Cum să sudezi corect o cusătură de tavan. Cum să gătești o cusătură de tavan cu sudare electrică
Instalații pentru sudarea automată a cusăturilor longitudinale ale carcasei - în stoc!
Performanță ridicată, confort, operare ușoară și funcționare fiabilă.
Ecrane de sudura si perdele de protectie - in stoc!
Protecție împotriva radiațiilor în timpul sudării și tăierii. Alegere mare.
Livrare in toata Rusia!
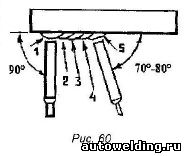
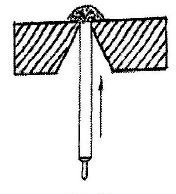
La sudarea cusăturilor de tavan, curentul de sudare este mai mare decât atunci când sudare verticală, și mai mic (sau egal) decât cu orizontală. Practic se foloseste un electrod cu diametrul de 3; 4 mm. Unghiul de înclinare a electrodului în direcția sudării (Fig. 59) 80°-90°. Zgură care curge în jos Sudură, nu interferează cu sudarea într-un unghi drept sau „unghi înainte”, ceea ce permite în poziția deasupra capului să execute margele „normale” și „concave” în canelura. Sudarea se realizează numai cu un arc scurt.
Se recomandă ca sudarea îmbinărilor cap la cap să fie efectuată pe sine, ceea ce permite să se observe lungimea arcului, înclinarea electrodului în raport cu ambele margini ale produsului și formarea cordonului. Observând plinătatea și forma cordonului, este mai ușor să selectați viteza de sudare, modul în care este manipulat electrodul și timpul de întârziere la marginile bazinului de sudură. La manipularea electrodului, se recomandă utilizarea a două metode: „scara” și „arc înainte”. Lățimea mărgelei și plenitudinea acesteia ar trebui să fie de 1-3 diametre ale electrodului acoperit, ceea ce facilitează controlul metalului lichid. Cu lățimea excesivă, plinătatea rolei și excesivă curent de sudare, metalul lichid de sudură devine greu de controlat, ceea ce duce la pete, „cocoșă” a cordonului, diferențe grosiere între solzi și decupări de-a lungul marginilor sudurii.
Suprafața în poziție deasupra capului
La sudarea în această poziție, selectarea curentului de sudare este importantă. Dacă grosimea produsului permite, este mai productiv să folosiți un electrod cu diametrul de 4 mm. Suprafața se recomandă să fie efectuată cu electrozi înguste, cu 1,5-2 diametre acoperite, granule simple, ceea ce permite utilizarea unui interval mediu de curent de sudare. Se recomandă ca primul cordon să fie așezat cu o lățime de 2-3 diametre a electrodului acoperit de-a lungul limitei de suprafață folosind metoda „sudare pe sine” (Fig. 60). Margele ulterioare, de la 2 la 5 etc., se recomandă așezarea de la stânga la dreapta sau de la dreapta la stânga, în acest caz sudorul trebuie să își schimbe poziția față de margele. În acest caz, panta electrodului trebuie menținută la un unghi de 70°-80° față de produs. În caz contrar, tehnica de sudare este aceeași ca în poziția inferioară.
Sudarea îmbinărilor cap la cap în poziție deasupra capului
rădăcină cusătură
Cordonul de rădăcină, în funcție de mărimea golului și tocirea marginilor, trebuie sudat fără manipulare sau cu mișcări oscilatorii transversale conform metodei „scării” cu un electrod cu un diametru de 3 mm la un curent de sudare în intervalul valorii minime sau medii. În funcție de cerințele desenului și de condițiile tehnice, sudarea primului cordon de rădăcină poate fi efectuată conform a două recomandări:
1) Dacă se asigură eșantionarea și sudarea părții inverse a rădăcinii sudurii, este necesar să se acorde toată atenția formării cordonului pe partea de sudură atunci când se topește în gol. Rola trebuie să fie fără proeminențe și decupări. Cel mai bine este să efectuați o astfel de rolă manipulând electrodul de la o margine la alta și întârzindu-le (Fig. 61). O astfel de mărgea nu va necesita eșantionare suplimentară, iar după îndepărtarea de zgură și stropire, puteți începe imediat sudarea celei de-a doua mărgele.

