Reguli de bază ale sudării cu arc electric. Tehnica de executare a lucrărilor. Caracteristicile materialelor sudate existente
- Tipuri de sudare a suprafetelor metalice
- Sudarea cu arc electric a metalelor și electrocontact
- Lucrul unui arc electric
- Protecția metalului topit și fuziunea prin contact electric
- Tehnologie sudare cu arc metale
- Electrozi de sudare: tipuri și selecție
- Caracteristicile sudării cu arc: definiție și semnificație
- Cum se realizează sudarea cu arc: tehnologie
- Începeți sudarea: secvența de aprindere a arcului
- Mișcarea electrozilor și bazinul de sudură
- Tehnologia contactului, suturii și sudare cu gaz metale
- Echipament: alegerea aparatului de sudura si echipament de protectie
Sudarea este o metodă de îmbinare a pieselor dintr-un material omogen: plastic cu plastic, metal cu metal.În timpul sudării, suprafețele de contact sunt topite sau comprimate strâns. În zona de contact, două materiale sunt topite într-unul singur. Rezultatul este o legătură puternică strânsă între cele două suprafețe.

Sudarea este îmbinarea pieselor din același material pentru a forma o singură structură.
Sudarea prin fuziune a metalelor este utilizată pentru conectarea ermetică de înaltă calitate a pieselor critice: elemente de conductă, caroserie de mașină (autobuz, avion), pereți și porți metalice de garaj, suporturi de bare orizontale sportive, fitinguri în interiorul unui perete de beton și multe altele. Ce tipuri de sudare sunt folosite astăzi tehnologii de sudare? Cum se realizează sudarea metalelor?
Tipuri de sudare a suprafetelor metalice
Sudarea metalelor se poate realiza prin topirea suprafețelor de contact sau prin comprimarea acestora. În acest caz, procesele de sudare se numesc:
- sudare prin fuziune (sau topire);
- sudare prin deformare plastică.

Racordul de deformare se poate realiza cu sau fara incalzire. Deformarea suprafețelor fără încălzire se numește sudare la rece. Sub compresie strânsă, atomii diverse materiale sunt la distanță apropiată și formează legături interatomice. Suprafețele sunt conectate.
În sudarea prin topire, suprafețele de îmbinat sunt încălzite și topite local. Adesea se folosește un al treilea material (de umplutură) care se topește și umple golul dintre cele două metale. În acest caz, în topitura lichidă se formează legături interatomice între materialul de bază și aditiv (electrodul topit). După răcire și solidificare, se formează o îmbinare sudată continuă.
Încălzirea locală a pieselor pentru sudură poate fi realizată prin curent electric sau gaz ardent. În consecință, conform metodei de încălzire locală, sudarea este împărțită în două tipuri:
- electrice (inclusiv zgură electrică, fascicul electric, laser);
- gaz.
Denumirile sunt determinate de sursa de căldură utilizată. Electricitatea poate funcționa fie direct, fie indirect. Când este folosită direct, electricitatea încălzește metalul și electrodul de umplutură datorită trecerii curentului prin ele sau apariției unui arc. În utilizare indirectă funcționează diverse energii derivate din efectele energiei electrice: energia zgurii topite prin care trece curentul, energia electronilor într-un câmp electric, fasciculul laser care apare atunci când se aplică electricitatea.
Sudarea suprafetelor metalice poate fi efectuata manual sau automat. Unele tipuri de îmbinări sudate sunt posibile numai cu utilizarea automatizării (de exemplu, zgură electrică sau cusătură), altele sunt disponibile pentru dispozitivele de sudură manuală.
Sudarea electrică este reprezentată prin două metode:
- arc electric;
- electrocontact.
Să analizăm mai detaliat modul în care suprafețele sunt conectate în metodele de sudare cu arc și contact.
Înapoi la index
Sudarea cu arc electric a metalelor și electrocontact
Înapoi la index
Lucrul unui arc electric
Acest tip de sudare folosește căldura unui arc electric pentru încălzire. Arcul format între suprafețele metalice este o plasmă. Interacțiunea suprafețelor metalice cu plasma determină încălzirea și topirea acestora.

Sudarea cu arc electric poate fi efectuată folosind un electrod consumabil sau tipul acestuia neconsumabil (grafit, cărbune, wolfram). Electrodul consumabil este atât excitatorul arcului electric, cât și furnizorul metalului de adaos. Cu un electrod neconsumabil, se folosește o tijă pentru a iniția arcul, care nu se topește. Materialul de umplutură este introdus separat în zona de sudare. Când arcul arde, aditivul și marginile pieselor se topesc, baia de lichid formată după solidificare formează o cusătură.
În unele procese tehnologice suprafetele sunt conectate fara alimentare cu material de umplutura, doar prin amestecarea celor doua metale de baza. Așa se realizează sudarea cu electrod de wolfram.
Dacă arcul electric nu arde liber, ci este comprimat de o torță cu plasmă, în timp ce o plasmă de gaz ionizată este suflată prin el, atunci acest tip de sudare se numește sudare cu plasmă. Temperatura si puterea sudare cu plasmă mai mare, deoarece atunci când arcul este comprimat, se realizează o temperatură mai mare a arderii acestuia, ceea ce face posibilă sudarea metalelor refractare (niobiu, molibden, tantal). Gazul plasmatic este, de asemenea, un mediu de protecție pentru metalele îmbinate.
