Tipuri de îmbinări sudate. Imbinare de sudura cap la cap
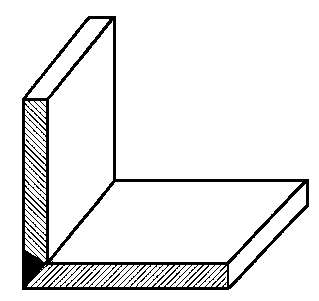
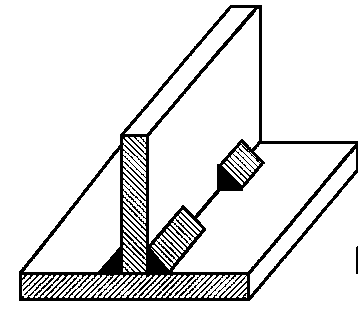
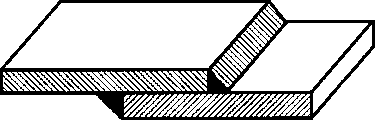
Principalele tipuri de îmbinări sudate sunt cap la cap, colț, te și suprapunere:
- fund (C)- piesele se imbina cap la cap de-a lungul suprafetelor de capat (Fig. 1a);
- unghiular (U) - piesele sunt situate în unghi și sunt conectate de-a lungul marginilor din afara colțului (Fig. 1b);
- tee (T)- detaliile formează forma literei T (Fig. 1c);
- suprapunere (N)– părțile se suprapun parțial între ele (Fig. 1d).
Cusăturile acestor îmbinări sunt desemnate printr-o literă cu un indice corespunzător naturii specifice a cusăturii (Tabelul 3). Cusăturile îmbinărilor sudate se execută fără muchii teșite, cu teșire de o muchie, cu teșire din două muchii și în îmbinări cap la cap cu flanșă de două muchii.
a B C D)
Imaginea 1 - Principalele tipuri de îmbinări sudate:
a) fund; b) unghiular; c) tee; d) se suprapun
3 Simboluri și denumiri ale sudurilor
Pentru fiecare metodă de sudare au fost elaborate standarde care indică elemente structurale cusături, imaginile și denumirile lor condiționate.
După natura execuției, cusăturile pot fi punctuale, intermitente, continue, i.e. continuu. O cusătură intermitentă este efectuată fie într-un lanț, fie într-un model de șah.
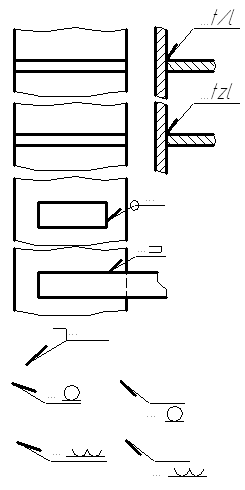
Cusăturile solide vizibile ale îmbinărilor sudate sunt descrise printr-o linie principală solidă (Fig. 2a); iar cele invizibile sunt punctate (Fig. 2b). În acest caz, partea din care se efectuează sudarea este luată drept partea frontală a cusăturii unilaterale a îmbinării sudate. Pentru partea din față a cusăturii cu două fețe a unei îmbinări sudate cu margini pregătite asimetric, se ia cea din care este sudată cusătura principală. Orice parte poate fi luată ca partea din față a unei cusături pe două fețe cu margini pregătite simetric.