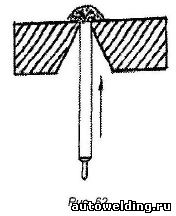
2) Dacă este necesar în articulația cap la cap pentru a forma un cordon invers (fără eșantionare și sudare a părții inverse a rădăcinii cusăturii), este necesar să mutați în mod constant electrodul în sus în spațiu (pe un arc extrem de scurt), asigurându-vă în același timp că arcul de sudură arde de la revers (Fig. 62). Metalul electrodului se răspândește sub forma unei „fântâni” (umbrelă). Acesta este cel mai mult cel mai bun mod pentru a forma o rolă inversă. Toată atenția la formarea cordonului invers și, dacă este posibil, la menținerea vitezei de sudare în funcție de formarea cordonului de jos (pentru a evita convexitatea excesivă). Dacă rola de rădăcină de pe partea de sudare s-a dovedit a fi „cocoșată”, este necesară prelevarea mecanică a metalului gol, conform figurilor din capitolele precedente.
Umplerea tăieturii
Sudarea celui de-al doilea și al treilea role se realizează în funcție de lățimea rolei de rădăcină cu un electrod cu un diametru de 3 mm la un curent de sudare mediu-maxim sau un diametru de 4 mm - în intervalul mediu suficient pentru normal procesul de sudare(Fig. 63).
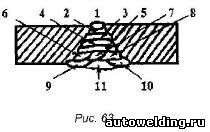
Pentru a evita „cocoșa” de 2 și 3 role este foarte important momentul de întârziere la marginile rolei, apoi o ușoară coborâre de-a lungul marginii produsului și după aceea trecerea prin metoda „scării” la o altă margine. Rola „normală” sau „concavă” poate fi obținută prin utilizarea și sudarea rapidă, înclinând electrodul „unghi înainte”, dimensiunea pasului este puțin mai mare decât la sudarea verticală. Rolele de volum mare nu sunt recomandate, ca metalul de sudură este în stare lichidă pentru o lungă perioadă de timp și tinde să coboare, ceea ce duce la o bombare excesivă a sudurii. Straturile al 4-lea și al 5-lea se execută, în funcție de lățimea rolei precedente, în lățime completă sau în două role. Straturile ulterioare se recomandă să fie efectuate fără mișcări oscilatorii sub formă de suprafață și, la apropierea marginii, se lasă o distanță între penultimul șirag al fiecărui strat și marginea nu mai mică decât diametrul electrodului (acoperit). Ultimul rol al fiecărui strat se execută conform metodei ca al doilea etc.
sudarea feței
Penultimul strat din canelură trebuie realizat astfel încât șanțul neumplut să nu depășească 0,5-2 mm. În funcție de grosimea metalului și de lățimea stratului frontal, sudarea se poate efectua în una sau mai multe treceri. La sudarea într-o singură trecere cu o canelură neumplută de 0,5-1 mm, se recomandă, pentru a evita înălțimea excesivă a cusăturii, sudarea folosind metoda „arc înainte”, selectând o treaptă în funcție de formarea cordonului. Cu o adâncime de tăiere neumplută de la 1 mm la 2 mm - prin metoda „scării”.
La sudarea stratului frontal în mai multe treceri, așa cum se arată în fig. Rolele 63, 9 și 10 se execută în funcție de fiecare caz specific cu sau fără manipulare, „scara” sau „arc înainte”. Rola 11 este realizată prin manipularea electrodului astfel încât să se conecteze vârfurile rolelor laterale prin oricare dintre metodele adecvate situației.
