Cusături de sudură cum se gătesc. Tehnica corectă de sudare cu electrozi
Au trecut câteva sute de ani de când oamenii au conectat pentru prima dată două suprafețe metalice, folosind procesul de topire a unei tije de metal cu un curent electric. Această tijă este electrodul.
Compoziția electrodului și semnificația acestuia
Acoperirea sau suprafața sa constă dintr-un amestec de metale - nichel, mangan, fier și minerale - alumină, magnezie, calcar, care sunt în stare de pulbere. Metalele se topesc, iar mineralele sunt un fel de protecție împotriva acțiunii oxigenului. O astfel de protecție este necesară pentru a consolida conexiunea. La acest amestec se adaugă suplimentar un colorant, care facilitează recunoașterea lor de către specii.
Baza acoperirii este un fir metalic subțire. Al cărui tip depinde de munca pentru care produsul este destinat a fi utilizat. Practic, pentru asta se folosește sârmă de oțel inoxidabil sau sârmă de carbon.
Prin produs este transmis un curent electric, destinat să încălzească și să topească suprafața metalică.
Fiecare persoană, mai devreme sau mai târziu în viață, se confruntă cu o astfel de situație când este necesar să sudeze ceva în viața de zi cu zi cu ajutorul sudării și aparatelor electrice. În primul rând, pentru asta trebuie să ai un aparat de sudură și, bineînțeles, abilități de lucru, pentru că trebuie neapărat să știi să gătești corect cu electrozi.
Principiul procesului de sudare electrică
Dacă gătiți prin sudare electrică acasă, utilizați orice aparat pentru sudare, a cărui putere maximă este de 160 Amp. În timpul lucrului, un arc este excitat între planul piesei de prelucrat și electrod. Pentru o muncă de succes, trebuie respectate anumite reguli:
- Este necesar să atașați un fir pe planul pieselor care necesită sudură, care se îndepărtează de la transformator - masă, iar celălalt fir, la care electrodul este atașat la suport, trebuie adus în planul locului de sudare. și conduceți de-a lungul acestuia cu sfârșitul produsului. Acest lucru va crea un arc.
- Pentru a suda corect, este necesar să se sudeze corect cu ajutorul electrozilor. Acest lucru se realizează prin alegerea distanței dorite de la suprafața articulației. Distanța optimă este de la 2 la 6 mm. Ca urmare a acțiunii temperatura ridicata arc, metalul se topește pe suprafața de sudură și umple șanțul care s-a format în momentul impactului arcului pe suprafața metalică. Dacă electrodul este ghidat corect și precis de-a lungul lungimii joncțiunii, acest canal este umplut cu metal topit.
- Alegerea electrozilor în sine este de mare importanță pentru un rezultat eficient și de înaltă calitate. Pentru lucru se folosesc următoarele tipuri: oțel, cupru, fontă, bimetalice, alamă. Ele sunt, de asemenea, împărțite în mărci, de exemplu, 332, 350 și altele. Pentru a indica marcarea lor, se folosește un fel de indice, care indică parametrul de vâscozitate al sudurii, iar numerele de pe index indică nivelul de duritate a metalului. Principala regulă care trebuie utilizată la selectarea acestora este calculul pentru grosimea metalului.
- Pentru ca sudarea să aibă succes, este necesar să se poată ține corect electrodul de sudare. Ar trebui să existe o pantă de aproximativ 80 de grade spre arc. Apariția unui arc se poate realiza în două moduri: prin zgâriere (produsul trebuie ținut ca un chibrit în timpul aprinderii) și prin ridicare (se bat la suprafață și se ridică în timpul apariției arcului).
cusătură orizontală
Este important nu numai să țineți corect electrodul de sudură, ci și să selectați puterea curentului necesară. Dacă este prea mic, arcul se va stinge constant.
