Care producător produce electrozi de sudură de înaltă calitate. Electrozi acoperiți cu rutil. Desemnare și marcare
Pentru a efectua procesul de sudare, este necesar nu numai să alegeți aparatul de sudură potrivit, ci și electrozii potriviți. În funcție de modelul aparatului de sudură, trebuie să alegeți cel potrivit electrozi de sudare.
Marea majoritate a electrozilor sunt fabricați din sarma de sudura acoperit cu un strat protector. Cel mai adesea, acoperirea este aplicată prin presare și vă permite să protejați arcul de sudare în timpul procesul de sudare.

Trebuie remarcat faptul că menținerea unei anumite cantități de hidrogen difuzibil este doar o problemă pentru electrozii cu miez de flux, cum ar fi electrozii stick, curenții de arc subacvatici și firele cu miez de flux. Este posibil să existe încă umiditate pe umplutura de condens, dar aceasta nu devine asociată cu oțelul sau cu stratul de cupru de pe electrodul de oțel. Se evaporă doar când este încălzit de arc.
Electrozii cu legături scăzute de hidrogen sunt condiționați în timpul procesului de fabricație pentru a minimiza nivelul de hidrogen din acoperirile lor, ceea ce reduce posibilitatea ca hidrogenul difuzat să fie depus în metalul de sudură. Electrozii cu conținut scăzut de hidrogen sunt identificați prin denumirea tipului de acoperire din numărul de clasificare. Poate avea, de asemenea, o desemnare opțională maximă care permite hidrogen după numărul său de clasificare, așa cum este definit de Societatea Americană de Sudare.
Conform GOST, electrozii sunt împărțiți în aliați, înalt aliați și carbon. Un sudor începător trebuie să știe că există tipuri de electrozi pentru structuri convenționale și critice. Pentru cusăturile critice de sudură, cel mai bine este să luați electrozi UANI. Sunt foarte capricioși și necesită ca sudorul să fie un specialist de nivel înalt. Dacă trebuie să sudați un design simplu, atunci puteți lua unul dintre electrozii populari, cum ar fi ANO sau MP-3.
Deși electrozii cu conținut scăzut de hidrogen pornesc de la o fabrică cu conținut scăzut de hidrogen, aceștia pot prelua rapid hidrogen suplimentar din condensat dacă nu sunt depozitați și manipulați corespunzător. De aceea vin de obicei intr-un recipient inchis ermetic sau sigilat unde pot fi depozitate pe termen nelimitat.
Odată deschis recipientul, electrozii standard de joasă tensiune trebuie deschiși în aer liber timp de patru ore. După aceea, electrozii trebuie depozitați într-un recipient etanș, cu temperatură controlată și păstrați la o temperatură ridicată, în conformitate cu recomandările producătorului de umplere. Acest lucru previne condensul pe acoperire. Cele mai comune recipiente pentru electrozi de joasă tensiune sunt numite cuptoare cu tije. Și asta este important pentru că pot fi lăsate fără baghetă pentru o întreagă tură de lucru.
Cei mai buni electrozi de acest fel după tipul de scop sunt:
- Pentru sudarea fontei: OZCH-2;
- Pentru sudarea oțelurilor moale: ANO-4 cu acoperire rutil sau ANO-6 cu acoperire almenită;
- Pentru sudarea celor mai populare tipuri de oțel carbon: OZS-4, MP-3S, ANO-21, UNI 13/45;
- Pentru sudarea oțelurilor inoxidabile și înalt aliate: TsL-11;
Mai jos vom lua în considerare acum cei mai populari electrozi pentru sudare.