- Reguli de bază de siguranță
- Caracteristici ale tehnologiei de suprapunere a cusăturii tavanului
- Care sunt modalitățile de a găti îmbinările din tavan?
Una dintre cele mai dificile suduri este tavanul. Acest lucru se explică prin faptul că în acest caz bazinul de sudură este răsturnat și, prin urmare, în timpul lucrării, există o probabilitate mare ca pete de metal fierbinte să apară.
Impunerea acestui tip de cusătură necesită o respectare mai atentă a regulilor de siguranță, deoarece metalul topit poate ajunge nu numai pe hainele lucrătorului, ci și pe fața, gâtul, mâinile acestuia.
Fiecare sudor profesionist trebuie să cunoască și să poată suda corespunzător tipul specificat de cusături. Dacă în producția industrială această metodă este rar utilizată, deoarece este posibilă întoarcerea piesei, atunci în construcțiile navale, în timpul lucrărilor de construcție și instalare și la sudarea conductelor, este folosită destul de des.
Reguli de bază de siguranță
- asigurați-vă că toate firele sunt izolate și, dacă echipamentul nu este în uz, atunci acesta trebuie deconectat de la sursa de alimentare;
- nu poți începe să lucrezi în încăperi umede fără experiența necesară, precum și în spații deschise când ninge sau plouă;
- folosiți numai salopete care trebuie înfășurate și protejați pe cât posibil corpul; nu puteți lucra fără mască de sudură;
- respectați regulile de siguranță la incendiu și explozie.
Înapoi la index
Caracteristici ale tehnologiei de suprapunere a cusăturii tavanului
Când se aplică o sudură în tavan, metalul topit nu cade din cauza forței tensiune de suprafata.
Pentru a avea cusături de tavan de înaltă calitate atunci când lucrați cu sudarea electrică, este necesar să se realizeze dimensiune minimă bazin de sudura.
Cusătura tavanului trebuie făcută deasupra capului, în timp ce metalul topit tinde să cadă, astfel încât acest tip de sudură este considerat a fi unul dintre tipurile dificile de sudare.
Acest lucru se poate face numai dacă electrodul este adesea luat deoparte, în timp ce metalul va avea timp să se răcească și nu va curge afară.
Când se efectuează sudarea tavanului, se folosesc de obicei electrozi cu un diametru de până la 4 mm. Cu această metodă de conectare a pieselor, lățimea rolelor scade și se ridică la 2-3 lățimi ale electrodului. Pentru a evita decupările în timpul îndepărtării frecvente a electrodului, este necesar să-l țineți pe margini.
Pentru lucrări de înaltă calitate, este necesar să gătiți numai cu electrozi uscați. Dacă sunt umede, atunci se eliberează o cantitate mare de gaze, acestea intră în cusătură și astfel calitatea acesteia este redusă.
Prin această metodă de conectare a pieselor, evaporarea zgurii și a gazelor este redusă, prin urmare cusătură de tavan mai puțin rezistent decât aceeași cusătură pe o altă suprafață.
Pentru a obține rezultatul maxim atunci când aplicați tipul specificat de sudură, trebuie să vă sudați pe dvs., caz în care puteți controla mai bine procesul și puteți selecta viteza de lucru necesară. Dacă a devenit necesară sudarea pieselor a căror grosime este mai mare de 8 mm, atunci este mai bine să faceți acest lucru în mai multe abordări. În acest caz, prima cusătură este realizată cu un electrod de 3 mm, iar restul cu un electrod cu un diametru de 4 mm.
Pentru ca cusătura să aibă o calitate maximă, capetele pieselor de îmbinat trebuie să fie teșite și bine prelucrate, iar după fiecare rolă, zgura trebuie îndepărtată cu grijă.
Înapoi la index
Care sunt modalitățile de a găti îmbinările din tavan?