Capacitatea de a ține electrodul în timpul sudării face posibil să vă umpleți mâna și să gătiți la un nivel mai înalt și la o viteză mai mare.
mișcarea capului electrodului în timpul sudării
Alegerea cantității potrivite
O operațiune importantă în pregătirea pentru lucru este calculul numărului necesar de electrozi. În acest caz, este necesar să se țină cont de astfel de factori: grosimea și masa metalului, lungimea cusăturii. Această procedură vă permite să lucrați eficient și economic, conducând în același timp electrodul uniform. Pentru a calcula numărul acestora sunt folosite mai multe metode. Cel mai popular este calculul în funcție de greutatea metalului topit. Unitatea de măsură în care se calculează numărul lor este kilogramul. Cumpărarea este o cheltuială destul de mare. Pentru a economisi măcar puțin la achiziție, este necesar să se țină cont de tipul lor, puterea curentă în timpul sudura corecta electrod.
De asemenea, puteți utiliza vizualizarea automată sau semi-automată procesul de sudare. Aceste metode constau în faptul că este necesară antrenarea electrodului într-un cerc, ele fac posibilă reducerea semnificativă a numărului acestora, ceea ce este necesar pentru sudarea planurilor pieselor și metalelor.
Instruire
Prinde cearșafurile unul pe celălalt.
Lipirea se efectuează prin săritori scurti ai cusăturii (aproximativ 5-10 mm) cu o distanță între ele de 50-100 mm pe toată lungimea îmbinării. Conduce sudare cu întrerupere periodică - stingerea arcului (retragerea electrodului) şi rapid aprinzându-l din nou pentru ca metalul să nu aibă timp să se răcească. Timpul de ardere continuă a arcului depinde de grosimea foii și de puterea curentului. Pentru o foaie cu o grosime de 1 mm și mai subțire, ar trebui să fie de 1-3 secunde.
Sudați complet foile
Sudați îmbinarea cu o cusătură intermitentă, deplasând din când în când electrodul într-o nouă zonă de îmbinare (rece). Acest lucru va evita deformarea puternică a metalului - mai ales dacă lungimea îmbinării este relativ mare (mai mult de 200-250 mm). Cu cât lungimea cusăturii continue este mai mică, cu atât deformarea este mai mică. Începeți să sudați de la o margine a cusăturii, apoi treceți la cealaltă margine, apoi mutați-vă în centru și așa mai departe.
Sudarea cap la cap a metalului subțire
Realizați un spațiu minim între marginile oțelului pe toată lungimea îmbinării. Cazul ideal este absența completă a unui gol. Pentru sudarea cap la cap a metalului subțire, utilizați o căptușeală auxiliară care se potrivește sub cap la cap. Este destul de dificil să sudezi cap la cap de oțel subțire (1 mm și mai subțire) fără căptușeală, deși cu prezența sudurii invertorși electrozi buni (importați) este destul de posibil. Tehnologia de sudare în sine (selectare curent de sudare, utilizarea de chinuri, intermitența sudurii și trepte) rămâne exact aceeași ca și pentru sudarea prin suprapunere.
Sudarea cu suport neretractabil din oțel
Dacă designul piesei permite prezența unei căptușeli neretractabile, așezați o bandă de oțel sub îmbinare de aceeași grosime ca și tabla principală cu o lățime de 13-15 mm. Asigurați-vă că metalul care este sudat este ferm atașat de el. O astfel de căptușeală vă va permite să sudați piesa, chiar dacă există un spațiu de câțiva milimetri la îmbinare. Căptușeala în acest caz este sudată pe piesă.
Sudarea cu căptușeală de cupru
Dacă prezența unei căptușeli nedetașabile este inacceptabilă, puneți o bandă de cupru sub îmbinare (cu cât este mai groasă, mai bine). Cuprul se va devia caldși previne arderea foilor. După sudare, îndepărtați căptușeala.
