Sudarea cu arc cu argon a aluminiului video. Sudarea cu argon - tehnologie și tutoriale video pentru începători.
Sudarea manuală cu arc cu argon este unul dintre cele mai versatile metale. Cu experiența și abilitățile adecvate ale sudorului - operator, această specie sudarea permite obținerea de suduri de înaltă calitate, cu caracteristici excelente de rezistență și estetică externă a îmbinărilor sudate.
Nevoia de cupru, titan, oțel inoxidabil a început de mult să apară nu numai în producție, ci și în viața de zi cu zi. Echipamentul tradițional nu face întotdeauna față bine unor astfel de sarcini. Pentru diverse lucrări de reparații și fabricarea de structuri din astfel de materiale, se utilizează sudarea cu argon, a cărei instruire pe site-ul nostru web vă va ajuta să o faceți singur.
De fapt procesul de sudare- nu este o procedură atât de complicată, și puteți obține rezultate bune chiar și cu o metodă precum sudare cu argon: lecțiile video oferă o oportunitate de a verifica acest lucru.
Caracteristicile sudării cu arc cu argon
Caracteristica principală și distinctivă este utilizarea unui electrod neconsumabil (tungsten) și a unui electrod inert gaz protector argon, datorită utilizării căruia calitate superioarăși fiabilitatea îmbinărilor sudate.
Aplicarea tehnologiei argon sudare cu arc vă permite să obțineți cusături puternice, uniforme și îngrijite. Cum are loc sudarea cu argon, tutorialele video demonstrează clar și în detaliu, deoarece este necesar să se țină cont de multe subtilități în proces.

Cum să țineți corect o lanternă
Manipulările în sudarea cu arc cu argon sunt efectuate de o lanternă specială cu argon. Datorită caracteristicilor sale de proiectare, un electrod de wolfram este instalat în arzător în așa fel încât vârful său să iasă în afară cu câțiva milimetri deasupra suprafeței duzei ceramice restrictive. De obicei, sudorul controlează lanterna cu mâna dreaptă, aducând-o cât mai aproape de bazinul de sudură.
Un arc scurt crește adâncimea de penetrare a metalului și, în exterior, face cusătura estetică. Prin urmare, pentru ca sudarea cu argon să aibă loc corect, să înveți cum să manipulezi lanterna pentru a menține lungimea corectă a arcului nu este ultimul lucru. Spre deosebire de un electrod stick, mișcările oscilatorii frecvente nu sunt permise atunci când se execută sudarea cu argon, lecțiile video vă vor permite să stăpâniți tehnica corecta munca arzatorului.

Aprovizionare cu material de umplutură
Fuziunea marginilor și formarea sudurii în sudarea argon-arc se poate realiza atât cu ajutorul numai a căldurii arcului de sudare, cât și cu utilizarea tijelor de umplutură. Modul în care materialul de umplutură va fi introdus în zona de sudură depinde de cât de largă va fi cusătura și cât de uniformă va fi.
Este necesar să se evite o aprovizionare bruscă a aditivului, pentru a evita stropii, este mai bine să-l introduci uniform, cu mișcări netede și uniforme, în unghi față de suprafața de sudat pe toată lungimea sudurii. Aditivul trebuie furnizat înaintea pistoletului de sudură. Este important să monitorizați în mod constant ca firul de umplere să nu părăsească zona de protecție împotriva gazului.
Desigur, toate acestea se realizează cu practică și experiență, dar pentru cei care urmăresc videoclipuri care demonstrează sudarea cu argon, învățarea prin practică va evita cele mai frecvente greșeli făcute la început.

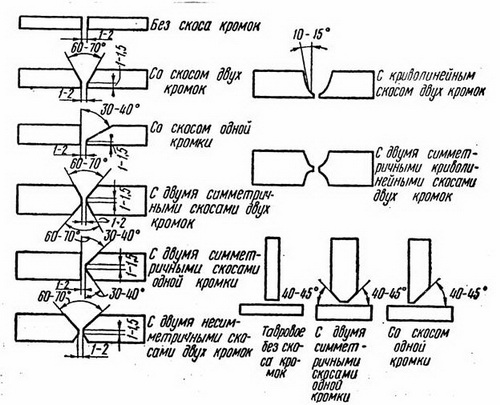
Pregătirea marginilor
Versatilitatea utilizării sudării manuale cu arc cu argon are un dezavantaj. Aceasta este cea mai capricioasă și capricioasă sudură în ceea ce privește pregătirea suprafețelor pentru a fi sudate, margini, piese, ansambluri și așa mai departe. Un argonist profesionist va avea cu siguranță un întreg arsenal de echipamente, unelte, accesorii și tot felul de dispozitive pentru munca pregătitoare.
Este atât un instrument abraziv cât și o cantitate mare bavuri, tăietori, duze, precum și tot ceea ce oferă o metodă de curățare chimică: de la o sticlă de acetonă și o cârpă - atunci când lucrați într-un garaj personal, la băi galvanice electrochimice uriașe utilizate în producția pe scară largă: mașini-unelte și construcții navale, în fabricarea de containere pentru industria chimică, alimentară și criogenică.
50% din succesul sudării cu arc cu argon este puritatea elementelor de sudat, oricât de banal ar suna, de aceea este recomandat să începeți lucrul prin curățarea părților suprafețelor de sudat de grăsimi, oxizi și alți contaminanți.
Mai multe despre acest subiect pe site-ul nostru:
-
Sudarea cu electrozi metalici este cea mai veche și mai cunoscută tehnologie în sudarea cu arc. Lecțiile de sudare cu electrozi sunt solicitate atât în rândul profesioniștilor, cât și al amatorilor.... -
Conform clasificării acceptate, oţel inoxidabil se referă la oțeluri înalt aliate, care au rezistență ridicată la coroziune. În compoziția sa, componenta principală de aliere este cromul, al cărui conținut variază ... -
Înainte de a începe lucrul, ar trebui să revizuiți cu atenție „Sudura cu argon. Video" pentru a înțelege beneficiile utilizării acestuia, nuanțele procesului în sine, precum și cele mai frecvente greșeli care ... -
Sudarea cu argon este populară deoarece, în comparație cu alte tipuri de sudare, se distinge prin precizia cusăturii, rezistența și durabilitatea acesteia. Sudarea cu argon se poate face independent sau invitat...