Înapoi la index
Protecția metalului topit și fuziunea prin contact electric

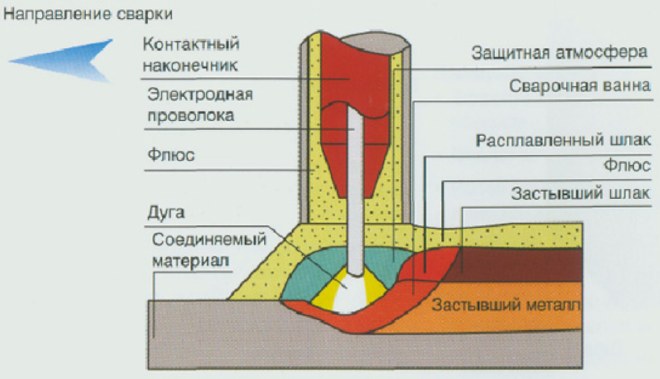
Dacă, în timpul arderii arcului, suprafețele metalice sunt protejate de oxidare prin gaz sau vid, atunci o astfel de conexiune se numește sudare într-un mediu de protecție. Protecția este necesară pentru sudarea metalelor reactive (zirconiu, aluminiu), părți critice din aliaje aliate. Este posibil să se protejeze sudarea cu alte substanțe: flux, zgură, sârmă cu miez de flux. În consecință, metodele de sudare utilizate au fost denumite: sudarea cu arc scufundat, sudarea cu zgură electrică, sudarea în vid. Toate acestea sunt varietăți ale metodei arcului electric, folosind diferite mediu protector pentru a preveni oxidarea topiturii, schimbați-o compoziție chimicăși pierderea proprietății îmbinare sudata.
Sudarea prin electrocontact folosește căldura generată în punctul de contact dintre cele două suprafețe de sudat. Așa se realizează sudarea în puncte: piesele sunt presate cu forță una de alta până se ating în mai multe puncte. Punctele de contact vor fi locurile de maximă rezistență și cea mai mare încălzire a suprafeței. Datorită acestei încălziri are loc topirea și conectarea elementelor metalice în punctele de contact.
Înapoi la index
Tehnologia sudării cu arc electric a metalelor
Tehnologia sudării metalului cu arc electric constă într-o succesiune de acțiuni de organizare a funcționării aparatului de sudură și a executării directe a sudurii.
Pregătirea constă în instalare invertor de sudare, și efectuând teșirea necesară a marginii (pregătirea suprafeței).
După ce aparatul de sudură este instalat la locul sudării, firul de contact este atașat la una dintre suprafețele metalice de contact cu ajutorul unui „crocodil” (designul terminalului de conectare). Porniți aparatul de sudură și setați-i puterea cu un regulator de curent. Puterea curentului este reglată de mărimea electrodului și de grosimea pieselor care trebuie sudate. Pentru un electrod cu un diametru de 3 mm, puterea curentului ar trebui să corespundă cu 80-100 A.
Dacă suprafața metalică este vopsită sau oxidată cu un strat de rugină, aceasta trebuie zgâriată cu o perie de sârmă pentru a asigura un contact adecvat în îmbinare.
Tipul de conectare a suprafețelor de contact este determinat:
- fund;
- suprapune;
- unghiular;
- tee;
- Sfârşit.
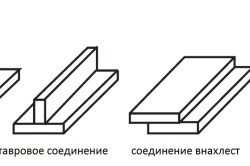
Să luăm în considerare mai detaliat caracteristicile sudării diferitelor tipuri de îmbinări. Articulație la cap necesită adesea pregătirea prealabilă a marginilor suprafețelor care urmează a fi sudate: se realizează teșituri de-a lungul marginilor acestora. Teșiturile în formă de V sunt realizate de-a lungul marginilor foilor cu o grosime de 5 până la 15 mm, teșiturile în formă de X - pe foi cu o grosime mai mare de 15 mm. Îndepărtarea marginii în formă de V de la joncțiunea suprafețelor vă permite să obțineți o adâncitură de-a lungul căreia se efectuează sudarea. Marginile în formă de X sugerează prezența unei adâncituri și executarea sudurilor pe ambele părți ale conexiunii.
unghiulară și articulații tee se poate executa si cu margini tesite (cu canelura de suprafata) sau fara tesite si caneluri (in functie de grosimea sectiunii sudate).
Tavrovoe și conexiune la colț vă permit să conectați părți de diferite grosimi. În acest caz, poziția electrodului ar trebui să fie mai verticală față de suprafață, care are o grosime mai mare.
Înapoi la index
Electrozi de sudare: tipuri și selecție
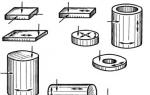
Electrodul pentru sudare este o tijă metalică acoperită cu o acoperire. Compoziția de acoperire este concepută pentru a proteja metalul de sudură împotriva arderii în timpul oxidării. Fluxul înlocuiește oxigenul din metalul topit, ceea ce previne oxidarea și eliberează un gaz protector, care previne și oxidarea. Compoziția acoperirii include următoarele componente:
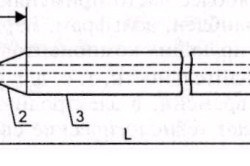
Schema electrodului pentru sudare: 1 - tija; 2 - secțiunea tranziției; 3 - acoperire; 4 - capăt de contact fără acoperire; L este lungimea electrodului; D este diametrul acoperirii; d este diametrul nominal al tijei; l este lungimea capătului scos de pe acoperire
- stabilizatori de aprindere și ardere (potasiu, sodiu, calciu);
- protectie de formare a zgurii (spar, silice);
- formarea de gaze (făină de lemn și amidon);
- compuși de rafinare (pentru îndepărtarea și legarea sulfului și fosforului, impurităților dăunătoare pentru sudarea metalelor);
- elemente de aliere (dacă cusătura are nevoie de proprietăți speciale);
- lianți (sticlă lichidă).
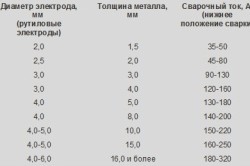
Electrozii fabricați industrial au un diametru de 2,5 până la 12 mm, pt sudura manuala Electrozii de 3 mm au fost cei mai folosiți.
