaj, cu care puteți afla despre caracteristicile sale.
Marcajul indică tipul de produs, dimensiunile acestuia, marca, caracteristicile de acoperire și alți parametri importanți.
Ca exemplu de interpretare vizuală, putem lua următorul marcaj „E46-ANO-21-2.5-U D E 43 0/3 / -P-11” sub care sunt distribuite tijele ANO-21. Este decodificat astfel:
- „E46” - tip de produs;
- "ANO-21" - marca lui;
- "2,5" - un indicator al diametrului tijei (în acest caz, 2,5 milimetri);
- „U” - scopul produsului (tijele cu indicele „U” sunt folosite pentru prelucrarea oțelului slab aliat sau carbon);
- „D” este un coeficient care indică grosimea stratului de sârmă. În acest caz, există un strat gros. Alte opțiuni: M - subțire; C - medie; G - deosebit de gros;
- "E" - acest indice este denumirea internațională a acoperirii tijei (consumabil);
- "43" - denumirea rezistenței la tracțiune (430 MPa);
- "0" - alungire relativă (mai puțin de douăzeci la sută);
- „3” - indicele indică temperatura la care parametrul rezistenței la impact a metalului nu depășește treizeci și patru J / cm 2 (-20 grade Celsius);
- "P" - tip de acoperire (rutil);
- „1” - posibile poziții spațiale (toate sunt permise);
- „1” - indicator admisibil de curent de sudură și tensiune în circuit deschis (în acest caz, este posibil să se lucreze cu curent continuu / alternativ, parametrul de tensiune în circuit deschis este de aproximativ cincizeci de wați).
Alocați diferit. Capacitatea de a descifra marcajul face posibilă achiziționarea unui produs potrivit pentru lucru în anumite condiții.
Acoperire cu electrozi
Un element important al dispozitivului pentru sudare este acoperirea acestora. Joacă un rol esențial în funcționarea normală a produselor. Clasificarea electrozilor după grosimea stratului de acoperire presupune selectarea produselor cu un strat subțire, mediu, gros și extra gros. Indiferent de acest parametru, acesta include următoarele elemente:
- generatoare de gaze. De exemplu, marmură, magnezit. Pe lângă substanțele anorganice, următoarele elemente organice pot fi componente gazoase: făină, amidon etc.;
- formarea zgurii. Acestea sunt minereuri (se folosesc adesea materiale precum manganul și titanul) sau minerale (silice, granit, feldspat și fluor). Componentele care formează zgură stau la baza stratului de protecție;
- aliere. Este posibil să utilizați mangan, titan, nichel, siliciu. Aluminiul sub formă de pulbere este folosit ca dezoxidant;
- lianți. Sticla lichidă este folosită ca liant;
- turnare. Responsabil pentru plasticitatea acoperirii (mica, bentonita, caolin).
Clasificarea electrozilor prin acoperire implică alocarea următoarelor tipuri de produse cu denumirea literei corespunzătoare:
- "A" - acoperire acidă. Conține fier/mangan/siliciu/oxid de titan;
- „B” este de bază. Are la bază două elemente: carbonat de calciu, fluorură de calciu. Produsele cu o astfel de acoperire sunt utilizate atunci când este necesară prelucrarea secțiunilor mari;
- "C" - celuloză. Constă din celuloză, făină și alți compuși organici. Topirea creează o zgură fină. Aplicabil pentru lucrări de sudare folosind oțel de grosime mică;
- "R" - rutil. Conține rutil. Mici stropi de metal sunt tipice. Puteți aplica acestea. Tijele pot fi folosite în toate pozițiile spațiale.
Marcajul poate conține mai multe litere. Aceasta înseamnă că la fabricarea produsului a fost utilizat un strat mixt. Elementele specifice în acest caz depind de denumirile literelor.
Tipuri de produse după scop
Toți electrozii sunt proiectați pentru prelucrarea anumitor tipuri de metale și trebuie utilizați numai în conformitate cu utilizarea prevăzută. Dacă tija este proiectată pentru sudarea metalelor neferoase, nu poate fi folosită pentru oțel aliat.
Clasificarea electrozilor după scop presupune împărțirea lor în următoarele tipuri:
- „U” - produse pentru prelucrarea oțelului carbon și a oțelului slab aliat. Au rezistență la tracțiune de până la 600 MPa;
- "M" - pentru prelucrarea oțelului aliat (până la 600 MPa). În acest grup sunt incluși electrozii de sudare a șinei;
- „T” - pentru sudarea oțelului aliat rezistent la căldură;
- „B” - pentru prelucrarea oțelului înalt aliat cu proprietăți speciale;
- "H" - pentru sudarea straturilor superioare de metal.
Separarea se efectuează în conformitate cu GOST 9466-60. În acest standard de stat sunt descrise diferite tipuri de electrozi de sudură și aplicarea acestora.
Clasificarea după metal și pozițiile spațiale admise
Tija folosită pentru sudare poate fi consumabilă (electrozi pentru) sau neconsumabilă. În primul caz, formarea unei cusături are loc datorită topirii tijei în sine și a materialului care este prelucrat. În al doilea, cusătura este umplută cu metal din elementele care urmează să fie sudate. Corpurile de topire pot fi realizate din:
- deveni;
- cupru;
- aluminiu;
- fontă;
- bronz.
În producția de tije neconsumabile, materiale precum:
- grafit;
- wolfram (electrozi pentru sudarea cu arc cu argon).
Există și tije neconsumabile thoriate, lantanizate, itrate. De asemenea, electrozii sunt clasificați în funcție de pozițiile spațiale în care pot fi utilizați. Pentru a desemna acest parametru în marcaj, se folosesc numere de la unu la patru. Respectiv:
- „1” - toate pozițiile sunt permise;
- „2” - toate pozițiile sunt permise, cu excepția verticală (în direcția de sus în jos);
- "3" - poziții verticale admise (de sus în jos), orizontale și inferioare;
- „4” - poate fi folosit numai în poziția inferioară.
Astfel, tijele de sudură diferă prin compoziția lor. Clasificarea electrozilor de sudare presupune selectarea mai multor tipuri de tije în funcție de caracteristici precum tipul de acoperire, scopul, pozițiile spațiale permise în timpul sudării. Tijele ar trebui să fie folosite în scopul propus, altfel pot fi inutile.