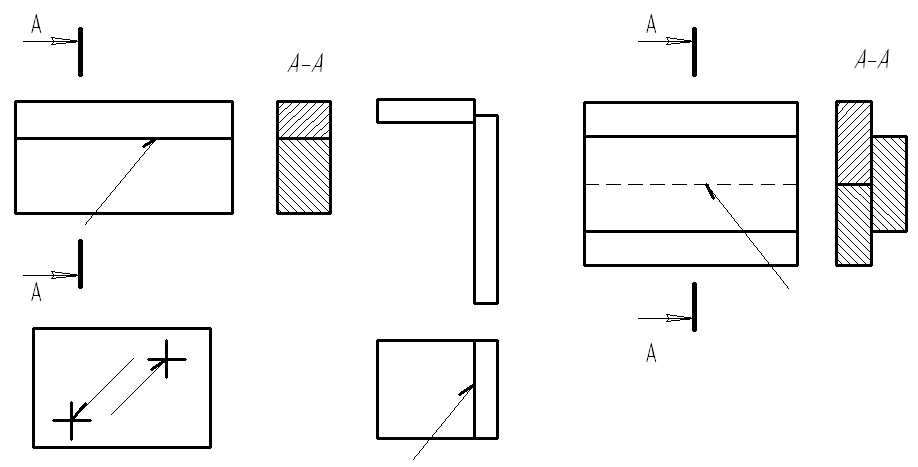
Figura 2 - Imagini condiționate ale cusăturilor:
a) vizibil; b) invizibil
Punctele sudate unice vizibile, indiferent de metoda de sudare, sunt reprezentate în mod convențional prin intersectarea unor linii subțiri continue de 5 ... 10 mm lungime (Fig. 2a). Punctele individuale invizibile nu sunt reprezentate în desene.
Dacă există mai multe cusături identice în desen, simbolurile sunt aplicate unei imagini, iar liniile directoare cu rafturi sunt desenate din restul (Fig. 3a, b).
Cusăturilor identice li se atribuie un număr, care este aplicat pe linia de conducere cu un raft pe care se află desemnarea cusăturii și este indicat numărul de cusături (Fig. 3a).
Pentru restul cusăturilor se aplică doar numărul cusăturii deasupra flanșei sau sub flanșa liniei conducătoare, în funcție de vizibilitatea sudurii (Fig. 3b).
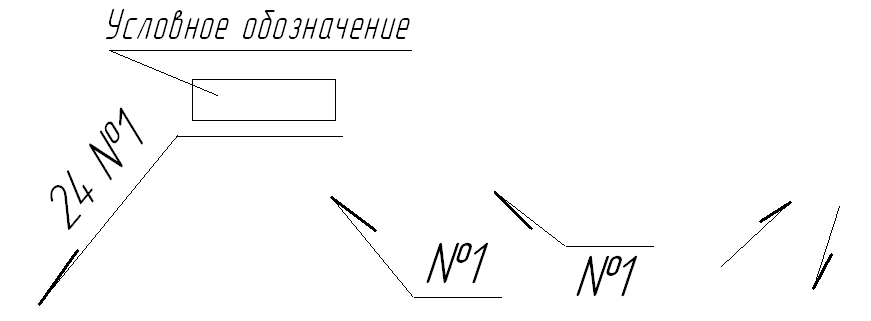
Figura 3 - Imagini condiționate dacă există cusături identice în desen:
a) o imagine; b) pentru imagini identice; c) simplificat sau toate cusăturile din desen sunt aceleași.
Dacă toate cusăturile din desen sunt aceleași și sunt afișate pe aceeași parte (față sau spate), nu li se atribuie un număr de serie, iar cusăturile fără desemnare sunt marcate cu linii directoare, fără rafturi (Fig. 3c).
O linie de ghidare pentru desemnarea unei suduri este aplicată din partea de sudare și, de preferință, pe imaginea piesei în care sudarea este desenată la dimensiunea reală.
În desenul unui produs simetric, este permisă marcarea cusăturilor pe o singură parte a imaginii.
Se aplică simbolul pentru cusătură:
Pe raftul liniei de conducere trase din imaginea cusăturii din partea din față (Fig. 3a);
Sub raftul liniei de conducere desenată din imaginea cusăturii de pe verso (Fig. 3b). În acest caz, este de preferat să desenați o linie de ghidare din imaginea unei cusături vizibile.
Linia de ghidare trasă din imaginea unei cusături sau a unui singur punct de sudură se termină întotdeauna cu o săgeată unidirecțională (Fig. 3). Dacă sudura este invizibilă, atunci o săgeată unilaterală este desenată deasupra liniei de ghidare, dacă sudura este invizibilă, de jos (Fig. 3a, b).