Cupru etc.), care practic nu sunt susceptibile de îmbinare folosind echipamente tradiționale, prin urmare, sudarea cu arc cu argon este utilizată cu succes pentru a crea structuri dintr-o singură piesă din aceste materiale. Sudarea cu argon este realizată pe un echipament standard sau folosind o unitate de casă și necesită anumite abilități și cunoștințe, fără de care procesul este sortit eșecului.
Lanterna de sudare cu argon
Caracteristicile sudării cu arc cu argon
În sudarea argon-arc, procesul are loc într-un mediu cu gaz inert (argon), care protejează suprafețele de împerechere de oxidare, îmbunătățind astfel calitatea sudurii. poate fi efectuată în mod manual și automat folosind un electrod neconsumabil și consumabil.
La fel de electrod neconsumabilîn sudarea cu arc cu argon, se folosește de obicei un element de wolfram, deoarece este un material foarte refractar. Folosind această metodă de sudare, este posibil să se conecteze în mod fiabil materiale care sunt foarte greu de sudat în mod tradițional și chiar piese diferite.
Caracteristici ale tehnologiei în sudarea cu arc cu argon
Pentru o muncă încrezătoare și productivă, ar trebui să știți să gătiți cu argon și să urmați câteva reguli, a căror implementare va facilita foarte mult procesul și vă va permite să obțineți o sudură de înaltă calitate.
Sudarea cu arc cu argon de tip do-it-yourself implică crearea unei cusături puternice și fiabile și, prin urmare, necesită atenție sporită la efectuarea lucrărilor.
- Electrodul neconsumabil trebuie menținut cât mai aproape de suprafața de sudat, creând cea mai scurtă lungime de arc posibil. Odată cu creșterea arcului, adâncimea de penetrare a metalului scade și lățimea cusăturii crește, adică calitatea are de suferit.
- De obicei, în sudarea cu argon-arc, se efectuează o singură mișcare, care este îndreptată de-a lungul axei sudurii. Absența mișcărilor transversale frecvente face posibilă crearea unei cusături mai înguste și mai plăcute din punct de vedere estetic, care distinge această tehnologie de utilizarea electrozilor acoperiți.
- Pentru a preveni saturarea suprafețelor care urmează să fie sudate cu azot și conținute în aer, trebuie avut grijă să se asigure că electrodul neconsumabil și firul de umplere se află în zona de protecție cu argon.
- Cu un avans ascuțit sarma de sudura se observă stropirea activă a metalului. Pentru a preveni acest proces, sârma ar trebui să fie alimentată foarte ușor, ceea ce se realizează prin practică.
- Unul dintre indicatorii calității unei suduri este pătrunderea acesteia, care poate fi judecată după forma formată de bazinul de sudură. O bună penetrare poate fi apreciată de un bazin de sudură care este alungit în direcția direcției de sudare, iar o formă ovală sau rotundă indică o penetrare insuficientă a suprafeței.
- La sudarea cu un electrod neconsumabil, firul de umplutură trebuie așezat în unghi față de suprafața de sudat în fața pistoletului, evitând vibrațiile transversale. În acest fel este mai ușor să se asigure o cusătură de sudură uniformă și îngustă.
- Craterul este sudat la sfârșitul lucrului prin scăderea curentului cu un reostat (este greșit să opriți lucrul prin ruperea arcului, retragerea arzătorului, deoarece protecția cusăturii este redusă brusc). De obicei, alimentarea cu gaz (argon) este oprită la 7-10 secunde după terminarea lucrului, iar alimentarea cu gaz în zona de îmbinare trebuie începută cu 15-20 de secunde înainte de începerea procesului.
- Înainte de începerea lucrari de sudare suprafețele pieselor trebuie curățate de oxizi și murdărie prin mecanic sau prin mijloace chimice si degreseaza.
 Principiul sudării cu argon
Principiul sudării cu argon Parametrii de mod pentru sudarea cu arc cu argon
Sudarea cu argon mâinile vor trece la un nivel înalt, dacă alegi modurile optime care să asigure cel mai eficient proces.
- Polaritatea și direcția curentului sunt selectate în funcție de proprietățile metalului de sudat. În mod normal, atunci când se lucrează cu oțeluri și aliaje de bază, se folosește un curent continuu de polaritate directă. Sudarea aluminiului, magneziului și beriliului se realizează de preferință la polaritate inversă, care contribuie la distrugerea mai rapidă a peliculei de oxid.
- Curentul de sudare setat depinde de marca și compoziția materialelor, de diametrul electrodului de wolfram, precum și de polaritatea curentului. Datele precise ale modului pentru rezolvarea unei probleme specifice ar trebui selectate din materiale de referință sau pe baza propriei experiențe.
- Tensiunea arcului este complet dependentă de lungimea acestuia, de aceea se recomandă efectuarea lucrărilor, creând un arc minim, realizând o scădere a tensiunii. Odată cu creșterea lungimii arcului, tensiunea crește și calitatea sudurii se deteriorează.
- Debitul de gaz inert trebuie setat astfel încât să se creeze un flux laminar, care va proteja complet suprafețele care urmează să fie sudate de oxidare.
 Moduri de sudare a metalelor
Moduri de sudare a metalelor Selectarea modurilor optime este un proces destul de complicat, prin urmare, sudarea cu arc cu argon, formarea ar trebui efectuată de un specialist cu experiență, care are atât cunoștințe teoretice, cât și abilități practice în efectuarea unor astfel de lucrări.
Modernizarea unui aparat de sudura convențional pentru utilizarea argonului
Adesea, sudarea cu argon de tip bricolaj este efectuată pe una non-standard, adică un aparat transformat pentru a rezolva probleme specifice. Pentru a asigura calitatea muncii, vor fi necesare două unități suplimentare pentru a ajuta la desfășurarea procesului la un nivel ridicat de calitate.
