Ce este un inventar de sudare. Ce este sudarea cu invertor.
Apariția pe piață a invertoarelor de sudură a fost o veste grozavă pentru ambii sudori profesionisti cât şi pentru amatori. Acest aparat de sudura vă permite să sudați atât în producție, cât și acasă: dacă aveți nevoie să sudați țevi, un gard la țară, sau să faceți un cadru pentru mobilă etc. Sudarea invertoarelor curent alternativ face mult mai ușoară sudarea oricăror structuri, în timp ce calitatea sudurii este la un nivel destul de ridicat.
Comoditatea de a lucra cu acest dispozitiv, în primul rând, se explică prin mobilitatea acestuia. Transformatoarele de sudare și redresoarele de curent, care au fost utilizate anterior, au o greutate și dimensiuni destul de mari. Drept urmare, au trebuit să fie transportați cu un camion. Greutatea aceeași invertor de sudare de multe ori mai puțin, ceea ce, în consecință, afectează performanța procesul de sudare. Astăzi, invertoarele de sudură înlocuiesc în mod activ alte dispozitive care erau folosite anterior în sudare, și anume generatoare, transformatoare și redresoare, de pe piață. Putem spune că invertoarele de sudură AC sunt viitorul sudurii!
Cum funcționează invertoarele de sudare?
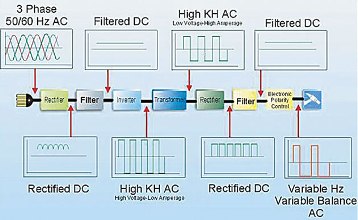
Deci, să aruncăm o privire la modul în care funcționează un invertor de sudură. Dintr-o rețea convențională, a cărei frecvență este de 50 Hz, curentul este furnizat redresorului situat în carcasa invertorului. Acolo, curentul alternativ se transformă în curent continuu, apoi este trimis la tranzistoare speciale, unde este din nou transformat în curent alternativ, dar, în același timp, frecvența curentului crește semnificativ - până la 20 kHz. În continuare, tensiunea pe care o primim la o frecvență înaltă trece printr-un proces de scădere, în urma căruia scade la aproximativ 70 de wați. Prin reducerea tensiunii crește puterea curentului, care poate ajunge la 200 de amperi, adică conditie necesara pentru procesul de sudare.
Principalul avantaj al invertorului de sudură este doar frecvența înaltă a curentului la ieșirea dispozitivului. Nici măcar nu merită să compari invertorul cu alte posibile surse de putere cu arc: oferă multe avantaje față de acestea.
Cum este aranjat totul?
Principala diferență dintre invertoare și transformatoarele obișnuite și familiare este că, într-un transformator, puterea curentului este crescută prin conversia EMF, care are loc într-o bobină de inducție, dar invertoarele fac acest lucru prin conversia curentului de înaltă frecvență.
Să dăm un exemplu destul de simplu care ilustrează toate cele de mai sus: pentru a obține un curent de 160 de amperi la ieșire, în invertor se folosește un transformator, a cărui greutate este de numai 250 de grame. În comparație cu aparatele de sudură convenționale, care au un transformator de cupru de 18 kilograme, avantajele invertorului par mai mult decât evidente.
Care sunt avantajele invertoarelor, precum și posibilele lor dezavantaje?
Principalul avantaj al acestei unități, pe care mulți sudori l-au apreciat deja, este greutatea sa minimă, ceea ce o face complet mobilă. Pe lângă acest avantaj, avantajele unui astfel de invertor de sudură includ faptul că electrozii pot fi utilizați cu acesta atât pentru curent continuu, cât și pentru curent alternativ. Această caracteristică a invertorului de sudură va fi deosebit de importantă dacă sudați metale neferoase sau fontă. Invertorul are o setare destul de flexibilă pentru curentul pe care îl obțineți la ieșire. Acest lucru face ca mașina să fie cea mai bună alegere pentru performanță sudare cu arc cu argon folosind electrozi neconsumabile.
Cu toate acestea, alături de toate avantajele, invertoarele au și dezavantajele lor. Unul dintre principalele este prețul său destul de ridicat, care este de 3 ori mai mare decât cel al unui transformator - dar, după cum știți, trebuie să plătiți pentru comoditate. Printre dezavantajele invertoarelor se numără faptul că le este frică de praf și trebuie curățate de cel puțin două ori pe an. Și dacă invertorul este utilizat, de exemplu, pe un șantier, atunci curățarea ar trebui efectuată și mai des.
O mașină de sudură cu invertor este un dispozitiv care este utilizat pe scară largă astăzi pentru lucrari de sudare. Cu toate acestea, nu mulți oameni cunosc principiul de funcționare al acestui dispozitiv, uneori chiar și profesioniștilor le este greu să răspundă la această întrebare. Să încercăm să ne dăm seama.
invertor aparat de sudura
Acest dispozitiv este uneori numit redresor având un invertor cu tranzistor. Și funcționează așa:
- In primul rand se aplica un curent alternativ, la o frecventa de 50 Hz, redresorului, care este o dioda obisnuita care trece doar o jumatate de ciclu;
- În continuare, curentul redresat (direct) este netezit folosind un filtru: o bobine cu un condensator;
- După aceea, transformarea a primit curent continuu la alternare folosind un invertor, cu toate acestea, frecvența curentului se va situa acum în intervalul de la 20 la 50 kHz (azi, există deja modele care convertesc frecvența până la 100 kHz!). Utilizarea unor astfel de frecvențe înalte este principala soluție tehnică care vă permite să obțineți avantaje uriașe ale invertorului față de alte surse de alimentare;

După aceea, un transformator de putere „normal” scade tensiunea alternativă de înaltă frecvență la nivelul de 70-90V și crește curenții la nivelul necesar pentru sudare (100-200A). Acest lucru, în esență, înseamnă că dispozitivul de sudură cu invertor asigură curentul de sudare cu puterea necesară prin conversia curenților de înaltă frecvență și nu prin conversia forței electromagnetice în bobine inductive ca în dispozitivele de tip transformator.

Utilizarea conversiei preliminare a curentului face posibilă utilizarea transformatoarelor care au dimensiuni foarte mici. De exemplu, pentru a obține un curent de sudare de 160A, un dispozitiv invertor folosește un transformator care cântărește 250g, în timp ce un aparat de sudură convențional va trebui să folosească un transformator de cupru care cântărește 18kg pentru a obține acești parametri;
După trecerea prin filtrul de trecere înaltă, curentul este direcționat către arc;
Toate conversiile curente sunt controlate de unitatea de control. Mașinile moderne de sudură, în aceste scopuri, folosesc modulul IGBT, care este cea mai scumpă parte a dispozitivului.

Dacă ce este un aparat de sudură tip invertor aproximativ clar, atunci avantajele și dezavantajele acestor dispozitive în comparație cu alte mașini de sudură rămân un mister. Să încercăm să aruncăm puțină lumină asupra acestor întrebări.
Aparat de sudura tip invertor (plusuri)
1. Avantaje tehnice: 
- eficiență bună - în intervalul de la 85 la 95%;
- valoarea ideală a factorului de putere este 0,99;
- materialele electrice rare sunt consumate mult mai lent;
- parametrii modului sunt ajustabili într-o gamă largă - de la o valoare de câțiva amperi la o valoare de sute și mii;
Ajustare curent de sudare, se realizează și într-o gamă mult mai largă decât într-un aparat convențional, un plus clar al unei astfel de suduri

- indicatorii de durată a sarcinii sursei de alimentare ajung la 80%;
- sursele de alimentare pot funcționa în paralel pentru o sarcină comună;
- gamă largă de reglare a curentului și tensiunii;
- sursa poate fi controlată de la distanță;
- pierderea minimă de putere pe elemente precum cablurile de sudură și elementele de legătură;
- volum și greutate reduse, ușor de transportat și de sursă la locul de sudare;
- Dublu izolat pentru un nivel ridicat de siguranță electrică.
Avantaje tehnologice
- procesul de sudare se realizează folosind electrozi acoperiți de orice marcă, folosind curent continuu și alternativ;
- caracteristica statică externă este universală. Este oferită posibilitatea sudării manuale cu arc folosind un electrod neconsumabil acoperit într-un mediu cu argon, precum și sudura mecanizata utilizarea unui electrod consumabil într-un gaz protector;
- aprindere stabilă a arcului;
- utilizarea unui arc scurt pentru a reduce pierderile de energie și pentru a îmbunătăți calitatea îmbinări sudate prin reducerea zonei de expunere la temperaturi ridicate;
- se formează o cusătură de înaltă calitate în orice poziție spațială;
- efectul de stropire în timpul sudării este minimizat;
- posibilitatea excluderii suflului magnetic în timpul sudării, folosind curent continuu;
- capacitatea de a suda oțeluri și aliaje greu de sudat;
- feedback stabil între parametri cum ar fi curentul și tensiunea arcului și parametrii de ieșire, datorită controlului cu microprocesor al invertorului de sudare;
- capacitatea de a suda structuri metalice complexe fără a fi înalt calificat.