Aceleași cerințe pentru toate cusăturile sau un grup de cusături sunt date o dată în cerințele tehnice sau în tabelul cusăturilor (Fig. 4). În acest caz, pe imagine este indicat doar numărul de serie al sudurii.
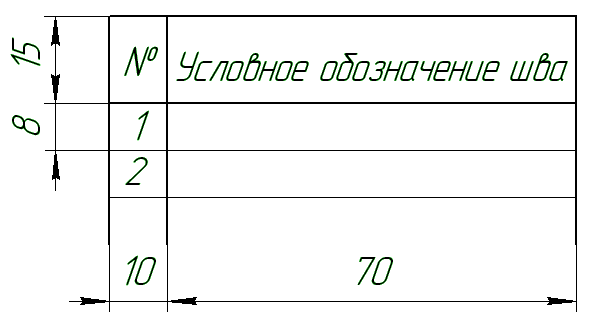
Imaginea 4 - Masa cusăturilor
Simbolul pentru îmbinările sudate standard în conformitate cu GOST 2.312-72 este aplicat conform schemei, în conformitate cu figura 5.
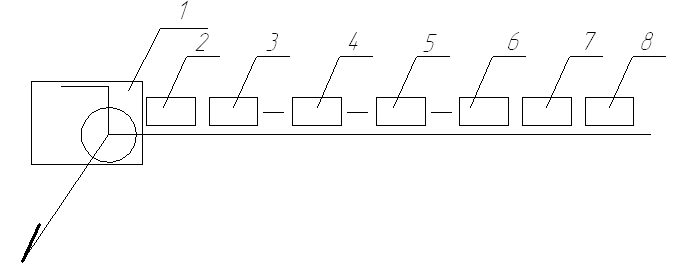
Figura 5 - Schema simbolului standardului suduri.
Denumirea simbolică a cusăturilor îmbinărilor sudate prin semnele „cratima” include:
1. Semne auxiliare ale unei cusături de-a lungul unei linii închise și a unei cusături de asamblare (vezi tabelul. 2).
2. Desemnarea standardului pentru tipurile și elementele structurale ale îmbinărilor sudate (de exemplu, GOST 5264-80; vezi tabelul. 1).
3. Desemnarea alfanumerică a cusăturii conform standardului pentru tipurile și elementele structurale ale cusăturilor îmbinărilor sudate (de exemplu, C2, vezi Tabelul 3).
4. Simbol pentru metoda de sudare conform standardului pentru tipurile și elementele structurale ale sudurilor îmbinărilor sudate (de exemplu, A, dar nu puteți specifica).
Tabelul 2 - Semne auxiliare pentru desemnarea sudării cusăturilor
|
Sensul semnului |
Aplicarea unui semn în denumirea cusăturii din desen |
|
|
Cusătura este intermitentă sau punctată cu un aranjament de lanț. Unghiul liniei 60 Cusătura este intermitentă sau punctată cu un model de șah Cusătură închisă. Diametrul semnului – 3…5mm Cusătură de-a lungul unei linii deschise. Semnul este folosit dacă locația cusăturii este clară din desen Cusătura trebuie efectuată în timpul instalării produsului, adică. la instalarea acestuia conform desenului de instalare la locul aplicării sale Îndepărtați întărirea cusăturii Procesați căderi și neregularități ale cusăturii cu o tranziție lină la metalul de bază |
|
5. Semnul brațului sudurii (triunghi dreptunghic isoscel) și mărimea brațului (grosimea) sudurii, conform standardului, pentru tipurile și elementele structurale ale sudurilor îmbinărilor sudate (de exemplu, 5, Tabelul 3). Grosimea cusăturii ar trebui să fie în intervalul de la 4 mm la 1,2 din grosimea elementelor conectate sau egală. Semnul este realizat cu linii subțiri și solide. Înălțimea semnului trebuie să fie aceeași cu înălțimea numerelor incluse în denumirea cusăturii.
