Consumul de electrozi în timpul sudării - facem calculul. Consumul de electrozi: cum se calculează corect?
În primul rând, este necesar să se determine consumul de electrozi de acest tip, pentru suprafața a 1 kg de metal. Pentru a face acest lucru, puteți utiliza o formulă specială:
H \u003d M * K flux,
unde K flux este coeficientul de consum al electrodului (prezentat în figura de mai jos), iar M este masa metalului.
Există o altă formulă prin care puteți calcula câți electrozi sunt consumați în timpul sudării:
G \u003d F x L x Greutatea firului (1 cm 3),
unde: cruce zona F. secțiuni; G este masa umpluturii. Metal, iar L este lungimea cusăturii.
Pentru a reduce consumul de electrozi, puteți utiliza o mașină de sudură automată sau semiautomată. La sudarea cu astfel de dispozitive, pierderile sunt de 3% și când lucrate manual- cinci%. Prin urmare, utilizarea automată și semi sudare automată mult mai profitabil, deoarece reduce cantitatea de materiale necesare.
Contabilizarea pierderilor în timpul sudării
Atunci când faceți calcule, este important să fiți cât mai precis și atent posibil, cu toate acestea, chiar și în acest caz, este important să vă amintiți eroarea, deoarece atunci când calculați numărul de electrozi, cantitatea nu poate fi absolut exactă. Prin urmare, la cumpărare, merită să luați materiale cu o marjă mică pentru a asigura o muncă continuă și cu drepturi depline.
În plus, este important de reținut că în timpul funcționării, nimeni nu este protejat de consumul crescut. consumabile de sudare din cauza produselor defecte și a cheltuielilor neprevăzute, prin urmare, la momentul achiziției, stocul de electrozi achiziționați ar trebui să fie în medie de aproximativ 5-7%.
De asemenea, atunci când se calculează, este necesar să se țină cont de caracteristici proces tehnologic, care în unele cazuri asigură un consum suplimentar de electrozi. Formulele care au fost date în acest articol sunt folosite cu succes de multe companii de construcții pentru a determina mai exact consumul de materiale de sudură pentru un anumit volum de produse. Dacă puteți calcula ce consum de material veți avea în timpul lucrului, acest lucru poate reduce costul achiziționării materialelor și echipamentelor de sudură, precum și a economisi timp pentru lucrari de sudare.
Materiale suplimentare

Invertor de sudare– un aparat de sudura modern, simplu, usor de folosit, te va ajuta sa faci fata oricarei lucrari de sudura usor si in cât mai repede posibil. Tratează-te cu înțelepciunea sudare cu invertor nici nu va fi prea greu.

Vorbind despre regulile de uscare a electrozilor, nu uitați de depozitarea acestora. Dacă electrozii sunt depozitați în condiții adecvate, ei vor dura mult timp. Uscarea se poate face și acasă, dar pentru aceasta trebuie să alegeți cuptorul potrivit și să îndepliniți toate condițiile care sunt cuprinse în instrucțiunile pentru fiecare pachet.
O parte integrantă a procesului de ridicare a oricărei structuri metalice este planificarea competentă și precisă a consumului de materiale pentru a elabora estimări și a calcula costurile financiare viitoare. Se calculează nu numai cantitatea de material implicată în construcție, ci și câți electrozi vor trebui cheltuiți în timpul sudării.
Capacitatea de a calcula corect consumul de electrozi pe tona de structuri metalice este una dintre cerințele prioritare pentru sudori profesionisti lucrând în companii mari. Fără a face calcule corecte, este imposibil să cunoști costul exact al unei structuri metalice, profitul așteptat. Toate aceste nuanțe sunt importante pentru companiile implicate în construcția de structuri metalice.
Consumul de electrozi în timpul sudării
Are un impact direct asupra productivității și duratei fluxului de lucru. Produsul de umplutură uzat pentru sudare trebuie înlocuit cu unul nou.
Dacă sudorul nu are electrozii necesari la îndemână, acest lucru va afecta timpul de sudare în direcția de creștere. Cumpărarea de material de umplutură suplimentar nu este principala problemă. Totul este complicat de faptul că necesită o pregătire prealabilă. Electrozii trebuie să fie recoapți și uscați. Acest lucru durează o oră și jumătate până la două.
Când sunt necesari electrozi pentru suprafața mai multor kilograme de metal, situația nu este atât de critică, spre deosebire de sudarea structurilor metalice mari. Orice timp nefuncțional este plin de timp și costuri financiare. Pentru ca nimic să încetinească procesul de lucru, este extrem de important să se calculeze corect câți electrozi sunt necesari pe tonă de structuri metalice.
Metode de calcul
Debitul depinde de parametrii de intrare:
- mase de întărire;
- lungime cusătură de sudură;
- ratele de consum.