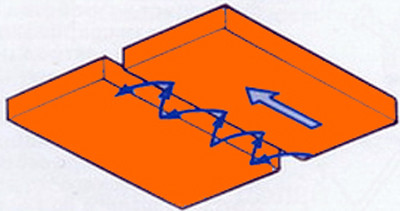
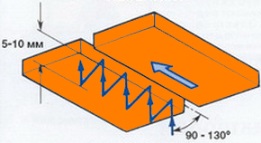
Când sudați cu o semilună, electrodul pe suprafața tavanului trebuie să fie amplasat la un unghi de 90-130 °. Sudorul efectuează mișcări în zig-zag sau în formă de semilună cu electrodul. Cu fiecare mișcare de translație, electrodul este înfășurat pe o suprafață deja întărită. Această metodă necesită mai multe treceri, este cea mai simplă și este accesibilă chiar și unui începător.
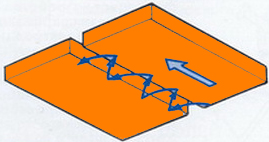
La sudarea prin metoda scării, electrodul în raport cu tavanul este, de asemenea, situat la un unghi de 90-130 °. Când apare metalul topit, este necesar să îndepărtați electrodul cu 5-10 mm, apoi să-l returnați înapoi, este necesar să suprapuneți metalul răcit cu 30-50% din lungimea sa. Cu această metodă, returnând constant electrodul înapoi, acesta se prelungește treptat sudură. Atunci când utilizați această metodă, cusătura este cea mai durabilă, dar este un proces care necesită mult timp și complex, pe care doar un profesionist îl poate efectua.
La sudarea inversă, lucrul se efectuează în mai multe etape. În primul rând, se sudează rădăcina de sudură, pentru care se ia un electrod cu un diametru de 3 mm, în timp ce curentul ar trebui să fie minim sau mediu.
O astfel de sudare se realizează în mai multe moduri:
- În cazul în care este posibil să se efectueze prelevarea și sudarea din spate, atunci în timpul funcționării este necesar să se formeze o rolă de dedesubt și să se evite depășirile și decupările. O astfel de cusătură trebuie făcută cu mișcări oscilatorii în direcția de la margine la margine și să zăbovească puțin pe ele. Dacă gătiți corect, atunci nu trebuie să efectuați prelevare suplimentară de probe și, după ce zgura este îndepărtată, puteți aplica următoarea rolă.
- Dacă este necesar ca șiragul să fie format din verso, atunci mișcările electrodului sunt efectuate în interiorul golului, în timp ce arcul ar trebui să fie cât mai scurt posibil. În acest caz, arcul ar trebui să ardă din spate, iar metalul se va solidifica sub forma unei umbrele.
Cu această metodă de sudare, este necesar să se controleze rola din spate, pentru aceasta ei controlează viteza de lucru, astfel încât rola inferioară să nu fie foarte convexă. Dacă se întâmplă acest lucru, atunci o probă este luată în metal pur.
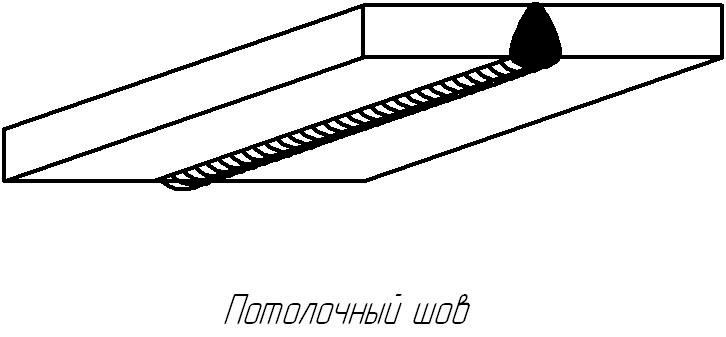
Sudura pe tavan
În timpul sudării, metalul topit este împiedicat să cadă prin forța tensiunii superficiale. De aceea este necesar să se reducă cât mai mult dimensiunea bazinului de sudură. Pentru a face acest lucru, mutați periodic electrodul în lateral, astfel încât metalul să aibă timp să se întărească ușor.