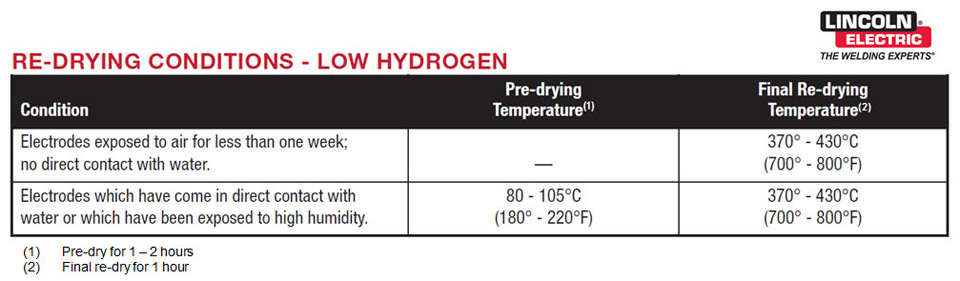
Cu toate acestea, unele cerințe ale codului pot specifica limite de expunere care diferă de aceste linii directoare. Electrozii de joasă tensiune care nu sunt sigilați sau depozitați corespunzător și care nu depășesc limitele de expunere în exterior pot fi recondiționați înainte de utilizare. Acest lucru se realizează prin creșterea temperaturii în cuptorul cu miez la un anumit nivelși uscarea electrozilor timp de o oră la această temperatură. Acestea trebuie împrăștiate în cuptor, astfel încât fiecare să poată atinge temperatura de uscare.
Producătorul de umplere oferă recomandări specifice de recuperare a temperaturii. Electrozii cu conținut scăzut de hidrogen nu trebuie procesați la temperaturi peste temperaturile recomandate sau timp de câteva ore sub temperaturile recomandate. În plus, electrozii cu conținut scăzut de hidrogen, cum ar fi electrozii de celuloză și rutil, nu trebuie depozitați sau procesați la aceleași temperaturi ca electrozii de joasă tensiune.
ANO este unul dintre cei mai populari si practici electrozi care se aprinde rapid si nu necesita coacere intr-un cuptor special cu electrozi. Ele oferă un rezultat de calitate, chiar dacă nu sunteți specialist în sudură.
MP-3 - electrozi universali care pot suda metal ruginit, umed și prost curățat.
Electrozii de joasă tensiune din aliaje scăzute nu trebuie regenerați de mai mult de trei ori. Orice electrod de joasă tensiune, fie el din oțel carbon sau oțel slab aliat, ar trebui aruncat dacă revopsirea excesivă face ca stratul să devină casant, să se spargă sau să se rupă în timpul sudării sau dacă există o diferență notabilă în performanța arcului.
Pe lângă crearea unui depozit de sudură cu o cantitate minimă de hidrogen difuzibil, succesul cu electrozi cu hidrogen scăzut se rezumă și la utilizarea unei tehnici adecvate. Aceasta include utilizarea unui anumit tip de electrod de joasă tensiune în locația de sudare prevăzută, sudarea la nivelul de curent adecvat pentru acel tip și diametru de electrod și utilizarea vitezei de deplasare corecte. De asemenea, include utilizarea unghiului corect al electrodului, lungimea arcului etc.
MP-3S - electrozi pentru sudare cu variabile si curent continuu polaritate inversă. Ele pot fi folosite dacă îmbinare de sudare se fac cereri mari.
UONI 13/55 - electrozi pentru sudarea manuală cu arc a structurilor cu un nivel ridicat de responsabilitate. Utilizarea lor necesită un sudor foarte calificat și o manipulare adecvată. Ele sunt capabile să ofere o cusătură de sudură fiabilă. Calitate superioară cu densitate excelentă, chiar și atunci când se lucrează la temperaturi scăzute.
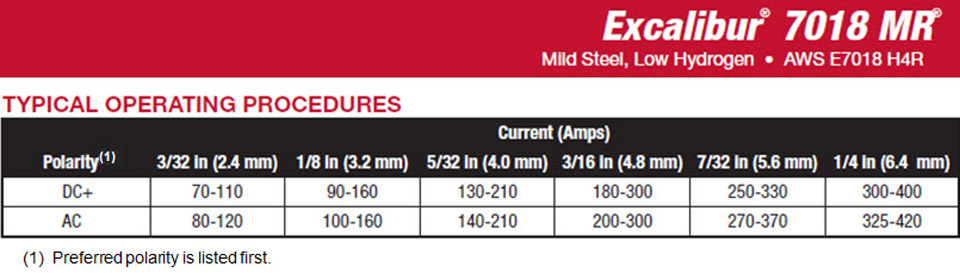
Setările de curent recomandate pentru diametru și polaritate pot fi găsite de obicei în literatura de produse a producătorului de umplutură. Curentul se măsoară în amperi sau amperi. Ca punct de plecare, sudorii ar trebui să selecteze setarea curentă la mijlocul intervalului.