Greutatea suprapunerii este greutatea metalului care umple îmbinarea cap la cap. Detaliile exacte ale acestui parametru sunt date în harta tehnologica sudare. Indicatorul său, conform estimărilor brute, este de la 1 la 1,5% din masa structurii metalice.
Dimensiunile cusăturii sunt măsurate cu o bandă de măsurare de-a lungul îmbinării. Rezultatul obtinut se inmulteste cu numarul total de cusaturi prezente in sectiune. Acest lucru se datorează faptului că îmbinările adânci sunt sudate prin suprapunerea paralelă sau secvențială a două sau trei cusături.
Rata de consum este masa suprafeței pe metru de sudură. Se calculeaza atat pentru un ansamblu sau piesa separata, cat si in functie de tipul operatiei de sudare efectuata.
Având în vedere aceste nuanțe, calculul consumului de produse de umplutură ar trebui efectuat atât teoretic, cât și practic.

Calcul teoretic
Bazat pe utilizarea diferitelor formule. În practică, două tipuri de calcule sunt cele mai utilizate pe scară largă:
- prin coeficient;
- după caracteristicile fizice.
Prima cale acoperă diferite categorii de consumabile și se calculează prin formula: H \u003d M * K, unde M este masa metalului supus sudării, iar K este un coeficient de consum special de umplutură.
A doua cale pe baza caracteristicilor atât ale electrodului utilizat, cât și ale structurii metalice care se sudează, calculate prin formula: G = F * L * Masa firului, în care F este aria secțiune transversală, iar L este lungimea cusăturii.
Dacă prima formulă vă permite să calculați debitul, atunci a doua - masa metalului depus. Ambele calcule sunt „tabulare”, adică se bazează pe indicatori standard corespunzători anumitor mărci de electrozi, tip de metal, dimensiunea cusăturii.
Calculul consumului de electrozi prin coeficient
Pentru a efectua calculul, trebuie să cunoașteți exact coeficientul electrodului (K) care, ca și alți parametri, este specificat în anexa RDS 82-201-96 „Reguli pentru dezvoltarea ratelor de consum de materiale în construcții”.
Valoarea coeficientului variază de la 1,5 la 1,9. Indicatorul inferior corespunde celui de-al doilea grup de electrozi, iar cel mai mare corespunde celui de-al șaselea. Dacă marca TsT-28 din al doilea grup este utilizată în timpul lucrului, indicatorul K este 1,5.
Folosind un calcul matematic pentru a determina numărul necesar de electrozi pentru suprafața unei tone de metal, obținem o valoare de 1500 kg, adică H = 1000 * 1,5. În consecință, consumul crește dacă este utilizată o marcă mai mare decât o grupă de vârstă, de exemplu, NZh-13, care are un coeficient de 1,8.
Calcul practic
Implică determinarea masei metalului și desfășurarea lucrărilor de testare sudate. Când sunt finalizate, măsoară cenușa, iau în considerare tensiunea și curentul, lungimea cusăturii. Pe baza acestor date, determinați numărul de electrozi necesari pentru sudarea unei cusături de o anumită lungime.
Un calcul precis va fi în cazul în care atât datele externe, cât și unghiul de poziție în timpul efectuării lucrării principale rămân similare cu cele care au fost în timpul testării. Pentru a evita inexactitatea determinării, experimentul se repetă de trei până la patru ori. Dacă această condiție este îndeplinită, calculul va fi și mai precis decât atunci când se utilizează formule.
Eroare de calcul
Nicio metodă de calcul nu este 100% exactă. Se recomandă achiziționarea de consumabile pentru a asigura un flux de lucru complet și neîntrerupt cu o marjă. De asemenea, este necesar să se ia în considerare posibilitatea unor produse defecte și de calitate scăzută în lotul de electrozi.
Pentru a nu fi nevoit să oprească sudarea, datele obținute în timpul calculelor ar trebui mărite cu cinci sau șapte procente. Acest lucru este garantat pentru a vă salva de diverse tipuri de circumstanțe de forță majoră. De asemenea, se ține cont de faptul că cantitatea de material consumabil depinde atât de procesul tehnologic, cât și de tipul îmbinării umplute cu aditivi.
Cum să reduc costurile?
Există mai multe condiții care vă permit să economisiți consumabilele pentru sudare, dar nu afectează în niciun fel calitatea:
- Cele mai mari economii la aditivi pot fi realizate prin utilizarea semiautomatei sau automate aparat de sudura. Când lucrarea este efectuată manual, pierderile sunt de cinci procente sau mai mult. Cu un proces automat și semi-automat, această cifră este la jumătate. Dacă atât aditivii cât şi aparatul au calitate superioară, reducerea consumabilelor va fi maxima.
