Sudarea cu argon (argon arc) - tehnologie și echipamente
Sudarea cu arc cu argon este procesul de îmbinare a pieselor metalice într-un mediu cu gaz de protecție (argon), folosind arc electric ca sursă de încălzire.
Aplicarea sudării cu arc cu argon
Sudarea cu argon este o tehnologie de formare a îmbinărilor dintr-o bucată, utilizată în prezent în multe industrii, în utilități și gospodării. Rezultatul procesului este îmbinări de înaltă rezistență, îngrijite și durabile. structuri metalice.
Sudarea cu argon este utilizată pentru a conecta toate metalele și aliajele existente, inclusiv oțel, fontă, aluminiu, titan. Cu ajutorul lui, se creează cusături sigilate, care necesită aproape deloc prelucrare suplimentară. Metoda este utilizată în instalarea conductelor, asamblarea structurilor metalice de diferite tipuri și scopuri, nu numai la marile întreprinderi de producție, ci și în micile ateliere private, servicii auto. 
Principalele avantaje ale metodei
- Sudarea cu argon este un proces universal utilizat în diverse domenii pentru a îmbina piese din orice metale și aliaje.
- Costul procesului tehnologic este destul de mic. În același timp, atât echipamentele sudate, cât și un set de consumabile, precum și formarea au un preț relativ scăzut.
- Ușurința și simplitatea realizării conexiunii reprezintă, de asemenea, un avantaj al metodei. Argonul creează un nor în jurul bazinului de sudură, nivelând posibilele greșeli ale unui sudor începător prin reducerea probabilității de goluri, fisuri și alte defecte în zona de sudură.
Faceți conexiuni folosind argon sudare cu arc poate o persoană fără educație specială. Este important să aveți un ochi bun, răbdare și dorința de a obține o conexiune de calitate ca rezultat al procesului.
Echipamente și materiale
Sudarea cu argon pe cont propriu necesită anumite echipamente și materiale pentru realizarea îmbinărilor de sudură.
- Aparatură pentru sudare în mediu gaze protectoare, în acest caz argon. Acesta ar trebui să fie un dispozitiv care poate genera o diferență de potențial optimă între catod și anod, rezultând un arc electric cu puterea curentului necesară.
- Cilindri umpluți cu amestec de argon sau heliu-argon. Trebuie să știți că un gaz inert sau un amestec de gaze este pompat într-un vas sub presiune, deoarece transportul fluxului gazos către zona bazinului de sudură format prin intermediul unui furtun se realizează prin inerție.Cu cât presiunea în interior este mai mare. cilindrul, cu atât mai bine pentru proces.
- O pistoletă de sudură este o structură complexă, care include un ansamblu conductor, un electrod asociat cu acesta, o duză care asigură fluxul de argon în zona bazinului de sudură. Toate detaliile sunt plasate în carcase destul de mici.
- Electrozi fuzibili și nefuzibili. În acest caz, electrodul fuzibil este atât anodul, catodul și materialul de umplutură în același timp. Un electrod nefuzibil funcționează ca anod și catod. În acest caz, materialul de umplutură este firul introdus în zona bazinului de sudură.
- Este de dorit să aveți ceva experiență cu echipamentele de sudură.
În procesul de sudare cu argon-arc, se formează un arc electric între electrod și suprafața pieselor de îmbinat. Arcul format generează o temperatură ce depășește 5.000 de grade, sub influența căreia materialul de umplutură (electrod sau sârmă) și marginile structurilor sudate sunt topite. 
În acest caz, bazinul de sudură este deplasat de-a lungul zonei de îmbinare a pieselor de îmbinat. Ca rezultat, rețelele cristaline ale pieselor de prelucrat și materialul de umplutură sunt combinate. Zona de încălzire este suflată continuu cu argon, care înlocuiește aerul atmosferic.
Procesul tehnologic de sudare cu argon are caracteristici care trebuie luate în considerare în procesul de realizare a sudurii.
Varietăți de tehnologii de sudare
Există mai multe procese tehnologice prin care se realizează îmbinarea metalelor.
- RAD - sudare: procesul se realizează manual folosind electrod neconsumabilși sârmă de umplere.
- AMA - sudare: un proces automat realizat cu un electrod neconsumabil și un material de umplutură transportat automat.
- AADP - sudare: mod automat sudura cu electrozi consumabile, care acționează ca material de umplutură.
Caracteristicile de proiectare ale aparatului și tehnicilor depind direct de tehnologia aleasă. Sudorilor manuali le este dificil să opereze echipamente automate. Prin urmare, experții sfătuiesc să se decidă cu privire la alegerea tehnologiei în prima etapă de formare.
Alegere tehnologie de sudare depinde de cât de des și în ce volume ar trebui să funcționeze. Dacă în viitor frecvente şi voluminoase lucrari de sudare, este mai bine să înveți sudare automată. În caz contrar, metoda manuală va fi mai convenabilă.
Aprovizionare cu material de umplutură
Sudarea cu arc cu argon presupune alimentarea automată sau manuală cu material de umplutură către zona de încălzire (bază de sudură), în funcție de metoda de realizare a îmbinărilor. Materialul de umplutură poate fi un electrod consumabil sau un fir. În acest caz, este foarte important să se respecte succesiunea corectă a „sârmei arcului”. 
Un fir plasat în fața arcului va avea ca rezultat o conexiune de înaltă calitate. Cusătura va fi puternică, fiabilă și îngrijită. Metoda este utilizată pentru sudarea metalelor refractare și neferoase. Procesul constă în introducerea unui material de umplutură în fața electrodului și a zonei de încălzire. Sârma se mișcă pe măsură ce torța se deplasează.