Alegerea diametrului electrodului este determinată de grosimea suprafețelor de sudat, de adâncimea de penetrare necesară. Există tabele care dau valorile recomandate pentru diametrele electrozilor, în funcție de grosimea suprafețelor de topit. Este necesar să știți că este posibilă o scădere ușoară a diametrului electrodului, în timp ce timpul de proces crește. Electrodul cu diametrul mai mic permite un control mai bun al procesului, ceea ce este important pentru un sudor începător. Mai mult electrod subțire te poți mișca mai încet, ceea ce este important în procesul de învățare.
Înapoi la index
Caracteristicile sudării cu arc: definiție și semnificație
Înainte de a începe sudarea, se determină caracteristicile optime ale procesului de sudare:
- Puterea curentului (reglabil pe aparatul de sudură). Puterea curentului este determinată de diametrul electrodului și de materialul acoperirii acestuia, de locația cusăturii (vertical sau orizontal) și de grosimea materialului. Cu cât materialul este mai gros, cu atât mare putere va fi necesar curent pentru încălzirea pătrunderii acestuia. Rezistența insuficientă a curentului nu topește complet secțiunea transversală de sudură, ca urmare, există o lipsă de penetrare. Prea mult curent va face ca electrodul să se topească prea repede, atunci când metalul de bază nu este încă topit. Valoarea de curent recomandată este indicată pe ambalajul electrozilor.
- Proprietăți curente (polaritate și gen). Majoritatea dispozitivelor de sudare folosesc curent continuu, acesta este convertit din curent printr-un redresor încorporat în mașină. Cu curent continuu, fluxul de electroni se deplasează într-o direcție (specificată de polaritate). Polaritatea în timpul sudării determină direcția de mișcare a fluxului de electroni. Polaritățile existente sunt exprimate în legătura dintre electrod și piesa de prelucrat:
- linie dreaptă - partea la „+”, iar electrodul la „-”;
- reversul este partea la „-”, electrodul la „+”. Datorită mișcării electronilor de la „minus” la „plus”, se eliberează mai multă căldură pe polul „+” pozitiv decât pe cel negativ „-” . Prin urmare, polul pozitiv este plasat pe un element care necesită o încălzire mai semnificativă: fontă, oțel cu o grosime de 5 mm sau mai mult. Astfel, polaritatea dreaptă asigură o penetrare profundă. Când conectați părți și foi cu pereți subțiri, se folosește polaritatea inversă.
- Tensiunea arcului (sau lungimea arcului) este distanța menținută între vârful electrodului și suprafața metalică. Pentru un electrod cu diametrul de 3 mm, lungimea recomandată a arcului este de 3,5 mm.
Înapoi la index
Cum se realizează sudarea cu arc: tehnologie
Înapoi la index
Începeți sudarea: secvența de aprindere a arcului

Pentru a iniția un arc, un nou electrod este introdus în clemă și lovit de o suprafață dură pentru a îndepărta stratul de acoperire de la capătul său de lucru. Sub zgură există un aditiv metalic, zgura în sine servește ca izolație și închide aditivul de la aprindere. După aceea, tija electrodului este adusă cel puțin mai aproape de suprafața metalică distanta posibila, 3-5 mm, evitând atingerea. În acest caz, electrodul este ținut în unghi față de suprafața metalului de sudat. Tehnologia de sudare a metalelor cu un electrod reglează unghiul de înclinare a electrodului în cantitate de 60-70ºC. Vizual, un astfel de unghi este perceput ca fiind aproape vertical, cu o pantă ușoară.
Pentru a aprinde arcul, un electrod este lovit pe suprafața metalului, precum aprinderea unui chibrit pe o cutie de sulf.
Dacă electrodul este prea aproape de suprafața metalică pentru a fi sudat, se va lipi și se va produce un scurtcircuit. Pentru cei care se apucă de gătit, electrodul se lipește des. Pe măsură ce dobândiți abilitățile de a poziționa corect electrodul peste metal, menținerea distanței optime de lipire nu ar trebui să apară. Un electrod blocat poate fi rupt prin înclinarea lui pe cealaltă parte sau oprirea aparatului de sudură.
Dacă electrodul se lipește prea des, curentul poate să nu fie suficient de puternic și ar trebui crescut.
Cu distanța optimă corectă a electrodului față de locul sudării (aproximativ 3 mm), se formează un arc cu o temperatură de aproximativ 5000-6000ºC. După aprinderea arcului, electrodul poate fi ușor ridicat de la suprafața de lucru cu câțiva milimetri.
12 aprilie 2017
Cum să gătești manual sudare cu arc?
Sudarea manuală și automată cu arc se realizează cu o pereche de carbon infuzibil (grafit) sau un electrod de sudare fuzibil. În primul caz, se produce un arc electric între doi electrozi. Are o temperatură atât de ridicată încât piesele care trebuie sudate și materialul de umplutură se topesc până la o stare semi-lichidă, umplând îmbinarea dintre cele două părți cu o sudură.
În al doilea caz, se produce un arc electric între electrodul fuzibil și suprafața metalică a pieselor de sudat. Pentru a evita șocurile electrice, acesta din urmă trebuie să fie împământat! Spațiul dintre ele este umplut cu metal topit, care se scurge în articulație de la electrod.
Această sudare electrică permite:
- sudați metalul într-un spațiu limitat;
- efectuați rapid lucrările de sudare;
- lucrează cu o gamă largă de grade de oțel. Acest lucru se datorează selecției bogate de electrozi care diferă în compoziția lor chimică;
- ușurința de implementare a procedurii, ceea ce poate face chiar și un sudor fără experiență.
Cu toate acestea, calitatea și rezistența rezultatului obținut depind foarte mult de experiența sudorului.
Pentru a suda cu arc cu curent continuu, veți avea nevoie de invertoare. Și acesta este un aparat electric foarte scump. Pe de altă parte, sudare cu invertor caracterizat printr-un consum mai mic de energie, care pe termen lung plătește costul achiziționării unui invertor.