Aparat de sudura tip invertor (contra)
- Prețul unui aparat de sudură cu invertor este de 2-3 ori mai mare decât al unui dispozitiv de tip transformator.
- Mașinile de sudură tradiționale sunt mai ieftin de reparat. Daca una dintre piesele cheie, modulul I.G.B.T., se rupe, va costa o treime din pretul aparatului de sudura. Acest lucru se poate întâmpla dacă un muncitor încearcă să se ocupe rapid de metal foarte gros și puternic (de exemplu, o șină) sau dacă rețeaua ratează o supratensiune mare. Dacă se întâmplă acest lucru, atunci pur și simplu nu va mai fi timp pentru ca protecția sub forma unui releu termic să funcționeze.
- Pentru invertor, mai mult decât pentru alte aparate de sudură, praful este groaznic. În special în producție și construcții. Curățarea și purjarea invertorului trebuie efectuate mai frecvent decât pentru alte aparate de sudură.
- Circuitele electrice ale acestor dispozitive „nu-i plac” temperaturile sub zero. De asemenea, este nesigur să depozitați un invertor de sudură într-un garaj (expunerea la schimbări bruște de temperatură poate duce la condens, iar acest lucru dăunează componentelor individuale ale dispozitivului).
Cum să gătești prin sudură, instrucțiuni video
Să presupunem că ai nevoie doar de un aparat de sudură prin casă, cu toate acestea, nu știi să gătești prin sudură. Materialul video de mai jos vă va ajuta să înțelegeți acest proces o dată pentru totdeauna.
Dar mai întâi, puțină teorie.
Pentru început, listăm elementele necesare muncitorului pentru sudare:
- 1. Mască de protecție.
- 2. Manusi din piele intoarsa.
- 3. Instrumente pentru îndepărtarea zgurii.
- 4. Unitate de sudare.
- 5. Electrod sau fir special.
- 6. Costum de protectie.
Pentru a realiza o sudură de înaltă calitate, primul pas este dezvoltarea abilităților practice de sudare. Fără îndoială, cu fiecare cusătură succesivă vei fi mai bun decât precedenta, așa că cel mai bine este să încerci mai întâi suprafețele simple.
O parte integrantă a lucrărilor de sudare este siguranța, în niciun caz nu începeți lucrul fără mănuși și mască. Metalul pe care îl veți suda trebuie curățat cu grijă cu șmirghel sau pilă, acest lucru este necesar pentru ca aprinderea arcului să nu creeze probleme și cusătura să fie îngrijită, deoarece murdăria și rugina interferează cu acest lucru.
Comandă de lucru
Mașina de sudură este întotdeauna echipată cu două fire speciale, la capete ale cărora sunt cleme de oțel, electrodul este fixat în prima clemă, al doilea trebuie conectat la metalul de sudat.
Lucrările de sudare se efectuează în următoarea ordine:
- Mai întâi trebuie să instalați electrodul în clemă.
- După aceea, atașăm clema celui de-al doilea fir de piesa pe care o vom suda.
- Acum, lovind ușor electrodul pe metal, aprindem arcul electric.
- În continuare, trebuie să faceți încet mișcări de translație ale electrodului în locul în care doriți să sudați.
- După ce sudarea a fost efectuată într-o zonă mică, ar trebui întreruptă pentru a efectua lucrări de evaluare a calității cusăturii.
- Dacă este necesar, îndepărtați zgura cu un ciocan sau o perie.
- Mai departe, lucram pana la capat, dupa acelasi principiu.
Rezultatul muncii tale ar trebui să fie o sudură. Și chiar dacă prima dată nu va fi frumos și uniform, dar treptat, când vei câștiga experiență, rezultatul sudării va deveni exact ceea ce ai nevoie.
Numeroase falsuri de calitate scăzută îi obligă pe oameni să-și facă propriile invertoare de sudură AC și DC, care sunt mai fiabile și mai ușor de reparat. Cum să faci o astfel de unitate cu propriile mâini și să o faci durabilă și eficientă în condiții de tensiune instabilă în țară și în mediul rural? Vom răspunde la această întrebare în această publicație și vom asambla treptat un invertor de sudură fiabil și practic pentru conectarea diferitelor părți. Sarcina noastră este să asigurăm dimensiunile mici ale echipamentului și greutatea ușoară a dispozitivului final pentru confortul lucrului cu acesta.
Pentru o conexiune fiabilă a metalelor în orice construcție, se folosesc mașini de sudură, a căror bază este un transformator de putere care servește ca convertor de tensiune și curent. Conform principiului de funcționare, unitățile de sudură sunt împărțite în următoarele tipuri:
Până de curând, cea mai populară era mașina de sudură DC, al cărei dezavantaj principal era greutatea semnificativă. În același timp, designul simplu al unui astfel de produs a făcut posibilă realizarea acasă a unui produs de casă care nu este inferior modelelor industriale. Pe lângă transformatorul de putere, designul include diode redresoare și un condensator de netezire de mare capacitate, precum și șocuri și rezistențe. Astfel, nu este atât de dificil să asamblați o mașină de sudură cu propriile mâini.
O mașină de sudat cu curent alternativ arată și mai simplă, care este un transformator de putere, în înfășurarea secundară a căruia se fac câteva concluzii cu cantitate diferită se întoarce. Aceasta se face pentru a regla curentul de sudare in functie de grosimea materialului care se imbina. Astfel de mașini de sudură AC sunt ușor de fabricat, dar au un confort de operare slab, deși cusătura este mai uniformă și mai puternică.
Unitățile trifazate sunt formate din trei transformatoare conectate într-o stea cu șase diode conectate într-un circuit de punte trifazat. O astfel de conexiune vă permite să consumați un curent mic și să distribuiți sarcina uniform pe faze. 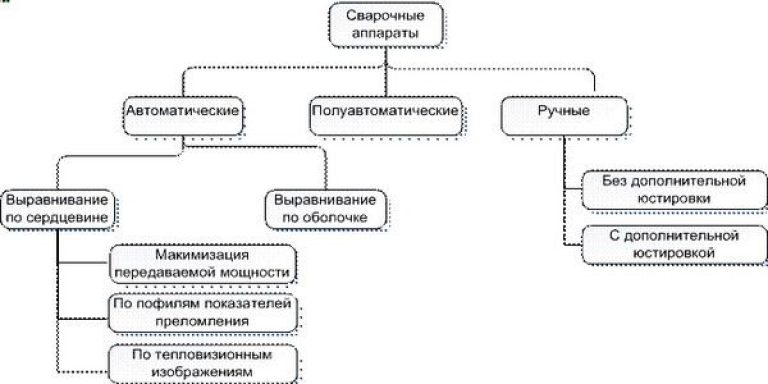
Apoi, luați în considerare frecvențele înalte, care se disting prin greutate și dimensiuni reduse. Esența muncii lor este că tensiunea de rețea alternativă de 220 de volți cu o frecvență de 50 Hz este rectificată și apoi transformată într-o tensiune alternativă de înaltă frecvență de 20-50 kHz. Această abordare vă permite să reduceți consumul de curent și să reduceți greutatea unității fără a compromite caracteristicile sale tehnice.
Este important să rețineți că aparatele de sudură DC de casă sunt utilizate numai cu electrozii corespunzători.
Avantajele unui invertor de casă
Pentru lucrari de constructie cu utilizarea structurilor metalice, este de dorit să aveți propria mașină de sudură, dar prețul său în lanțurile de vânzare cu amănuntul este adesea prea mare. Puteți asambla o mașină de sudură de casă care va reduce costul produsului final, dar tot nu vă puteți lipsi de anumite costuri. În special, va deveni necesar costul tranzistorilor de înaltă frecvență, precum și al unui regulator de curent tiristor pentru mașina de sudură și al diodelor redresoare. 
Invertorul are următoarele avantaje:
- greutate redusa, aproximativ 10 kg, in functie de putere;
- eficiență - mai mult de 90%;
- consum redus de putere;
- limite largi de funcționare ale circuitelor regulatoare de curent, ceea ce vă permite să lucrați folosind diferite tehnologii pentru sudarea elementelor din diferite metale;
- stabilitatea de înaltă tensiune pe electrod vă permite să faceți o cusătură netedă și de înaltă calitate;
- pot fi utilizați diferite tipuri de electrozi;
- circuitele moderne și baza elementară fac posibilă eliminarea lipirii electrozilor și asigurarea aprinderii accelerate a arcului.