- Un oscilator este un dispozitiv folosit pentru aprinderea fără contact a unui arc electric. Menține o descărcare stabilă a arcului atunci când funcționează în moduri care necesită utilizarea curentului alternativ. Deoarece aprinderea arcului în timpul sudării cu arc cu argon este imposibilă din mai multe motive prin atingerea directă a suprafeței de lucru cu electrodul, oscilatorul generează o descărcare de înaltă tensiune (4 - 8 kW), care sparge întreruperea arcului.
- Reostatul de balast este utilizat pentru a regla puterea curentului și pentru a selecta parametrii optimi la sudarea pieselor din material diferit. La sudarea aluminiului curent alternativ se recomanda reglarea reostatului in limite foarte inguste (15-20%), deoarece componenta de curent continuu oricum nu poate fi compensata.
Avantajele și dezavantajele sudării cu arc cu argon
Vă puteți familiariza cu procesul mai clar urmărind sudarea cu arc cu argon (video), care arată metodele de instalare a echipamentelor și metodele de împerechere a diferitelor suprafețe.
Avantaje:
- zona de încălzire a metalului de bază este foarte mică, ceea ce păstrează forma originală a semifabricatelor;
- argonul este gaz inert, a cărui greutate specifică este mai grea decât aerul, prin urmare protejează în mod fiabil suprafețele care trebuie sudate de influențele mediului;
- puterea termică mare a arcului vă permite să creșteți viteza de lucru;
- simplitatea metodelor tehnice face ca această metodă de sudare să fie în general accesibilă;
- posibilitatea de a suda piese care nu pot fi conectate în alt mod, cu o cusătură îngrijită și estetică.
Defecte:
- posibilitatea unei protecții incomplete a cusăturilor atunci când se lucrează în vânt puternic sau curenți de aer, deoarece o parte din argon ar putea să nu ajungă la destinație;
- atunci când lucrați cu un arc de mare amperi, este de preferat să utilizați o răcire suplimentară;
- echipamente destul de complexe utilizate pentru lucrare și unele dificultăți în reglarea fină.
Pentru o cunoaștere mai detaliată a procesului, ar trebui să vedeți cum să gătiți cu argon (video), care arată toate caracteristicile procesului într-un mod foarte accesibil, precum și să vă familiarizați cu echipamentul necesar.
Adesea, este nevoie de sudarea materialelor care nu sunt conectate în timpul tipurilor convenționale de sudare, de exemplu, aluminiu, cupru, titan și așa mai departe. Prin urmare, pentru a crea o structură solidă dintr-o singură bucată din aceste metale, se utilizează sudarea cu argon. Ce este sudarea cu argon, cum funcționează? La aceste întrebări și la alte întrebări se răspunde în acest articol.
Procesul - sudarea cu arc cu argon are loc într-un mediu de gaz argon inert, de unde și denumirea procesului de sudare. Utilizarea argonului în sudare la îmbinarea a două metale este o protecție împotriva oxidării, care poate apărea din cauza contactului cu oxigenul din aer. Adică, argonul acoperă zona de sudare și împiedică pătrunderea oxigenului în zona suprafețelor de împerechere.
Modul de sudare în sine poate fi efectuat manual, semi-automat și automat. Există o clasificare a modurilor care depind tocmai de metodele descrise mai sus și de tipul de electrod implicat în procesul de sudare. Două tipuri de electrozi: consumabili și neconsumabile. Al doilea tip este sârma de wolfram, cu care puteți garanta o conexiune puternică și fiabilă a două metale, chiar și a celor diferite.
Deci, clasificarea modurilor de sudare cu arc cu argon:
- Sudarea manuală cu argon, unde se folosește un electrod neconsumabil - marcarea acestuia este RAD.
- Sudarea cu argon este automată, unde se folosește un element neconsumabil - AMA.
- Sudarea cu arc cu argon de tip automat, unde se folosește un electrod consumabil - AADP.
Tehnica sudării cu argon
Cunoașterea unor reguli va facilita procesul de sudare cu argon și vă va permite să obțineți o sudură de înaltă calitate.
- Cu cât arcul de sudură este mai lung, cu atât cusătura este mai largă și adâncimea sa mai mică, ceea ce reduce calitatea îmbinării cusăturii. Prin urmare, se recomandă menținerea electrodului neconsumabil cât mai aproape de îmbinarea pieselor ce urmează a fi sudate.
- Pentru a crea o cusătură îngustă și adâncă, este necesar să urmăriți numai mișcarea longitudinală a electrodului și a pistolului. Abaterile laterale (mișcări transversale) reduc calitatea îmbinare de sudare. Prin urmare, atunci când sudați cu argon, este necesară precizia și atenția sudorului.
- Sârma de umplere și electrodul neconsumabil trebuie să fie numai în zona de sudare, acoperite cu argon. Acest lucru va împiedica pătrunderea oxigenului și a azotului în zonă.
- Sârma de umplere trebuie alimentată fără probleme și uniform. O alimentare ascuțită este o pulverizare de metal în cantități mari. Procesul de aplicare nu este cel mai ușor, totul vine cu experiență.
- Există un astfel de indicator - penetrare. În sudarea cu argon, aceasta este determinată de sudarea în sine. Dacă are o formă rotunjită și convexă, atunci aceasta indică calitatea sa scăzută. Pătrunderea la suprafață a fost insuficientă.
- Sârma de umplere este alimentată în fața arzătorului cu un electrod neconsumabil. În plus, este alimentat în unghi. Aceste cerințe asigură uniformitatea sudurii și lățimea redusă a acesteia. Este atât de convenabil să controlezi procesul de sudare în sine.
- Este imposibil să începeți și să terminați brusc sudarea cu argon, deoarece aceasta deschide accesul oxigenului și azotului în zona de sudare. Prin urmare, se recomandă începerea sudării după 15-20 de secunde, când se începe alimentarea cu gaz inert la îmbinarea conexiunii a două metale. Și terminați (înlăturați firul de umplere) înainte ca arzătorul să fie oprit. Acest lucru durează de obicei 7-10 secunde.
Atenţie! Trebuie să terminați procesul de sudare reducând puterea curentului folosind un reostat, care face parte din aparatul de sudură. Simpla retragere a arzătorului înseamnă deschiderea accesului la zona de sudare cu azot și oxigen.