6. Pentru o cusătură intermitentă - dimensiunea lungimii zonei sudate, semnul / sau Z și dimensiunea pasului (de exemplu, 5/40; 6 Z 70).
Pentru o singură sudură prin puncte - dimensiunea diametrului punctului calculat (de exemplu, 6).
Pentru o sudură electrică la puncte de contact sau sudare electrică cu nit - dimensiunea diametrului estimat al punctului sau al nitului electric; semnul / sau Z și dimensiunea pasului (de exemplu, 5/60; 4 Z 80).
Pentru o cusătură de sudură electrică cu rolă de contact - dimensiunea lățimii calculate a cusăturii (de exemplu, Kr-5).
Pentru o sudare intermitentă a sudării electrice cu role de contact - dimensiunea lățimii calculate a cusăturii, semnul de multiplicare „”, dimensiunea lungimii zonei sudate, semnul / și dimensiunea pasului (de exemplu, 5 10/60).
Orice metoda de sudare, fie ea pe gaz, cu arc electric, la rece, de contact etc., va permite sa obtineti imbinari sudate de un anumit tip.
Rețineți că conceptul de îmbinare sudata în sine înseamnă o secțiune a unui produs metalic care a fost conectată prin orice metodă de sudare. Elementele constitutive ale oricărei îmbinări sudate sunt cusătura reală obținută ca urmare a sudării, zona produsului metalic care este adiacent acestuia și a suferit o modificare a structurii în timpul sudării, este numită și zonă afectată de căldură, deoarece precum și părți ale produsului sunt deja în apropierea acestei zone.
Până în prezent, se disting mai multe tipuri de îmbinări sudate, printre acestea se numără îmbinarea cap la cap care ne interesează. îmbinare sudata.
Varietăți de îmbinări sudate.
Pentru început, notăm că este necesar să se facă distincția între conceptele de sudură și de îmbinare sudată. După cum am menționat mai sus, cusătura este doar o parte a conexiunii. Este o secțiune a metalului care a suferit cristalizare după sudare.
De ce este important să separăm aceste concepte? Faptul este că cusătura este o parte de legătură a părților produsului metalic, are o anumită formă geometrică, proprietăți proprii de rezistență și continuitate etc. În timp ce proprietățile îmbinării sudate sunt determinate pe baza proprietăților sudurii și a zonei adiacente.
Îmbinările sudate se clasifică în funcție de forma de conjugare a pieselor metalice. Deci, următoarele tipuri sunt utilizate în mod obișnuit:
- îmbinare sudata cap la cap;
- tee;
- unghiular;
- Sfârșit;
- suprapuse.

Rețineți că cusăturile sunt și ele diferite. Sudurile în funcție de forma secțiunii (transversale) sunt împărțite în cap și file, iar după forma longitudinală - continue și intermitente. Rețineți că suduri cap la cap se observă de obicei în articulațiile cap la cap. Dar prin suduri de filet primesc alte tipuri de conexiuni.
Caracteristici și varietăți de articulații cap la cap.
Principala caracteristică distinctivă a unei îmbinări sudate cap la cap este amplasarea pieselor metalice în spațiu. La sudarea cap la cap, părțile produsului metalic se află pe același plan sau suprafață. Sudarea în sine se efectuează la capete, care sunt situate unul lângă celălalt.
Articulațiile cap la cap pot fi, de asemenea tipuri diferite, care sunt determinate de forma muchiilor sudate. Da, ei sunt:
- drept, adică marginile care pot fi sudate nu au teșituri;
- În formă de V - margini cu teșituri corespunzătoare;
- În formă de X - teșirea marginilor este realizată sub forma literei X;
- curbilinii - marginile au astfel de teșituri care, atunci când sunt combinate, seamănă cu litera latină U.