Sudare cu suport retractabil din oțel
Dacă un suport nedetașabil nu este acceptabil și banda de cupru nu este disponibilă, sudați piesa pe suportul de oțel și îndepărtați-o cu grijă cu o polizor unghiular. mașinărie.
Sudarea este procesul de formare a îmbinărilor permanente ca urmare a apariției unor legături interatomice între materialele sudate în timpul încălzirii sau deformării acestora. Sudarea poate nu numai metal s, dar și materiale plastice. Cel mai adesea, trebuie să se ocupe de sudarea electrică a oțelurilor și sudarea termică a materialelor plastice.
Vei avea nevoie
- - aparat de sudura pentru sudarea cu arc electric;
- - sudare cu gaz;
- - electrozi de sudare;
- - aparat de sudura pentru tevi din plastic;
- - un dispozitiv de încălzire (fier de călcat, aragaz electric etc.).
Instruire
Trebuie să știți că sunt permise doar acele accesorii care sunt destinate prelucrării produselor laminate din oțel inoxidabil. Acest discuri abraziveși benzi, perii din oțel inoxidabil, împușcături pentru sablare. Vă rugăm să rețineți că uneori nu este posibilă prelucrarea cu împușcături de oțel și sticlă altele materiale precum oțelul carbon.
Una dintre cele mai moduri eficiente post-tratarea sudurilor este considerată decapare. Atunci când este utilizată corect, decaparea poate elimina stratul de oxid dăunător, precum și zona de crom epuizată.
În funcție de condițiile specifice, gravarea se realizează prin scufundare, aplicare pe suprafață sau acoperire a produselor cu o pastă. Cel mai adesea, un acid amestecat este utilizat în combinație cu apă. Timpul de decapare al oțelului inoxidabil depinde de concentrația de acizi, grosimea depunerilor, temperatură și soiuri oțel inoxidabil.
Ultima etapă de prelucrare la sudarea „oțelului inoxidabil” - aducerea gradului de rugozitate sudură la indicatorul corespunzător al foii principale. Acest lucru se realizează prin șlefuire și lustruire după gravare. Acest tratament îmbunătățește de obicei rezistența la coroziune a structurii.
Surse:
- Sudarea oțelului inoxidabil, caracteristicile sudurii.
Pentru a vă da seama cum să sudați corect metalul prin sudare electrică, trebuie să înțelegeți că vorbim despre sudare și nu despre procesul de topire metalurgică și de ce sunt necesare astfel de cunoștințe. maestru producție de sudare cu cantitatea actuală de materiale educaționale, este posibil acasă, dar numai pentru propriile nevoi casnice. Dacă vorbim despre furnizarea de servicii, atunci aceasta implică o anumită responsabilitate pentru calitatea muncii și, prin urmare, este mai bine să obțineți cunoștințe și experiență în instituții de învățământ specializate.
Sudarea obiectelor în stare solidă prin încălzire și topire cu utilizarea energiei eclectice se numește sudare electrică.
Procesul are loc sub influența directă a unui arc electric, a cărui temperatură depășește punctul de topire al oricăruia dintre metalele cunoscute și aliajele acestora și este de 7000 0 C.
Sudarea oțelului inoxidabil prin sudare electrică necesită electrozi speciali
Arcul se formează din alimentarea cu energie electrică de tensiune continuă sau alternativă de la transformator de sudare la electrod și obiectul sudat. Sub influența temperaturii ridicate rezultate, metalele se topesc și formează un bazin de sudură, în care sunt amestecate, iar impuritățile din ele sub formă de zgură plutesc la suprafață și creează o peliculă protectoare. Metalele se răcesc, se solidifică și se formează îmbinare sudata sau cusătură. Zgura înghețată este îndepărtată. Pentru sudare, consumabile și electrozi neconsumabile, precum și fire de umplutură și gaze protectoare si amestecuri.
În funcție de gradul de mecanizare, sudarea se împarte în:
Arc electric poate lăsa arsuri pe corp și ochi- manual;
- semiautomat;
- automat.