- Indicatorii de curent și tensiune trebuie să corespundă pe deplin materialului de umplutură selectat. Prin urmare, atunci când instalați mașina de sudură, trebuie să acordați o atenție deosebită acestor parametri.
- Numărul de electrozi consumați în condiții egale poate diferi. Acest lucru se datorează poziției consumabilului în timpul sudării. Prin urmare, mulți sudori preferă să treacă dincolo de formule și să recurgă la calcule practice, efectuând mai multe teste pentru a găsi poziția „ideală”.
Respectarea acestor trei condiții importante și o alegere competentă a modalităților de economisire a banilor pot reduce cantitatea de material de umplutură necesară cu aproape treizeci la sută. Aceasta este o sumă destul de impresionantă în ceea ce privește banii.
În timpul sudării, se folosesc produse de umplutură, acestea sunt implicate în topirea materialului, formarea cusăturii. In pregatire procesul de sudare trebuie luat în considerare consumul de electrozi. Acest indicator va depinde de tipul de material, metoda de sudare. Calculul ține cont de rata de consum, pentru calcul se folosesc formule speciale. Trebuie remarcat faptul că utilizarea sudurii automate sau semi-automate este de multe ori mai profitabilă, deoarece costul materialelor necesare este redus.
Cum se face un calcul?
Calculul consumului de electrozi poate fi efectuat prin mai multe metode, selecția lor depinde de condițiile de funcționare. Cel mai bine, dacă calculul este efectuat de un specialist, acesta va putea determina cu exactitate dacă este nevoie de înlocuirea consumabilelor, ce măsuri pot fi luate pentru a reduce costul sudării.
Dintre metode trebuie menționate:
Calcul teoretic. Astăzi, există mai multe metode care vă permit să determinați cu exactitate cantitatea de material de umplutură. Formula folosită de obicei pentru a funcționa este:
H \u003d M * K, unde

- M - metal depus, greutate în kilograme;
- K este un coeficient special.
Dar atunci când utilizați o astfel de formulă, trebuie luate în considerare următoarele:
- calculul necesită valoarea ariei secțiunii transversale, aceasta se înmulțește cu densitatea materialului prelucrat, cu lungimea sudură;
- Va trebui să țineți cont și de marca aditivului.
Chiar dacă toate calculele sunt efectuate corect, merită să adăugați 5-7% la datele obținute, astfel încât în cel mai inoportun moment să nu trebuie să întrerupeți procesul și să mergeți la magazin.
Metoda practică de calcul. Care ar trebui să fie consumul de electrozi, cum să îl calculăm? Este necesar să se determine corect masa metalului și apoi să se efectueze sudura de testare. După finalizarea lor, se măsoară cenzura, se ia în considerare puterea curentului, tensiunea și lungimea sudurii rezultate. Pe baza datelor obținute se determină cantitatea de materiale de umplutură, care este necesară pentru a obține o anumită lungime a sudurii. Trebuie remarcat faptul că toate condițiile de funcționare trebuie repetate exact, inclusiv unghiul de poziție și datele externe. În caz contrar, datele vor fi inutile. De obicei, această metodă este utilizată dacă nu este posibilă preluarea datelor tabelare. Dar nu este mai rău decât cel tabelar, mai ales dacă repeți experimentul de 3-4 ori. Ca urmare, rezultatele vor fi mult mai precise.
Cum reducem cheltuielile?
Pentru a economisi consumul de electrozi în timpul sudării, trebuie respectate anumite condiții:
- La instalarea aparatului, este necesar ca tensiunea și curentul să corespundă complet cu produsul de umplere selectat.
- Dacă sunt necesare economii semnificative ale numărului de electrozi, atunci cea mai bună alegere este utilizarea unui proces automat/semi-automat, care, cu o calitate excelentă, asigură o bună reducere a volumului de consumabile.
- O reducere a consumului de electrozi poate fi observată și la schimbarea poziției acestora în timpul procesului de sudare.
Dacă metoda economică este aleasă corect, se poate obține o reducere de aproximativ 30% a materialelor de umplutură.
Procesul nu va fi atât de costisitor, dar în același timp calitatea acestuia va rămâne la nivelul corespunzător.
Care ar putea fi costurile?
Ratele de consum ale electrozilor pot fi diferite. Acestea depind de tipul procesului de sudare, de metalul care se prelucrează. Se pot observa următoarele valori ale electrozilor de sudare:
La sudarea inoxului, puțin otel carbon:
- sârmă de sudură: pentru 1 tonă - 8,1-9,7 kg, pentru 100 m² cu o grosime de 1,2-3 mm - 7,6-23 kg;
- dioxid de carbon: la 1 tonă - 7,2-10 kg, la 100 m² cu o grosime de 1,2-3 mm - 6,8-24 kg;
- flux: pentru 1 tonă - 8-10 kg, pentru 100 m² cu o grosime de 1,2-3 mm - 7,5-23 kg.