Îmbinările de sudat Părți metalice trebuie curățat și degresat înainte de a începe lucrul.
Moduri de sudare cu argon
Sudarea cu argon va fi de înaltă calitate dacă alegeți corect modul optim al procesului.
- Alegerea polarității și a direcției curentului va depinde de proprietățile metalelor sudate. Deci, cu structurile din oțel în sudarea cu argon, se folosește un curent continuu de polaritate directă. Pentru sudarea aluminiului sau beriliului se folosește curent continuu de polaritate inversă.
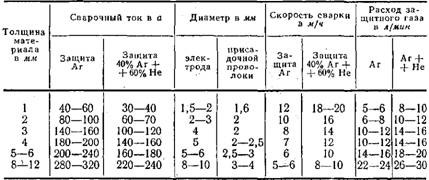
- Puterea curentului de sudat este selectată pe baza a trei componente: diametrul electrodului utilizat, tipul de metal al pieselor care urmează a fi sudate și grosimea acestora și polaritate. Relația tuturor parametrilor este determinată de valori tabelare. Unii maeștri fac alegerea pe baza propriei experiențe. Iată unul dintre tabelele care determină modul de funcționare al sudării cu arc cu argon a titanului.
- După cum sa menționat mai sus, cu cât arcul de sudură este mai scurt, cu atât cusătura este mai bună. Aceeași dependență a tensiunii arcului și a lungimii acestuia.
- Consumul de gaz inert depinde de puterea și uniformitatea debitului acestuia care iese din arzător. Experții recomandă crearea unui flux de tip laminar. Adică, gazul este furnizat fără pulsații.
Alegerea modului potrivit nu este o sarcină ușoară. Prin urmare, chiar și în procesul de învățare, trebuie să studiați teoria și să stăpâniți abilitățile practice.
Avantaje și dezavantaje
Avantajele sudării cu arc cu argon includ:
- Nu căldură incalzire, care mentine marimea si forma celor doua produse sudate.
- Gazul argon este inert, ceea ce înseamnă că este mai greu și mai dens decât aerul, oferind protecție maximă zonei de sudură.
- Puterea termică a arcului este destul de mare, ceea ce permite ca procesul de sudare în sine să fie efectuat într-o perioadă scurtă de timp.
- Procesul în sine este simplu, așa că este ușor de învățat.
- Acest proces de sudare vă permite să vă conectați tipuri diferite metale care nu pot fi îmbinate cu alte furci de sudura.
Defecte:
- Cu curent de aer și vânt, o parte din protecția cu argon dispare, ceea ce scade calitatea sudurii. Prin urmare, se recomandă ca întregul proces să fie efectuat în spații închise cu o bună ventilație.
- Echipamentul de sudare este destul de complex și, în plus, nu este ușor să configurați moduri de sudare.
- Dacă este necesar un arc de mare amperi în timpul procesului de îmbinare, atunci trebuie luată în considerare răcirea suplimentară a metalelor îmbinate.
Principiul de funcționare a echipamentelor de sudare
Parte echipament de sudură include:
- Aparat de sudura de orice tip pentru sudarea cu arc, la care tensiunea in circuit deschis este de: 60-70 volti.
- Contactor de putere, cu ajutorul căruia se va furniza tensiune de la aparatul de sudură la arzător.
- Oscilator. Acest dispozitiv convertește tensiunea de rețea de 220 volți și o frecvență de oscilație de 50 Hz într-o tensiune de 2000-6000 volți cu o frecvență de 150-500 kHz. Acești parametri ai curentului electric facilitează lovirea arcului.
- Dispozitiv pentru suflarea zonei de sudare cu argon.
- Arzatorul este ceramic.
- Un cilindru pentru argon, este conectat la arzător printr-un reductor și un furtun.
- Electrod neconsumabil și fir de umplere.
Cum funcționează sudarea cu argon, puteți viziona un videoclip, dar principiul este acesta. În primul rând, se reglează modul de sudare și se curăță metalele de îmbinat. Arzatorul este luat in mana dreapta, firul de umplere in stanga, nu este conectat la curent. Pe mânerul pistoletului există un buton special cu care puteți furniza gaz de protecție în zona de sudare. Alimentarea cu gaz este pornită cu 20 de secunde înainte de începerea sudării.
Arzatorul trebuie coborat astfel incat sa ramana o distanta mica intre electrodul neconsumabil si suprafetele de sudat - in limita a 2 mm. Apropo, electrodul este introdus în arzător în așa fel încât să iasă din el un capăt de cel mult 5 mm. În interiorul arzătorului există un zăvor în care este introdus un electrod de orice diametru.
Aparatul de sudură este pornit și electrodului i se aplică tensiune. Între acesta și metalele îmbinate apare un arc. În acest moment, argonul este furnizat de la duza arzătorului, care acoperă zona de sudare. Sudorul introduce un fir de umplutură în îmbinarea de sudură, care, sub acțiunea unui arc electric, se topește și acoperă golul dintre piese. În acest caz, se efectuează o mișcare lentă de-a lungul cusăturii.
Nu aprindeți electrodul prin contactul cu metalele sudate. Un oscilator este folosit special pentru aprindere, așa cum se arată în videoclip.
Tipuri de echipamente de sudare
Pentru sudare cu argon se folosesc patru tipuri de echipamente.
- Manual (prezentat în videoclip) este atunci când sudorul ține atât lanterna cât și firul de umplere cu propriile mâini.
- Opțiune mecanizată - sudorul ține lanterna, iar firul este alimentat în mod mecanizat.
- Sudare automata cu argon-arc - nu exista sudor, acesta este inlocuit de un operator care monitorizeaza procesul, deoarece atat lanterna cat si sarma de umplere sunt alimentate automat.
- Proces de sudare robotizată. Este stabilit un program care este pe deplin responsabil pentru procesul în curs.
Cel mai important avantaj al sudării cu arc cu argon este capacitatea de a suda părți ale acelor metale care nu pot fi îmbinate în alte moduri. Și în viața de zi cu zi, astfel de situații sunt adesea întâlnite, de exemplu, andocarea țevilor din oțel inoxidabil. Asigurați-vă că urmăriți videoclipul de pe această pagină a site-ului.