La îmbinarea structurilor de oțel în timpul sudării cu arc cu argon, sunt utilizate diferite metode de introducere a materialului de umplutură. Oțelul se topește relativ ușor, spre deosebire de metalele neferoase și aliajele care au o peliculă de oxid. În acest sens, la sudarea pieselor din oțel, firul poate fi amplasat în fața electrodului și a bazinului de sudură și în spatele arzătorului.
Când materialul de umplutură este alimentat nu în fața bazinului de sudură, ci în spatele pistoletului, cusătura se poate dovedi a nu fi îngrijită, cu un număr mare de defecte.
- Principii de bază ale sudării
- Procesul de sudare cu argon
- Ce este necesar pentru sudare
- Sudarea metalelor neferoase
Argon, argon-arc, sudarea într-un mediu cu gaz de protecție sunt toate denumiri pentru tipurile de sudare. Sudarea cu argon a fost folosită în Uniunea Sovietică pentru fabricarea navelor spațiale. Astăzi este disponibil pentru toată lumea. Este folosit la repararea vehiculelor, a unităților de ambarcațiuni și aeronave, la repararea și fabricarea structurilor din aluminiu. Într-adevăr, mulți oameni știu că este dificil să sudezi oțel inoxidabil și cupru, bronz și aluminiu, piesele de titan și alte metale în condiții normale. Și în viață se întâmplă adesea să ai nevoie să sudezi țevi din inox, piese auto din aluminiu, piese din figurine. În aceste cazuri, este mai bine să utilizați metoda de sudare cu argon-arc. Această lucrare va costa foarte mult. Dacă aveți experiență de utilizare echipament de sudură cum să gătești cu argon nu este o întrebare. Puteți încerca la o oportunitate, va apărea abilitate.
Sudarea cu argon este destul de comună în toate zonele în care se pot aplica reparații de sudare.
Principii de bază ale sudării
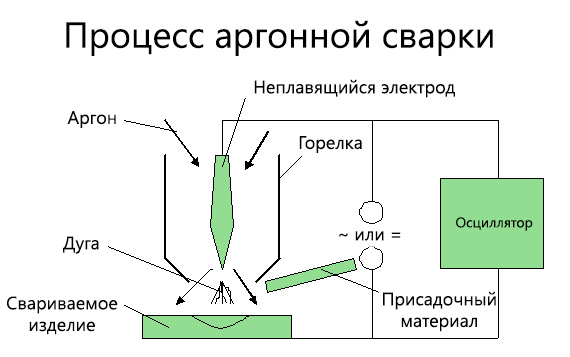
Ce este asta sudare cu argon? Acesta este un hibrid de sudare electrică și cu gaz. Când lucrează, un sudor specializat folosește un arc electric și un fir de umplere. Sursa de încălzire este un arc. Topește marginile pieselor de prelucrat. Pentru ce este gazul aici? Să încercăm să rezolvăm această problemă.

Imaginea 1. Pentru conectarea elementelor se folosește un arzător cu argon.
Multe metale neferoase care interacționează cu oxigenul atmosferic se oxidează. Filmul de oxid de pe suprafața lor nu permite formarea unei cusături cu semifabricate de metal feros. Se dovedește umplut cu bule, acest lucru reduce semnificativ rezistența structurii finite. Piesele din aluminiu se pot arde pur și simplu în aceste condiții. Un gaz inert, inclusiv argonul, este capabil să expulzeze aerul din zona de ardere a arcului. Cântărește cu 38% mai mult decât aerul. Acest lucru îi permite să curețe în mod fiabil bazinul de sudură, dacă începeți să furnizați argon puțin mai devreme decât se aprinde arcul electric. Trebuie să terminați procesul la câteva secunde după stingerea arcului. Argonul în sine nu reacționează de obicei cu metalele. Nu e de mirare că se numește gaz inert. Dar dacă gătiți cu polaritatea inversă conectată, argonul se poate transforma în plasmă.
Metalele sunt sudate cu argon folosind un electrod consumabil și neconsumabil. Un electrod neconsumabil este o bucată de tungsten refractar. Diametrul acestuia depinde de metalul de sudat. Sudorii disting următoarele tipuri de sudare:
- RAD - lucrați sub un strat de argon folosind un electrod neconsumabil (manual);
- AAD -;
- AADP - funcţionare automată folosind un electrod consumabil.
A lucra cu electrod de wolfram folosind mașini TIG. Sudarea TIG se numește în producție o metodă în care sudarea Părți metalice legate între ele prin sudare în atmosferă de argon. Acest proces se realizează cu un pistol special (imaginea nr. 1). Electrodul de wolfram iese dincolo de limitele sale la o distanță de 2-5 mm. Poate avea orice dimensiune. În jurul lui se află o duză ceramică prin care curge un gaz inert. Diametrul firului de umplere și al electrodului este selectat conform tabelelor speciale.
Înapoi la index
Procesul de sudare cu argon

Sudarea trebuie făcută într-o mască specializată.
Înainte de lucru, toate piesele sunt curățate, oxizii, urmele de grăsime și murdăria sunt îndepărtate de pe ele. Aceasta se face cu o perie, diverse compuși chimici. Elementelor de sudat se aplică o masă electrică. Firul de umplere nu este inclus în rețea. Sudorul ține lanterna într-o mână și firul în cealaltă. Pe corpul arzătorului există un buton pentru pornirea alimentării cu gaz. Cu 20 de secunde înainte de începerea sudării, acesta trebuie apăsat. Puterea curentă poate fi selectată folosind experiența dvs.
Arzătorul este coborât la suprafața pieselor. Distanța dintre ele este ideal de 2 mm. Un arc electric are loc între piesele de prelucrat și electrod. Arzătorul este alimentat uniform de-a lungul cusăturii. Sudorul alimentează firul. Calitatea cusăturii depinde în întregime de priceperea acesteia. Nu începeți arcul atingând masa de lucru. Pentru aceasta, există un oscilator. Ea furnizează un impuls electrodului, a cărui frecvență este de cel puțin 150 kHz, iar tensiunea este de la 2000 V. Electrodul se aprinde din aceasta.