Accesorii și instrumente necesare
Vedem ca invertorul in munca de sudare este un instrument indispensabil, usor si comod de utilizat. Pentru a asigura asamblarea sa de înaltă calitate, veți avea nevoie, pe lângă componentele radio, de următoarele instrumente:
- fier de lipit puternic cu lipit și flux;
- un set de șurubelnițe și clești;
- burghiu electric sau șurubelniță cu un set de burghie;
- ferăstrău, cuțit, foarfece;
- carcasă adecvată pentru montarea invertorului.
Deoarece funcționarea invertorului este însoțită de încălzirea elementelor, este necesar să se asigure un sistem de ventilație forțată și să se plaseze diode și tranzistoare pe radiatoare.
Pentru a înțelege esența ansamblului dispozitivului, este necesar să înțelegeți conceptul dispozitivului și interacțiunea componentelor sale între ele. Invertorul de sudare constă din următoarele componente principale:
- tensiunea de rețea 220 V, 50 Hz este furnizată redresorului primar cu diodă de joasă frecvență, după care tensiunea continuă este filtrată de condensatori;
- Tensiunea DC este aplicată invertorului, care produce o tensiune AC de înaltă frecvență la ieșire;
- următorul este un transformator coborâtor;
- apoi un redresor secundar de înaltă frecvență;
- curentul continuu prin inductor merge la electrod;
- de la intrarea și ieșirea transformatorului de înaltă frecvență se realizează o conexiune la unitatea de feedback, care corectează funcționarea invertorului în funcție de parametrii curentului de sudare;
- unitate de control invertor de sudare.
Secvența de asamblare a aparatului de sudură
Auto-asamblarea invertorului implică utilizarea cât mai multor elemente gata făcute, deoarece această unitate este destul de complexă și nu se poate face fără cunoștințele de bază ale electronicii radio. Pentru verificarea finală și depanare, veți avea nevoie de un osciloscop și un tester conceput pentru a măsura curenți mari. 
Puteți derula în mod independent transformatorul, adaptându-l la nevoile dvs. sau puteți crea un șoc. Este posibil să amplasați diode și tiristoare pe calorifere, să reparați anvelopele din benzi de aluminiu sau cupru, dar este posibilă asamblarea și depanarea unităților de feedback și control numai cu ajutorul unui specialist.
La asamblarea aparatului de sudură, este foarte important să respectați regulile de siguranță, deoarece echipamentele electrice sunt asociate cu riscul de șoc electric.
Atunci când se efectuează lucrări la instalarea unităților de invertor, este necesar să se respecte o serie de cerințe, și anume:
- carcasa dispozitivului trebuie aleasă astfel încât toate elementele invertorului să fie plasate în ea compact, dar nu aglomerate;
- atunci când înfășurați un transformator, este necesar să monitorizați așezarea densă a spirelor de înfășurare, să le izolați în siguranță și să le fixați;
- diodele de putere, tiristoarele și tranzistoarele sunt fixate în siguranță pe radiatoare folosind pastă termoconductoare;
- cel mai bine este să folosiți fire și anvelope de cupru, deoarece proprietățile lor conductoare sunt mai mari decât cele ale aluminiului;
- calitatea tuturor componentelor trebuie tratată cu mare atenție, deoarece de ele depinde durabilitatea dispozitivului;
- asigura buna functionare a sistemului de racire cu ajutorul unor ventilatoare puternice si gauri in carcasa pentru circulatia aerului;
- lipiți cu grijă toate conexiunile electrice.
Depanarea finală a invertorului de sudură trebuie efectuată sub supravegherea unui specialist.
Rezultate
Când asamblați un invertor de sudură cu propriile mâini, vă veți oferi un dispozitiv indispensabil și convenabil pentru sudarea metalelor și, în plus, puteți economisi mult. Este important să adoptați o abordare responsabilă în alegerea pieselor și componentelor electronice și, dacă este necesar, să căutați ajutor de la profesioniști. În depanarea finală, ajutorul și echipamentul acestora vor asigura funcționarea perfectă și pe termen lung a invertorului.
Sudori profesioniști și doar cei cărora le place să facă ceva acasă cu ajutorul sudurii, au primit relativ recent ocazia de a-și facilita foarte mult munca. La vânzare a apărut invertoare de sudare, care vă permit să faceți un salt calitativ în sudarea electrică.
Este suficient să ne amintim transformatoarele și redresoarele de sudare pur și simplu grele care au fost produse mai devreme. Cu alte lucruri egale, greutatea invertorului de sudură este cu un ordin de mărime mai mică decât cea a oricărei alte mașini de sudură, iar acest lucru crește semnificativ productivitatea sudării.
Invertoarele de sudura sunt cele mai moderne aparate de sudura, care inlocuiesc acum aproape in totalitate transformatoarele, redresoarele si generatoarele clasice de sudura de pe marginea drumului.
Principiul de funcționare al invertorului de sudură
Redresorului este alimentat curent alternativ din rețeaua de consumatori, cu o frecvență de 50 Hz.
Curentul redresat este netezit de un filtru, apoi curentul continuu rezultat este convertit de un invertor folosind tranzistori speciali cu o frecvență de comutare foarte mare în curent alternativ, dar deja la o frecvență mare de 20-50 kHz.
Apoi, tensiunea alternativă de înaltă frecvență este redusă la 70-90 V, iar puterea curentului crește în consecință la 100-200 A necesar pentru sudare.
Frecvența înaltă este principala soluție tehnică, care permite obținerea de avantaje enorme ale invertorului de sudare în comparație cu alte surse de putere cu arc de sudare.

Dispozitiv invertor de sudare
Într-o mașină de sudură cu invertor, puterea curentului de sudare a valorii dorite este obținută prin conversia curenților de înaltă frecvență, și nu prin conversia EMF într-o bobină de inducție, așa cum se întâmplă la mașinile cu transformator. Transformările preliminare ale curenților electrici permit utilizarea unui transformator cu dimensiuni foarte mici.
De exemplu, pentru a obține un curent de sudare de 160A într-un invertor, este suficient un transformator cu o greutate de 250 g, iar la aparatele de sudură convenționale este necesar un transformator de cupru cu o greutate de 18 kg.
Cum este aranjat și funcționează invertorul de sudură în videoclip:
Avantajele și dezavantajele invertoarelor de sudare
Principalul avantaj al invertorului este greutatea minimă. În plus, capacitatea de a folosi atât electrozi AC cât și DC pentru sudare. Ce este important atunci când sudați metale neferoase și fontă.
Mașina de sudură cu invertor are o gamă largă de reglare a curentului de sudare. Acest lucru face posibilă utilizarea sudării cu arc cu argon electrod neconsumabil.
În plus, fiecare invertor are următoarele funcții: „Pornire la cald” (pornire la cald) pentru a aprinde electrodul, se aplică curentul maxim, Anti-lipireîn cazul unui scurtcircuit, curentul de sudare este redus la minimum, ceea ce împiedică lipirea electrodului la contactul cu piesa de prelucrat, „Forța arcului”- pentru a preveni lipirea in momentul separarii picaturii de metal, curentul creste pana la valoarea optima.
Printre dezavantajele invertoarelor de sudură se poate numi un cost ridicat (de 2 - 3 ori mai mult decât cel al transformatoarelor). Ca orice electronică, invertoarele se tem de praf, așa că producătorii recomandă deschiderea dispozitivului de cel puțin două ori pe an și îndepărtarea prafului. Dacă lucrează pe un șantier sau în producție, atunci mai des, pe măsură ce se murdărește. Și ca orice electronică, invertoarele de sudură nu le place înghețul.
Deci, la temperaturi sub -15 ° C, funcționarea invertorului nu este posibilă în toate cazurile, în funcție de ce piese a folosit producătorul. Prin urmare, în astfel de condiții, trebuie să se uite specificații declarat de producator.
Și încă ceva, lungimea fiecăruia dintre cablurile de sudură nu trebuie să depășească 2,5 metri, dar trebuie doar să vă obișnuiți.
Panoul frontal al invertorului de sudare
Invertoare de sudură - calitatea și confortul lucrărilor de sudare
Sudarea cu arc este o muncă responsabilă. Pentru a o realiza, sudorul trebuie să aibă suficientă experiență practică și cunoștințe de teorie. Invertoarele de sudare au simplificat procesul și au rezolvat multe dintre problemele apărute.
Prima problemă rezolvată a fost aprinderea arcului. La vechile transformatoare de sudare, tensiunea de ieșire este proporțională cu tensiunea de intrare. Tensiunea joasă comună în rețelele noastre nu face posibilă aprinderea arcului, electrodul începe să se „lipească”.
Când se adaugă curentul transformatorului, dimpotrivă, metalul este „ars”. Dispozitivul invertoarelor de sudură este astfel încât tensiunea de ieșire să nu depindă de tensiunea de intrare, iar curentul de sudare setat este menținut neschimbat indiferent de tensiunea rețelei. Invertoarele previn „lipirea” electrozilor și creează cu ușurință un arc stabil.