Utilizarea diferitelor tipuri de margini teșite determină încă două tipuri de îmbinări cap la cap. Pe baza locației cusăturii, există:
- conexiuni unilaterale (cusătura se realizează doar pe o parte a pieselor care urmează a fi sudate);
- bilaterale (respectiv se realizează două cusături: sus și jos).
Rețineți că îmbinările cap la cap sunt folosite pentru instalarea structurilor critice, importante. Acest lucru se datorează faptului că astfel de compuși au cele mai înalte performanțe mecanice, spre deosebire de alții. Pe de altă parte, utilizarea acestui tip de îmbinare sudată este asociată cu necesitatea pregătirii suplimentare a marginilor produsului metalic.
Pe lângă performanța mecanică excelentă, articulația cap la cap a câștigat popularitate datorită faptului că este destul de economică și are performanțe ridicate. Acest tip de conexiune duce la un consum mai mic de metal și la mai puțin timp de lucru.
Aplicarea diferitelor tipuri de îmbinări cap la cap.
Fiecare dintre tipuri articulația cap la cap caracterizate prin anumite proprietăţi şi caracteristici care determină aplicarea lor.
Deci, de obicei, o îmbinare cap la cap unilaterală, fără teșirea preliminară a marginilor, este utilizată pentru sudarea foilor de metal negroase (până la 4 milimetri).
Conexiunea fără margini teșite poate fi pe două fețe. Acest tip este utilizat atunci când se lucrează cu piese a căror grosime nu depășește 8 milimetri. Rețineți că, cu o îmbinare cap la cap fără margini teșite, indiferent de locația cusăturilor, între marginile produsului se lasă în mod necesar un mic spațiu, care este de aproximativ unul până la doi milimetri.
Sudorii sfătuiesc să apeleze la margini teșite în cazurile în care piesele care urmează a fi sudate au o grosime de 4-25 milimetri. În acest caz, poate fi utilizată o conexiune unidirecțională. Iar teșiturile marginilor pot fi în formă de V sau, mai rar, în formă de U. Rețineți că, indiferent de forma aleasă a marginilor, este necesar să le tociți oarecum.
Dacă produsul metalic are o grosime mai mare de 12 milimetri și se ia decizia de a face o conexiune bidirecțională, atunci este mai bine să alegeți o formă de X pentru margini. Acest tip de margini vă permite să reduceți cantitatea de metal necesară pentru a umple canelura cu aproape jumătate. Ceea ce, desigur, va afecta eficiența și productivitatea muncii.
Rețineți că fiecare tip de îmbinare cap la cap, forma marginilor, locația cusăturilor, sunt selectate pe baza caracteristicilor metalului, a designului în sine și a rezultatului dorit.
Produsul de sudat se pune pe masa de sudura. Capătul gol al electrodului este prins în suportul electrodului. Excitați arcul de sudură atingând capătul electrodului cu piesa de sudat. Există două moduri de a iniția un arc:
Coborâți electrodul în jos până când intră în contact cu metalul care se sudează și mutați-l rapid la o distanță egală cu lungimea arcului;
Treceți capătul electrodului pe suprafața produsului (pe măsură ce se aprinde un chibrit).
Dificultatea de excitare a arcului constă în faptul că, dacă capătul electrodului nu este îndepărtat suficient de repede de pe suprafața produsului, acesta poate fi sudat sau, după cum se spune, „înghețat”, iar dacă capătul electrodul este îndepărtat prea brusc, arcul se poate rupe și se poate stinge.
Odată ce arcul este pornit, sudorul menține o lungime constantă a arcului coborând încet electrodul pe măsură ce se topește. Sudarea trebuie efectuată cu un arc scurt: lungimea acestuia nu trebuie să depășească diametrul electrodului.
La suprafață, sudorul mișcă uniform electrodul de-a lungul cusăturii, înclinându-l spre suprafața produsului la un unghi de 70-80°. Viteza mișcării longitudinale trebuie să fie suficientă pentru a topi metalul de bază. Când electrodul este mișcat rapid, metalul de bază nu se topește, iar când electrodul este mișcat lent, performanța de sudare scade și metalul de sudură se supraîncălzi.