Procedura de sudare cu arc
Când se execută sudarea cu arc cu doi electrozi infuzabili, are loc un arc electric în orice poziție. La lucrari de sudare ah cu un electrod fuzibil, un arc electric apare atunci când acesta din urmă atinge o suprafață metalică și electrodul este separat de piesă cu 3 mm.
Dar atât în primul cât și în cel de-al doilea caz, electrozii trebuie menținuți cât mai aproape de suprafața pieselor care urmează a fi sudate. Temperatura arcului electric și, în consecință, viteza și calitatea lucrărilor de sudare vor depinde de aceasta.
Sudori cu experiență determină distanța optimă printr-un sunet uniform și uniform. Dacă distanța este prea mare, se produce un sunet ascuțit, adesea întrerupt de pop-uri puternice. Dacă distanța este prea mare, arcul electric se rupe. În acest caz, sudarea trebuie continuată de la punctul de rupere.
Vă rugăm să rețineți că atunci când sudați zone importante care sunt afectate de sarcini dinamice sau unde efectul oboselii metalice este deosebit de pronunțat, este necesar să folosiți electrozi perechi nefuzibili. Faptul este că în acest caz este necesară aprinderea arcului electric în afara zonei de sudare. Și pentru aceasta, electrozii perechi sunt cei mai potriviți.
Caracteristicile sudării cu arc
Sudarea manuală cu arc electric cu curent continuu poate fi efectuată cu polaritate directă și inversă. Cu polaritate directă, electrozilor se aplică un „minus”, iar pieselor care urmează să fie sudate se aplică un „plus”. La polaritate inversă„minus” și „plus” sunt interschimbate.
În punctul de sudare, se formează, constând din metal topit și o bulă de gaz supraîncălzită, din care este stors oxigenul atmosferic. Acest lucru previne oxidarea metalului în timpul sudării.
Vă rugăm să rețineți că în procesul de sudare, constituenții de aliere ai aliajelor metalice se evaporă din metale. Din acest motiv, sudarea manuală cu arc este considerată nesigură pentru sănătate, deoarece unii dintre acești vapori intră în plămânii sudorului.
Ce afectează calitatea și dimensiunile sudurii?
Calitatea sudurii este determinată de penetrare - raportul dintre lățimea și adâncimea sudurii. Cu cât mai larg sudură, cu atât adâncimea este mai mică. În schimb, o lățime mai mică a sudurii indică adâncimea mai mare a acesteia.
Calitatea portilor sudate este afectata si de puterea curentului, din care creste adancimea de patrundere. Vă rugăm să rețineți că, cu putere egală a curentului, poate exista o adâncime diferită de penetrare. Cu cât metalul este mai dens, cu atât pătrunderea va fi mai adâncă.
Dar puterea curentului nu afectează lățimea sudurii. Este afectat de caracteristicile curentului electric. Asa de, DC. creează o cusătură îngustă, iar această regulă este vizibilă în special la tensiuni de 30 V și peste. Arcul electric, dimpotrivă, formează o sudură largă.
Adâncimea și lățimea sudurii sunt afectate de sectiune transversala electrodul folosit. Cu cât secțiunea transversală este mai mare, cu atât arcul electric va fi mai mobil, cu atât sudura va fi mai largă. Și invers, cu cât secțiunea transversală este mai mică, cu atât arcul electric va fi mai puțin mobil, cu atât penetrarea va fi mai adâncă.
În sfârșit, ultimul indicator care afectează calitatea și dimensiunile sudurii este tensiunea arcului electric. Mai precis, stresul afectează doar lățimea cusăturii: mai multă tensiune - mai multă lățime, mai puțină tensiune - mai puțină lățime.
Atunci când se efectuează lucrări de sudare cu un singur electrod fuzibil, împreună cu picături de metal topit, zgura conținută în electrod intră și în bazinul de sudură.
Compoziția chimică a zgurii eliberate afectează grav calitatea lucrari de sudare. În special, el:
- promovează o mai bună prelucrare metalurgică a oțelului;
- îmbunătățește condițiile termice ale sudării cu arc și crește viteza de fuziune a marginilor pieselor sudate;
- optimizează formarea sudurilor;
- mentine temperatura maxima a arcului electric si imbunatateste stabilitatea acestuia.
Sudarea cu arc scufundat este un alt tip de sudare cu zgură. Acesta din urmă se formează în timpul topirii stratului de flux situat între electrod și suprafața de sudat. La răcire, stratul de zgură este separat de sudură. Rețineți că acest tip de sudare se efectuează numai pe echipamente industriale.
În concluzie, remarcăm că sudarea automată cu arc oferă un rezultat de ordin de mărime mai bun decât sudarea manuală, tocmai datorită faptului că toți parametrii de sudare, și mai ales distanța dintre suprafață și electrod, sunt controlați de microprocesor.

Cum se sudează cusăturile în diferite poziții?
Sudarea manuală și automată cu arc se realizează folosind diferite tehnologii, în funcție de locul sudării. Luați în considerare cum să sudați corect în cele mai comune trei locații de sudură.
Poziția în jos
Această tehnologie de sudare manuală cu arc necesită pătrunderea completă a secțiunilor și prevenirea arsurilor. Pentru a realiza acest lucru, este necesar să fixați în siguranță piesele care trebuie sudate. Acest lucru va sprijini dimensiuni optime băi de sudare. Pentru a îmbunătăți calitatea, puteți pune căptușeli detașabile din cupru.
Pozitie verticala
Complexitatea acestui mod constă în faptul că metalele topite vor curge în jos sub acțiunea gravitației, ceea ce va afecta negativ calitatea sudurii rezultate.