În plus, lățimea rolelor este redusă. De regulă, este vorba de 2-3 lățimi ale electrodului. În mod obișnuit, electrozii cu un diametru de cel mult 4 mm sunt utilizați pentru sudarea tavanului. În momentul îndepărtării arcului, uneori se formează subtăieri. Țineți electrodul pe margini pentru a evita acest lucru.
Electrodul trebuie să fie uscat, altfel gazele degajate pot pătrunde în sudură, reducându-i calitatea. La sudarea prin această tehnică, evaporarea zgurii și a gazelor din metalul topit este redusă. Prin urmare, sudurile aeriene au proprietăți metalice mai mici decât atunci când sunt sudate în alte poziții.
Este recomandat să efectuați sudarea pe tavan pe dvs., acest lucru vă va permite să observați bine procesul, să selectați viteza și metoda de gătit. Materialele cu grosimea peste 8 mm sunt sudate în mai multe treceri. Sutura rădăcină se realizează de obicei cu un electrod de 3 mm, iar suturile ulterioare cu 4 mm.
Este important de știut! Înainte de sudare, capetele care trebuie îmbinate trebuie prelucrate și teșite în conformitate cu GOST 10948-64. După fiecare rolă, stratul de zgură trebuie îndepărtat cu grijă. Toleranțele de sudură ale îmbinărilor sunt descrise în GOST 5264-80.
Metode de gătit cusături de tavan
· Semiluna - electrodul trebuie să fie la un unghi de 90-130 ° față de tavan. Cu mișcări oscilante în formă de semilună (zig-zag), electrodul pătrunde continuu în partea întărită a metalului. Această metodă necesită mai multe treceri și este cea mai ușoară pentru începători.
Metoda de sudare în semilună
Scara - electrodul este la un unghi de 90-130 ° față de tavan. El este adus la tavan și se aprinde un arc. Când se formează metalul topit, electrodul este ușor retras (5-10 milimetri) și returnat înapoi, blocând metalul uscat cu 30-50% din lungimea sa.
Sudarea scarilor
Înainte și înapoi - capătul electrodului revine constant înapoi la partea întărită a metalului, prelungind astfel constant cusătura. Aceasta este metoda cea mai dificilă și consumatoare de timp, dar în același timp este cea mai durabilă.

Mod alternativ
Sudarea deasupra capului
Sudarea are loc în mai multe etape, prima dintre acestea fiind sudarea rădăcinii cusăturii.
rădăcină cusătură
Utilizați un electrod cu diametrul de 3 mm și curent în intervalul minim sau mediu.
În funcție de condiții, sudarea se poate face în mai multe moduri.:
1. Dacă eșantionarea și sudarea din verso este posibilă, atunci atunci când sudați, trebuie acordată atenție formării unei mărgele din partea inferioară. Nu ar trebui să existe protuberanțe și decupări.
Sudura pe tavan
Accentul principal al acestei suduri ar trebui să fie pe cordonul din spate.Dacă este posibil, potriviți viteza de sudare cu cordonul inferior, astfel încât să nu existe umflături puternice. Dacă, totuși, rola interioară s-a dovedit a fi prea proeminentă, atunci este necesară eșantionarea la metalul gol.
Cusătură rădăcină pe revers
Umplerea tăieturii
Sudarea a 2 și 3 role are loc cu un electrod de 3 mm. la curentul maxim mediu, sau 4 mm. in medie. Alegerea depinde de lățimea primului rolă. Pentru a nu forma un umflătură, ar trebui să zăboviți la margini, apoi mutați ușor arcul de-a lungul marginii și treceți peste scară până la cealaltă margine.
Dacă este necesar să schimbați forma cordonului în timpul sudării, schimbați viteza, înclinați electrodul într-un unghi diferit, măriți dimensiunea pasului.