Sudarea TIG este o abilitate ușor de dobândit chiar și fără abilități speciale de sudare. Lecții video pentru începători pentru a ajuta la stăpânirea acestei abilități. Cum să gătești cu argon, maeștrii de sudură te vor ajuta să-ți dai seama. Oferim o descriere introductivă a procesului și tutoriale video informative.
Capacitatea de a efectua sudarea cu argon economisește în mod semnificativ bani. A apela la un specialist este o „plăcere scumpă”. În special, va costa un ban destul de mult dacă trebuie să efectuați în mod regulat lucrări de sudare. Prin urmare, o serie de lecții video vă va oferi ocazia de a stăpâni o abilitate utilă fără prea mult efort. Pentru început, vom analiza unde se utilizează sudarea cu argon.
Unde se folosește sudarea cu argon?
Ea este potrivită pentru sudarea metalelor: oțel aliat, aluminiu, titan. Acest tip de sudare este eficient în lucrul cu aliaje. De exemplu, aluminiul este foarte greu de sudat în alte moduri. Și în procesul de utilizare a gazului argon, aluminiul va fi conectat cu o cusătură durabilă și frumoasă.
Metoda are o serie de avantaje în comparație cu alte metode:
- Se formează un flux de plasmă, care sporește strălucirea și topirea marginilor.
- Se execută lucrări atât la piese mari, cât și la bijuterii.
- Materialul de umplutură este utilizat la minimum.
- Cusăturile sunt uniforme și fiabile.
Principiile de bază ale sudării cu argon
Dacă maestrul are experienţă cu sudare cu gaz, apoi se ocupă de tehnologie argon va fi usor. Sunt foarte asemănătoare între ele: arc electric incalzeste marginile pieselor de legatura.
Procesul folosește gaz pentru a suprima reacții chimice. Este introdus în baie și asigură un nivel ridicat de calitate a cusăturilor. Fără un gaz inert, metalul reacționează cu aerul, astfel că sudura este defectuoasă și de rezistență scăzută.
Echipamentul necesar pentru mașină
- transformator de sudare. Pe baza acestuia, se poate realiza un aparat de casă (tensiune de până la 60 V).
- Canderboard.
- Contactor.
- Debitmetru.
- Cronometru care urmărește timpul de alimentare cu argon.
- Arzator cu regulator de racire cu aer.
- Butelii cu gaz protector - argon.
- Tije de wolfram.
- Furtun care conectează buteliile de gaz și arzătorul.
- Cabluri electrice care conectează rețeaua, aparatul, arzătorul și pământul.
- Fir aditiv.
 Partea principală a aparatului arzător. Conține un electrod de wolfram. Pentru aceasta, în proiect este prevăzut un suport de clemă. Fixează perfect electrozii de diferite dimensiuni, care sunt selectați în funcție de tipul de lucru. Electrodul iese deasupra capătului suportului cu 2-5 mm.
Partea principală a aparatului arzător. Conține un electrod de wolfram. Pentru aceasta, în proiect este prevăzut un suport de clemă. Fixează perfect electrozii de diferite dimensiuni, care sunt selectați în funcție de tipul de lucru. Electrodul iese deasupra capătului suportului cu 2-5 mm.
În jurul arzătorului este duză. Îndeplinește două funcții de protecție: salvează zona de lucru și protejează electrodul de wolfram.
Se folosesc electrozi consumabili și neconsumabile. De cele mai multe ori sunt făcute din tungsten- Acesta este materialul care nu se topește. Consumul electrodului depinde de materialul aliat și de grosimea piesei de prelucrat. Electrodul în sine afectează consumul de energie cheltuit pentru conectarea pieselor de prelucrat.
Pentru ca materialul să fie sudat, materialul de umplutură este utilizat sub formă de fir subțire de metal. material de umplutură sârmă ar trebui să fie cât mai aproape de piesele care urmează a fi sudate din punct de vedere al compoziției. Se ține cont și de diametrul firului. Pentru începători, tabele speciale vor ajuta la determinarea dimensiunii materialului de umplutură.
Gaz trebuie aplicat cu 20 de secunde înainte de apariția arcului și se termină cu 10 secunde mai târziu.
 Dispozitiv suplimentar - oscilator- modifică aspectul arcului electric, îl face mai stabil și, în consecință, facilitează procesul de sudare. Acesta generează impulsuri de curent de înaltă frecvență.
Dispozitiv suplimentar - oscilator- modifică aspectul arcului electric, îl face mai stabil și, în consecință, facilitează procesul de sudare. Acesta generează impulsuri de curent de înaltă frecvență.
Pentru începători, această îmbunătățire vă va permite să faceți cusături de sudură mai repede și mai bine. Cum să asamblați dispozitivul și să vă conectați pentru a începe este discutat în detaliu în videoclipuri. Pentru un exemplu, vezi video sudarea titanului cu argon, dată la sfârșitul articolului.
Ce sunt aparatele de sudura?
- Sudare manuală cu arc cu argon. Pentru aceasta, se folosește un electrod neconsumabil (RAD). Numele vorbește de la sine. Materialul pentru aditiv și aparatul sunt în mâinile sudorului. Arcul de sudură este îndepărtat de pe lanternă, butonul este apăsat și pornește alimentarea cu argon. Pe de altă parte, sudorul introduce material de umplutură în zona de impact al arcului. Acest tip de muncă este ușor de stăpânit. Pe exemplul videoclipului „sudarea aluminiului cu argon” puteți înțelege cât de ușor este acest tip de lucru.
- Sudare automată cu argon. Cu acesta, se folosește un electrod neconsumabil (AMA).
- arc de argon sudare automată folosind un electrod de tip consumabil (AADP).
Când cumpărați un dispozitiv personal, acordați atenție marcare. Denumirea „TIG” indică faptul că dispozitivul funcționează cu electrozi de wolfram. Acest dispozitiv este perfect pentru începători.