De aceea sudare verticală se efectuează de jos în sus astfel încât metalele topite să curgă în jos pe sudura deja formată. Dar această tehnologie încetinește semnificativ viteza de sudare. Sudarea de sus în jos va accelera semnificativ procesul, dar, în același timp, adâncimea de penetrare va fi redusă semnificativ. Calitatea sudurii va crește numai atunci când se lucrează cu piese subțiri și când se folosesc electroni speciali.
pozitia tavanului
Sudarea manuală cu arc în această poziție este extrem de dificilă. Metalul topit se împiedică să picure, doar putere tensiune de suprafata. Acesta va reține metalul topit doar cu o greutate mică din acesta din urmă. Prin urmare, atunci când sudați sudarea cu arc deasupra capului, este necesar să reduceți cât mai mult posibil suprafața bazinului de sudură. Pentru a face acest lucru, este necesar să opriți în mod regulat lucrările de sudare, astfel încât metalul topit să poată cristaliza.
Comentarii:
- Pregătirea preliminară
- Caracteristicile procesului de sudare
- Începutul sudării cu arc
- Caracteristicile sudării conductelor
Conectarea pieselor prin sudare este una dintre cele mai practice și fiabile. Este folosit atât în scopuri industriale, cât și în gospodărie.
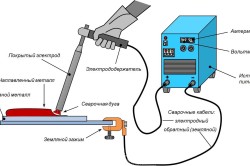
Sudare manuală cu arc: 1-electrod; acoperire cu 2 electrozi; 3-protecție gaz.
Cum să gătească? Această întrebare este de obicei pusă de începători.
Ne oferim să ne ocupăm de elementele de bază ale procedurii și unele dintre nuanțele sudurii.
Pregătirea preliminară
Cum să gătească? Primul pas este să pregătiți tot ce aveți nevoie. Set standard - electrozi, aparat de sudura, ciocan de zgură, perie. Dimensiunile electrodului sunt selectate în funcție de grosimea tablei de metal. De asemenea, ar trebui să vă gândiți la protecție în timp util. De ce să pregătești o mască cu filtru special de lumină, un costum din țesătură îngroșată și mănuși, de preferință din piele de căprioară. Veți avea nevoie și de un invertor (transformator) - un dispozitiv pentru conversie curent alternativ, redresor de sudura.
Înapoi la index
Caracteristicile procesului de sudare
Sudarea este un proces care se realizează cu temperaturi mari. Se realizeaza prin intermediul unui arc electric care merge de la electrod la suprafata de sudat. Arcul topește materialul de bază și materialul metalic al electrodului. Apare un așa-numit bazin de sudură. Scopul său este de a amesteca metalul de bază cu electrodul. Dimensiunile băii care apar sunt determinate de modul selectat, locația în spațiu, viteza de mișcare a arcului, forma și dimensiunea marginii etc. Lățimea medie a băii este de 0,8-1,5 cm, lungimea este de 1,0-3,0 cm, adâncimea este de aproximativ 0, 6 cm
Învelișul cu care este acoperit electrodul, topindu-se, creează o zonă specială de gaz în zona arcului, precum și deasupra vârfului băii. Deplasează întreaga masă de aer din zona de sudare, excluzând contactul metalului în topire cu oxigenul. Printre altele, conține vapori de metal (de la electrod și cel principal). La cusătură se formează zgură, ceea ce împiedică fuziunea compoziției topite cu aerul, iar acest lucru afectează negativ calitatea procesului. Dispariția arcului electric precede formarea unei cusături care unește elementele sudate. Peste cusătură se aplică o protecție împotriva zgurii, care este ulterior îndepărtată.
Înapoi la index
Începutul sudării cu arc
Pentru a suda corect, sudarea necesită atenție sporită la inceput. Este binevenit să obțineți experiența inițială de sudare sub îndrumarea unui mentor care va indica în timp posibile greșeli și va oferi indicii valoroase. Începe lucrul, atașând în siguranță piesa. O găleată cu apă trebuie pregătită în prealabil și păstrată lângă tine din motive de siguranță. Același motiv nu permite o atitudine neglijentă față de diferitele rămășițe ale electrodului folosit și efectuarea lucrărilor pe o bază de lemn.
Instalați ferm clema de împământare. Controlați izolarea cablului și filetarea în suport. Pe aparatul de sudură este setat un indicator de putere curent calculat corespunzător diametrului electrodului selectat. Arcul este aprins: electrodul este setat în raport cu produs la un unghi de 60 de grade, nu se realizează rapid. După apariția scânteilor, electrodul este atins de metal, acesta este ridicat nu mai mult de 0,5 cm.
Dacă procedura este efectuată corect, arcul este aprins. Un decalaj de 0,5 cm trebuie respectat pe toată durata lucrului. Trebuie luat în considerare: dacă gătiți corect, sudarea va duce la o ardere treptată a electrodului, pentru care acesta este adus treptat mai aproape de metal. Mișcați electrodul încet, dacă se lipește, balansați în lateral. Într-o situație fără arc, verificați (și creșteți) puterea curentului.
După aprinderea și întreținerea arcului, talonul începe să se depună. Arcul este aprins, electrodul este mișcat ușor și lent în direcția orizontală, făcându-le ușoare mișcări de translație. Metalul care se topește pare să se deplaseze spre centrul arcului. Ca rezultat, ar trebui să se formeze o cusătură puternică cu valuri de dimensiuni medii.
Cu arderea completă a electrodului și o cusătură neterminată, lucrul este suspendat pentru un timp. Elementul folosit este schimbat cu unul nou, zgura este îndepărtată. Procesul este repornit. Făcând un pas înapoi cu 1,2 cm de adâncimea rezultată (craterul) de la capătul cusăturii, arcul este aprins. Electrodul este apropiat de crater în așa fel încât metalul electrodului vechi și al noului să fie fuzionat, iar după aceea se continuă sudarea cusăturii.
Mișcarea multidirecțională a arcului electric poate fi exprimată în 3 tipuri de traiectorie:
- Translație - mișcarea arcului în direcția axei electrodului. Menținerea unei lungimi stabile a arcului este ușoară.