Când lucrați cu dispozitive convenționale, este posibil să „ardeți” sau să „ardeți” metalul. Acest lucru se datorează faptului că nu țin bine cantitatea necesară de curent de sudare. La urma urmei, variază și depinde de tensiunea rețelei.
Când metalul este „ars” Sudură slăbește, se formează găuri și scoici în ea. Cu „underburning” cusătura slăbește și ea. În invertorul de sudură, curentul este setat de un potențiometru în funcție de scala curentului de sudare și rămâne neschimbat.
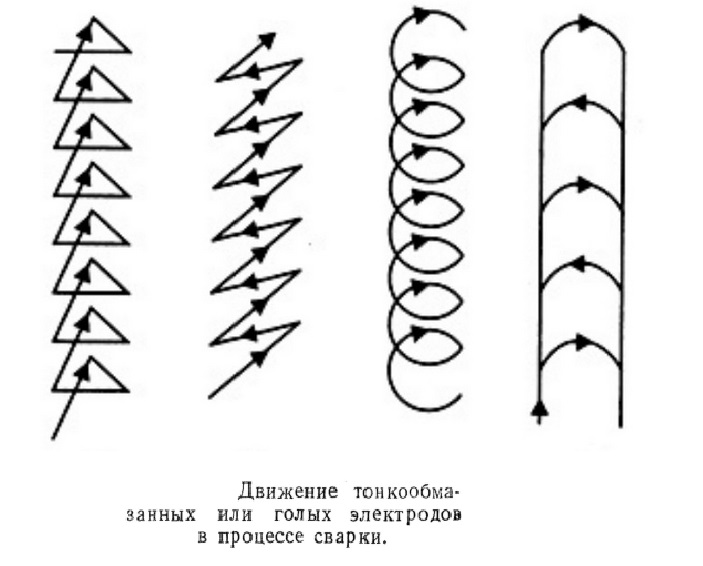
Este dificil pentru un sudor începător să învețe cum să țină arcul. După ce se formează arcul, electrodului i se oferă o înclinare de aproximativ 15 grade și trebuie mutat în raport cu îmbinarea pieselor. Panta poate fi atât în direcția mișcării electrodului, cât și în direcția opusă. Odată cu mișcarea longitudinală, aceasta trebuie deplasată perpendicular pe cusătură. Legat de aceasta este lungimea arcului.
Principalele tipuri de electrozi sunt proiectați să funcționeze cu un arc scurt. Prin urmare, este necesar să se deplaseze în mod constant electrodul într-o direcție perpendiculară, astfel încât să existe un spațiu de aproximativ două din diametrele sale de la electrod la piesele care trebuie sudate.
Invertoarele de sudare sunt capabile să mențină cu strictețe curentul selectat și, în plus, este constant. Acești factori fac posibil să nu fii deosebit de critic cu lungimea arcului, ceea ce facilitează munca unui sudor, în special a unui începător, iar calitatea cusăturii în acest caz nu mai este asociată cu lungimea arcului.
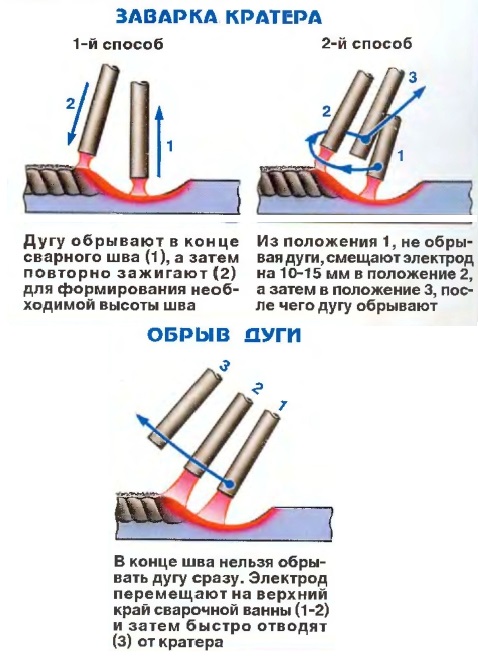
Când nu este posibilă aranjarea orizontală a pieselor, trebuie să ne amintim că metalul topit este supus gravitației în același mod ca o picătură de apă.
Când lucrați cu tavan și cusături verticale trebuie să vă opriți la timp și să așteptați până când picătura topită din interiorul cusăturii se răcește ușor și imediat „aprindeți foc” lângă următorul arc, mișcându-se tot mai sus de-a lungul cusăturii. O astfel de sudare se numește „chiuri”. Folosind un invertor de sudură, stăpânirea „chipurilor” nu este dificilă nici măcar pentru un începător.
Experiența arată că invertoarele de sudură facilitează „aprinderea”, controlează arcul, elimină „lipirea”, nu necesită abilități speciale pentru a se descurca. Toate acestea fac ca invertoarele să fie profitabile pentru utilizare în domeniul construcțiilor profesionale și al reparațiilor la domiciliu.
Aparat de sudura cu invertor
Câtă energie electrică consumă un invertor de sudură în diferite moduri de funcționare? Uită-te la videoclip:
Cum să alegi un invertor de sudură
În funcție de locul în care va funcționa aparatul de sudură, trebuie să cumpărați un invertor de uz casnic sau profesional. Diferența dintre ele este în durata lucrării.
Un invertor de sudura profesional este proiectat pentru o zi de lucru de 8 ore, in timp ce unul de uz casnic va necesita dupa 20 - 30 de minute de lucru, o pauza de 30 - 60 de minute, deci cele de uz casnic sunt mai ieftine. Există, de asemenea, aparate de sudură cu invertor industriale care sunt proiectate să funcționeze timp îndelungat în condiții dure.
Pentru o casă, este suficient un invertor de sudură cu un curent de sudare maxim de 160 A. Dar acesta este cu o tensiune de rețea de cel puțin 210 V. Cu o tensiune de rețea scăzută, este mai bine să cumpărați un invertor de 200 A.
Invertoare de sudura "Resanata":
Aproape toți liderii mondiali în domeniu producție de sudare concentrat în principal pe dezvoltarea și producția de surse de energie de sudare cu invertor. Dintre cei mai cunoscuți producători, se pot remarca „Selco” și „Helvi” italian, „Gysmi” francez, „Power Man” coreean, „Fubag” german, există și o mașină de sudură cu invertor rusă „Torus”.
Folositi un invertor de sudura? Împărtășiți-vă impresiile!
Atunci când alegeți mașini de sudură și vă familiarizați cu caracteristicile acestora, trebuie să vă ocupați de termeni speciali, a căror semnificație este de dorit să-l cunoaștem pentru a nu greși în alegere. Aici sunt câțiva dintre ei.AC(în engleză alternating current) - curent alternativ.
DC(în engleză direct current) - curent continuu.
MMA(ing. Manual Metal Arc) - sudare manuală cu arc cu electrozi stick. Îl știm sub numele RDS.
TIG(Ing. Gaz inert de tungsten) - sudura manuala electrozi de tungsten neconsumabile în mediu gaz protector(argon).
MIG/MAG(Eng. Metal Inert / Active Gas) - sudare cu arc semiautomatic cu un fir de electrod consumabil într-un mediu de gaz inert (MIG) sau activ (MAG) cu alimentare automată a firului.
PV(PR, PN, PVR) - pe durată - timpul în care dispozitivul este capabil să funcționeze la un anumit curent (curentul este indicat împreună cu PV) înainte de oprirea automată din cauza supraîncălzirii. Valoarea PV este indicată ca procent în raport cu ciclul standard, care este luat egal cu 10 sau 5 minute. Dacă ciclul de funcționare este de 50%, înseamnă că la un ciclu de 10 minute, după 5 minute de funcționare continuă, sunt necesare 5 minute de inactivitate pentru ca mașina să se răcească. Acest parametru poate fi egal cu 10%, așa că trebuie să-i acordați atenție. Conceptele: durata de funcționare (PV), durata de lucru (PR), durata sarcinii (PN) au semnificații diferite, dar esența este aceeași - continuitatea sudurii.
O diagramă ușor de înțeles a unui transformator de sudură este următoarea:
O diagramă simplă a unui transformator de sudare: 1 - transformator; 2 - reactor cu inductanță variabilă; 3 - electrod; 4 - piesa sudata.
Pentru a limita curentul de scurtcircuit și arcul stabil, transformatorul trebuie să aibă o caracteristică curent-tensiune externă în scădere abruptă ( . Pentru a face acest lucru, se folosesc fie transformatoare cu împrăștiere crescută, în urma cărora rezistența la scurtcircuit este de câteva ori mai mare decât cea a transformatoarelor de putere convenționale. Sau, o bobină reactivă cu o rezistență inductivă mare este inclusă în circuitul cu un transformator cu împrăștiere normală - o bobină (choke-ul poate fi inclus nu în circuitul de înfășurare secundară, ci în circuitul primar, unde curentul este mai mic). Dacă inductanța poate modifica inductanța prin reglarea acesteia, acestea modifică forma caracteristicii curent-tensiune externă a transformatorului și curentul arcului I 21 sau I 22 corespunzător tensiunii arcului Ud.