Se poate forma un arc electric folosind curent continuu polaritatea directă, când polul negativ este conectat la electrod și polaritate inversă– pol pozitiv pe electrod. Poate fi generat și prin curent alternativ. Arcul se poate forma nu numai între produs și electrod, ci și între electrozi. Un astfel de arc se numește acțiune indirectă sau independent. Arcul în timpul sudării poate fi deschis pentru observare, închis și semideschis. Această diferență este deosebit de importantă de luat în considerare atunci când respectați reglementările de siguranță și protejați organele vizuale cu filtre speciale împotriva arsurilor cu radiații ultraviolete.
De asemenea, trebuie acordată atenție protecției împotriva aerului ambiental din zona de sudare. Protecția poate fi eliberată de zgură în timpul topirii, gaz și flux.
Un flux este o substanță sau un amestec special de diverse materiale, care este protejat de acțiunea atmosferică, pentru a stabiliza arderea arcului și a da cusătură de sudură proprietăți suplimentare. De obicei, acest amestec este aplicat pe electrod.
Tehnologie și formare
 Salopete pentru sudori
Salopete pentru sudori Procesul de sudare a metalelor, atât prin sudare electrică, cât și prin alte metode, începe cu selecția hainelor și echipamentelor de lucru. Pentru sudarea electrică aveți nevoie de:
- o mască sau ochelari de protecție pentru a proteja ochii cu un filtru special de lumină;
- mănuși, de preferință piele de căprioară;
- haine cu maneci lungi;
- pantofi închisi.
Din echipament:
- aparat de sudura;
- transformator pentru conversie curent alternativîn permanentă;
- electrozi incluși;
- ciocan și alt instrument pentru doborârea zgurii și curățarea cusăturii.
 Set sudor: mască de protecție, aparate și electrozi
Set sudor: mască de protecție, aparate și electrozi Învățarea și sudarea corectă a metalului prin sudare electrică depinde doar de selecția echipamentului și, în primul rând, de electrozi. Calitatea sudurii depinde de acoperirea sau acoperirea acestora. Sub influența temperaturii, acoperirea se transformă într-o zonă de gaz deasupra băii de metale topite a bazei și a electrodului, ceea ce împiedică aerul să afecteze procesul de fuziune a acestora.
O experienta lucrari de sudare este mai bine să primiți sub îndrumarea unui mentor profesionist, deoarece adesea alegerea echipamentului, modul său de funcționare, consumabilele, plasarea elementelor conectate, viteza de mișcare a arcului și așa mai departe, are loc empiric, adică , prin proces. Cu experiență, abilități, uniformitatea mișcării, calitatea marginii și a cusăturii vor veni.
Caracteristici ale lucrului cu metal subțire
 Sudarea metalului subțire necesită experiență
Sudarea metalului subțire necesită experiență Metal cu grosime de până la 3 mm. sau subțire este foarte des folosit pentru producerea produselor utilizate în Viata de zi cu zi. Prin urmare, repararea acestora, inclusiv sudarea, este o întrebare care apare adesea și, din toate punctele de vedere, nu necesită contactarea specialiștilor, dar se poate face acasă. Cu toate acestea, acest lucru nu este atât de simplu pe cât pare la prima vedere.
Dacă trebuie să sudați prin sudare electrică metal subțire, atunci alegerea echipamentului, puterea acestuia, tipul de electrod și sudarea necesită o abordare cu cunoștințe ale materiei și experiență.
Există mai multe caracteristici ale sudării sale. Principalul, care este destul de evident, este grosimea lui. Cu orice mișcare neglijentă, în produs poate apărea o nouă gaură arsă complet inutilă. Pe de altă parte, „delicatețea” excesivă nu va crea sudura necesară și îmbinarea se va destrăma.