- Longitudinal formează o rolă cu filet. Înălțimea acestuia din urmă depinde de viteza de mișcare a electrodului, de grosimea acestuia. Cusătura este normală, dar subțire. Pentru a-l fixa, apelați la mișcări longitudinale ale electrodului.
- Transversal - este creată o lățime specificată a cusăturii. Prevăzut cu mișcări de natură oscilativă, a căror lățime este selectată în funcție de poziția și dimensiunea cusăturii, forma tăieturii etc.
De fapt, toate cele 3 mișcări sunt implicate simultan, suprapunându-se și formând o anumită direcție. Există opțiuni clasice, dar fiecare maestru are propriul „scris de mână” unic. Esența este diferită - ca o cusătură a unei forme date.
Înapoi la index
Caracteristicile sudării conductelor
Prin sudarea cu arc electric se realizează o cusătură pe verticală, situată pe partea laterală a țevii și cusătură orizontală- în jurul țevii. Cusăturile de tavan și de jos sunt situate (respectiv) în partea de sus și de jos. Ultimul tip de cusătură este recunoscut ca fiind cel mai convenabil pentru execuție. Tevile de otel sunt sudate cap la cap cu sudura indispensabila a marginilor. Pentru a reduce afluxul în interiorul țevii, unghiul de înclinare al electrodului este ales nu mai mult de 45 de grade față de orizontală. Înălțimea cusăturii este de 0,2-0,3 cm, lățimea este de 0,6-0,8 cm.La suprapunere, înălțimea cusăturii ajunge la aproximativ 0,3 cm, iar lățimea este de 0,6-0,8 cm.
Înainte de sudarea țevilor prin sudare electrică, se efectuează o serie de măsuri pregătitoare:
- piesa este curățată temeinic;
- capetele deformate ale conductei sunt tăiate sau corectate;
- înainte de apariția strălucirii metalului, marginile sunt curățate. Minimum 1,0 cm - valoarea marginii care trebuie curățată de marginea acesteia.
După aceea, începeți să sudați. Dacă sunt sudate corect, îmbinările sunt sudate continuu până când sunt în final sudate. Îmbinarea rotativă și nerotativă a țevilor cu o lățime a peretelui de 0,6 cm se realizează în cel puțin 2 straturi. Cu o lățime a peretelui de 0,6-1,2 cm, se execută 3 straturi, mai mult de 1,9 cm - 4 straturi.
Particularitatea sudării țevilor este următoarea: fiecare cusătură aplicată îmbinării trebuie curățată de zgură și abia apoi se execută următoarea. Prima conexiune este cea mai responsabilă. Cu el, marginile existente ar trebui să se topească complet. Este supusă cercetării obligatorii pentru a căuta fisuri. Când sunt detectate, fisurile sunt topite (tăiate), apoi acest loc este topit înapoi.
Sudarea, pentru care se folosește un arc electric aprins, este cea mai comună metodă de îmbinare a metalelor. Sudarea cu arc electric, caracterizată printr-o versatilitate excepțională, este acum utilizată cu succes aproape peste tot.
Care este metoda de sudare cu arc
Sudarea cu arc electric se realizează cu utilizarea obligatorie a unei surse de curent ridicat, care în același timp se caracterizează prin tensiune joasă. Această tensiune este aplicată simultan ambelor electrod de sudare(un contact) și pe piesa de sudat (al doilea contact). Ca urmare a interacțiunii dintre piesa de prelucrat și electrod, se formează un arc electric între ele, datorită acestuia se topesc marginile pieselor de îmbinat. Utilizarea unui astfel de arc, care este necesar pentru transformarea energiei curentului electric în căldură, face posibilă obținerea unei temperaturi de ordinul a 5000 de grade în zona de sudare cu arc, care este suficient pentru a topi oricare dintre metalele cunoscute. omenirii.
Tehnologia sudării cu arc electric presupune topirea simultană a metalului electrodului și a pieselor de îmbinat, datorită căreia se formează așa-numitul bazin de sudură. În acest bazin au loc toate procesele caracteristice sudurii: metalul electrodului interacționează cu metalul pieselor de îmbinat, se formează zgura, care se ridică la suprafața bazinului de sudură topit și formează o peliculă protectoare.
Sudarea cu arc electric poate fi realizată cu două tipuri de electrozi:
- nu se topește în procesul de obținere a unei îmbinări sudate;
- topire.

Când se folosește un electrod neconsumabil pentru sudarea cu arc electric, se folosește un fir de umplutură special pentru a forma sudarea, care este introdusă în zona arcului electric. Când se utilizează electrozi de tip consumabil, care formează ei înșiși sudarea, nu este nevoie de un fir de umplere.
Pentru ca sudarea cu arc electric să aibă loc cu stabilitate ridicată și arcul să nu se stingă, la electrozii consumabili se adaugă aditivi speciali. Poate fi sodiu, potasiu sau alte elemente cu un grad bun de ionizare. Pentru a proteja sudarea de oxidare pot fi utilizate diferite gaze:
- argon;
- dioxid de carbon;
- heliu.
Pentru a efectua sudarea cu arc folosind astfel de gaze, este necesar să se utilizeze sudori, în designul căruia sunt prevăzute capete speciale. Gazul protector este furnizat prin acesta din urmă.
Atât curentul continuu, cât și cel alternativ pot fi utilizate pentru a efectua sudarea cu formarea unui arc electric. În cele mai multe cazuri, utilizarea curentului continuu este mai de preferat, deoarece aceasta face posibilă reducerea la minimum a gradului de stropire a metalului topit.
Caracteristicile arcului electric
Un arc electric, care se formează folosind o mașină de sudură, este, de fapt, o descărcare electrică care curge într-un mediu gazos. Curentul electric care se mișcă în el primește această oportunitate datorită prezenței unui câmp electric în el. Pentru a simplifica terminologia, un astfel de arc este denumit în mod obișnuit arc de sudare.