Dacă conductele de aer sunt sudate, atunci va fi nevoie de 28-32 kg de material pe tonă.
La sudarea aluminiului, aliajelor pe bază de aluminiu:
- sârmă de aluminiu: la 100 m² - 5-7 kg, la 1 m de sudură (2-3 mm) - 0,1-1,16 kg;
- cu argon manual: la 100 m² - 1800-2700 l, la 1 m de sudură (2-3 mm) - 40 l;
- automat / semiautomat: pentru 100 m² - 700-1100 l, pentru 1 m de cusătură (pentru 2-3 mm) - 12-16 l;
- fire de wolfram: pentru 100 m² - 10-15 kg, pentru 1 m de cusătură (pentru 2-3 mm) - 02 g.
Consumul de electrozi în timpul sudării poate fi diferit, pentru a-l calcula valoare exacta este necesar să folosiți tabele speciale, formule, norme care vă permit să determinați exact toți indicatorii. Atunci când alegeți modul și metoda optime, puteți economisi aproximativ 5% la produsele de umplutură, iar dacă cumpărați un aditiv de înaltă calitate, puteți adăuga în siguranță încă două procente. Dacă luăm în considerare întreaga cantitate de muncă depusă, atunci economiile sunt semnificative.
Calculul precis al consumabilelor stă la baza oricărui proces de producție sau de construcție. Pentru structurile metalice, este important să se țină cont nu numai de specificul configurației, ci și de numărul necesar de electrozi pentru sudare. Se recomandă să faceți acest lucru conform metodelor acceptate. Cu ajutorul lor, este posibil să se calculeze cu exactitate consumul de electrozi la 1 tonă de structuri metalice.
Parametrii care afectează consumul de materiale