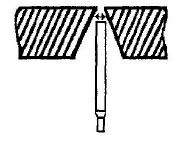
Influența unghiului electrodului asupra formei cusăturii
Sfat! Nu faceți rolele late, acestea se vor păta și se vor picura.
Straturile 4 și 5 depind de lățimea rolelor anterioare - lățime completă, sau 2 role. Următoarele straturi sunt realizate sub formă de suprafață fără mișcări oscilatorii. Când vă apropiați de margine, este necesar să lăsați o distanță cu diametrul electrodului acoperit între penultima rolă și margine.
Cum să gătești o cusătură de tavan - diagramă
stratul feței
Stratul frontal este fiert într-o adâncime de 0,5-2 mm.
În funcție de grosimea metalului și de lățimea ultimului strat, pot fi necesare mai multe treceri.
La sudarea într-o trecere și adâncirea penultimului strat cu 0,5-1 mm. este necesar să se efectueze sudarea folosind metoda „arc înainte”. Alegeți un pas în funcție de formarea rolei.
Dacă adâncitura este de la 1 la 2 mm, utilizați metoda „scării”.
La sudarea în mai multe treceri, marginile laterale care trec pe margine sunt în fiecare caz sudate în moduri diferite: cu sau fără manipulare, scară sau arc înainte. Ultima rolă din centru este gătită astfel încât să se conecteze uniform cele 2 părți.
O diagramă detaliată este prezentată în imaginea de mai sus.
Utilizarea îmbinărilor de sudură în asamblarea structurilor metalice este considerată cea mai simplă și mai fiabilă modalitate de instalare a acestora, nu numai în industrie, ci și în viața de zi cu zi. Este clar că, pentru a stăpâni tehnicile de sudare electrică, un comerciant privat va trebui nu numai să urmeze un curs de pregătire specială, ci și să dobândească anumite abilități practice.
Pentru cei care dețin cel puțin parțial aceste tehnici de sudare, oferim un articol introductiv despre caracteristicile formării unei cusături de tavan, a cărei pregătire necesită o atenție și precizie deosebită din partea interpretului. Într-adevăr, atunci când sudați o cusătură, de exemplu, pe tavanul unui garaj, fundul unei mașini sau oriunde altundeva, îmbinarea care este pregătită este situată direct deasupra capului sudorului, ceea ce explică necesitatea unei îngrijiri speciale în toate operațiunile de lucru. În consecință, înainte de a suda o cusătură de tavan prin sudare electrică, este recomandabil să vă familiarizați cu caracteristicile operațiunilor pentru formarea acesteia în anumite condiții.
Caracteristicile tehnicii de formare a cusăturilor

Complexitatea pregătirii îmbinărilor tavanului se explică prin faptul că, în timpul sudării, metalul topit poate curge în jos din cauza propriei greutăți, iar acest lucru creează o anumită amenințare pentru executantul lucrării (ardere). părți expuse organismele în special). De aceea, profesioniștii cu experiență în astfel de situații folosesc tehnici speciale de sudare pentru a asigura respectarea cerințelor de siguranță.
Pentru a înțelege toate complexitățile procedurilor de pregătire a îmbinărilor de tavan, în primul rând, ar trebui să vă familiarizați cu cerințele de bază pentru tehnica de realizare a lucrărilor din această clasă. În procesul de efectuare a operațiunilor de sudare, trebuie îndeplinite următoarele condiții obligatorii:
- sudarea se poate face numai manual;
- așa-numiții electrozi acoperiți sunt utilizați pentru a forma conexiunea;
- sudarea trebuie efectuată în modul „arc scurt” folosind electrozi de cel mult Ø 4 mm;
- la pregătirea cusăturii, pentru a evita răspândirea metalului, electrodul trebuie ținut ușor deoparte;
- lățimea cusăturii pregătite nu trebuie să depășească grosimea dublă a electrodului;
- pentru a evita formarea de gaze care reduc calitatea cusăturii, electrozii folosiți trebuie să fie complet uscați;
- sudarea trebuie efectuată în direcția „spre tine”, ceea ce vă permite să selectați ritmul optim de avansare, precum și să monitorizați calitatea cusăturii rezultate;
- pentru a obtine o legatura puternica si fiabila, marginile suprafetelor sau pieselor de sudat se curata temeinic inainte de inceperea lucrului, iar la finalul lucrarii trebuie indepartate de pe acestea reziduurile de sudare inghetate.