Arcul de sudare, care este elementul principal al circuitului electric generat, se caracterizează printr-o scădere a tensiunii. Dacă electrodul de sudură este conectat la contactul pozitiv al aparatului de sudură, se numește anod, dacă este conectat la contactul negativ, catod. Când se efectuează sudarea cu arc folosind curent alternativ, catozii și anozii își schimbă locul alternativ.
Cel mai important parametru al arcului de sudare este distanța dintre electrozii care interacționează. Un astfel de gol, prin care trece curentul electric, se numește arc. Fluxul curentului electric printr-un astfel de gol este posibil numai dacă conține particule încărcate - electroni și ioni. Inițial, desigur, astfel de particule nu există în acest gol. Pentru ca acestea sa apara este necesar ca procesul de ionizare sa fie demarat.
Ionizarea arcului se produce astfel: electronii încep să fie emiși de pe suprafața catodului, care încarcă vaporii și gazele formate deasupra bazinului de sudură. Arcul de sudare are loc:
- tip comprimat (secțiunea transversală a acestuia poate fi modificată folosind duza mașinii de sudură, mărimea câmpului electromagnetic, parametrii fluxului de gaz);
- liber (se mai numește și arc de acțiune directă - parametrii unui arc de acest tip nu sunt reglementați, sunt neschimbați).
Tipuri și metode de sudare cu arc electric
Astăzi se folosesc cu succes mai multe metode de sudare cu arc electric, a căror alegere depinde de metalele din care sunt realizate piesele de îmbinat. Cea mai comună metodă folosită pentru îmbinarea produselor atât din metale feroase, cât și din metale neferoase este sudarea manuală cu arc, în care zona de sudare este în mod necesar protejată.
Sudarea prin această metodă se realizează după cum urmează. Capătul electrodului, care este conectat la suportul electric, începe să se încălzească atunci când este atins de piesele care trebuie conectate. În acest moment circuitul electric se închide. După ce capătul electrodului s-a încălzit, acesta este îndepărtat cu grijă de pe suprafața pieselor la o distanță de aproximativ 5 mm. Fluxul de curent electric după o astfel de robinet se realizează deja prin corpul arcului aprins.

Pentru a crește stabilitatea arcului, protejați atât arcul, cât și zona metalului topit de factorii externi negativi, introduceți deoxidanți speciali în metalul de sudură, făcându-l mai curat, utilizați un strat special aplicat pe tija electrodului metalic.
Practic după aceeași schemă, sudarea cu arc electric se realizează sub un strat de flux protector, pentru care se folosesc aparate speciale de sudură, în principal de tip automat. Rolul electrodului în această metodă este îndeplinit de fir de sudura, care este alimentat automat dintr-o bobină specială. Folosind această tehnologie, este posibilă sudarea produselor de grosime mare la viteză mare. Desigur, aceste produse trebuie pregătite cu grijă pentru procesul de sudare, care necesită mult timp și efort.
Sudarea cu arc electric, care se realizează electrod neconsumabil fabricat din wolfram. Faceți o astfel de sudare în mediu gaze protectoare, care sunt alimentate prin duza aparatului de sudura. Utilizează dioxid de carbon, heliu sau argon. Această tehnologie este utilizată pentru conectarea pieselor din oțel inoxidabil, nichel sau aliaje de aluminiu.

Pentru sudarea cu arc folosind gaze de protecție, se poate utiliza și sârmă de electrod consumabil. Un astfel de fir este introdus în zona de sudare dintr-un compartiment special. Gazul de protecție este furnizat prin aceeași duză ca și firul de sudură. Marele avantaj al acestei tehnologii (care aparține categoriei gaz-electric) este capacitatea de a regla parametrii arcului de sudare datorită unei ușoare modificări în compoziția amestecului de gaze protectoare.
Cu această tehnologie gaz-electrică este posibilă îmbinarea metalelor cu activitate chimică ridicată (cuprul, oţel inoxidabil, magneziu etc.). Unele dintre cele mai semnificative avantaje ale acestei tehnologii trebuie remarcate:
- capacitatea de a efectua cu ușurință sudarea cu arc a pieselor situate în diverse poziție spațială;
- recenzie buna zone de sudare;
- capacitatea de a efectua sudare cu arc la viteză mare;
- puritate înaltă cusături de sudură;
- capacitatea de a suda atât părți foarte groase, cât și foarte subțiri.
Sudarea cu arc electric poate fi realizată folosind un electrod care are o secțiune transversală tubulară. Materialele pentru fabricarea unor astfel de electrozi sunt pulbere
Sudarea cu arc electric este o metodă utilizată pe scară largă de îmbinare în timpul nostru. Părți metalice pentru a obtine din ele diverse structuri. În acest articol, vom lua în considerare ce este procesul de sudare cu arc electric și cum ar trebui efectuat - în ceea ce privește echipamentul necesarși în ceea ce privește măsurile de precauție. Acest material orientat către sudori începători.
Toată lumea poate îmblânzi arcul de sudură
Sudarea cu arc electric pentru începători
Principiul de funcționare a sudării cu arc electric
Sudarea cu arc electric se bazează pe încălzirea pieselor de sudat arc electric. De regulă, între electrod și piese apare un arc - căldura sa topește metalul electrodului și marginile produselor sudate, ca urmare, acestea din urmă sunt conectate. Zgura topită ajunge la suprafața bazinului de sudură și formează o peliculă protectoare care protejează sudarea de oxidare până se răcește.
Pentru a înțelege cum funcționează sudarea cu arc, puteți viziona un videoclip tematic - videoclipul vă va ajuta să înțelegeți mai bine principiul de funcționare.
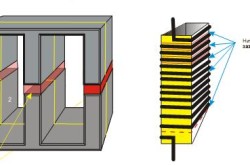
Pentru formarea unui arc, se folosesc surse speciale de energie care convertesc curentul de la rețea. Funcționarea cu curent alternativ și continuu este posibilă. În primul caz, tensiunea este redusă la transformator, în al doilea caz, curentul este redresat și la redresor.