Mai întâi trebuie să decideți asupra factorilor care afectează cantitatea de consumabile. Acestea vor afecta direct productivitatea și timpul de livrare. În cazul electrozilor, ar trebui să alegeți modelul potrivit care este cel mai potrivit pentru o anumită operație. Apoi puteți calcula consumul la 1 tonă de structuri metalice.
Pentru a calcula, trebuie să aflați următorii indicatori:
- Greutatea materialului de sudare al unei structuri metalice pe o cusătură. Volumul său nu trebuie să depășească 1,5% din greutatea întregii structuri.
- Lungimea sudurii. Pe lângă dimensiunile standard, se ia în considerare adâncimea. Dacă acest indicator este mare, se fac două sau trei cusături pentru a asigura conexiunea.
- Rata de consum. Aceasta este masa totală de suprafață pe 1 r.m. cusătură.
Ultimul indicator este pentru referință. Depinde de . Datele de referință pot fi preluate de la VSN -452-84. Dar, în același timp, sunt selectate mai multe metode de calcul - teoretice și practice. Diferența dintre indicatori determină eroarea.
Metode de calcul pentru 1 tonă de structuri metalice
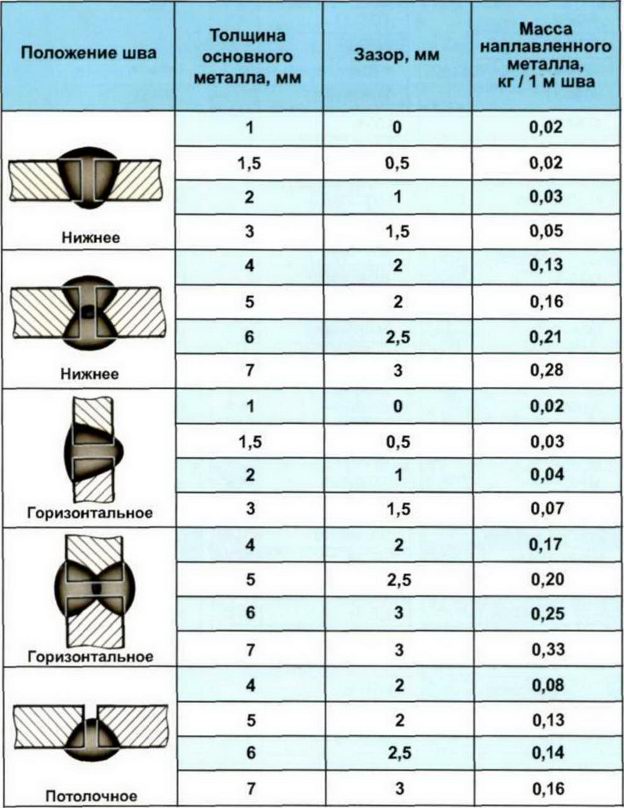
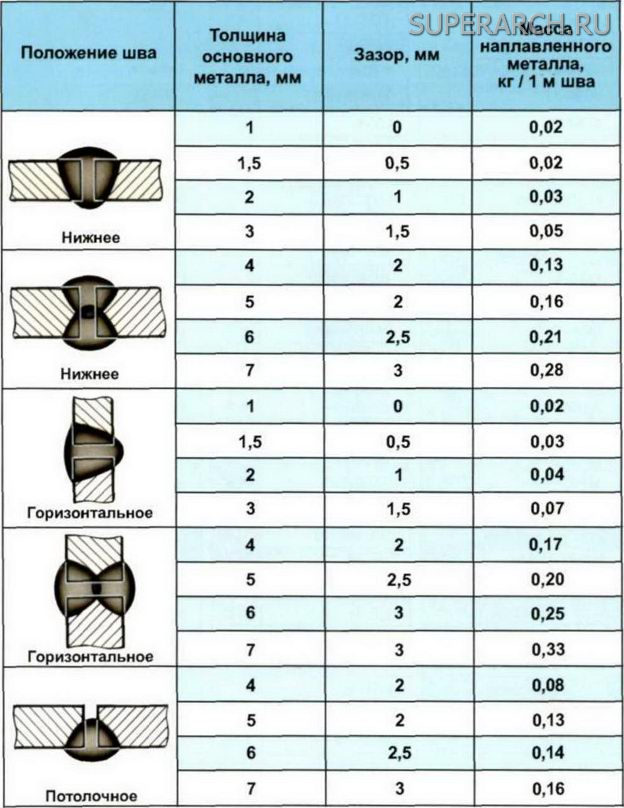
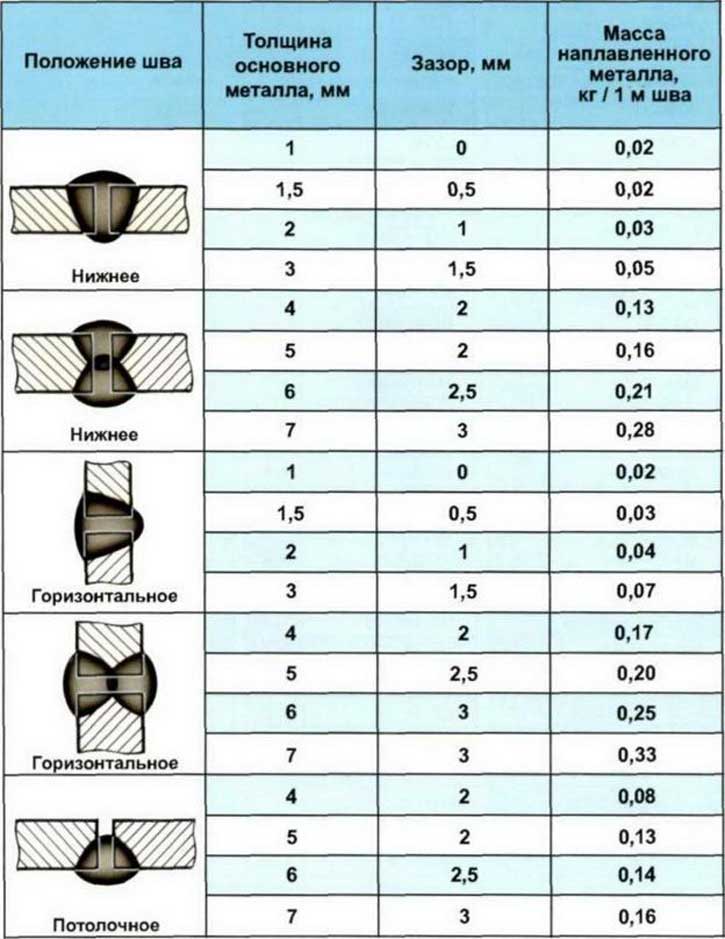
Pentru sudarea structurilor metalice, sunt selectate mai multe tipuri de cusături. Consumul de electrozi depinde de aceasta, deoarece masa metalului depus este determinată pentru fiecare tip de orientare. Ea, la rândul său, afectează viteza de lucru efectuată. Aceste date sunt prezentate în tabel.
Prima metodă de calcul, teoretică, este relativ simplă. Pentru a calcula, va trebui să cunoașteți masa totală a metalului din structură și un coeficient special. Formula arată astfel:
H=M*K
- Unde M este masa totală a metalului;
- K este un factor de referință pentru fiecare tip.