Înapoi la index
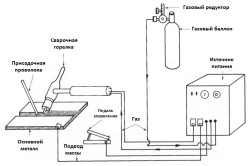
Ce este necesar pentru sudare
Pentru sudarea cu argon, trebuie să pregătiți:
- Transformator.
- Contactor.
- Oscilator.
- Dispozitiv pentru reglarea timpului de suflare.
- Arzător.
- Cilindru cu gaz si reductor.
- Electrozi și sârmă.
- Transformator auxiliar.
- Redresor.
Transformatorul poate fi unul convențional de sudare. Puterea acestui dispozitiv trebuie să fie pe deplin în concordanță cu caracteristicile procesului de lucru.
Un contactor este un dispozitiv pentru alimentarea cu tensiune a unui arzător.
Scopul oscilatorului este descris puțin mai sus.
Este necesar un dispozitiv de reglare pentru a furniza gaz (argon) la locul de sudare în avans și pentru a finaliza și furnizarea la timp.
Lanterna este necesară pentru a livra argon la locul de sudare din cilindru.
Este necesar un transformator auxiliar pentru a alimenta unele dispozitive suplimentare.
Este posibil să aveți nevoie și de un releu pentru a porni contactorul și oscilatorul, un ampermetru, ochelari.
Instalarea de casă este gata. Puteți achiziționa un set complet de aparate pentru sudarea TIG. Prețul său începe de la cifra de 250 USD. Cu cât costă mai mult, cu atât mai bine.
În orice caz, există un consum de materiale. Consumul de argon în timpul sudării depinde de viteza cu care este alimentată pistolul. Pe stradă, cu vânt lateral, se folosesc dispozitive speciale sub formă de plasă care închide clopoțelul arzătorului.
Sudarea cu argon este unul dintre cele mai populare tipuri de sudare modernă. Cel mai adesea, această tehnologie este utilizată în legătură cu aluminiu, precum și cu produsele din acesta.
Astfel, sudarea cu argon este considerată a fi metoda optimă pentru aluminiu. Este bine cunoscut faptul că materialul de mai sus este destul de capricios atât în timpul contactului cu oxigenul, cât și atunci când este încălzit.
În acest din urmă caz, suprafața sa tinde să fie acoperită cu o peliculă subțire. Nuanța este că argonul este caracterizat de astfel de proprietăți (chimice) care practic exclud contactul cu particulele de oxigen ale metalului încălzit.
Acest lucru este posibil datorită deplasării oxigenului de către argon cu presiunea acestuia.
În plus, tehnica de sudare cu arc cu argon este utilizată și la sudarea altor metale: fontă și titan, oțel și cupru, precum și altele, inclusiv argint, aur etc.
Popularitatea de care se bucură astăzi sudarea cu arc cu argon este ușor de explicat:
- În primul rând, este de înaltă calitate.
- În al doilea rând, durabilitate mare.
- Al treilea plus absolut este disponibilitatea dispozitivelor pentru conducere lucrari de sudare.
Pentru a clarifica, în timp ce lucrați cu echipamente de încredere, cusătura este practic invizibilă.
Această caracteristică joacă de fapt un rol important nu numai pentru aspect a produsului rezultat, dar, în primul rând, pentru rezistența acestuia.
Sudarea cu argon este indispensabilă atunci când este necesară sudarea metalelor greu de îmbinat.
Valoarea unei astfel de tehnici este, în primul rând, în experiență și calitate, precum și în economie. În plus, acesta din urmă este posibil într-o varietate de domenii. Nu doar banii sunt economisiți, ci și eforturile, precum și nervii, despre care veți fi de acord că este, de asemenea, foarte important.
În viața de zi cu zi, putem întâlni cel mai adesea sudarea cu argon atunci când reparam discurile de rândunica noastră iubită.
Sudarea cu argon a discurilor, atunci când se elimină micile fisuri pe această parte, este pur și simplu de neînlocuit (cu siguranță, a fost efectuată pe echipamente profesionale folosind materiale inovatoare de înaltă calitate).
Tehnologia sudării cu argon nu are practic nimic de-a face cu un astfel de dispozitiv precum fierul de lipit. Elementul principal al arzătorului este un electrod de wolfram. Pentru a clarifica, wolfram este un metal excepțional de refractar.
Topirea sa începe la 3410 ° C, iar fierberea - la 5900 ° C. Unicitatea acestui metal este că, chiar și roșu, este și dur. În timpul sudării tungstenului, o cantitate neglijabilă (pe 1 metru) sudură sutimi de gram).
Dacă luăm în considerare în acest aspect electrozii de wolfram, care sunt dopați cu oxizi de elemente de pământuri rare, atunci aceștia sunt și mai rezistenți.
Astăzi, piața oferă electrozi de tungsten cu cea mai largă gamă de compoziții chimice.
De exemplu, nu este un secret că în wolfram pur, pentru a îmbunătăți tehnologia de sudare și caracteristici de sudare adăugați diverși oxizi ai metalelor pământurilor rare.
Poate fi ceriu, și lantan, și ytriu, și toriu și zirconiu. Indiferent de electrodul ales, acesta este de obicei înconjurat de o duză ceramică, iar argonul (un gaz inert) este suflat din acesta în timpul sudării.
Să lămurim că primele încercări de sudare a aluminiului fără participarea argonului s-au încheiat cu metalul care a început să ardă, acoperit cu oxidare, iar arcul electric a fost imediat întrerupt.
Ce au fost capabili să realizeze inventatorii și ce reprezintă sudarea cu argon a aluminiului astăzi?