Dacă curentul este prea mic pentru un diametru dat, arcul poate fi dificil de pornit și întreținut. În plus, cusătura de sudură va fi aspră. Dacă curentul este prea mare, acesta poate distruge prematur acoperirea și poate cauza defecte. sudură. Atunci când se fabrică mărgele stringer, electrozii baghetei sunt de obicei setați la viteza optimă pentru un control mai bun al bălții și al formei mărgelelor. Odată cu creșterea diametrului electrodului, dimensiunea sudurii crește.
Înainte de a cumpăra electrozi, asigurați-vă că aceștia au fost depozitați și transportați corespunzător. Verificați dacă au fost bine împachetate și dacă ar putea pătrunde umezeală în ele. Amintiți-vă că, chiar dacă alegeți marca potrivită de electrozi, dar în același timp sunt depozitați incorect, puteți pur și simplu să aruncați banii. Uita-te la ei aspect pentru a vedea calitatea scăzută în avans. Pentru orice eventualitate, puteți usca electrozii în cuptor pentru a nu vă dezamăgi în timpul lucrului.
Când folosesc electrozi cu hidrogen scăzut, sudorii trebuie să folosească întotdeauna unghiul de captare pentru a lăsa zgura în spatele bălții și pentru a menține o lungime scurtă a arcului. Ar trebui să țină întotdeauna electrodul aproape de băltoacă și nu de „arcul lung” al electrodului, deoarece acest lucru poate duce la instabilitatea arcului și la porozitatea sudurii.

Vă rugăm să rețineți că atunci când sudați din poziție cu electrozi de celuloză sudori deseori împinge electrodul afară din băltoacă și apoi îl returnează. Această tehnologie de biciuire, cu arc lung, face ușoară înfundarea bălții de zgură înainte de a aplica mai mult metal de sudură. Cu toate acestea, această metodă de împletire nu trebuie utilizată cu electrozi de joasă tensiune.
- Caracteristici materiale
- Calități pozitive ale electrozilor rutil
- Compoziție și caracteristici tehnologice
- Un pic despre aplicație
- Principalele moduri și nuanțele lor
În industrie, electrice și sudare cu gaz. Fiecare specie are avantaje specifice, dar are și unele calități negative. Pentru procesul de sudare se folosesc diverse consumabile. Electrozii rutil nu fac excepție.
Ca regulă generală, sudorii trebuie să facă stringeri sau să folosească progresia dreaptă. Pentru suduri mai mari, mai multe bile mici cu treceri multiple vor oferi, în general, cel mai bun proprietăți mecanice, în special rezistența la rupere, în comparație cu mai puține treceri de margele mari late.
Lungimile mai mari ale arcului cresc foarte mult posibilitatea de a obține porozitatea de pornire a arcului. De asemenea, controlul pornirii la cald nu trebuie setat prea sus. Poate genera o lungime mare de arc și poate topi prematur învelișul electrodului, creând o ecranare insuficientă și eventual porozitate în sudură.
Electrozii rutil sunt de obicei folosiți pentru manual sudare cu arc si suprafata.
Caracteristici materiale
Procesul tehnologic de sudare nu poate avea loc fără un electrod de sudare. Proiectat pentru fiecare tip de sudare anumit fel electrozi.
Electrodul de sudare în sine este format din două părți. Acesta este miezul său și stratul corespunzător. Miezul este realizat din metal și acoperit cu o pulbere specială care se aplică uniform. Compoziția de acoperire are un efect semnificativ asupra indicatori calitativi procesul de sudare, determină ce material poate fi sudat cu un anumit electrod.
O problemă comună cu repornirea arcului la sudarea verticală este „închirirea cu cuie” a stratului de acoperire. Acest lucru se întâmplă atunci când sudorii folosesc prea mult unghi în sus. Mulți sudori repornesc prea sus îmbinare sudata, și apoi târât în crater. Ei ar trebui să îndrepte electrodul direct în conexiune folosind nu mai mult de 5° sau 10°.