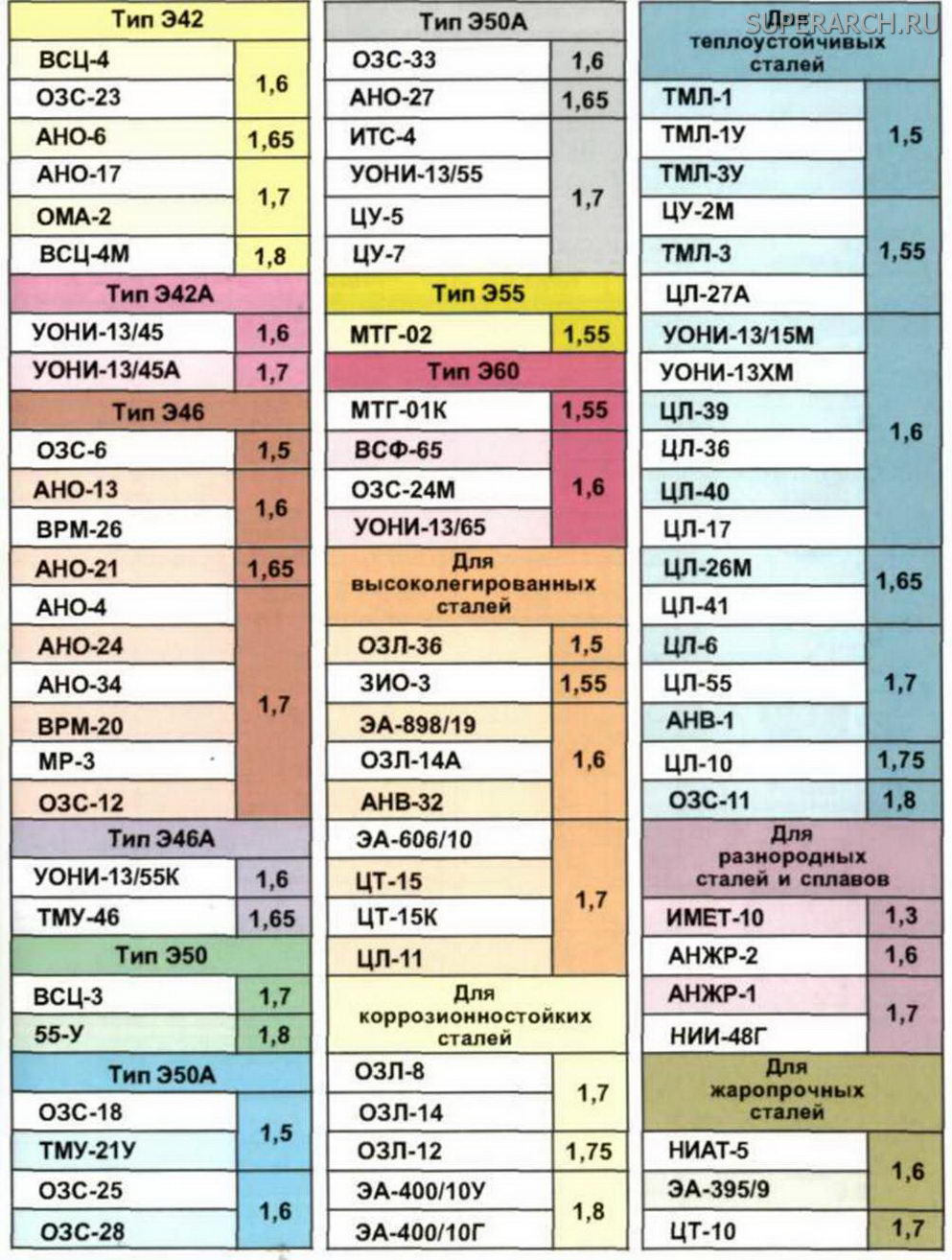
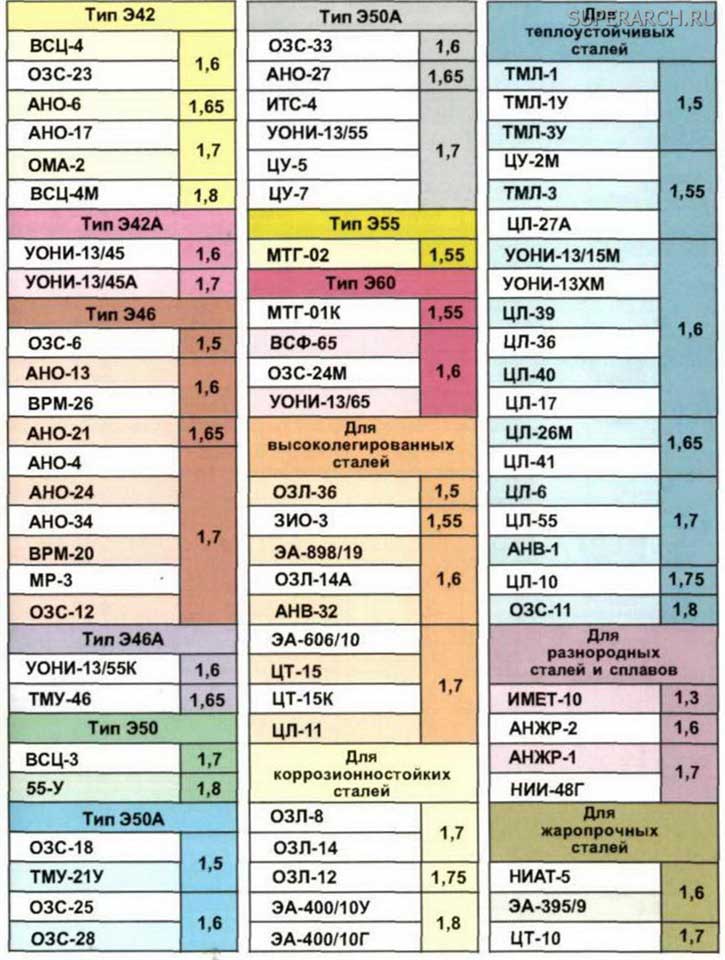
Datele ultimei componente a formulei pot fi luate din materiale de referință. Tabelul rezumativ arată valorile coeficientului în funcție de marca electrozilor.