Simplificat, procesul arată astfel. În primul rând, folosind echipamente speciale ( aparat de sudura) servesc „masă”, precum și în sudarea electrică convențională.
Sudarea cu arc cu argon cu un electrod neconsumabil are loc în felul următor: „masa” este alimentată la piesa de prelucrat care urmează să fie sudată, similar sudării electrice convenționale.
Sudorul, dacă se referă la sudarea manuală cu argon-arc, ține o lanternă în mâna dreaptă și un fir (aditiv) în stânga.
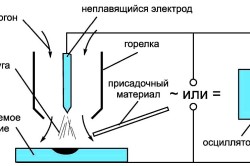
Procesul de sudare cu argon - schema
La sudarea aluminiului, desigur, se iau un analog de aluminiu sau aliaje speciale. Arzatorul se aprinde prin apasarea butonului, apoi se alimenteaza curent si gaz.
Un arc electric are loc între vârful electrodului (neconsumabil) și piesa de prelucrat. Ea joacă rolul instrumentului principal, iar piesa se topește și firul de umplere.
De fapt, topește atât marginea piesei necesare, cât și firul de umplere, formându-se astfel Sudură. De fapt, după terminarea lucrărilor, 2 jumătăți ale piesei se transformă într-una singură.
Cum funcționează sudarea cu argon este clar și, la prima vedere, nu este nimic complicat în ea. Tehnologia a fost de mult dusă la curent, iar eficiența ei a fost dovedită de mult. Dar asta este doar la prima vedere.
Efectuarea sudării cu argon necesită un sudor cu experiență și o mașină de încredere, atât cu performanțe bune, cât și cu caracteristici excelente.
Va dura, de asemenea, mult timp pentru a vă umple mâna în această chestiune.
La sudarea în gaze de protecție prin fuziune, un arc electric puternic este folosit ca instrument principal.
Electricitatea din arc este transformată în căldură. În condiții atmosferice, zona de sudare trebuie protejată în mod fiabil de saturația metalului de sudură cu azot și oxigen din aer.
Lecție video:
Gaze protectoare, care sunt alimentate prin duză, deplasează aerul și protejează astfel bazinul de sudură și electrodul.
Umplerea golului dintre marginile combinate (atunci când tăiați muchiile) în zona de topire se realizează cu un aditiv pentru sudarea cu argon sau un fir cu electrod.
Principiul de funcționare a sudării cu argon cu un electrod de tungsten neconsumabil într-un gaz protector.
El este cel care nu permite aluminiului să ardă. Puneți sudarea și protejați argonul.
Sudarea cu argon este un hibrid de electrică și. Din prima, ea a primit un arc electric, iar de la unul cu gaz, o tehnică similară pentru munca unui sudor.
Echipamente si aparate de sudura
GOST sub numărul 5.917-71 presupune eliberarea pentru sudarea cu argon cu un electrod neconsumabil de către industria arzătoarelor de tip RGA-150 cu o masă de 0,35 kg pentru cel mai mare curent de sudare 200A cu racire naturala pentru analogi cu W 0,8-3,0 mm.
Presupune si productia de arzatoare RGA-400 pentru cel mai mare curent de sudare de 500A cu masa de 0,625 kg cu racire cu apa pentru electrozi cu un W de 4,0-6,0 mm. Există, de asemenea, cerințe pentru duze ceramice pentru o astfel de sudare.
Amintiți-vă că duza ceramică pentru sudarea cu arc cu argon este așa-numita parte consumabilă a arzătorului, care este responsabilă pentru calitatea procesului de ecranare cu gaz (local).
În funcție de formă, există astfel de tipuri de duze precum cilindrice, conice și, de asemenea, profilate. Nu este un secret că, cu cât duza ceramică este mai mare, cu atât cea mai buna protectie poate oferi.
De obicei, când se lucrează în interior, se folosesc analogi cilindrici sau conici, dar când se lucrează în aer liber se folosesc modele profilate sau cilindrice de duze cu un diametru mai mare al orificiului (ieșire).
Rețineți că duzele alungite sunt utilizate, de regulă, în locuri greu accesibile.
Tipuri de echipamente
Pentru a clarifica, sudarea cu argon, în funcție de nivelul de mecanizare, este împărțită în mai multe tipuri:
- manual;
- mecanizat;
- automatizat;
- robotică.
În consecință, echipamentele pentru sudarea cu argon și, desigur, costul sudării cu argon vor fi, de asemenea, diferite.
Tipuri de echipamente după tip
Pentru sudare manuală, iar lanterna pentru sudarea cu arc cu argon este mutată și sarma de sudura de către sudor însuși, iar lucrările de sudare se efectuează folosind electrozi de wolfram (neconsumabile).
Când este mecanizat sudorul ține pistolul, dar tijele de sârmă - umplutură pentru sudarea cu arc cu argon este deja alimentată mecanizat.
Când este automatizat, iar mișcarea arzătorului, iar alimentarea sârmei este complet mecanizată. Aici nu există deja un sudor, ci un operator.
Acesta din urmă nu este necesar dacă este aplicat echipamente robotizate pentru sudarea cu arc cu argon
Sudori
Luați în considerare echipamentele, sau mai degrabă mașinile de sudură pentru sudarea cu arc cu argon, care sunt utilizate atunci când se efectuează lucrări în gaze inerte.
Ele sunt împărțite în:
- special;
- universal;
- echipamente specializate.
Dacă luăm în considerare o mașină de sudură universală pentru sudarea cu argon, atunci este produsă în serie și este cea mai solicitată de consumatori.

În cele mai multe cazuri, o astfel de sudare se realizează în condiții de producție la locuri de muncă special echipate numite „stâlpi de sudură”.