 Tablă de oțel inoxidabil cu grosimea de până la 3 mm
Tablă de oțel inoxidabil cu grosimea de până la 3 mm Pentru a lucra cu metal subțire se folosesc curenți „mici”, prin urmare electrodul trebuie ținut cât mai aproape de produs, altfel arcul sudat va dispărea și topirea se va opri. În plus, pentru fiecare metal, este necesar să se pregătească în mod special marginile sudate, se aplică alt felși locația sudurilor și așa mai departe.
Înainte de a începe lucrul, este necesar să alegeți electrodul potrivit. Diametrul acestuia depinde direct de grosimea metalului sudat. Cu cât metalul este mai subțire, cu atât diametrul este mai mic. Curentul utilizat pentru sudare trebuie să corespundă parametrilor metalului și ai electrodului. De exemplu, grosimea foii este de 3 mm, diametrul electrodului este de 3 mm, puterea curentului este de la 140 la 180 A. Cu cât lățimea și diametrul sunt mai mici, cu atât puterea curentului este mai mică. Utilizarea curenților „scăzuți” nu face posibilă utilizarea electrozilor cu orice tip de acoperire. Este necesar să se selecteze numai pe acelea care vor oferi o excitare ușoară și o ardere stabilă a arcului și vor avea, de asemenea, o topire lentă cu un metal lichid.
 Aparat de sudura semi-automat
Aparat de sudura semi-automat Dacă aveți cunoștințe, puteți compensa experiența insuficientă sau lipsa acesteia, folosind echipamentul folosit. Este mult mai ușor și mai productiv să lucrezi cu un aparat de sudură semi-automat decât cu unul manual. În primul rând, afectează calitatea sudurii. Poate fi aplicat în mai multe moduri, din care rezultă solid, punctat sau suprapus. Pentru o cusătură continuă, este necesar să selectați corect puterea curentă. Se recomandă să începeți cu 40 - 60 A. Apoi selectați viteza de sudare. Dacă este prea rapid, atunci cusătura nu va fierbe și nu va exista nicio legătură, iar dacă este lentă, atunci pot apărea arsuri și găuri.
- De exemplu, pentru sudarea unei foi cu grosimea de 0,5 mm, se folosesc electrozi cu un diametru de 1 mm și un curent de 10-20 A.
- Un metal de 1,2 mm este sudat cu un electrod de 1,6 - 2 mm la un curent de 30-35 A.
- Pentru o grosime de 2 mm sunt necesari electrozi de 2,5 mm si un curent de pana la 65 A.
- Pentru cusăturile suprapuse, se recomandă creșterea puterii curentului cu 15%, iar pentru cele solide cu conexiune tee cu 20%.
Acoperirea poate diferi semnificativ în compoziția elementelor sale constitutive. De obicei, se bazează pe concentrat de titan. În caz contrar, compozițiile diferă semnificativ. Acestea pot conține:
- mangan;
- azotat de potasiu;
- feldspat;
- dextrină etc.
Puteți aplica o cusătură într-o direcție convenabilă pentru lucrător sau în funcție de locația suprafețelor de sudat.
sudare semiautomată mult mai ușor de lucrat cu metale subțiriCu toate acestea, practica a arătat că sudarea în direcția „de sus în jos” oferă cel mai bun rezultat posibil.
Lucrările de sudare se efectuează folosind electrozi de grafit consumabili și neconsumabile. Conexiunea cu grafit se realizează prin topirea marginilor pieselor sau folosind sârmă de umplutură.
Lucrările de sudare depind de influența a numeroși factori și circumstanțe. Fiecare caz specific necesită propria abordare, metodă, echipamente și consumabile. Selecția tuturor necesare se efectuează experimental. Cu experiență, timpul pentru realizarea conexiunilor de probă, selecția echipamentelor și materialelor va scădea, iar calitatea și uniformitatea cusăturii se vor îmbunătăți.