A doua metodă vă permite să determinați masa metalului depus. Pentru el, nu trebuie să luați date de referință - trebuie doar să faceți măsurători ale cusăturii de conectare. Calculele se efectuează după următoarea formulă:
G=F*L*M
- Unde F este aria totală a secțiunii transversale;
- L este lungimea cusăturii sudate;
- M este masa firului.
Folosind aceste formule, este posibil să se calculeze cu exactitate consumul de electrozi pentru sudarea a 1 tonă de structuri metalice. Dar, în același timp, trebuie luată în considerare eroarea. Se recomandă preliminar să verificați corectitudinea calculelor pe o zonă mică de lucru. Acest lucru este relevant la asamblarea structurilor mari, unde consumul de electrozi va afecta semnificativ costul. Dacă diferența nu depășește 5%, puteți achiziționa consumabile conform datelor calculate.
Reducerea rațională a consumului
Este posibil să se reducă numărul estimat de electrozi fără pierderea calității? Pentru a face acest lucru, se recomandă să utilizați următoarele sfaturi de la experți:
- Utilizați modul de sudare semi-automat sau automat. Odată cu consumul manual al aditivului crește la 5%, ceea ce afectează costurile.
- Parametrii mașinii de sudură - curent și tensiune. Acestea trebuie să se potrivească cu caracteristicile electrozilor selectați. La schimbarea consumabilelor, funcționarea aparatului de sudură este reglată.
- Poziția electrodului la care are loc consumul optim de aditiv este cel mai adesea determinată de rezultatele calculelor practice. Totul depinde de parametrii structurilor metalice.
- marca electrodului sau firului;
- secțiunea cusăturii;
- tip de sudare.
În funcție de tipul de îmbinare (cap la cap, colț, tee), aria secțiunii transversale a cusăturii este calculată diferit. Mai jos sunt exemple de formule, unde b corespunde distanței dintre marginile pieselor, S grosimii piesei și e și g lățimii și înălțimii cusăturii.
Ratele de consum ale electrozilor în timpul sudării
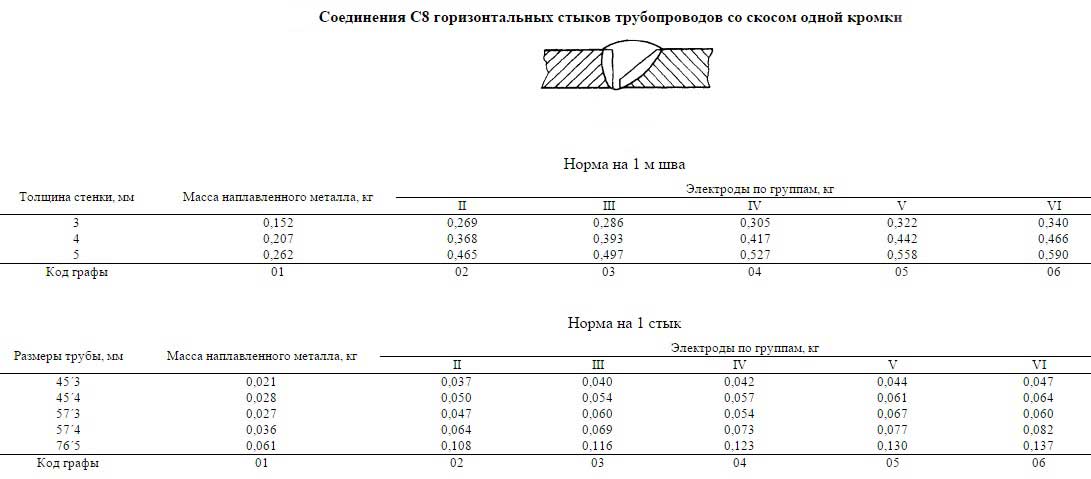
În documentele oficiale VSN 452-84 sau VSN 416-81 („Coduri de construcții departamentale”), standardele de producție sunt indicate pentru 1 îmbinare și pentru 1 metru de cusătură. Indicatorii sunt calculați separat pentru diferite tipuri de sudare:
- arc manual (MMA);
- arc manual de argon (TIG);
- sudare automată cu arc scufundat etc.