Instalațiile care utilizează un electrod neconsumabil de tungsten într-un mediu cu argon sunt echipate cu următoarele elemente:
- sursa de curent - direct/alternant;
- un arzător sau un set din acesta din urmă, conceput pentru a funcționa cu diferiți curenți;
- un dispozitiv care asigură excitarea inițială a arcului sau stabilizarea curentului arcului (alternant);
- echipamente care controlează ciclul de sudare, precum și protecția acestuia;
- un dispozitiv pentru compensarea sau reglarea componentei de curent continuu.
Astăzi sunt cunoscute și noi metode de sudare cu argon, care au fost create pentru a extinde gama de grosimi a materialelor sudate, a crește productivitatea în obținerea îmbinărilor permanente, dar și pentru a îmbunătăți penetrarea.
Astăzi, lucrul cu curent pulsatoriu este considerat inovator. Cu un impuls de curent, metalul se topește, cristalizând în timpul unei pauze.
Arc cu viteza constanta sau se mișcă în trepte, iar aceste mișcări sunt sincronizate cu impulsurile de curent (sudare).
În același timp, este asigurată penetrarea eficientă în toate pozițiile (spațiale) fără excepție, insensibilitate la mici defecte care sunt permise în timpul asamblarii.
O astfel de scădere a curentului nu permite supraîncălzirea metalului și, prin urmare, deformările sunt practic excluse ca urmare.
Se folosește și încălzirea cu fir (umplutură). Pentru a clarifica, această tehnică afectează în mod semnificativ performanța și, prin urmare, cumpărarea unei mașini de sudură cu argon folosind o astfel de îmbunătățire este un vis al multora.
Suficient mod eficient pentru a obține cusături fără tăiere la viteze mari de sudare a metalelor, se ia în considerare utilizarea simultană a mai multor electrozi de wolfram.
Nu este nevoie de nimic special pentru a implementa aceste varietăți ale procesului. Tot ceea ce este necesar este echipament standard pentru sudarea cu argon și așa-numitele unități suplimentare.
Cel mai popular dispozitiv pentru sudarea cu argon, care este utilizat cu succes atât în producție, cât și acasă, este un aparat invertor.
Rețineți că prețul unei mașini de sudură cu argon este relativ scăzut, în contrast cu serviciile sudorilor profesioniști cu argon.
Prin urmare, utilizarea unui astfel de invertor este cea mai bună opțiune, deoarece. un sudor începător se poate ocupa și de principiul său de funcționare și, dacă este necesar, este adesea mult mai profitabil să efectuați lucrări de sudare de acest tip, stăpânind toate complexitățile acestui proces pe cont propriu.
Fă-o singur
Puțin mai sus, am aflat că sudarea cu argon este profitabilă și destul de posibilă. Luați în considerare care este schema de sudare cu argon de tip do-it-yourself.
Dacă ați achiziționat o mașină de sudură cu invertor sau un transformator analog pentru sudarea cu argon, atunci puteți face un set complet prin:
- arzatoare;
- cilindru cu argon;
- reductor și supapă de gaz;
- masca de sudura.
Sudarea cu argon pe cont propriu implică și cunoașterea regulilor de bază care trebuie respectate atunci când utilizați gaz inert- argon.
Atunci când se folosește un electrod neconsumabil, acesta trebuie menținut cât mai aproape de suprafața structurii care este sudată. Acest lucru vă permite să obțineți un arc cu parametri minimi.
Amintiți-vă că creșterea arcului, de regulă, duce la o scădere a adâncimii de penetrare și, în consecință, la o creștere a lățimii cusăturii. La rândul său, aceasta duce la o scădere semnificativă a calității îmbinărilor (sudate).
Când efectuați sudarea cu argon, trebuie să încercați să faceți o singură mișcare de-a lungul cusăturii. Mișcările perpendiculare pe cusătură sunt extrem de nedorite în acest caz.
Dacă totul este făcut corect, atunci în final obținem atât o conexiune estetică, cât și o conexiune puternică. Aceasta, de fapt, constă diferența calitativă dintre această tehnologie și sudarea cu electrozi acoperiți.
O condiție importantă pentru o sudură bună este să vă asigurați că electrodul în sine, precum și firul de umplere, în niciun caz nu depășesc limitele zonei de protecție a gazului.
Este de dorit o alimentare lină a sârmei, în primul rând pentru a evita stropirea metalului.
Când se lucrează cu un electrod de wolfram, firul este alimentat în fața arzătorului. Amintiți-vă că vibrațiile transversale nu sunt permise.
Sudarea craterului la sfârșitul lucrului se realizează prin scăderea puterii curentului cu ajutorul unui reostat. Nu este permisă finalizarea procesului de sudare cu o întrerupere a arcului, pur și simplu prin retragerea pistoletului.
Această tehnică va reduce protecția cusăturii. Alimentarea cu gaz poate fi oprită doar la 10 secunde după terminarea sudării.
Dacă vorbim despre începerea alimentării cu gaz, atunci perioada de timp este cu cel puțin 20 de secunde înainte de începerea lucrărilor.
De asemenea, trebuie reținut că înainte de începerea lucrărilor, toate suprafețele structurilor care urmează a fi sudate trebuie curățate atât de grăsime, cât și de murdărie prin metode mecanice (chimice) și se efectuează și degresarea.
Preturi pentru servicii si echipamente
Serviciile de sudare cu argon (profesionale) nu sunt deloc ieftine astăzi. Ce pot spune dacă prețul pe centimetru al sudării cu argon variază de la 25 la 100 de ruble (totul depinde de priceperea sudorului, de calitatea echipamentului și de nuanțele lucrării prevăzute).
Prin urmare, o astfel de decizie de a cumpăra sudare cu argon este destul de de înțeles. Mai ales dacă o persoană este hotărâtă și face multe în această viață cu propriile mâini...