Oțel inoxidabil
 Oțelul aliat necesită electrozi speciali pt sudare cu arc
Oțelul aliat necesită electrozi speciali pt sudare cu arc Există, de asemenea, unele particularități la sudarea oțelurilor aliate. Dacă conține de la 12 la 20% crom, atunci un astfel de oțel se numește oțel inoxidabil. Alături de crom, acest oțel conține și alte substanțe care îi formează proprietățile fizice și chimice specifice. De ele depinde capacitatea sa de a suda și modul în care este posibilă conectarea elementelor realizate din acesta.
sudare cu argon una dintre moduri mai bune conectați oțel inoxidabilÎn „oțel inoxidabil” conductivitatea termică este redusă de 1,5 - 2 ori. De ce se topește mai ușor, ceea ce înseamnă că la sudare este necesar să se folosească curenți de rezistență mai mică. În același scop, pentru ca electrozii cu tije de crom-nichel să nu se supraîncălzească, aceștia sunt fabricați nu mai mult de 350 cm.Acest oțel, datorită coeficientului mare de dilatare liniară, se poate crăpa după sudare la răcire, dacă nu există un spațiu suficient. menţinută la îmbinarea marginilor. Trebuie avut în vedere că după tratamentul termic, oțelurile care conțin crom își pot pierde proprietățile anticorozive. Pentru a evita un astfel de efect „neplăcut”, locul de încălzire trebuie răcit rapid.
Sudarea electrică „oțel inoxidabil” poate fi sudată în mai multe moduri. Există trei moduri:
- electrozi acoperiți;
- într-un mediu gaz-argon;
- folosind sârmă inoxidabilă.
In orice caz, inainte de sudare, marginile suprafetelor planificate pentru racordare trebuie tratate: curatate si spalate cu solvent.
Metoda de sudare se alege în funcție de grosimea metalului, de cerințele de calitate a cusăturii și de echipamentele disponibile, precum și de luarea în considerare obligatorie a caracteristicilor oțelurilor aliate.
Sudare otel inoxidabil iar metalul „feros” este posibil cu utilizarea unui fir de umplere special și a electrozilor.
Vreme când proprietarii echipament de sudurăîn atelierele de acasă, puteai număra pe degete, trecut. Astăzi, producătorii oferă consumatorilor diverse tipuri de aparate de sudură. Aceste dispozitive ușurează viața meșterilor amatori. Mulți dintre ei au stăpânit deja știința sudării cu electrozi prin încercare și eroare, dar unii mai trebuie să meargă pe această cale. Desigur, pentru ca sudarea să se realizeze la un nivel profesional înalt, trebuie să studiezi mai mult de o lună și să câștigi experiență practică de-a lungul anilor. Dar să știi să gătești corect cu electrozi te va ajuta să faci majoritatea lucrărilor de sudare acasă, în garaj sau la țară, fără a apela la serviciile unui specialist atestat. Cu siguranță vei putea construi singur un brazier, o poartă, un gard, un foișor și multe altele după câteva săptămâni de practică.
Figura 1. Schema dispozitivului electrodului de sudare.
Tipuri de electrozi, structura și compoziția lor
Majoritatea sudorilor de acasă nu le pasă de structura electrodului și de compoziția substanțelor din acesta. Ei împart electrozii în „negru” și „oțel inoxidabil”. Ei bine, producătorii își etichetează produsele, iar cutiile cu electrozi sunt scrise în detaliu pe ce metale sunt destinate. Există chiar și o nuanță a acoperirii lor pentru a distinge electrozii pentru scopul lor. Cu toate acestea, pentru a stăpâni suficient în continuare abilitățile de a lucra cu electrodul, este necesar să vă familiarizați cu tipurile lor:
- pentru sudarea oțelurilor carbon și slab aliate;
- pentru sudarea oțelurilor înalt aliate;
- pentru sudarea oțelurilor aliate rezistente la căldură;
- pentru sudarea fontei;
- pentru sudarea metalelor neferoase;
- pentru sudarea aliajelor și a oțelurilor neomogene;
- pentru suprafață;
- pentru tăierea metalului.