Exemplu de reglementări pentru îmbinare de sudare tip C8:
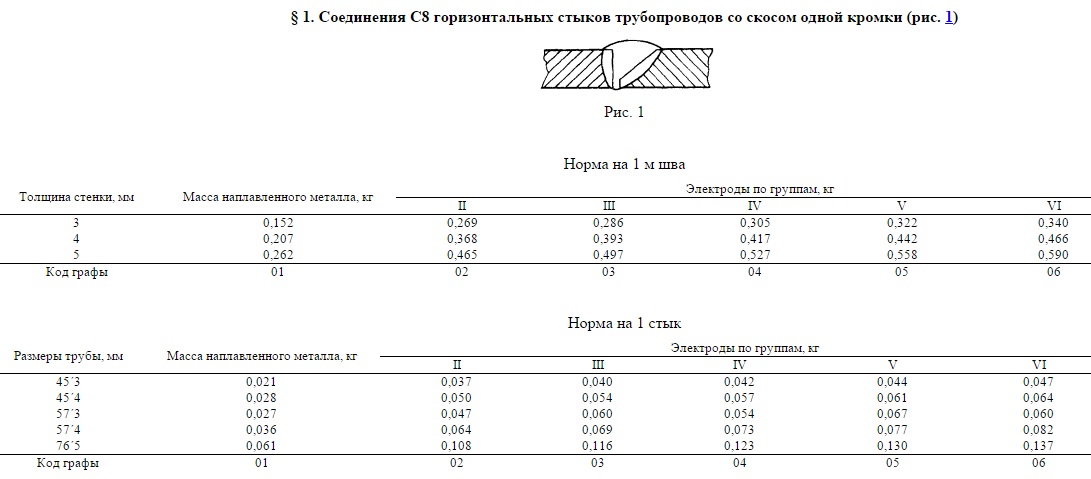
Consumul de electrozi la 1 m de cusătură
Consumul de electrozi poate fi determinat independent. Se compune din masa de metal depusă și pierderi (acestea includ stropirea, formarea de zgură, cenușă). Pentru început, calculăm masa metalului depus folosind formula:
Masa = aria secțiunii transversale a sudurii * densitatea metalului * lungimea sudurii
Valorile densității sunt ușor de învățat din literatura de referință (densitatea oțelului carbon - 7,85 g / cc, oțel nichel-crom - 8,5 g / cc). Apoi, folosind a doua formulă, calculăm consumul total de electrozi în timpul sudării:
Rata de consum = greutatea metalului depus * factor de consum
Coeficientul de consum depinde de marca particulară a electrodului. Aceste date sunt date în documente de reglementare, cum ar fi VSN 452-84 (a se vedea secțiunea următoare). Pentru a calcula consumul în kilograme pe metru liniar (kg / m), trebuie să luați lungimea cusăturii din prima formulă ca 1 metru.
Coeficienții de consum al electrozilor
| Coeficient | Clasele electrozilor |
| 1,5 | ANO-1, OZL-E6; OZL-5; TsT-28; OZL-25B |
| 1,6 | ANO-5, ANO-13, TsL-17, OZL-2, OZL-3, OZL-6, OZL-7, OZL-8, OZL-21, ZIO-8, UONI-13/55U |
| 1,7 | OZL-9A, GS-1, TsT-15, TsL-9, TsL-11, ONUI-13/NZh, ONUI-13/45 |
| 1,8 | OZS-11, OZL-22, OZL-20, NZh-13, VCC-4, K-5A |
| 1,9 | ANZHR-2, OZL-28, OZL-27 |
Factori de corecție
Pentru un calcul mai precis se folosesc factori de corecție. Lista lor completă poate fi găsită în VSN 452-84. Iată exemple de modificări în funcție de sarcinile de lucru:
La sudarea îmbinărilor rotative
La sudarea duzelor situate la un unghi față de axa principală a țevii (în mod implicit, unghiul este luat ca 90°)
Când duzele sunt poziționate pe lateral sau mai jos în raport cu conducta principală