Este prea dificil să reporniți un electrod de joasă tensiune parțial consumat după ce piesa de mână s-a răcit. La capătul electrodului se formează o minge de zgură. Această zgură tare și fragilă acționează ca un izolator, făcând dificilă amplasarea arcului. Majoritatea sudorilor doresc să plaseze electrodul în suportul pentru electrod și să-l lovească pe placă ca un ciocan. Poate curăța învelișul electrodului. În schimb, trebuie să îndepărteze electrodul din suport și să frece vârful aproximativ pe suprafața mesei de sudură până când acesta se scufundă în miezul de oțel.

Avantajele electrozilor rutil sunt: capacitatea de a se aprinde cu ușurință, de a crea un arc și tendința de a crea pori.
Recent, un electrod cu un strat special numit rutil a devenit foarte popular printre sudori. Ce sunt electrozii rutil? Practic, acoperirea este realizată din oxid de titan și are mari avantaje în comparație cu altele. Acest lucru se datorează mai multor motive.
Acest lucru asigură o conexiune electrică bună pentru pornirea arcului fără a deteriora acoperirea. Mulți sudori preferă să folosească electrozi cu conținut scăzut de hidrogen datorită caracteristicilor arcului neted, îndepărtarii ușoare a zgurii, formei bune a talonului și ratelor de depunere mai rapide. Se aleg si datorita faptului ca au capacitatea de a suda in toate pozitiile. Cu toate acestea, o înțelegere mai bună a de ce, unde și cum să folosiți electrozii de joasă tensiune, precum și cum să-i depozitați și să îi manipulați, poate, de asemenea, face sudorii și mai inteligenți.
În primul rând, acoperirea nu emite gaze toxice. Acest lucru este foarte important deoarece este direct legat de sănătatea lucrătorului. Astfel de electrozi fac posibilă reducerea semnificativă a timpului procesului de sudare. Materialele care au un strat de rutil pot fi folosite pentru lucrul în plan vertical.
La sudarea diferitelor tipuri de oțel, este necesar să se țină cont de nivelul indicatorilor tehnologici ai electrozilor:
Tipuri de electrozi de joasă tensiune
Pe măsură ce utilizarea electrozilor cu conținut scăzut de hidrogen continuă să crească, acest set de cunoștințe și abilități va face orice sudor și mai valoros pentru industrie. 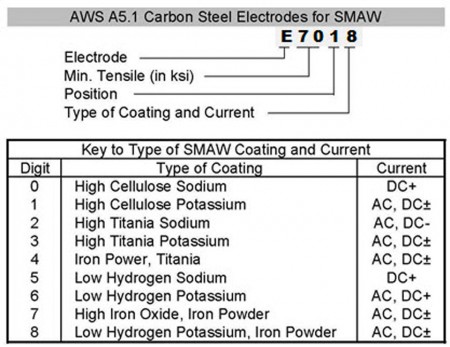
Numărul de clasificare specific pentru un anumit electrod spune o poveste despre acesta. Cheia acestor numere este prezentată în tabel.
Primele două sau trei cifre ale numărului indică rezistența minimă la tracțiune a metalului de sudură. electrod de joasă tensiune otel carbon are o rezistență minimă la tracțiune de 70 klbs, în timp ce majoritatea electrozilor de joasă tensiune din aliaje scăzute au o rezistență minimă la tracțiune de 80 până la 120 ksi. Cu excepția câtorva electrozi de celuloză cu o capacitate de 80 ksi, toți electrozi cu aliaj scăzut sunt și electrozi de joasă tensiune.
- sudare în spațiu;
- tip de curent de sudare;
- performanţă;
- posibilitatea apariției porilor;
- prezența hidrogenului;
- apariția fisurilor.

Electrozii rutil nu trebuie utilizați la lucru la temperaturi prea ridicate.