Este mai bine ca sudorii începători să înceapă să sudeze părți sau structuri dintr-un material omogen cu argon. Când există deja o anumită experiență, sudorul poate experimenta cu fabricarea pieselor din metale neferoase.
Sudarea TIG pe un videoclip special pregătit pentru a vorbi despre principalele etape de lucru pentru începători. Se luminează etape proces de sudare:
- pregătitoare. Cum și cu ce să procesați semifabricatele astfel încât cusăturile să fie netede și fiabile. În această etapă, aplicați Sander si chimicale.
- O masă este atașată pieselor de îmbinat. Fiecare dimensiune a piesei are propriile metode de atașare a masei. Și din nou, tabele și videoclipurile speciale despre sudarea cu argon vin în ajutor.
- În primul rând, se furnizează gaz și apoi se creează un arc electric.
- Distanța de la aparatul de sudură la piesele de prelucrat trebuie să fie de până la 2 mm. Rezultatul este o cusătură îngustă și fiabilă.
- Materialul de umplutură este introdus în zona de sudare cu mișcări netede. Metalul nu trebuie să stropească.
- Mișcarea arzătorului și a materialului de umplutură se face numai de-a lungul cusăturii. Mișcările transversale deteriorează piesele de prelucrat și fac cusătura slabă și de proastă calitate.
- Sârma de umplere este alimentată în fața arzătorului. Ele trebuie ținute într-un unghi. Acest aliment este cel mai convenabil pentru a obține o cusătură de calitate.
Capacitatea de a conecta două părți din aliaje complexe este o abilitate utilă care poate fi utilă într-o varietate de situații. Nu este dificil să stăpânești această abilitate, vizualizarea unui număr de lecții și puțină pregătire vă va permite să începeți să o utilizați activ în Viata de zi cu zi. După antrenament, un începător va putea face produse chiar din aluminiu si titan.
Este foarte popular atât în rândul specialiștilor, cât și al amatorilor, care sunt ajutați să-l stăpânească prin lecții video pentru începători. Această tehnologie este utilizată pentru sudarea metalelor greu de îmbinat: inox și alte tipuri, titan, cupru, aluminiu, aliajele acestora etc. Este una dintre puținele metode care permit obținerea îmbinărilor de înaltă calitate și fiabile ale pieselor realizate. din metalele enumerate mai sus.
Pentru specialiștii începători va fi destul de dificil să gătească metale neferoase folosind această tehnologie - este mai bine să puneți mâna pe conexiunea pieselor din oțel. Dacă aveți deja experiență în sudare, puteți urmări tutoriale video și puteți începe să învățați elementele de bază ale acestei metode.
Cunoașterea tehnologiei de sudare cu argon va economisi bani decenti, care altfel ar trebui plătiți de specialiști calificați. Scopul articolului care vă este adus în atenție este de a oferi toate informațiile necesare legate de sudarea cu ecranare cu argon (presiunea gazului, consumabilele, pregătirea pieselor de diverse forme și din diferite materiale pentru lucru și multe altele). După ce ați învățat informațiile primite și după ce ați trecut un simplu antrenament video, puteți începe să gătiți piese din diferite metale prin această tehnologie.
Care sunt caracteristicile sudării cu argon
Sudarea cu argon are multe în comun cu tehnologiile cu arc electric și gaz (principiul încălzirii marginilor pieselor de îmbinat cu ajutorul unui arc electric, utilizarea gazului și tehnica executării lucrărilor). Aceste metode au, de asemenea, diferențe semnificative de care ar trebui să fie conștienți atât un specialist, cât și un sudor începător.
Topirea marginilor pieselor îmbinate și a materialului de umplutură în timpul sudării cu argon, așa cum sa menționat mai sus, asigură temperatura ridicată eliberată în timpul arderii arcului electric. Necesitatea folosirii argonului, care acționează ca un gaz protector, se explică prin proprietățile metalelor care sunt sudate folosind această tehnologie.
Oțelurile aliate și majoritatea metalelor neferoase (precum și aliajele pe bază de acestea) în procesul de încălzire și topire încep să interacționeze activ cu gazele conținute în aerul ambiant - oxigen, azot, hidrogen etc. Ca urmare a unei astfel de interacțiuni , se formează o peliculă de oxid refractar pe suprafața metalului în curs de prelucrare (și aluminiul topit, în contact cu oxigenul, poate chiar să se aprindă).
Argonul furnizat zonei de sudare oferă o protecție fiabilă, deoarece este un gaz inert, care, datorită masei sale mai mari, stoarce toți ceilalți compuși gazoși din zona bazinului de sudură.
Argonul, care asigură o protecție fiabilă a zonei de sudare de aerul ambiant și practic nu interacționează cu metalul pieselor și al tijei de umplere, face posibilă obținerea de suduri de înaltă calitate, care se disting printr-o structură uniformă și fiabilitate ridicată. De asemenea, este important ca la utilizarea acestei metode de sudare, în comparație cu alte tehnologii, consumul de material de umplutură să fie redus.

În plus, argonul vă permite să creați un flux de plasmă conductoare în zona de sudură, care facilitează încălzirea și topirea marginilor pieselor de prelucrat care trebuie îmbinate. Acest lucru asigură, de asemenea, calitatea înaltă a cusăturii formate.
Va fi util pentru specialiștii începători să știe că argonul ar trebui să fie furnizat zonei de sudare cu 15-20 de secunde înainte de începerea acesteia și să oprească alimentarea cu 10 secunde după ce se încheie.