Controlul curentului de sudare. Puterea curentului în transformatoarele de sudură poate fi reglată prin modificarea rezistenței inductive a circuitului (reglarea amplitudinii cu împrăștiere magnetică normală sau crescută) sau prin tiristoare (reglare fază).
În transformatoarele de control al amplitudinii, parametrii necesari de curent de sudare sunt furnizați prin bobine mobile în mișcare, șunturi magnetice sau folosind o bobină reactivă separată, ca în figura de mai sus. În acest caz, forma sinusoidală a curentului alternativ nu se modifică.
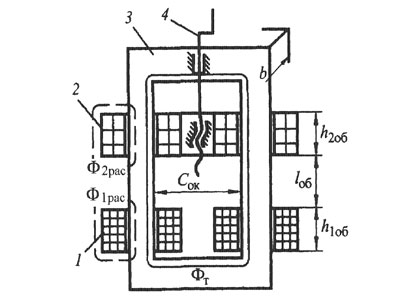
Schema unui transformator de sudură cu înfășurări mobile: 1 - înfășurare primară, 2 - secundară, 3 - circuit magnetic cu tije, 4 - antrenare cu șurub.
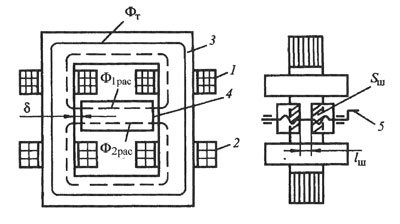
Schema unui transformator de sudare cu șunt magnetic mobil: 1 - înfășurare primară, 2 - secundar, circuit magnetic cu 3 miezuri, 4 - șunt magnetic mobil, 5 - antrenare cu șurub.
Poate exista o schimbare simplă a numărului de spire utilizate în înfășurarea transformatorului, pentru a reduce tensiunea în circuit deschis și, prin urmare, curentul de sudare.
Transformatoarele cu reglare cu tiristoare (fază) constau dintr-un transformator de putere și un regulator de fază cu tiristoare cu două tiristoare anti-paralele și un sistem de control. Principiul reglării fazei constă în transformarea unei forme de curent sinusoidal în impulsuri alternante de semne, a căror amplitudine și durată sunt determinate de unghiul (faza) de activare a tiristorului.
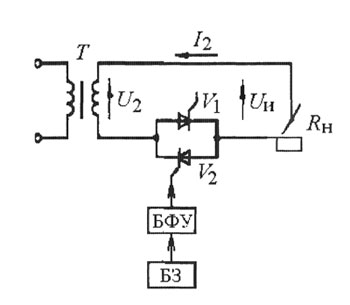
Schema unui transformator de sudare cu control tiristor. BZ - bloc de sarcini, BFU - bloc de control de fază.
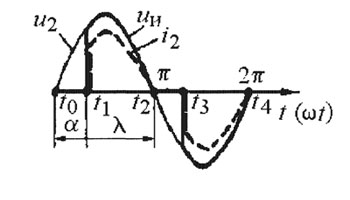
Utilizarea unui regulator de fază tiristor face posibilă obținerea unei mașini de sudură, ale cărei caracteristici se compară favorabil cu caracteristicile unui transformator cu reglare a amplitudinii. În circuitele de control mai complexe decât în figura de mai sus, se generează un curent alternativ cu undă pătrată. Și, în același timp, de exemplu, se realizează o rată crescută de tranziție a impulsului prin valoarea zero, în urma căreia timpul de pauze fără curent este redus și stabilitatea arderii arcului și calitatea sudură. Ce nu se poate spune despre oscilograma prezentată mai sus, pe ea golurile fără curent sunt mai mari decât cele ale transformatoarelor cu reglare în amplitudine, iar calitatea sudării este mai proastă.
Un alt avantaj al dispozitivelor cu tiristoare este simplitatea și fiabilitatea transformatorului de putere. Absența șunturilor din oțel, a pieselor mobile și a vibrațiilor crescute asociate face transformatorul ușor de fabricat și durabil în funcționare.
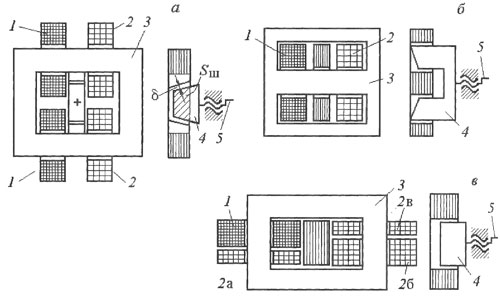
În funcție de tipul rețelei de alimentare, transformatoarele de sudură sunt monofazate și trifazate. Acesta din urmă, de regulă, poate fi conectat și la o rețea monofazată. Figura de mai jos prezintă un transformator monofazat și trifazat cu reglare a curentului printr-un șunt magnetic.

Avantajele și dezavantajele transformatoarelor de sudare. Avantajele transformatoarelor de sudare includ o eficiență relativ ridicată (70-90%), ușurință în operare și reparare, fiabilitate și costuri reduse.
Lista dezavantajelor este mai lungă. În primul rând, aceasta este stabilitatea scăzută a arcului, datorită proprietăților curentului alternativ însuși (prezența pauzelor fără curent atunci când semnalul electric trece prin zero). Pentru sudarea de înaltă calitate, este necesar să folosiți electrozi speciali proiectați să funcționeze cu curent alternativ. Afectează negativ stabilitatea arcului și fluctuațiile tensiunii de intrare.
Transformatorul de sudare nu poate suda oțel inoxidabil, care necesită curent continuu și metale neferoase.
Dacă puterea mașinii de sudură AC este suficient de mare, greutatea sa poate provoca anumite dificultăți la mutarea transformatorului dintr-un loc în altul.
Și, cu toate acestea, ieftin, de încredere și fără pretenții transformator de sudare- nu este o alegere atât de rea pentru casă. Mai ales dacă rar trebuie să gătești și nu sunt suficienți bani pentru a cumpăra un model mai funcțional.
Redresoare de sudare
Redresoarele de sudare sunt dispozitive care convertesc tensiunea de rețea alternativă într-o tensiune de sudare directă. Există multe scheme pentru construirea redresoarelor de sudură cu diferite mecanisme pentru generarea parametrilor de ieșire ai curentului și tensiunii. Sunt utilizate diferite metode de reglare a curentului și de formare a caracteristicii exterioare curent-tensiune a redresoarelor ( citiți despre caracteristica curent-tensiune la sfârșitul articolului): modificarea parametrilor transformatorului propriu-zis (bobine mobile și înfășurări secționate, șunturi magnetice), folosind o bobine, reglarea fazei cu tiristoare și tranzistoare. În cele mai simple dispozitive, curentul este reglat de un transformator, iar diodele sunt folosite pentru a-l redresa. Partea de putere a unor astfel de dispozitive constă dintr-un transformator, o unitate de redresare pe supape necontrolate și o bobine de netezire.Schema bloc a redresorului de sudare: T - transformator, VD - unitate redresor pe supape necontrolate, L - bobina de netezire.
Transformatorul într-un astfel de circuit este utilizat pentru a reduce tensiunea, a forma caracteristica externă necesară și a controla modul. Dispozitivele mai moderne și avansate includ redresoare cu tiristoare, în care controlul modului este asigurat de o unitate redresoare cu tiristoare, care efectuează controlul de fază al momentului de pornire a tiristorului. Formarea caracteristicilor externe necesare se realizează prin introducerea feedback-ului asupra curentului de sudare și a tensiunii de ieșire.
Schema bloc a redresorului de sudare: T - transformator, VS - unitate redresor cu tiristoare, L - bobina de netezire.
Uneori, un regulator tiristor este instalat în circuitul de înfășurare primar al transformatorului, apoi unitatea redresorului poate fi asamblată din supape necontrolate - diode.
Schema bloc a redresorului de sudare: VS - unitate redresoare cu tiristoare, T - transformator, VD - unitate redresoare pe supape necontrolate, L - bobina de netezire.
Elementele semiconductoare ale redresoarelor necesită răcire forțată. Pentru a face acest lucru, au pus calorifere suflate de un ventilator.
Figura de mai jos prezintă o diagramă a unui redresor de sudare în care se asigură o modificare a rezistenței transformatorului și reglarea curentului cu ajutorul unui șunt magnetic - prin închiderea sau deschiderea acestuia cu ajutorul butonului de pe panoul frontal al dispozitivului.

Schema schematică a unui redresor de sudare cu șunt magnetic: A - întrerupător, T - transformator, Dr - șunt magnetic, L - fitinguri pentru semnal luminos, M - ventilator electric, VD - unitate redresor cu diodă, RS - șunt, PA - ampermetru .
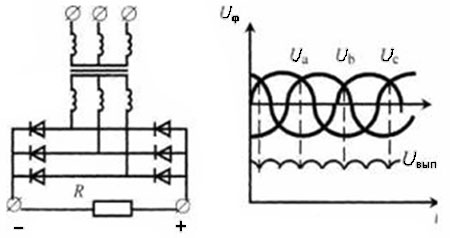
Circuitele de redresare CA monofazate sunt utilizate în circuitele cu consum redus de energie. În comparație cu circuitele monofazate, circuitele trifazate oferă o ondulație de tensiune redresată semnificativ mai mică. Funcționarea unui circuit trifazat de redresare a punții Larionov folosind diode, utilizate în multe redresoare de sudură, este prezentată în figura de mai jos.
Avantajele și dezavantajele redresoarelor de sudură. Principalul avantaj al redresoarelor, în comparație cu transformatoarele, este utilizarea curentului continuu pentru sudare, care asigură fiabilitatea aprinderii și stabilitatea arcului de sudare și, ca urmare, o sudură mai bună. Este posibil să gătiți nu numai carbon și aliaje reduse, ci și oțel inoxidabil și metale neferoase. De asemenea, este important ca sudarea cu un redresor să producă mai puține stropi. În esență, aceste avantaje sunt destul de suficiente pentru un răspuns fără ambiguitate la întrebarea ce mașină de sudură să alegeți - un transformator sau un redresor. Dacă, desigur, nu țineți cont de prețuri.
Dezavantajele includ greutatea relativ mare a dispozitivelor, pierderea unei părți a puterii, o „reducere” puternică a tensiunii în rețea în timpul sudării. Acesta din urmă se aplică și transformatoarelor de sudare.
Sudarea invertoarelor
Cuvântul „invertor” în sensul său original înseamnă un dispozitiv pentru transformarea curentului continuu în curent alternativ. Figura de mai jos prezintă o diagramă simplificată a unei mașini de sudat de tip invertor.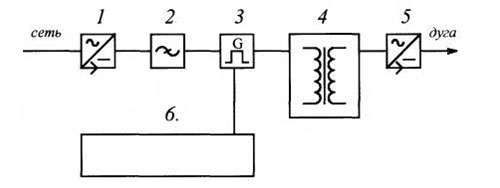
Schema bloc a invertorului de sudură: 1 - redresor de rețea, 2 - filtru de rețea, 3 - convertor de frecvență (invertor), 4 - transformator, 5 - redresor de înaltă frecvență, 6 - unitate de control.
Funcționarea invertorului de sudură este după cum urmează. Curentul alternativ cu o frecvență de 50 Hz este alimentat redresorului de rețea 1. Curentul redresat este netezit de filtrul 2 și convertit (inversat) de către modulul 3 în curent alternativ cu o frecvență de câteva zeci de kHz. În prezent sunt atinse frecvențe de 100 kHz. Această etapă este cea mai importantă în funcționarea invertorului de sudură, ceea ce permite obținerea de avantaje uriașe față de alte tipuri de aparate de sudură. În plus, cu ajutorul transformatorului 4, tensiunea alternativă de înaltă frecvență este redusă la valori inactiv (50-60V), iar curenții sunt măriți la valorile necesare pentru sudare (100-200A). Redresorul de înaltă frecvență 5 redresează curentul alternativ, care își face munca utilă în arcul de sudare. Influențând parametrii convertizorului de frecvență, ele reglează modul și formează caracteristicile externe ale sursei.
Procesele de trecere curentă de la o stare la alta sunt controlate de unitatea de control 6. În aparate moderne această lucrare este realizată de modulele tranzistoare IGBT, care sunt cele mai scumpe elemente ale invertorului de sudare.
Sistemul de control cu feedback generează caracteristici de ieșire ideale pentru orice metodă de sudare electrică ( citiți despre caracteristica curent-tensiune la sfârșitul articolului). Datorită frecvenței înalte, greutatea și dimensiunile transformatorului sunt reduse semnificativ.
În funcție de funcționalitatea lor, sunt produse invertoare de următoarele tipuri:
- pentru sudarea manuală cu arc (MMA);
- pentru sudare cu argon-arc cu electrod neconsumabil (TIG);
- pentru sudare semiautomatăîn mediu gaze protectoare(MIG/MAG);
- dispozitive universale pentru funcționarea în modurile MMA și TIG;
- dispozitive semiautomate pentru lucru în modurile MMA și MIG/MAG;
- dispozitive de tăiere cu aer-plasmă.


După cum puteți vedea, o parte semnificativă a volumului este ocupată de radiatoarele sistemului de răcire.
Avantajele invertoarelor. Avantajele sudării invertoarelor sunt mari și numeroase. În primul rând, greutatea redusă (4-10 kg) și dimensiunile reduse facilitează deplasarea mașinii de la un loc de sudare la altul. Acest avantaj se datorează dimensiunii mai mici a transformatorului datorită frecvenței înalte a tensiunii pe care o convertește.
Excluderea transformatorului de putere din circuit a făcut posibilă, de asemenea, eliminarea pierderilor pentru încălzirea înfășurărilor și remagnetizarea miezului de fier și obținerea unui randament ridicat (85-95%) și un factor de putere ideal (0,99). La sudarea cu un electrod cu diametrul de 3 mm, puterea consumată din rețea pentru un aparat de sudură de tip invertor nu depășește 4 kW, iar pentru un transformator sau redresor de sudură, această cifră este de 6-7 kW.
Invertorul este capabil să reproducă aproape toate tipurile de caracteristici externe curent-tensiune. Aceasta înseamnă că poate fi folosit pentru a efectua toate tipurile majore de sudare - MMA, TIG, MIG/MAG. Dispozitivul asigură sudarea oțelurilor aliate și inoxidabile și a metalelor neferoase (în modul MIG/MAG).
Dispozitivul nu necesită răcire frecventă și prelungită în timpul lucrului intens, așa cum este cerut de alte tipuri de aparate de sudură de uz casnic. PV-ul său ajunge la 80%.
Invertorul are o reglare lină a modurilor de sudare într-o gamă largă de curenți și tensiuni. Are o gamă mult mai largă de reglare a curentului de sudare decât dispozitivele convenționale - de la câțiva amperi la sute și chiar mii. Pentru uz casnic deosebit de importanți sunt curenții mici, care permit sudarea cu electrozi subțiri (1,6-2 mm). Invertoarele asigură formarea de înaltă calitate a unei cusături în orice poziții spațialeși stropi minime de sudură.
Controlul cu microprocesor al dispozitivului oferă feedback stabil de curent și tensiune. Acest lucru vă permite să oferiți cele mai utile și convenabile funcții Arc Force, Anti Stick și Hot Start. Esența tuturor este un control calitativ nou al curentului de sudare, care face sudarea cât mai confortabilă pentru sudor.
- Funcția Hot Start asigură o creștere automată a curentului la începutul sudării, facilitând declanșarea arcului.
- Funcția Anti Stick (anti-lipire) este un fel de antipod al funcției Hot Start. Când electrodul intră în contact cu metalul și există amenințarea de lipire a acestuia, curentul de sudare este redus automat la acele valori care nu fac ca electrodul să se topească și să se sude pe metal.
- Funcția Arc Force (forțarea arcului) este realizată atunci când o picătură mare de metal se separă de electrod, reducând lungimea arcului și amenințând să se lipească. O creștere automată a curentului de sudare pentru un timp foarte scurt împiedică acest lucru.
Aceste caracteristici convenabile permit sudorilor slab calificați să facă față cu succes sudării celor mai complexe structuri metalice. Pentru cei care au lucrat vreodată cu un invertor de sudură, întrebarea - care aparat de sudură este mai bun - nu există. După un transformator sau redresor, lucrul cu un invertor se transformă într-o plăcere. Nu mai este necesar să „gobiți” electrodul pentru a aprinde un arc care nu vrea să se aprindă, sau să-l rupeți frenetic dacă este bine sudat. Pur și simplu puteți pune electrodul pe metal și, rupându-l, aprindeți calm arcul - fără să vă faceți griji că electrodul poate fi sudat.
Mașinile de sudură cu invertor pot fi utilizate cu căderi mari de tensiune de rețea. Cele mai multe dintre ele asigură sudare în intervalul de tensiune de rețea de 160-250V.
Dezavantajele invertoarelor de sudare. Este dificil să vorbim despre deficiențele unui dispozitiv atât de perfect ca un invertor de sudură și, cu toate acestea, ele există. În primul rând, acesta este prețul relativ ridicat al dispozitivului și costul ridicat al reparației acestuia. Dacă modulul IGBT eșuează, va trebui să plătiți o sumă egală cu 1/3 - 1/2 din costul unui dispozitiv nou.
Invertorul impune cerinte sporite, in comparatie cu alte aparate de sudura, la conditiile de depozitare si functionare, datorita umplerii sale electronice. Dispozitivul nu răspunde bine la praf, deoarece înrăutățește condițiile de răcire pentru tranzistori, care se încălzesc foarte mult în timpul funcționării. Acestea sunt racite cu calorifere din aluminiu, depunerea de praf pe care afecteaza transferul de caldura.
Nu-i plac electronicele și temperaturile scăzute. Orice temperatură în minus este nedorită din cauza apariției condensului pe plăci, iar minus 15°C poate deveni critic. Depozitarea și funcționarea invertorului în garaje și ateliere neîncălzite în timpul iernii este nedorită.
Sudare semi-automată
Vorbind despre echipament de sudură, nu puteți ignora dispozitivele semi-automate - dispozitive pentru sudare într-un mediu cu gaz de protecție cu alimentare mecanizată a sârmei de sudură.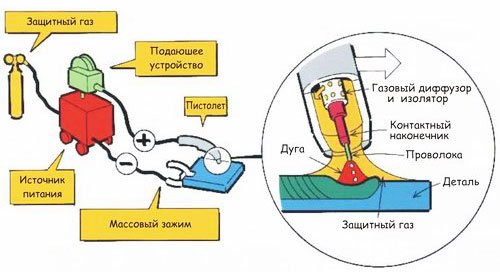
Sudare semiautomată este format din:
- sursa actuala;
- Unitatea de comandă;
- mecanism de alimentare a firului de sudura;
- un pistol (torță) cu un manșon-sârmă electrică, prin care se realizează alimentarea cu gaz de protecție, fir și semnal electric;
- sistem de alimentare cu gaz, constând dintr-o butelie de gaz, o supapă de gaz electromagnetică, reductor de gazși furtun.
Ca sursă de curent se folosesc redresoare sau invertoare de sudare. Utilizarea acestuia din urmă îmbunătățește calitatea sudurii și crește cantitatea de materiale sudate.


Conform designului, mașinile de sudură semiautomate sunt cu carcasă dublă și cu carcasă unică. În acesta din urmă, sursa de alimentare, unitatea de control și alimentatorul de sârmă sunt găzduite într-o singură carcasă. Pentru modelele cu carcasă dublă, mecanismul de alimentare a sârmei este plasat într-o unitate separată. De obicei asta modele profesionale de sprijin funcţionare pe termen lung la curent mare. Uneori sunt echipate cu un sistem de răcire cu apă a pistolului.
Sudarea semi-automată în modul MMA nu este diferită de lucrul cu o mașină de sudură convențională. Când utilizați modul MIG/MAG, un arc electric arde între un consumabil alimentat continuu fir de sudurași material. Dioxidul de carbon (sau amestecul acestuia cu argon) furnizat prin pistol protejează zona de sudare de efectele nocive ale oxigenului și azotului conținute în aer. Cu utilizarea mașinilor de sudură semiautomate, înalt aliate și otel inoxidabil, aluminiu, cupru, alama, titan.
Sudarea semiautomată este una dintre cele mai moderne tehnologii de sudare cu arc, ideală nu doar pentru producție, ci și pentru casă. Dispozitivele semiautomate sunt utilizate pe scară largă în industrie și viața de zi cu zi. Există informații că în prezent, în Rusia, până la 70% din toate lucrările de sudare sunt efectuate prin sudare semi-automată. Acest lucru este facilitat de funcționalitatea largă a echipamentului, calitate superioară sudare și operare ușoară. Mașina de sudură semi-automată este foarte convenabilă pentru sudare metal subțireîn special caroserii auto. Nicio întreprindere de service auto nu se poate descurca fără acest echipament cel mai convenabil.
Alegerea unui aparat de sudura
Alegerea mașinii de sudură trebuie făcută în funcție de nevoile specifice. Înainte de a merge la magazin, trebuie să știți răspunsurile la următoarele întrebări.- Ce metal - după marcă și grosime - urmează să fie sudat?
- În ce condiții se vor desfășura lucrările?
- În ce măsură?
- Care sunt cerințele pentru calitatea muncii și calificările sudorului?
- Și, în sfârșit, cât se poate cheltui pentru achiziționarea unui aparat de sudură?
În funcție de răspunsurile la aceste întrebări, trebuie formate cerințele pentru echipamentul achiziționat.
Dacă trebuie să gătești nu numai carbon și oțel slab aliat, dar si foarte aliat si inoxidabil, atunci trebuie facuta alegerea intre un redresor de sudura si un invertor. Dacă trebuie să sudați metale care necesită protecție împotriva oxigenului sau azotului din aer, precum aluminiul, atunci veți avea nevoie de sudare într-un mediu cu gaz de protecție, care poate fi asigurat de un dispozitiv semiautomat cu modul MIG/MAG.
În general, dacă vorbim despre versatilitatea echipamentelor, atunci cea mai bună alegere, poate, ar fi un dispozitiv semi-automat cu moduri MMA și MIG / MAG. Prezența sa vă va permite să efectuați aproape orice lucrare la sudarea metalelor, cu care trebuie să vă ocupați doar în viața de zi cu zi.
Dacă aveți de-a face cu metal subțire (mai subțire de 1,5 mm), ar trebui să se acorde din nou preferință unui dispozitiv semiautomat.
Funcționarea la temperaturi sub zero, în special la valori sub 10-15 °C, este nedorită pentru invertoare. De asemenea, praful puternic îi afectează grav. Concluzia este aceasta. Dacă trebuie să lucrați la temperaturi foarte scăzute în condiții de conținut ridicat de praf, s-ar putea să nu existe altă opțiune decât să alegeți un aparat de sudură fără electronică de ultimă generație - un transformator de sudură, un redresor cu diodă sau un semi-automat. dispozitiv bazat pe acesta din urmă.
Cerințele ridicate pentru calitatea sudurii și calificarea scăzută a sudorului înclină cu siguranță către alegerea unui invertor de sudură cu ușurința sa de utilizare și funcțiile Arc Force, Anti Stick, Hot Start.
O cantitate mare de lucru necesită un ciclu de funcționare ridicat (la timp) de la mașina de sudură, altfel va dura prea mult timp pentru oprire în timpul răcirii sale. PV este una dintre caracteristicile care deosebesc aparatele de sudură de uz casnic de cele profesionale. Pentru acestea din urmă, este destul de mare sau chiar ajunge la 100%, ceea ce înseamnă că dispozitivul poate funcționa fără întrerupere atâta timp cât doriți. Dacă vorbim despre modele de uz casnic, atunci PV al invertoarelor este semnificativ superioară PV al transformatoarelor și redresoarelor de sudare. Este mai bine să luați 30% ca valoare minimă a PV.
Atunci când alegeți un aparat de sudură, trebuie să vă gândiți la vecini. Dacă trebuie să gătești mult, iar tensiunea de la rețea este scăzută și instabilă, ar trebui să alegi un aparat de sudură pentru casa ta, ținând cont de puterea pe care o consumă. Clipirea constantă a becurilor, care are loc în timpul funcționării transformatoarelor și redresoarelor puternice de sudură, stârnește ura universală față de vecinii sudorilor. Invertorul cu funcția sa de economisire a energiei și anti-lipire nu va dăuna relațiilor bune de vecinătate. Când electrodul intră în contact cu metalul de sudat, transformatorul de sudură drenează rețeaua, în timp ce invertorul reduce pur și simplu curentul de sudare (tensiunea la borne), plus invertorul este mai eficient la tensiunea de rețea scăzută.
Cerințe de bază pentru sursele de energie pentru sudare
Pentru a-și îndeplini scopul vizat, sursele actuale trebuie să îndeplinească anumite cerințe, dintre care principalele includ următoarele:- tensiunea în circuit deschis trebuie să asigure aprinderea arcului, dar să nu fie mai mare decât valorile care sunt sigure pentru sudor;
- sursele de alimentare trebuie să aibă dispozitive care să regleze curentul de sudare în limitele cerute;
- mașinile de sudură trebuie să aibă o caracteristică curent-tensiune externă specificată, compatibilă cu caracteristica curent-tensiune statică a arcului de sudare.
Un arc poate apărea fie în cazul unei defecțiuni a gazului (aerului), fie ca urmare a contactului electrozilor cu retragerea ulterioară a acestora la o distanță de câțiva milimetri. Prima metodă (defalcarea aerului) este posibilă numai la tensiuni înalte, de exemplu, la o tensiune de 1000 V și un spațiu între electrozi de 1 mm. Această metodă de pornire a unui arc nu este de obicei utilizată din cauza pericolului de tensiune înaltă. Atunci când arcul este alimentat de curent de înaltă tensiune (mai mult de 3000V) și de înaltă frecvență (150-250 kHz), se poate obține defalcarea aerului cu un spațiu între electrod și piesa de prelucrat de până la 10 mm. Această metodă de aprindere a arcului este mai puțin periculoasă pentru sudor și este adesea folosită.
A doua metodă de aprindere a arcului necesită o diferență de potențial între electrod și produsul de 40-60V, de aceea este folosită cel mai des. Când electrodul intră în contact cu piesa de prelucrat, se creează un circuit de sudare închis. În momentul în care electrodul este scos din produs, electronii care se află pe locul catodului încălzit în urma unui scurtcircuit se desprind de atomi și se deplasează spre anod prin atracție electrostatică, formând arc electric. Arcul se stabilizează rapid (într-o microsecundă). Electronii care ies din punctul catod ionizează golul de gaz și în el apare un curent.
Viteza de aprindere a arcului depinde de caracteristicile sursei de alimentare, de puterea curentului în momentul în care electrodul intră în contact cu piesa de prelucrat, de timpul contactului acestora și de compoziția spațiului de gaz. Viteza de excitație a arcului este afectată, în primul rând, de mărimea curentului de sudare. Cu cât valoarea curentului este mai mare (cu același diametru al electrodului), cu atât secțiunea transversală a spotului catodului devine mai mare și cu atât curentul va fi mai mare la începutul aprinderii arcului. Un curent mare de electroni va provoca ionizare rapidă și tranziție la o descărcare stabilă cu arc.
Odată cu o scădere a diametrului electrodului (adică, cu o creștere a densității curentului), timpul de tranziție la o descărcare stabilă a arcului este redus și mai mult.
Viteza de aprindere a arcului este, de asemenea, afectată de polaritate și tipul de curent. Cu curent continuu si polaritate inversă(adică plusul sursei de curent este conectat la electrod) viteza de excitare a arcului este mai mare decât în cazul curentului alternativ. Pentru curent alternativ, tensiunea de aprindere trebuie să fie de cel puțin 50-55V, pentru curent continuu - cel puțin 30-35V. Pentru transformatoarele care sunt proiectate pentru un curent de sudare de 2000A, tensiunea în circuit deschis nu trebuie să depășească 80V.
Reaprinderea arcului de sudură după stingerea acestuia din cauza scurtcircuitelor de către picături de metal electrod va avea loc spontan dacă temperatura capătului electrodului este suficient de mare.
Caracteristica externă curent-tensiune a sursei este dependența tensiunii la borne și a curentului.
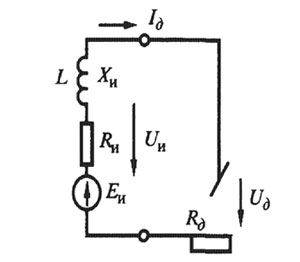
În diagramă, sursa are o constantă forta electromotoare(Ei) și rezistența internă (Zi), constând din componente active (Ri) și inductive (Xi). La bornele externe ale sursei avem tensiunea (Ui). În circuitul „sursă-arc”, există un curent de sudare (Id), care este același pentru arc și sursă. Sarcina sursă este un arc cu rezistență activă (Rd), căderea de tensiune pe ea este Ud=I•Rd.
Ecuaţia tensiunii la bornele externe ale sursei este următoarea: Ui = Ei - Id•Zi.
Sursa poate funcționa în unul dintre cele trei moduri: inactiv, sarcină, scurtcircuit. La ralanti, arcul nu arde, nu există curent (Id = 0). În acest caz, tensiunea sursei, numită tensiune în circuit deschis, are o valoare maximă: Ui = Ei.
Cu o sarcină, un curent (Id) circulă prin arc și sursă, iar tensiunea (Ui) este mai mică decât în timpul mersului la ralanti cu cantitatea de cădere de tensiune din interiorul sursei (Id•Zi).
În cazul unui scurtcircuit, Ud=0, prin urmare, tensiunea la bornele sursei Ui=0. Curent de scurtcircuit Ik=Ei/Zi.
Experimental, caracteristica externă a sursei este luată prin măsurarea tensiunii (Ui) și a curentului (Id) cu o schimbare lină a rezistenței de sarcină (Rd), în timp ce arcul este simulat de o rezistență activă liniară - un reostat de balast.
Reprezentarea grafică a dependenţei obţinute este caracteristica curent-tensiune statică externă a sursei. Când rezistența de sarcină scade, curentul crește și tensiunea sursei scade. Astfel, în cazul general, caracteristica statică externă a sursei este în scădere.
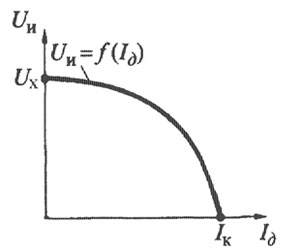
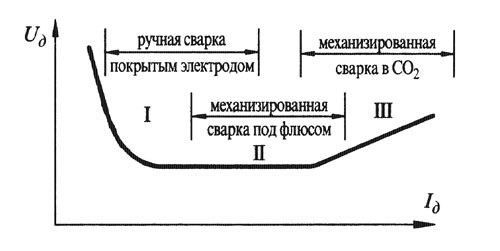
Există mașini de sudură cu caracteristici curent-tensiune în scădere abruptă, cu scufundare ușoară, rigide și chiar crescătoare. Există, de asemenea, mașini de sudură universale, ale căror caracteristici pot fi în cădere abruptă și dure.
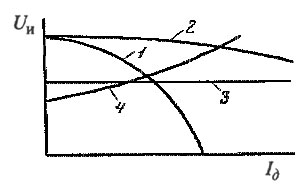
Caracteristicile curent-tensiune externă ale mașinilor de sudură: 1 - scădere abruptă, 2 - scădere ușoară, 3 - rigidă, 4 - în creștere.
De exemplu, un transformator convențional (în mod normal disipat) are o caracteristică rigidă, iar o caracteristică de creștere este obținută prin feedback, atunci când electronica crește tensiunea sursei pe măsură ce crește curentul.
Cu manual sudare cu arc Se folosesc mașini de sudură cu caracteristică de cădere abruptă.
Arcul de sudare are și o caracteristică curent-tensiune.
În primul rând, cu o creștere a curentului, tensiunea scade brusc, pe măsură ce aria secțiunii transversale a coloanei arcului și conductivitatea sa electrică cresc. Apoi, odată cu creșterea curentului, tensiunea aproape nu se schimbă, deoarece aria secțiunii transversale a coloanei arcului crește proporțional cu curentul. Apoi, cu o creștere a curentului, tensiunea crește, deoarece aria spotului catodului nu crește din cauza secțiunii transversale limitate a electrodului.
Pe măsură ce lungimea arcului crește, caracteristica volt-amperi se deplasează în sus. O modificare a diametrului electrodului se reflectă în poziția limitei dintre secțiunile rigide și crescătoare ale caracteristicii. Cu cât diametrul este mai mare, cu atât curentul va umple capătul electrodului cu o pată catodică, în timp ce secțiunea de creștere se va deplasa spre dreapta (prezentată în figura de mai jos printr-o linie punctată).
![]()
Arcul stabil este posibil cu condiția ca tensiunea arcului să fie egală cu tensiunea de la bornele externe ale sursei de alimentare. Grafic, acest lucru se exprimă prin faptul că caracteristica arcului de sudare se intersectează cu caracteristica sursei de energie. Figura de mai jos prezintă trei caracteristici ale arcului de lungimi diferite - L 1 , L 2 , L 3 (L 2 >L 1 >L 3) și caracteristica de scădere abruptă a sursei de alimentare.
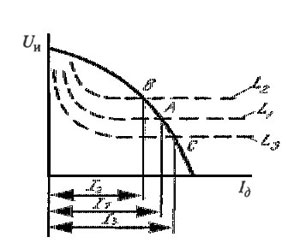
Intersecția caracteristicilor curent-tensiune ale sursei și arcului (L 2>L 1>L 3).
Punctele (A), (B), (C) exprimă zonele de ardere stabilă a arcului la diferite lungimi de arc. Se poate observa că cu cât panta caracteristicii sursei este mai mare, cu atât este mai mică modificarea curentului de sudare cu fluctuații ale lungimii arcului. Dar lungimea arcului este menținută manual în timpul procesului de ardere, prin urmare nu poate fi stabil. De aceea, numai cu o caracteristică de scădere abruptă a transformatorului, fluctuațiile vârfului electrodului din mâinile sudorului nu vor afecta foarte mult stabilitatea arcului și calitatea sudurii.
Când utilizați conținutul acestui site, trebuie să puneți link-uri active către acest site, vizibile utilizatorilor și roboților de căutare.