Al doilea - ultimul număr din număr indică poziția recomandată de sudare. 1 înseamnă „toate”, 2 înseamnă „poziție”, iar 4 înseamnă doar verticală. Electrozii care pot fi sudați în afara poziției sau împotriva gravitației au un sistem de înghețare rapidă a zgurii, au diametre mai mici și au rate de depunere mai lente. În timp ce electrozii care pot fi utilizați numai în poziție sau cu gravitație au un sistem de înghețare a zgurii mai lent, diametru mai mare și viteze de decantare mai mari.
Ultima cifră din număr indică tipul de acoperire a electrodului și polaritatea recomandată a sudurii. Electrozii care se termină cu 5, 6 și 8 sunt electrozi de joasă tensiune. Toate sunt, de asemenea, considerate acoperiri „de bază” – în comparație cu acoperirile pe bază de celuloză, rutil sau oxid de fier.
Toate caracteristicile de mai sus trebuie luate în considerare atunci când alegeți o marcă de electrozi. Acest lucru depinde în mare măsură de stratul de acoperire utilizat. Ei pot fi:
- celuloză;
- acru;
- amestecat;
- rutil.
Luați în considerare electrozi de sudare care au un strat de rutil. Baza unei astfel de acoperiri este concentratul de rutil, care este mai mult de 50%. Cusătura care se obține după lucrari de sudare electrod rutil, din oțel moale. Sudura metalică rezultată are o rezistență ridicată la fisurare în comparație cu electrozii similari acoperiți cu acid.
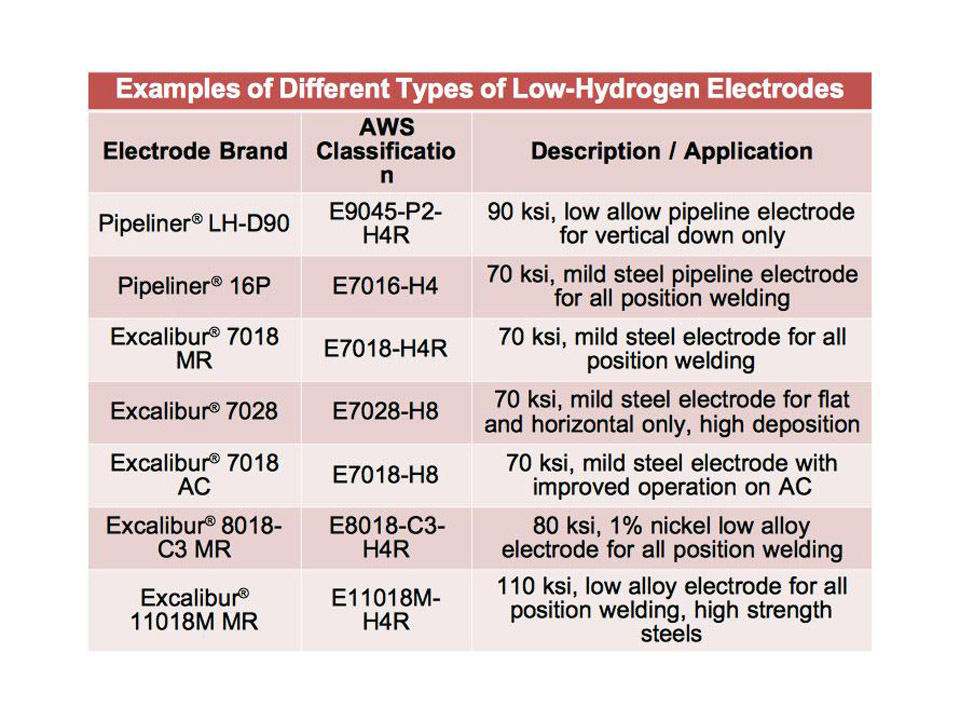
Dintre cele trei tipuri, 8 este de departe cel mai popular. Un electrod cu doar poziția „28” are 50% pulbere de fier adăugată la acoperire pentru o rată maximă de depunere și este considerat un electrod acoperit greu. Adăugarea de pulbere de fier crește viteza de depunere a acestor electrozi, deoarece pulberea de fier din acoperire se topește și devine parte a metalului de sudură împreună cu miezul tijei.