Electrozii pot fi fuzibili și nefuzibili - în primul caz, sudarea este creată prin topirea electrozilor înșiși, în al doilea, tijele speciale din metal de umplutură sunt topite, introduse în bazinul de sudură.
Pentru a proteja metalul bazinului de sudură de oxidare, gaze protectoare(heliu, argon, dioxid de carbon și diverse amestecuri de gaze) prin capul de sudare.
Pentru a înțelege principiul protecției zonei de sudură, puteți viziona videoclipul tematic. Există o mulțime de videoclipuri pe Internet care sunt dedicate acestui proces, iar aceste videoclipuri vă vor ajuta să înțelegeți mai bine activitatea.
Clasificare
Sudarea cu arc electric este clasificată în funcție de diferiți parametri:
- Automatizare - manuală și automată;
- Pentru protecția zonei de sudare - sudare cu gaz, argon-arc, arc scufundat;
- După mod - lucru cu curent continuu, lucru cu curent alternativ, sudare cu impuls;
- După domeniul de aplicare - sudarea cu arc electric a metalelor feroase, țevilor, aluminiului.
Dispozitiv de sudare cu arc
Sudarea cu arc electric presupune prezența unei mașini de sudură, a pieselor de sudat, a unui electrod sau tije de umplere și, dacă este necesar, a echipamentelor pentru protejarea zonei de sudare.
Partea principală a aparatului de sudură este sursa de curent. Baza sa este un transformator coborâtor puternic. Sursele de energie ale aparatelor de sudură în curent continuu sunt echipate cu redresoare pentru a transforma curentul alternativ din rețeaua de alimentare în curent continuu.
În plus, sursele invertoare sunt utilizate pe scară largă. curent de sudare. Principiul funcționării lor este următorul: curentul alternativ din rețeaua de alimentare este furnizat redresorului și convertit în curent continuu.
Invertorul transformă apoi curentul continuu în curent alternativ de înaltă frecvență, care, la rândul său, este convertit de un transformator de sudare care reduce tensiunea. transformator de sudare pentru curenți de înaltă frecvență are o masă semnificativ mai mică decât un transformator pentru curent alternativ standard cu o frecvență de 50 Hz. După aceea, curentul poate fi folosit pentru lucru imediat sau după rectificare.
Pe lângă sursa de putere de sudare, aparatele de sudură sunt echipate cu diverse dispozitive suplimentare - fire pentru transmiterea energiei electrice, suporturi pentru electrozi etc.

O astfel de cusătură poate fi de execuție
Instrumente auxiliare
Pentru desfășurarea normală a procesului de sudare, sudorul are nevoie de:
- Suport pentru electrozi. De regulă, se folosesc suporturi pentru șuruburi sau cleme pentru electrozi. Suportul trebuie să fie confortabil și să prevină alunecarea electrozilor. Deținătorii sunt clasificați conform GOST.
- Mască de protecție - necesară pentru a proteja ochii de radiația arcului de sudură. Materialul măștii trebuie să aibă o conductivitate termică scăzută, să nu se aprindă de la scântei și să nu lase să pătrundă radiațiile ultraviolete. De regulă, măștile sunt fabricate din fibră, se face o fantă specială la nivelul ochilor, în care se introduce sticla de filtru. Filtrele de lumină, conform GOST, nu ar trebui să transmită radiații ultraviolete, în timp ce radiațiile infraroșii ar trebui să fie întârziate cu cel puțin 96%. Scuturile, măștile și filtrele de lumină pentru sudare sunt clasificate conform GOST - pentru scuturi și măști este destinat GOST 1361-69, pentru filtrele de lumină - GOST 9497-60. Dispozitivele de protecție implementate trebuie să respecte GOST.
- Protecția căilor respiratorii - deoarece produsele procesul de sudare dăunător sănătății, sudorul trebuie să protejeze sistemul respirator. Mijloacele de protecție, de regulă, acționează pe principiul respirației. În condiții de toxicitate deosebită a aerului din zona de lucru, împreună cu măștile, se folosesc sisteme de purificare a aerului.
Pentru a efectua operațiuni auxiliare, sudorul are nevoie de:
- Perie de otel - pentru curatarea metalelor;
- Ciocan - pentru baterea zgurii;
- Dalta - pentru a tăia secțiunile defecte ale cusăturii;
- Sorț și mănuși.
Masuri de securitate
Deoarece sudarea este un proces industrial destul de periculos, trebuie respectate următoarele măsuri de precauție:
- Verificați echipamentul în mod regulat;
- Împământați produsele de sudat, echipamentele și sursele de curent în conformitate cu standardele;
- Cunoașteți măsurile de prim ajutor pentru șoc electric;
- Protejați organele vizuale de expunerea la lumină la arcul electric.

Toate zonele corpului sudorului trebuie acoperite
Pentru sudorii începători, va fi util să vizioneze un videoclip de siguranță. Dacă urmați lecții de sudare, acordați o atenție deosebită măsurilor de siguranță, deoarece acest lucru este foarte important. În instituțiile în care se țin lecții pentru sudori începători, puteți întâlni o sarcină pentru a finaliza un eseu despre siguranță - în acest caz, vă veți aminti, deoarece pentru a finaliza un eseu - mod bun memorează materialul.
Concluzie
Am examinat procesul de sudare cu arc electric. Sperăm că aceste informații vă vor fi de folos. Poți învăța cum să sudezi înscriindu-te la cursuri care oferă lecții de sudare (există cursuri pentru sudori începători unde poți obține o diplomă în doar câteva luni), sau folosind tutoriale video pentru începători. De asemenea, puteți citi materiale pe această temă, de exemplu - un rezumat. Un rezumat bun este capabil să explice multe aspecte ale sudării și, prin urmare, rezumatul poate fi considerat un material didactic.