Figura 2. Schema locației electrodului în timpul sudării.
Indiferent de scop, electrozii au o structură comună. Ele constau dintr-o tijă și un înveliș de protecție (acoperire), care asigură arderea arcului și protecția cusăturii sudate de efectele atmosferei. Pe o parte, tija este goală cu 2-5 cm pentru conectarea la suport, la capătul opus, electrodul este curățat de acoperire pentru a crea contact cu suprafața de sudat (Fig. 1).
Firul de miez este realizat din oțeluri carbon, aliate sau înalt aliate, iar acoperirea este realizată din 3 tipuri de acoperiri:
- acid de minereu;
- rutil;
- fluorura de calciu.
Materialele utilizate la fabricarea electrozilor determină domeniul de aplicare a acestora.
Cum să alegi tija de electrod potrivită și puterea curentului?
Pentru a suda corespunzator cu electrozi, trebuie sa ii poti alege in functie de grosimea produselor de sudat, deoarece metalul subtire poate fi ars daca se foloseste o bagheta de sudura groasa. Selecția secțiunii sale arată astfel:
- dacă grosimea metalului este de la 1,1 la 2 mm, atunci diametrul firului este de 1,5-2 mm;
- metal de 3 mm - tijă de 2,5 și 3 mm;
- o grosime de 4-5 mm se fierbe cu electrozi de 3 si 4 mm;
- oțelurile cu grosimea de la 6 la 8 mm se fierb în „patru”;
- de la 9 la 12 mm - electrozi 4 și 5 mm;
- cu o grosime de 13 până la 15 mm, tijele de 5 mm ar trebui să poată face față deja.

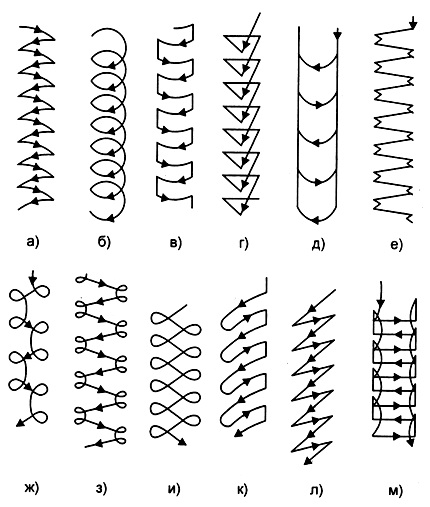
Figura 3. Scheme de mișcare a electrodului în timpul sudării.
Întrebarea aici este de ce este imposibil să folosiți, de exemplu, „patru” sau „cinci” pentru sudarea foilor subțiri? Faptul este că arderea sigură a arcului în timpul funcționării tijelor de diferite secțiuni poate fi asigurată de diferite puteri ale curentului. Un electrod de 2 mm la un curent de 50-60 A va face o treabă excelentă, iar un electrod de 5 mm, dacă nu se lipește, pur și simplu va „taia scânteile”. Pe de altă parte, „cinci” funcționează bine la 160 A, dar din cauza unui arc prea puternic, metalul subțire se va transforma pur și simplu în picături. Următoarele arată intervalele de putere a curentului pentru lucrul cu electrozi de diferite diametre de secțiune transversală:
- 1,6 mm - 35-60 A;
- 2 mm - 30-80 A;
- 2,5 mm - 50-110 A;
- 3 mm - 70-130 A;
- 4 mm - 110-170 A;
- 5 mm - 150-220 A.