Prețul sudării cu argon depinde, desigur, de tehnologia pe care va fi produsă și cărui maestru îți vei încredința, fără îndoială, un eveniment responsabil.
Așadar, de exemplu, pentru a reduce cât mai mult costul acestui proces, cea mai rațională soluție ar fi cumpărarea de sudare cu argon pentru aluminiu.
Deși, în mod corect, merită remarcat faptul că, din punct de vedere economic, o astfel de alegere este justificată doar într-un singur caz - dacă într-adevăr trebuie să sudați des.
În caz contrar, prețul sudării cu arc cu argon va fi mai accesibil pentru tine (dacă ai nevoie o dată) dacă îl încredințezi unui profesionist.
După cum știți, piesele din materiale precum oțel inoxidabil, bronz, cupru, titan, aluminiu nu sunt ușor de sudat împreună. Ce să faceți când trebuie să conectați piese de mașină din aluminiu sau țevi din oțel inoxidabil? Există o cale de ieșire - trebuie să utilizați sudarea cu arc cu argon. Adevărat, serviciile unui specialist vor costa foarte mult. Prin urmare, dacă sunteți sigur că veți avea nevoie de o astfel de muncă de mai multe ori, atunci este logic să stăpâniți în mod independent tehnologia acestei metode de sudare.
Sudarea cu argon este utilizată pentru sudarea pieselor diferitelor metale.
Sudarea TIG este o încrucișare între alte două tipuri de sudare - electrică și pe gaz. Cu primul, este legat de utilizarea unui arc electric, cu al doilea - utilizarea gazului și a unei tehnologii similare de lucru.

Procesul de sudare cu arc cu argon.
Procesul de îmbinare a materialelor are loc datorită acțiunii unui arc electric, care topește marginile metalului. Și gazul argon în această tehnologie este folosit pentru a da rezistență cusăturii. La urma urmei, oțelul inoxidabil și metalele neferoase sunt oxidate în timpul sudării din cauza oxigenului sau a impurităților conținute în aer, iar dacă vorbim de aluminiu, atunci se aprinde complet în oxigen. Datorită faptului că argonul are o greutate mai mare decât aerul, utilizarea acestuia vă permite să protejați zona de sudare de influența factorilor externi.
Acest tip de sudare poate fi realizat folosind atât electrod consumabil, cât și neconsumabil (tungsten). În acest sens, există trei metode de sudare cu argon:
- sudare automată cu argon folosind un electrod de wolfram (AMA);
- sudare automată cu argon folosind un electrod consumabil (AAAD);
- sudare manuală cu argon folosind un electrod neconsumabil (RAD).
Dimensiunea electrodului folosit va fi determinată de materialele care necesită sudare.
Instrumente pentru sudarea cu argon
Schema aparatului TIG pentru sudarea cu arc cu argon
Pentru a realiza tehnologia de sudare cu argon, o mașină de sudură pentru sudare electrică, completată cu elemente specializate, va fi suficientă.
Deci, pentru sudarea cu argon, vor fi necesare următoarele materiale și instrumente:
- transformator principal (60-70 V);
- un transformator suplimentar care va fi necesar pentru alimentarea dispozitivelor de comutare;
- filtru inductiv-capacitiv;
- oscilator;
- contactor de putere pentru alimentarea arzătorului cu tensiune;
- lanterna care va fi folosita pentru sudare;
- un dispozitiv care reglează durata de suflare a gazului;
- electrozi de wolfram;
- tije de umplere de dimensiunea necesară;
- supapă electrogaz pentru curent alternativ sau continuu;
- redresor (24 V);
- releu pornit/oprit contactor și oscilator;
- ampermetru;
- un cilindru umplut cu argon și cu siguranță având o cutie de viteze;
- o baterie de mașină și nu contează dacă este în stare de funcționare sau nu, bateria este necesară pentru conectarea în serie la un circuit electric pentru a reduce componenta de curent continuu;
- ochelari de sudura.
Dispozitivele cu denumirea TIG, adică dispozitivele pentru sudarea cu un electrod neconsumabil și utilizarea gazului inert, pot fi cumpărate gata făcute. Rămâne doar să conectați mai multe dispozitive la un astfel de dispozitiv. Acesta va fi împământare, un arzător, butoane pentru controlul arzătorului și pornirea gazului și un recipient cu argon.
Proces de sudare TIG
Înainte de a începe sudarea cu argon, suprafața pieselor trebuie curățată de murdărie și grăsime. Acest lucru se face fie mecanic, fie chimic. Apoi, este necesar să fixați în siguranță elementele de sudură împreună. Se realizează folosind diverse dispozitive de prindere. Distanța dintre suprafețele de sudat trebuie să fie cât mai mică. Partea inversă a cusăturii, de regulă, este protejată de garnituri speciale din cupru sau oțel.
Arzător la descărcare sudura manuala ar trebui să fie în mâna dreaptă, firul de umplere în stânga. Sudarea se efectuează din partea dreaptă spre stânga. Cu 20 de secunde înainte de începerea procesului propriu-zis de sudare, porniți alimentarea cu gaz. Rezistența curentului este determinată de materialul din care sunt realizate piesele care urmează să fie sudate. Cu oțel și aliaje de bază, trebuie să lucrați pe curent continuu de polaritate directă. Elementele din metale neferoase vor trebui prelucrate curent alternativ, aceasta va contribui la cea mai eficientă dispariție a peliculei de oxid.
Dacă este selectată sudarea cu argon pe curent alternativ, atunci după aprinderea arcului, oscilatorul ar trebui să treacă în modul stabilizator.
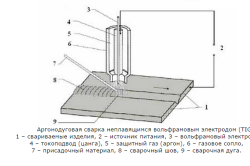
Schema sudării cu argon cu electrod de wolfram.