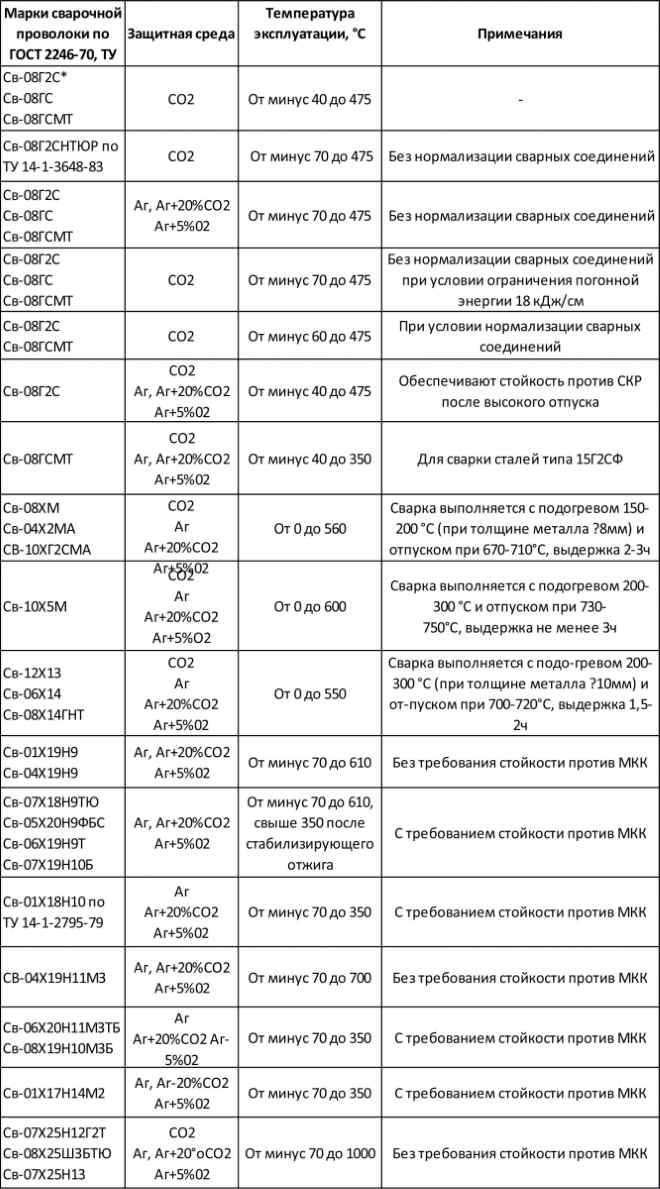
Gătitul folosind această tehnologie se poate face cu electrozi consumabili și neconsumabile, care sunt utilizați ca tije din wolfram - cel mai refractar metal. Marimea este influentata atat de compozitia materialului din care sunt realizate piesele de imbinat cat si de grosimea acestora. Desigur, consumul de energie care trebuie cheltuit pentru a se obține îmbinare sudata.
Până în prezent, au fost dezvoltate trei tehnologii pentru sudarea folosind gaz de protecție argon:
- BUCUR - sudura manuala, pentru care se folosește un electrod neconsumabil;
- AAD - sudare automată cu arc cu argon, realizată cu ajutorul unui electrod neconsumabil;
- AADP - folosind argon și un electrod de tip consumabil.

Dacă sunteți începător și nu știți ce aparat de sudură cu argon să cumpărați, alegeți echipamente care au denumirea TIG. Această abreviere înseamnă că în fața ta se află o mașină special concepută pentru sudarea cu un electrod de wolfram într-un gaz de protecție de tip inert.
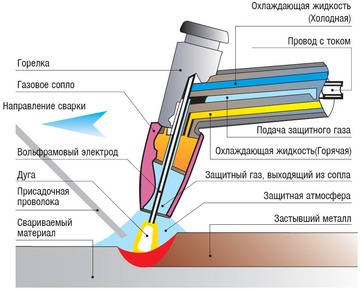
Cum se realizează sudarea cu argon
Corpul principal de lucru atunci când se efectuează sudarea cu arc cu argon este o pistoletă specială, în interiorul căreia este plasat un electrod de wolfram într-un suport de colț. Suportul de acest tip vă permite să fixați în el electrozi de diferite diametre, care sunt selectați în funcție de caracteristicile pieselor de prelucrat care trebuie îmbinate. Electrodul fixat în arzător trebuie să iasă cu 2–5 mm deasupra capătului său.

O duză este plasată în jurul electrodului (de-a lungul circumferinței exterioare a arzătorului), care este un tub din ceramică sau sticlă de cuarț. The element structural Arzătorul îndeplinește simultan două funcții importante: furnizează gaz de protecție în zona de sudură și, de asemenea, protejează electrodul de wolfram de contactul cu suprafețele pieselor de îmbinat.
Pentru a suda metalul cu argon, este necesar să folosiți un fir de umplutură, datorită căruia se formează sudarea. Compoziția unui astfel de fir alimentat manual în zona de sudură trebuie selectată în așa fel încât să corespundă cât mai mult compoziției metalului din care sunt realizate piesele de îmbinat. Înainte de a începe sudarea, este necesar să selectați corect diametrul firului de umplere, pentru care sunt utilizate tabele de referință speciale. Acest parametru depinde de dimensiunea pieselor de prelucrat care urmează să fie gătite.
Cea mai accesibilă metodă de sudare într-un mediu cu argon este tocmai manuală. Această metodă, care de obicei nu necesită mult timp pentru a învăța, presupune că atât lanterna, cât și sârma de umplere sunt ținute în mâinile sudorului. Esența acestei metode este următoarea. Cu o lanternă ținută într-o mână, arcul de sudură este aprins. Argonul este furnizat în zona de sudare, pentru care se folosește un buton special de pe suport. În același timp, în cealaltă mână a sudorului există un fir de umplere, care este introdus în zona de acțiune a arcului electric.
O condiție foarte importantă pentru formarea unei suduri de înaltă calitate și de încredere, formată prin sudare în mediu cu argon, este pregătirea atentă a pieselor de prelucrat care urmează să fie îmbinate.
O astfel de pregătire constă în curățarea și degresarea suprafețelor acestora, precum și în îndepărtarea peliculei de oxid refractar. Pentru a efectua astfel de proceduri, de care trebuie să le cunoască atât sudorii începători, cât și cu experiență, puteți folosi dispozitive mecanice (polizor) sau substanțe chimice.

Înainte de a începe sudarea, este necesar să conectați pământul la piesele care trebuie conectate. Dacă piese mici de prelucrat urmează să fie gătite, atunci acestea pot fi pur și simplu așezate pe o masă metalică sau într-o baie de lucru, iar firul de împământare poate fi deja conectat la ele. Alege puterea curent de sudare iar presiunea gazului, care depinde de caracteristicile pieselor care trebuie conectate, se poate baza pe literatura de referință sau pe propria experiență. Gazul de protecție, așa cum sa menționat mai sus, începe să fie introdus în zona de sudare cu 20 de secunde înainte de a începe.