Un electrod de tip „18” pentru orice vreme are 30% pulbere de fier adăugată la stratul său și ar fi considerat un electrod acoperit cu cupru. Deși are încă un sistem de înghețare rapidă a zgurii, pulberea suplimentară de fier de 30% din acoperire permite o rată maximă de depunere a electrozilor atunci când se sudează în afara poziției. De asemenea, deoarece electrodul „18” are un sistem de zgură grea, nu este recomandat pentru progresia verticală în jos, deoarece zgura poate trece înaintea bălții și poate rămâne prinsă de jos.
Parametrii principali ai cusăturii de sudură obținuți cu electrozi rutil amintesc de sudarea efectuată cu electrozi marca E42. Această specie este înzestrată cu o sensibilitate redusă la apariția porilor atunci când amploarea lungimii arcului se modifică. Electrozii nu sunt sensibili la sudarea unei suprafețe apoase sau este necesară o suprafață acidă.
Înapoi la index
Calități pozitive ale electrozilor rutil
Dacă le comparăm cu specii similare, putem distinge diferite calități pozitive:
- Emisiile de gaze nu sunt toxice. Provoacă daune minime sănătății sudorului.
- La munca curent alternativ se mentine un arc stabil si puternic.
- În cazul stropilor se observă pierderi mici de metal.
- Coaja de zgură este ușor de separat.
- Formarea de înaltă calitate a unei cusături.

Compoziția electrozilor rutil include aluminosilicați, carbonați și rutilul mineral.
Când învelișul are o mulțime de carbonați, alcalinitatea zgurii crește. Ca rezultat, metalul sudat primește o cantitate mică de siliciu, este detectat un conținut scăzut de oxigen. Există o creștere a rezistenței la impact, rezistența metalului crește, iar formarea fisurilor este redusă la zero.
În cazul umidității ridicate a acoperirilor, se observă o cantitate mică de hidrogen în sudura metalică, iar formarea porilor este practic minimizată.
Datorită prezenței TiO2 în electrozii acoperiți cu rutil, aceștia sunt capabili să reaprindă ușor arcul. Mai mult, acest proces nu necesită îndepărtarea peliculei din craterul electrodului, deoarece cu o cantitate mare de TiO2 are proprietățile conductivității semiconductoarelor. El este capabil să aprindă arcul fără a intra în contact cu tija sa cu metalul care este sudat. Această calitate pozitivă a stratului de rutil vă permite să lucrați cu cusături scurte, în care trebuie să întrerupeți foarte des arderea arcului.
Pentru a efectua lucrări de sudare, puteți utiliza numai electrozi rutil de înaltă calitate care au fost uscați mai mult de 24 de ore. Dacă au fost calcinate la o temperatură ridicată, pot apărea pori. Aspectul lor se poate datora creșterii puterii curentului atunci când se execută sudarea. cusături tee la prepararea berii metal subțire iar utilizarea electrozilor mari este necesară.
Atunci când oțelul cu scară este sudat, astfel de electrozi nu formează pori. Ele sunt dotate cu rezistență ridicată în caz de fisurare, în comparație cu electrozii similari, care se caracterizează printr-un strat acid.
Practic, acest tip are indicatori tehnologici mult mai buni decât cei ai electrozilor cu un strat diferit. Utilizarea rutilului asigură o constantă excelentă a arcului la sudarea cu curent continuu.
Electrozii se disting printr-o rată scăzută de stropire, ușurință de separare a formațiunilor de zgură. Acest tip este considerat cel mai bun pentru sudarea pe tavan, precum și într-un plan vertical. Această simplitate rezultă din faptul că acest tip de acoperire în timpul topirii începe să formeze compuși de titan, care apar instantaneu la suprafață, plutind din baia topită.
În plus, astfel de acoperiri de titan cresc foarte mult vâscozitatea zgurii, mai ales când temperatura scade. Aceste zguri sunt numite „scurte”.
Proprietățile tehnologice ale electrozilor rutil:
- ușurința de aprindere a arcului;
- formarea minimă a porilor în momentul aprinderii;
- rezistență ridicată la oboseală caracteristicile îmbinărilor de sudură.
Datorită conținutului ridicat de pulbere metalică din acoperirile de rutil, există o scădere a cantității de carbon din cusătură de sudură, sulful este distribuit mai uniform.