Sunt oarecum aproximative, deoarece fiecare aparat de sudura este „unic”. În plus, acestea depind de tensiunea din rețea. Și răspândirea valorilor se datorează faptului că la cel mai mic curent metalul este sudat, iar la cel mai mare este tăiat. Este de remarcat faptul că majoritatea lucrărilor de sudare din viața de zi cu zi se desfășoară cu electrozi de 2 și 3 mm, iar „cinci” la nivel non-profesional sunt utilizați extrem de rar. Prin urmare, nu ar trebui să plătiți în exces atunci când cumpărați aparat de sudura pentru excesul de curent, care este puțin probabil să fie setat atunci când este necesar. Echipamentul care suportă 160 A va fi suficient pentru condițiile de acasă.
Cum să țineți electrodul?

Alegerea corectă a electrodului și reglarea puterii curentului în dispozitiv nu înseamnă că puteți suda 2 colțuri sau table de oțel împreună cu înaltă calitate. Desigur, nu ați uitat să conectați o masă la unul dintre ele, dar trebuie să puteți ține electrodul la unghiul necesar față de suprafețele de sudat și să îl ghidați corect pentru a preveni supraîncălzirea, arderea sau lipsa. de sudare a marginilor.
În primul rând, atingerea inițială a tijei electrodului cu metalul ar trebui să semene cu o atingere ușoară a unui chibrit pe acoperirea unei cutii de chibrituri. În al doilea rând, puteți închide circuitul atingând electrodul. Alegerea metodei depinde de dvs., dar odată ce arcul s-a format, nu trebuie să apăsați firul pe locul de sudare, cu excepția cazului în care, desigur, doriți să topiți electrodul sau oțelul de laminare. Cu puțină practică, vei învăța, după apariția arcului, să păstrezi capătul tijei la 2-5 mm de cusătură. Electrodul în sine trebuie așezat perpendicular pe planul cusăturii (Fig. 2 a), dar cu o înclinare de 105 grade față de zona deja sudată (Fig. 2 b). Nu trebuie să conduceți electrodul de-a lungul sudurii, ca un creion de-a lungul unei rigle. Relaxați peria și asigurați-vă că vârful tijei efectuează mișcări de navetă (Fig. 3.).
Cu o astfel de mișcare, corpul firului, topindu-se, va conecta mai bine marginile pieselor de sudat. La început, veți putea stăpâni cea mai simplă mișcare în zig-zag a electrodului, iar în viitor veți putea folosi cusături mai complexe, dar de încredere. Se vor așeza mai frumos, iar viteza de sudare va crește semnificativ.
Coacerea în cuptor
Cu toate acestea, trebuie menționat un factor, din cauza căruia nu veți putea începe să gătiți corect, chiar și cu mâna umplută, alegând electrozii potriviți și ajustând puterea curentului necesară. Acest factor este umiditatea stratului de acoperire. Atunci când produc electrozi, producătorii îi usucă bine, dar condițiile de depozitare ulterioară nu îndeplinesc întotdeauna cerințele. Acest lucru se aplică angrosilor, magazinelor și atelierelor de acasă. Uneori, producătorii își ambalează produsele în ambalaje din plastic, dar după deschidere, acesta nu mai poate oferi protecție împotriva umezelii învelișului higroscopic. Când utilizați electrozi umezi, vă confruntați cu următoarele probleme:
- lipirea tijei și creșterea timpului de sudare;
- formarea de fistule în metalul sudat;
- formarea de pori (cochilii) în cusătura în sine.
Cu toate acestea, există modalități de a face față umidității excesive în stratul protector al electrozilor. Acestea trebuie calcinate ceva timp la cuptor. Adesea, producătorii scriu pe pachete cu produsele lor despre timpul și temperatura calcinării. În funcție de tipul de produs, uscarea poate dura de la 1 până la 5 ore la o temperatură de 250 până la 350 de grade.
După calcinare, învelișul își pierde umiditatea, dar rămâne același higroscopic, așa că este mai bine să depozitați electrozii rămași după operare într-un loc uscat, sau chiar mai bine să-i așezați în polietilenă.
Poate că există suficiente informații pentru a începe să stăpâniți afacerea fascinantă, care este sudarea cu electrozi.