Apoi arzătorul este adus la piese. Între capătul electrodului și metal apare un arc electric, care topește marginile materialului și firul de umplutură. În același timp, nu trebuie uitat că, cu cât dimensiunea arcului crește, cu atât adâncimea de penetrare a materialului scade și, în consecință, cusătura este mai mare și mai nesigură. Prin urmare, un electrod neconsumabil este adus cel mai aproape de suprafața pieselor, de preferință la o distanță de 2 mm. La sudare cu argon folosind un electrod neconsumabil, lucrul nu poate fi efectuat prin atingerea suprafeței metalice. Când este atins cu wolfram, metalul va zbura separat, distanța dintre piesele care trebuie sudate și electrodul va fi slab ionizat din cauza scânteii.
Conducând încet lanterna de-a lungul cusăturii, maestrul alimentează cu atenție firul de umplere. Sârma trebuie să fie din același material ca și elementele de sudat. Tehnologia sudării cu argon elimină mișcările transversale, deoarece cu acestea există un risc mare de pătrundere a oxigenului și oxidarea ulterioară a metalului. Calitatea cusăturii este determinată doar de experiența și priceperea sudorului. Merită să ne amintim că claritatea mișcărilor la alimentarea firului va face ca materialul să se împrăștie. Este mai bine să țineți firul de umplere în fața pistoletului și nu drept, ci într-un unghi față de metal. Atunci când conectați metale neferoase cu o grosime mică, utilizarea sârmei de umplutură poate fi exclusă.
Avantajele și dezavantajele sudării cu arc.
Debitul de gaz argon va fi determinat de debitul de alimentare cu gaz și de debitul de aer. În cazurile în care se efectuează sudarea în spatiu inchis fără tiraj, costurile cu gazele vor fi minime. Atunci când se lucrează în aer liber în condiții de vânt puternic, va trebui să se utilizeze duze speciale cu grile, deoarece rafale de aer sunt susceptibile să sufle argonul și să lase suprafețele metalice neprotejate. Alimentarea cu argon se oprește după un minut și jumătate de la terminarea sudării pieselor, când capătul electrodului are timp să se răcească.
Fiecare metodă are avantajele și dezavantajele sale, iar tehnologia de sudare cu argon-arc nu face, desigur, excepție. Avantajele acestei metode de îmbinare a metalelor neferoase și a oțelului inoxidabil includ următoarele caracteristici:
- lipire fiabilă, excluzând apariția porilor sau impurităților din cauza etanșării cusăturii cu argon;
- adâncime egală de topire a metalului;
- implementarea sudării materialelor care nu au altă metodă de conectare;
- admisibilitatea sudării pieselor cu un design complex fără a le schimba forma, deoarece zonele de încălzire metalice sunt extrem de mici;
- proces relativ rapid.
Din păcate, atunci când este tratat cu argon, pe piese apare un strat poros de oxid de crom, care afectează negativ rezistența la coroziune. Printre deficiențe pot fi numite echipamente destul de complexe care necesită setări preliminare, precum și o anumită abilitate. Prin urmare, dacă nici măcar nu aveți experiență în efectuarea sudării electrice convenționale, atunci este mai bine să contactați un profesionist pentru a îmbina materialele folosind argon. Dacă aveți cel puțin cunoștințe practice minime cu privire la implementarea unei astfel de lucrări - trebuie doar să aveți răbdare și să încercați să faceți treaba cât mai precis posibil, atunci cu timpul cusătura în timpul sudării cu argon va începe să se dovedească a fi uniformă, îngustă. si foarte rezistent.
Până în prezent, există o creștere continuă a cerințelor pentru calitatea produselor fabricate. Sudarea cu argon este utilizată pentru a satisface aproape toate cerințele clienților în producția de diferite structuri metalice pentru construcții și uz casnic.
Sudarea cu argon este proces tehnologic, care este construit pe două elemente principale - un gaz inert de argon și un electrod de wolfram. Funcția principală a unui gaz inert este de a proteja metalul de efectele unui mediu de oxigen. În unele cazuri, heliul poate fi folosit în locul argonului. Cu toate acestea, acest gaz are un cost ridicat, așa că nu este indicat să-l folosești.
Veți beneficia foarte mult de îmblânzirea sudării cu arc cu argon
Configurarea mașinii pentru sudarea cu arc cu argon
Înainte de a trece la sudare, este necesar să configurați mașina pentru sudarea cu arc cu argon.
- Conectați cablul de alimentare la o sursă de alimentare monofazată de 230 V, asigurându-vă în același timp că priza este împămânțată;
- Așezați butelia de gaz pe o suprafață stabilă. Trebuie să vă asigurați că este bine fixat;
- Conectați-vă cu o parte furtun de gaz la reductor cu un manometru pe cilindru, conform instructiunilor atasate reductorului. Celălalt capăt al furtunului trebuie conectat la lanterna TIG cu supapă manuală.
- Conectați masele la borna pozitivă „+”;
- Conectați firul pistoletului de sudare cu argon-arc la borna negativă „-”;
- Porniți dispozitivul folosind cheia de pe panoul din spate;
- Deschideți robinetul de gaz de pe mânerul pistolului de sudură și porniți arcul. Pentru a face acest lucru, așezați capătul electrodului de tungsten pe suprafața de tratat. După aceea, luați-l încet și fără probleme până la o distanță de 3-6 mm.
Cum se efectuează sudarea într-un mediu cu argon, cu un electrod de wolfram?
- Preîncălziți punctul de pornire pe piesa de prelucrat. Pentru a face acest lucru, trebuie să faceți câteva mișcări circulare cu un pistol de sudură. Ca rezultat, se formează un cordon de sudură.
- Electrodul de wolfram trebuie să fie la o distanță de 6 mm de suprafața metalică. După ce s-a format cordonul de sudură, lucrul trebuie continuat încet și cu o viteză constantă. Astfel, cusăturile se dovedesc a fi aceleași ca lățime și adâncime de penetrare.