Atunci când lucrați cu piese de prelucrat de grosime mai mare (de ordinul a 1 cm sau mai mult), sudarea trebuie efectuată în mai multe treceri. În timpul primei treceri, se folosește un electrod cu un diametru de cel mult 3 mm; toate operațiunile ulterioare se efectuează cu un electrod Ø 4 mm.

Dorim să vă atragem atenția asupra faptului că îmbinările de tavan nu sunt doar orizontale, ci pot avea și o anumită pantă, variind de la 10 la 80 de grade (așa-numita îmbinare semi-tavan). În acest caz, atât manual cât și sudare automată folosind aceiași electrozi acoperiți.
Pregătirea articulațiilor fundului

Înainte de a închide cusăturile tavanului folosind sudarea electrică, trebuie să aveți cel puțin o idee despre tipuri îmbinări sudate, diferă prin modul în care sunt formate. Deoarece volumul articolului nu ne permite să explorăm fiecare dintre aceste tipuri, ne vom limita la luarea în considerare a celor mai simple dintre ele, și anume așa-numita conexiune „cap la cap”.
Conexiunea specificată este sudată, de regulă, în mai multe treceri, implementate în următoarea secvență:
- În primul rând, se formează așa-numita rolă de rădăcină sau rădăcină a cusăturii. La sudarea tavanului se realizează cu ajutorul unui electrod Ø 3 mm, care este condus de-a lungul cusăturii într-un mod cunoscut, numit „scara”. Valoarea expusă la aparat de sudura curentul este selectat în intervalul dintre valorile minime și medii \u200b\u200b(vorbim despre valorile încorporate în specificatii tehnice unitatea în sine).
- A doua și a treia trecere se fac cu electrozi Ø 3 – 4 mm. Puterea curentului este selectată ca medie sau mai aproape de maxim. Pentru a preveni formarea „cocoașelor”, sudarea se efectuează cu o întârziere la marginile rolei cu o trecere de-a lungul marginii piesei de prelucrat și o tranziție ulterioară la marginea următoare folosind metoda „scării”.
- Toate straturile ulterioare ale cordonului sunt formate sub formă de suprafață (fără abateri de la linia de sudare).
- Stratul frontal al îmbinării tavanului format trebuie să arate astfel încât lățimea canelurii neumplute să nu depășească 0,5 – 2 mm. Dacă este necesar, acest strat poate fi realizat și în mai multe treceri.
Dacă toate cerințele de mai sus sunt îndeplinite, veți putea obține o conexiune de înaltă calitate și fiabilă. Mai detaliat, procedura de formare a acesteia poate fi studiată în videoclipul atașat materialelor acestui articol.
Siguranta la sudare

Cerințe de securitate lucrari de sudare când faci o cusătură de tavan să arate astfel:
- Toate lucrările trebuie efectuate într-o încăpere bine uscată, umiditatea aerului în care nu trebuie să depășească valoarea specificată în standarde.
- În spații deschise, sudarea nu este permisă în timpul zăpezii sau furtunilor.
- Lucrările de sudare trebuie efectuate numai în îmbrăcăminte proiectată în acest scop, cu un strat de protecție special și în mască.
- În timpul lucrului, echipamentele nefolosite trebuie deconectate de la rețea.
- Pentru sudare trebuie folosite numai fire bine izolate.
Video
Acest videoclip arată procesul de sudare a unei cusături de tavan. Deși comentariile merg la limba engleza, ceea ce este afișat pe ecran nu are nevoie de explicații suplimentare:



