Sârmă de sudare pentru sudarea cu arc cu argon a oțelului inoxidabil. Sarma si tije de sudura pentru sudarea cu gaz
Sârma de umplutură este utilizată în procesul de arc de argon și sudare cu gaz metale. Scopul principal al acestei componente a procesului de sudare este de a umple cusătura cu material de umplutură, a cărui sursă este firul în sine, topit. arc electric sau arzator pe gaz.
Prin urmare, fără un fir de umplutură, este de neconceput să implementați procesul tehnologic de sudare într-un mediu gaze protectoare precum si sudarea cu gaz. Și un astfel de fir este folosit împreună cu un electrod de grafit infuzibil.
Și în acest articol vom vorbi despre tipurile de sârmă de umplere utilizate în acestea procese tehnologice precum și modul de utilizare.
Sârmă de umplutură pentru sudarea metalelor: principalele soiuri
Sârma de sudare poate fi standard, cu miez de flux sau activată. În plus, toate cele trei soiuri implică metode de producție complet diferite și sunt concentrate pe aplicații diferite.
Sârmă tipică
 Acesta este un fir solid convențional de secțiune transversală constantă utilizat în procesul de sudare cu arc scufundat. Ca și acesta din urmă gaz inert(ca opțiune - dioxid de carbon), sau o pastă aplicată pe suprafață cusătură de sudură.
Acesta este un fir solid convențional de secțiune transversală constantă utilizat în procesul de sudare cu arc scufundat. Ca și acesta din urmă gaz inert(ca opțiune - dioxid de carbon), sau o pastă aplicată pe suprafață cusătură de sudură.
Un exemplu clasic de astfel de produs este un fir de umplutură pentru sudarea cu argon în modul TIG (electrod nefuzibil și alimentare manuală). Acest tip de material de umplutură este „întins” din oțel sau metal neferos și este livrat la locul de muncă în golfuri. Mai mult decât atât, sârma poate fi introdusă în bazinul de sudură manual sau „umplut” în tamburul mecanismului de alimentare al aparatului de sudură semiautomată.
Sârmă cu miez
A doua varietate este fir de flux pe bază de pudră - arată și se utilizează complet diferit. Este un tub cu pereți subțiri care conține un amestec de flux de pulbere și metal.
Un astfel de fir este utilizat în procesul de sudare într-un mediu de gaz inert și activ (tehnologii MIG și MAG). Scopul unui astfel de fir este sudarea structurilor și oțeluri slab aliate. În plus, un astfel de fir poate fi utilizat pentru sudarea subacvatică și în procesul de formare a unei suduri forțate și în alte moduri speciale.
 Al treilea tip de sârmă de sudură - activat - este o versiune standard modificată, care este acoperită cu flux pulbere. Un astfel de fir este utilizat în procesul manual sau sudare semiautomatăîntr-un mediu cu dioxid de carbon. Domeniul principal de utilizare a unui astfel de fir este sudarea oțelurilor structurale.
Al treilea tip de sârmă de sudură - activat - este o versiune standard modificată, care este acoperită cu flux pulbere. Un astfel de fir este utilizat în procesul manual sau sudare semiautomatăîntr-un mediu cu dioxid de carbon. Domeniul principal de utilizare a unui astfel de fir este sudarea oțelurilor structurale.
Acoperirea este aplicată pe sârmă electrolitic. Drept urmare, firul activat nu diferă ca performanță de versiunea standard cu o secțiune transversală constantă. La urma urmei, 5-7% din flux este distribuit pe suprafața „tijei” de oțel cu un strat de aproape microni..
Prin urmare, firul activat poate fi folosit aparate de sudat sau mașini semi-automate fără pregătire specială a alimentatorului, ceea ce îl face un concurent periculos al sârmei cu miez flux „capricios”.
Cum să alegi sârmă de umplere?
Sârma de sudură este selectată pe baza următoarelor recomandări:
- În primul rând, diametrul produsului trebuie să corespundă cu lățimea spațiului dintre părțile îmbinate. Altfel, există consum crescut sârmă de umplere.
- În al doilea rând, materialul de umplutură, precum și tipul de flux pentru sârmă cu miez flux și activat, trebuie să se potrivească cu tipul de metal de bază. Adică, oțelul este sudat cu sârmă de oțel, aluminiu cu sârmă de aluminiu și cuprul cu sârmă de cupru. Mai mult, la sudarea aliajelor fier-carbon (oțel și fontă), nu numai tipul de material de umplutură, ci și compoziția sa chimică (conținutul de carbon, componentele de aliere etc.) trebuie să se potrivească cu metalul de bază. Prin urmare, sârma de umplutură inoxidabilă nu este utilizată pentru sudare oteluri carbon(si invers)
- În al treilea rând, sârma trebuie să respecte schema de alimentare cu material de umplutură la bazinul de sudură. Adică, gradele de pulbere nu pot fi montate în role standard de alimentare cu sârmă. Dar versiunea activată se va înțelege cu varietatea tipică fără probleme.
- În al patrulea rând, metalul poate fi sudat, în principiu, cu orice sârmă potrivită, dar numai un anumit grad, special selectat pentru modul de sudare, garantează productivitate maximă. Deci, sârma cu miez de flux este potrivită numai pentru MIG / MAG și este convenabil să sudați în modurile TIG sau MIG ca opțiune tipică.
- În al cincilea rând, firul trebuie să fie de înaltă calitate. Adică, diametrul său trebuie să fie uniform pe toată lungimea sa, iar bobina cu sârmă trebuie să fie pliată îngrijit, fără suprapuneri. Și, desigur, nu ar trebui să existe urme de rugină pe sârmă - nu avem nevoie de o sursă suplimentară de hidrogen în bazinul de sudură.
În procesul de sudare a metalelor prin metoda TIG, se folosesc tije de umplutură. Introducându-le în zona de formare a cusăturii, este posibil să se evite apariția bulelor și a fisurilor și, astfel, să se obțină o rezistență ridicată a conexiunii.
Tija de umplere este un fir cu un diametru de 1 până la 4 mm. Lungimea este de obicei de 1000 mm. Metalul cu diverși modificatori se depune pe suprafața barei. Acest lucru îi conferă proprietăți speciale și face posibilă utilizarea cu un anumit tip de material.
Tipuri de tije de umplere
- Aluminiu– acest consumabil este folosit la sudarea semifabricatelor din aluminiu. In functie de aditivi, tija poate fi folosita pentru aliaje aluminiu-siliciu sau siliciu-magneziu.
- placat cu cupru- un astfel de material de umplutură este destinat sudării oțelurilor nealiate și slab aliate.
- Inoxidabil– acest tip de produse are aditivi de titan sau acoperire cu crom-nichel, ceea ce face ca cordonul de sudură rezultat să fie rezistent la coroziune. O tijă din oțel inoxidabil este folosită pentru a lucra cu semifabricate din oțel care conține nichel.
În magazinul nostru online puteți cumpăra tije de umplere pt argon sudare cu arc. Asigurați-vă că aveți o cantitate suficientă de consumabile în timpul lucrului - comandați-o în cantitatea potrivită chiar acum! Pentru a plasa o comandă, folosește serviciul „Cumpără cu 1 clic” sau apelează 8-800-333-83-28 .
Oferim tije de umplutură pentru sudarea cu arc cu argon în toată Rusia: Moscova, Sankt Petersburg, Ekaterinburg, Chelyabinsk, Nijni Novgorod și multe alte orașe cu livrare și garanție, sunați-ne! Puteți afla informații detaliate despre condițiile și costul livrării de la managerii noștri.
- Caracteristicile generale ale metodei
- Bare pentru lucrul pe aluminiu
Astăzi, sudarea cu argon este foarte populară în economie nationala. Deoarece în timpul lucrului se folosește de obicei un fir special pentru sudare cu argon, această metodă permite sudarea materialelor care nu se pot realiza cu echipamente simple. Scopul principal al sudării cu argon este conectarea elementelor din tipuri diferite metale și oțeluri neferoase.
Caracteristicile generale ale metodei
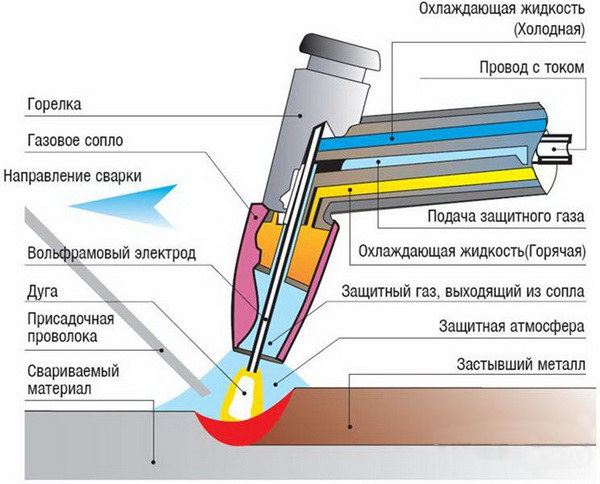
Care este diferența dintre un proces de sudare convențional și unul cu arc de argon? În primul rând, utilizarea argonului, ale cărui caracteristici exclud apariția reacții chimiceîn zona de ardere și topire a metalului. Greutatea specifică a acestui gaz, care este cu aproape 40% mai greu decât aerul, face posibilă deplasarea acestuia din urmă din zona de ardere a arcului, izolând astfel procesul de sudare de contactul cu oxigenul.
Tehnologia de sudare presupune utilizarea a două metode în care se folosesc electrozi consumabili sau neconsumabile. Prin aplicatie electrod neconsumabil se asigură formarea de înaltă calitate a cusăturilor sudate și se menține o adâncime uniformă de topire a metalului. Această metodă este cea principală pentru sudarea îmbinărilor în conducte și elemente de legătură din titan și aliaje de aluminiu.

În timpul funcționării, arcul echipamentului arde între electrod și piesa de sudat. Se obișnuiește să se folosească electrozi din wolfram. Acest metal s-a dovedit de mult timp din partea cea mai bună, fiind foarte fiabil și prezentând un grad ridicat de refractare.
Pentru a îmbunătăți caracteristicile wolframului în fabricarea electrozilor, i se adaugă niște compuși chimici. Dacă este necesar să se folosească material de umplutură, acesta este introdus în zona de ardere din lateral, ceea ce exclude contactul acestuia cu circuitul electric.
Sudarea folosind un electrod consumabil nu este la fel de populară ca tehnologia descrisă mai sus și este rar utilizată.
Înapoi la index
Caracteristicile tijelor de umplere
Sudarea cu arc cu argon poate fi efectuată fără utilizarea materialului de umplutură, dar cel mai mare efect este obținut numai dacă este utilizat. Un astfel de material se numește tije de umplutură pentru sudarea cu arc cu argon. Privite din punct de vedere structural, barele sunt bucăți mici și drepte de sârmă care formează baza unei suduri.
Fiecare bar, în funcție de scop, are propria compoziție și proprietăți. Acest lucru le face să fie legate de firul de umplere, care este folosit în mod convențional lucrari de sudare Oh. Scopul aditivului este sudarea elementelor diferite cu argon, astfel încât acesta trebuie să respecte pe deplin caracteristicile materialului sudat.

În timpul sudării cu argon, tijele de umplutură sunt așezate la baza sudurii.
Deci, utilizarea tijelor pentru sudarea cu argon trebuie să îndeplinească următoarele condiții:
- formați o cusătură ideală în formă și structură;
- asigura anticoroziunea cusăturii;
- creează rezistență la distrugerea intracristalină.
Pentru a îndeplini cerințele menționate, sârma de umplutură poate consta în întregime dintr-un material sau poate avea miezuri din alte aliaje.
De exemplu, barele pentru lucrul cu oțel inoxidabil sunt echipate cu miezuri dintr-un aliaj de crom și nichel.
Sunt utilizate pe scară largă în construcția de conducte, în industria alimentară, chimică și petrolieră, în inginerie mecanică.
Înapoi la index
Bare pentru lucrul pe aluminiu
Sârma pentru lucrul pe aluminiu, care este utilizat la sudarea pieselor în industria navală și aeronautică, trebuie să îndeplinească cerințe foarte înalte, deoarece calitatea vehiculelor și siguranța funcționării acestora depind complet de fiabilitatea acestuia.
Cerințele pentru acest tip de fir includ:
- rezistență la substanțe chimice agresive;
- rezistența la influența mediului și a fenomenelor atmosferice;
- puterea si calitate superioară sudura, confirmată de granulația fină și rezistența la delaminare.
Complexitatea sudării elementelor din aluminiu se explică prin capacitatea metalului de a crea compuși de oxid pe suprafață la punctul de topire, care împiedică funcționarea. În plus, atât aluminiul în sine, cât și aliajele sale nu își schimbă culoarea după topire, ceea ce face mult mai dificil pentru sudor să formeze o cusătură.
Nivelul ridicat de conductivitate termică, pe care îl posedă multe aliaje de metale neferoase, duce la o răcire rapidă a rețelei cristaline și la o creștere a tensiunii în interiorul acesteia. Din acest motiv, cusătura se dovedește adesea a fi deformată, ceea ce duce la crăparea produselor. Toate aceste fenomene negative sunt nivelate atunci când se utilizează sudarea cu arc, care garantează nu numai calitatea cusăturii și absența fisurilor, ci și rezistență ridicată la coroziune. Sârma, care este folosită pentru a crea baza cusăturii, distruge cu ușurință pelicula de oxid care apare pe suprafața elementelor din aluminiu și aliajele sale.
Astăzi industria produce o cantitate mare tije de umplere pentru . Materialul compoziției chimice dorite poate fi selectat pentru aproape toate tipurile de metal: oțeluri slab aliate, cu conținut scăzut de carbon, oțeluri speciale și inoxidabile, aliaje de cupru, titan, aluminiu și altele.
La sudare se folosesc metale de umplutură, care sunt aduse la joncțiunea produselor sudate și topite simultan cu metalul de bază.
Metalul de umplere este folosit pentru a umple canelura cusăturii, pentru a completa pierderile de metal datorate deșeurilor și stropilor, pentru a forma o întărire a cusăturii. Metalele de umplutură sunt folosite sub formă de sârmă și tije.
Principalele cerințe pentru fire de umplutură și tije sunt următoarele:
1) sarma si tijele trebuie sa aiba un diametru corespunzator grosimii metalului care se sudeaza;
2) suprafața sârmei și a tijelor trebuie să fie netedă și curată, fără soltar, rugină, murdărie, ulei, vopsea și alți contaminanți;
3) în timpul topirii, sârma și tijele trebuie să se topească uniform, calm, fără stropire puternică, formând un metal dens omogen depus în timpul solidificării fără incluziuni, pori și alte defecte;
4) metalul depus cu sârmă sau tije trebuie bine prelucrat;
5) sarma si barele trebuie sa aiba o anumita compozitie chimica, apropiata ca compozitie de metalul care se sudeaza;
6) temperatura de topire a firului trebuie să fie egală cu temperatura de topire a metalului care se sudează sau puțin mai mică decât aceasta.
Aceste cerințe sunt îndeplinite de firele de umplutură și tijele standard produse de industria noastră.
Tijele din fontă pentru sudarea fontei trebuie să îndeplinească cerințele GOST 2671-44. Sunt produse în două clase - gradul A și gradul B.
Tijele din fontă sunt produse în următoarele dimensiuni:
Diametru în mm... 4 6 8 10 12 Lungime în mm.... 250 350 450 450-450
Sârma de umplutură utilizată pentru sudarea oțelurilor carbon și aliate trebuie să îndeplinească cerințele GOST 2246-60.
În tabel. 1 prezintă compoziția chimică a unor mărci de sârmă cu electrozi.
Sarma electrod de otel este produsa cu diametre: 0,3; 0,5; 0,8; 1,0; 1,2; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 și 12,0 mm.
Firul este livrat consumatorului în bobine.
Nu utilizați sârmă aleatoare cu compoziție chimică necunoscută pentru sudare. Dacă se primește sârmă de calitate nestandard pentru sudare, este necesar să se facă o analiză chimică completă a acestuia și să se verifice dacă se topește. Sârma este testată pentru topire după cum urmează. Ei iau o bucată de sârmă de 300-500 mm lungime și sudează o mărgele de până la 100 mm lungime pe o placă din metalul corespunzător. Grosimea metalului este considerată egală cu dublul diametrului firului. Dacă în timpul sudării mărgelei firul se topește fără scântei puternice, metalul depus nu se umflă în timpul solidificării și suprafața mărgei are o solzoasă uniformă, fără căderi, atunci un astfel de fir este potrivit pentru sudare.
Pentru sudarea metalelor neferoase, precum și din oțel inoxidabil, în lipsa sârmei necesare, se folosesc uneori benzi tăiate din foi de metal de aceeași calitate cu metalul care se sudează.
Calitatea cusăturii este de obicei mai proastă din cauza lățimii inegale a benzilor.
De regulă, în viața de zi cu zi, diverse tipuri de lucrări de sudare nu au loc la fel de des ca în zonele industriale, unde sudarea este o parte importantă a întregului proces.
Cu toate acestea, atunci când este necesar să se efectueze lucrări de sudare, apare adesea întrebarea cu privire la alegerea metodei și tipului de sudare. aparat de sudura. În plus, se acordă o atenție deosebită procesului de selectare a consumabilelor.
1 Sârmă de umplere și caracteristicile sale
Sudarea, și anume, sârmă de aluminiu, caracterizată printr-o secțiune solidă, afectează direct întregul proces.
Vezi și: descrierea și avantajele tehnologiei de sudare în baie.
De regulă, așa sarma de sudura de umplutura este conceputa pentru efectuarea de lucrări legate de sudarea cu arc mecanizat.
Acest produs contribuie, de asemenea, la formarea suprafeței de aluminiu și aliaje cu conținut suficient într-un mediu plin cu gaze protectoare.
Sârma de umplutură prezentată, realizată din aluminiu, oferă suport pentru toate caracteristicile tehnologice și de sudare de vârf la un nivel înalt.

În plus, acest produs prezintă proprietăți mecanice stabile caracteristice acestui tip de metal, iar cusătura este caracterizată de fiabilitatea ridicată a tuturor îmbinărilor sudate.
1.1 Despre produse
Sârma de umplere, cu care este sudat aluminiul, în funcție de caracteristicile scopului său, este fabricată cu o orientare către două standarde principale:
- GOST 14838-78 - acest fir de sudură de umplutură este destinat pentru răsturnarea la rece a aluminiului și aliajelor cu un conținut ridicat de acesta.
- GOST 7871-75 - umplutură, și anume sârmă pentru sudarea aluminiului și aliajele sale.
Pentru a suda un anumit aliaj, în cele mai multe cazuri, sunt utilizate mai multe tipuri de sârmă (cu accent pe cerințe).
Dar, după cum arată practica, cea mai rațională utilizare a firului, care are un scop universal.
Un astfel de fir de umplere nu este axat pe un grad ridicat de versatilitate și este capabil să ofere fragmentelor conectate cusături cu înaltă indicatori de calitate caracteristici și valori conducătoare. Printre aceștia, merită să acordați atenție unor parametri atât de importanți precum:

Sârmă de sudare din aluminiu TELWIN
- grad ridicat de rezistență la fisuri fierbinți;
- putere;
- indicatori de plasticitate;
- rezistență la procesele dăunătoare de coroziune.
În prezent, gama de aliaje realizate cu aluminiu este destul de extinsă.
Se știe că există o serie de cerințe generalizate care sunt asociate cu procesul de pregătire pentru sudare.
2 Despre caracteristicile materialului
Când utilizați sârmă pentru sudarea aluminiului, marginile și zona situată în jurul cusăturii sunt curățate cu atenție în detaliu.
Aceste activități încep imediat înainte de începere procesul de sudare. Faptul este că un astfel de metal precum aluminiul în cel mai scurt timp posibil este acoperit cu un strat subțire de oxid (Al2O3).
Pentru aceasta, procesul de sudare produs într-un mediu creat artificial gaze inerte speciale de protecție, dintre care cel mai utilizat este argonul.
La sudarea cu un fir, se formează o cerință obligatorie, care trebuie respectată cu strictețe.
Aceasta este o utilizare în timp util. Odată ce ambalajul a fost deschis, timpul de depozitare a produsului trebuie redus la minimum.
Acest lucru se datorează faptului că suprafața de aluminiu este supusă foarte rapid proceselor oxidative, care este direct legată de deteriorarea caracteristicilor de calitate ale firului.
Ar trebui să fie manipulat cu atenție deosebită la niveluri ridicate de umiditate. În industria alimentară și în industriile conexe, sudarea cu aluminiu a pieselor din aluminiu este destul de răspândită.
Procesul de sudare în sine, în care sunt îmbinate produse din oțel inoxidabil și aliaje cu un grad ridicat de rezistență la căldură, se realizează cu participarea directă a unui dispozitiv semiautomat special.
În el conţine cantitatea necesară de gaz de protecţie. Toate tipurile de sârmă de sudură sunt produse conform unei tehnologii care formează un procent mare de oțel înalt aliat în produse, care se caracterizează prin caracteristici de rezistență ridicată la căldură.
În toate cazurile, siliciul și carbonul sunt incluse în compoziția acestui oțel. Datorită includerii siliciului în compoziția sârmei de sudură, indicele de rezistență al sudurii rezultate și celelalte caracteristici calitative ale acesteia cresc de mai multe ori.
Prezența compușilor de carbon oprește formarea coroziunii intercristaline. În plus față de elementele enumerate, sârma de umplutură din aluminiu poate conține nichel și crom.
Acest tip de produs se caracterizează printr-un grad ridicat de rezistență la procesele de coroziune. Este utilizat în domenii precum:
- Inginerie Mecanică;
- industria alimentară;
- industria ușoară;
- industria petrolului;
- constructii navale.
De asemenea, trebuie remarcat faptul că sârma de umplutură din aluminiu de înaltă calitate prezentată este utilizată în mod activ în procesul de sudare cu arc mecanizat.

Varietatea prezentată de sârmă de sudură capabil de înaltă performanță fiecare sudare individuală și caracteristică tehnică, nivelul general de stabilitate proprietăți mecanice cusături și nivelul general de fiabilitate al îmbinării sudate rezultate.
În același timp, majoritatea sudori profesionisti rețineți că aluminiul este cel mai capricios metal din industria de sudare.
Acest material se remarcă printr-o serie de proprietăți speciale pe care trebuie să le cunoașteți și să țineți cont pentru o muncă eficientă.
Când este încălzit, acest material nu își schimbă culoarea inițială și diferă, spre deosebire de majoritatea metalelor, într-o gamă largă de temperaturi de topire.
Acest material este cunoscut pentru proprietățile sale nemagnetice. Acum la vânzare cel mai comun fir de sudură din aluminiu pentru mașini semi-automate. Cel mai adesea este folosit împreună cu aceste unități.
2.1 Nuanțe de aplicare
S-a menționat deja că în toate chestiunile legate de sudare, aluminiul este considerat pe drept unul dintre cele mai capricioase materiale.
Pe baza unui număr de astfel de caracteristici, sudarea elementelor sale se realizează folosind un tip special de electrozi.
În acest caz, ca atare electrod special, este sarma de sudura de aluminiu. Este realizat din combinații de elemente precum aluminiu și mangan, aluminiu și siliciu, aluminiu și magneziu.
Domeniul de aplicare al consumabilelor prezentate depinde direct de care dintre elementele suplimentare este conținut în compoziția sa.
De exemplu, firul care conține un aliaj de siliciu și aluminiu este produs cu accent pe marcajul SV-AK5.
Adesea, tipul de consumabil prezentat este utilizat la instalarea aeronavelor, a plăcilor de susținere și a blocurilor motoare.
În cazul în care manganul intră în contact cu aluminiul, sârma este produsă sub marcajul SV-AM5 Tipul de produse prezentat se caracterizează prin prezența caracteristicilor de rezistență ridicată și rezistență puternică la efectele nocive ale umidității.
Pe baza unor astfel de proprietăți specifice, un astfel de fir de sudură utilizat pe scară largă în industrii precum construcţii navale şi industria berii.
În cazul în care fabricarea firului de sudură prezentat se caracterizează prin prezența în acesta compoziție chimică magneziu, de ieșire se formează produse etichetate CB-AMP.La fel ca cele două soiuri descrise mai sus, și acesta se caracterizează printr-o gamă destul de largă de aplicații.
Excepție fac acele cazuri în care valoarea nivelului impactului termic asupra cusăturii rezultate va fi egală cu 800ºC. Dacă este nevoie de sudare sau suprafață a produselor realizate din aluminiu, atunci se folosește un tip special de electrod.
Se prezintă sub formă de sârmă de sudură din aluminiu cu secțiune solidă. Tipul de sârmă prezentat este utilizat pe scară largă atât la sudarea mecanică, cât și la sudarea cu arc într-un mediu plin cu gaze de protecție.
La sudarea diferitelor părți structurale din aluminiu, utilizarea unui astfel de fir capabil să ofere niveluri ridicate de stabilitate conexiunea rezultată.
Același lucru este valabil și pentru caracteristicile parametrilor mecanici ai sudurii create. Acum, cele mai răspândite mărci de produse precum ER-4043 și ER-5356.

În cele mai multe cazuri, utilizarea primului tip este relevantă la sudarea acelor părți care includ siliciu.
Opțiunile analogice sunt reprezentate de marcajele SV-AK5 și SV-AK6. A doua varietate, în cele mai multe cazuri, este implicată în sudarea și suprafața acelor părți care includ magneziu.
Există produse alternative care sunt produse sub marcajul SV-Amr5. Sudura, obținută cu ajutorul unui astfel de consumabil, are caracteristici de rezistență destul de ridicate.
Sunt superioare produselor ER-4043. Sârma de aluminiu de sudură prezentată poate fi folosit nu numai ca electrod principal, ci și ca material cu care se poate face aditivul.
În cazul în care marcarea produsului este selectată în strictă conformitate cu caracteristici de proiectareși cerințe, apoi primite îmbinare sudata va fi de foarte înaltă calitate și foarte durabil.
Astfel de sudură are întotdeauna un nivel suficient de ridicat de rezistență mecanică, etanșeitate și rezistență maximă la efectele nocive ale proceselor corozive.
Iar proprietățile magnetice slab exprimate ale materialului consumabil prezentat și cusătura obținută ulterior vor contribui la păstrarea unui aspect plăcut din punct de vedere estetic. aspectîntreaga structură.
2.2 Procesul semi-automat de sudare a aluminiului (video)