- Odată ce bazinul de sudură a devenit lichid, îndepărtați pistolul de sudură și adăugați material atingând bazinul cu o tijă de umplere.
- Scoateți tija și aduceți din nou pistolul de sudură la sudare.
- Repetați această operație cu aceeași viteză pentru a obține o sudură uniformă.
Parametrii modurilor de sudare TIG
Pentru a efectua sudarea cu arc cu argon la un nivel ridicat, este necesar să alegeți modurile optime, datorită cărora va fi asigurat cel mai eficient proces.
Tehnologia de sudare cu argon presupune că polaritatea și direcția curentului trebuie alese ținând cont de proprietățile metalului care se sudează. De regulă, atunci când lucrați cu oțeluri și aliaje de bază, DC. polaritate dreaptă. Când sudați magneziu, aluminiu și beriliu, este necesar să instalați polaritate inversă, deoarece se realizează distrugerea rapidă a peliculei de oxid.
Curentul de sudare trebuie setat în funcție de marca și compoziția materialelor, precum și de polaritatea curentului și diametrul electrodului de wolfram. Datele exacte ale modurilor de rezolvare a unei anumite probleme sunt selectate din cărțile de referință.
Tensiunea arcului depinde de lungimea sa, prin urmare, munca trebuie efectuată cu un arc minim și tensiune redusă. Tehnologia sudării în mediu argon arată că odată cu creșterea lungimii arcului, tensiunea crește și calitatea sudurii se deteriorează.
Debitul de gaz inert este stabilit astfel încât fluxul laminar format să protejeze complet suprafețele sudate de oxidare. Puteți afla mai multe despre setarea modurilor necesare pentru sudarea cu arc într-un mediu cu argon dintr-un videoclip special.
Îmbrăcăminte de sudură și echipament de protecție
Pentru exerciții în siguranță proces cu arc sudarea cu argon, este necesar să se poarte îmbrăcăminte specială și echipament de protecție. Aceste echipamente de protecție includ: un scut, o mască de sudor, ochelari de protecție pentru sudor, ochelari de protecție și filtre de lumină. Masca sudorului este una dintre cele mai importante componente ale echipamentului de protectie al sudorului. La urma urmei, sănătatea și viața lui depind de asta.
Nu degeaba masca de sudor este considerată cea mai importantă componentă a echipamentului de protecție în implementarea sudării cu arc cu argon. Acest lucru se datorează faptului că protejează împotriva mai multor tipuri de efecte negative asupra sănătății asupra sudorului în timpul procesului de sudare. Astfel de consecințe negative includ: afectarea sistemului respirator, deteriorarea corneei ochilor.

Sudarea metalului într-un mediu cu argon oferă o sudură durabilă și frumoasă
Masca sudorului este realizată din material ușor, neconductiv, rezistent la căldură și netoxic. Un ecran întunecat este încorporat în corpul unei astfel de măști, care protejează împotriva radiațiilor și oferă vizibilitatea necesară în timpul sudării cu arc cu argon. Ecranul ar trebui să fie format dintr-o sticlă de protecție obișnuită, un filtru de lumină și o folie de plastic. Sticla exterioară ajută la prevenirea stropilor de metal să intre în filtrul de lumină. Din interior, filtrul de lumină trebuie acoperit cu sticlă securizată incoloră pentru a proteja ochii și fața sudorului de așchii.
Tehnologia sudării cu argon sugerează că sudorul trebuie să fie îmbrăcat cu îmbrăcăminte specială. De regulă, acesta este un costum de pânză: pantaloni, jachetă, șorț și mâneci.
Pantofi speciali pentru sudor (cizme) ar trebui să-l protejeze de contactul cu suprafețele încălzite. Mănușile de sudură protejează pielea mâinilor de stropire și scântei la sudarea cu argon. De asemenea, sudorul trebuie să aibă o mască de gaz sau un respirator antipraf, care trebuie folosit atunci când crește concentrația maximă admisă de gaz și praf.
Echipamente suplimentare pentru sudarea cu arc cu argon
Foarte des, sudarea cu argon este efectuată pe echipamente nestandard. Pentru a asigura calitatea muncii este necesar să se aplice două aparate suplimentare. Datorită acestui echipament, puteți efectua un proces de sudare de înaltă calitate.
Oscilatorul este un dispozitiv cu care are loc aprinderea fără contact a unui arc electric. Acest dispozitiv menține o descărcare stabilă a arcului atunci când funcționează în modurile AC.
Oscilatorul pentru sudarea cu arc este format din: un comutator, un relaxator cu capacitate de stocare, un eclator.
Prin oscilator, impulsurile de înaltă frecvență de înaltă tensiune sunt alimentate la electrod. Aceste impulsuri ionizează întreruperea arcului și asigură aprinderea arcului după ce curentul este oprit. Dacă lucrul este efectuat pe curent alternativ, atunci după aprindere oscilatorul începe să funcționeze în modul de stabilizare. Transmite impulsuri atunci când polaritatea este inversată. Datorită acestui fapt, se realizează o combustie stabilă și se elimină deionizarea spațiului de arc.

Sudarea cu argon este potrivită pentru repararea pieselor unde sunt necesare rezistență și frumusețe.
Tehnologia sudării într-un mediu cu argon implică utilizarea unui reostat de balast ca echipament suplimentar. Este folosit pentru a regla puterea curentului și pentru a selecta parametrii optimi la sudarea produselor din diferite materiale.
Reostatul de balast se caracterizează prin durabilitate și fiabilitate ridicată și este, de asemenea, foarte convenabil pentru reparații și operare.
Mai multe detalii despre sudarea cu argon folosind aceste dispozitive pot fi vizualizate într-un videoclip special.