Distanța de la electrod la suprafața pieselor de prelucrat între care arde arcul de sudare ar trebui să fie mică - aproximativ 2 mm. Acest lucru vă va permite să topiți bine marginile pieselor care trebuie îmbinate și să obțineți o calitate înaltă sudură. Dacă măriți această distanță, nu numai că va fi dificil să topiți marginile pieselor, dar sudura în sine se va dovedi prea largă și neglijentă. În plus, o sudură largă se caracterizează printr-o fiabilitate scăzută, în ea apar tensiuni interne semnificative.
Este foarte important, atunci când sudați într-un mediu cu argon, să introduceți corect firul de umplere în zona de lucru. Acest lucru se face cu mișcări lente și netede pentru a preveni stropirea metalului topit.
Când predați această tehnologie, este foarte important să învățați că mișcările torței și ale firului de umplere sunt efectuate numai în direcția longitudinală - de-a lungul axei cusăturii formate. În niciun caz nu trebuie efectuate mișcări transversale, deoarece fluxul de gaz de protecție va fi în afara zonei sudurii care se formează, ceea ce va determina o deteriorare semnificativă a calității îmbinării.
Lanterna și sârma de umplere trebuie așezate în unghi față de suprafața pieselor care trebuie îmbinate: acest lucru va face posibilă formarea unei suduri de înaltă calitate, fiabile și precise. În acest caz, firul de umplere este amplasat și introdus în zona de formare a sudurii din fața arzătorului.
Presupune utilizarea unui oscilator, cu ajutorul căruia arcul de sudare este ușor aprins. În plus, atunci când utilizați acest dispozitiv, arderea sa este foarte stabilă.

Esența oscilatorului este că generează impulsuri de curent de înaltă frecvență, caracterizate printr-o valoare mare a tensiunii. Un oscilator tipic este capabil să convertească curentul electric cu parametri standard (220 V, 50 Hz) în impulsuri cu o frecvență de 500 kHz și o tensiune de până la 6000 V.
Când predă tehnologia luată în considerare, un specialist începător trebuie să învețe încă un lucru. regula importanta: la aprinderea arcului de sudare, nu atingeți suprafața pieselor cu un electrod de wolfram, acest lucru va duce la topirea electrodului și contaminarea suprafețelor de sudat.
Prin utilizarea unui oscilator, arcul poate fi aprins fără un astfel de contact. În cele mai multe cazuri arc electric atunci când se sudează într-un mediu cu argon și se folosește un electrod de tungsten, acesta este aprins pe o placă specială de carbon. Abia după aceea arcul este transferat la piesele de îmbinat.
Caracteristicile acestei proceduri sunt bine demonstrate de tutoriale video.
Echipamente necesare și moduri de sudare
Pentru a efectua sudarea într-un mediu cu argon, puteți utiliza atât echipamente în serie, cât și un aparat care este fabricat prin modificarea unui standard. transformator de sudare. Lista echipamentelor care vor fi necesare pentru a efectua sudarea în conformitate cu tehnologia luată în considerare este următoarea:
- transformator de sudare, a cărui valoare a tensiunii în circuit deschis trebuie să fie de cel puțin 60 V;
- un oscilator care asigură aprinderea rapidă a arcului de sudură și arderea sa stabilă;
- un contactor cu care se va furniza curentul de sudare arzatorului;
- un temporizator responsabil pentru timpul de suflare a zonei de sudare cu gaz de protecție.
În plus, pentru sudare vor fi necesare următoarele dispozitive și materiale:
- arzător;
- un cilindru de argon dotat cu dispozitiv de transmisie, cu ajutorul căruia se va regla presiunea de alimentare cu gaz;
- trusa electrozi de wolfram diametru diferit;
- furtun de gaz de protecție;
- fire la care să se conecteze aparat de sudura arzatoare si greutati;
- un fir prin care curentul electric va curge către aparatul de sudură în sine;
- sârmă de umplutură cu compoziția chimică corespunzătoare.
Întregul set de echipamente necesare sudării într-un mediu cu argon poate fi achiziționat gata făcut sau completat independent prin realizarea unor elemente cu propriile mâini.
Cu auto-asamblare, puteți economisi o sumă decentă, deoarece seturile de serie pentru sudarea cu argon nu sunt ieftine. Mai mult, auto-asamblarea cu cunoștințele necesare și experiența relevantă va oferi o oportunitate de a aduce îmbunătățiri echipamentelor care să-l facă mai fiabil, mai convenabil de utilizat și mai funcțional. Principiile prin care se completează seturile pentru sudarea cu arc cu argon pot fi găsite și în videoclip.
Pentru a obține o îmbinare sudată de înaltă calitate, este foarte important să alegeți modurile potrivite proces tehnologic. Aceasta include puterea curentului de sudare și presiunea cu care gazul de protecție va fi furnizat din cilindru. În plus, tipul de curent utilizat și polaritatea conexiunii sale sunt importante.
Toți parametrii de mai sus, în funcție de materialul de fabricație al pieselor de îmbinat și de parametrii geometrici ai acestora, pot fi selectați din tabelele de referință. Cu toate acestea, există o serie de reguli simple care vor ajuta un sudor începător să navigheze în această alegere.
- Sudarea cu argon-arc a pieselor din cupru, aliajele acestuia și diferite tipuri de oțeluri aliate, fontă și titan trebuie efectuată pe DC polaritate inversă.
- Aluminiul și aliajele sale, beriliul și magneziul ar trebui să fie sudate pe un curent alternativ de polaritate inversă, deoarece acest lucru vă permite să distrugeți eficient pelicula de oxid de pe suprafața acestor metale.
- Alegerea presiunii de alimentare cu gaz de protecție este puternic influențată de locul sudării. Deci, dacă sudarea se efectuează în aer liber, unde fluxurile de aer se pot deplasa cu o viteză semnificativă, se alege o presiune de alimentare mai mare, iar una mai mică în interior.