Mișcările oscilatorii transversale ale electrodului sunt date pentru a obține o sudură de o anumită lățime. Aceste mișcări pot fi în zig-zag, semilună, figura opt etc. Dacă mișcarea longitudinală a electrodului se realizează fără vibrații transversale, atunci lățimea rolei este de 0,8 ... 1,5 d uh, dar ar trebui să fie 2...4.
Când arcul se rupe, acesta se aprinde în fața ruperii, pe metalul care nu a fost încă sudat, apoi revine în metalul de sudură, asigurând continuitatea cordonului. După sfârșitul suprafeței întregului șirag, este imposibil să rupeți brusc electrodul din piesă, deoarece în acest caz se formează o adâncitură la capătul șiragului - un crater în care pot apărea fisuri. Este necesar să sudați cu atenție craterul prin scurtarea arcului de două sau trei ori. Tehnica de sudare depinde în mare măsură de poziția cusăturilor în spațiu. Cel mai ușor este să sudați cusăturile în poziția inferioară, prin urmare, atunci când sudați, trebuie să instalați întotdeauna produsul (piesa) în așa fel încât majoritatea cusăturilor să fie sudate în poziția inferioară.
La sudare suduri cap la capîn poziţia inferioară, principala dificultate constă în obţinerea pătrunderii complete. Există două moduri de a obține o penetrare completă fără pericolul de a glorifica metalul:
Sudarea rădăcinii cusăturii (adică sudarea părții din spate a cusăturii);
Sudarea pe căptușeală.
Au rămas căptușeli, care sunt sudate pe materialul de bază în timpul sudării și detașabile, care sunt îndepărtate după sudare. Garniturile rămase sunt de obicei din oțel, iar cele detașabile sunt din cupru.
întrebări de testare : 1 Modalităţi de excitare a arcului. 2 Care ar trebui să fie lungimea arcului? 3 Ce mișcări sunt date electrodului? 4 Unde se aprinde arcul când se rupe? 5 Cum ar trebui să fie finisată cusătura? 6 Cum se asigură penetrarea completă a sudurilor cap la cap?
3.7 Defecte de sudare
Defecte de forma cusăturii sunt detectate în timpul examinării externe și măsurătorilor cusăturilor folosind șabloane și instrumente de măsurare. Astfel de defecte includ: a) discrepanța între dimensiunile reale ale cusăturilor specificate prin desen sau standarde; b) afluxuri: c) subcoturi; d) cratere nesudate etc. Defectele de forma sudurilor sunt eliminate prin sudarea suplimentara a zonelor de slabire a sudurii (gâturi, suduri incomplete) si prelucrarea ingrosarilor, asigurand treceri lina catre sectiunile adiacente ale sudurii si la metalul de bază.
fisuri sunt cele mai periculoase defecte , care poate apărea atât în cusătura în sine, cât și în zona afectată de căldură. Fisurile se elimina prin sudare cu taiere prealabila a zonei defectuoase pe toata adancimea fisurii.
Pori și scoici dacă sunt într-o cusătură în cantități mari, îi reduc rezistența și încalcă densitatea. Dacă numărul de pori depășește limita permisă, atunci secțiunea defectă a cusăturii este îndepărtată prin prelucrare (găurire, perforare) și sudată din nou.
Incluziuni nemetalice afectează rezistența sudurii în același mod ca și porii. Elimina incluziunile nemetalice la fel de mult ca porii.
lipsa fuziunii sunt de două feluri: a) nefuziunea metalului de bază cu cel depus; b) neumplerea întregii secțiuni a șanțului cu metal topit (lipsa pătrunderii rădăcinii sudurii). Secțiunile defecte ale cusăturilor sunt îndepărtate prin prelucrare (găurire, frezare etc.) și sudate din nou.
întrebări de testare : 1 Ce sunt defectele de sudură? 2 Cum sunt eliminate?



