Harta tehnologică a probei de sudare a conductelor. Harta tehnologica a sudarii structurilor metalice
Sudarea este un proces complex în mai multe etape. Fiabilitatea structurilor fabricate depinde de calitatea implementării lor. Desigur, acasă, cardul este puțin probabil să fie nevoie, dar în condiții de producție, procesul de sudare trebuie să aibă o reglementare strictă și un control al calității.
Dirijare este pentru executantul lucrării atât un desen, cât și o instrucțiune exactă care determină atât procedura de implementare a acestora (inclusiv etapa pregătitoare), cât și parametrii și modurile în conformitate cu care trebuie efectuat întregul proces.
Dezvoltarea diagramelor tehnologice pentru sudare vă permite să evitați timpul inutile, costurile financiare și materiale atunci când efectuați o sarcină de producție. Folosind harta, puteți controla calitatea execuției lucrari de sudareîn orice stadiu. Acesta reflectă cerințele clientului pentru fabricarea structurii. În plus, în document se fac înregistrări despre nivelul dorit de performanță.
Reflectarea cerințelor clienților
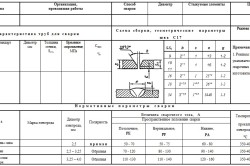
Figura 1. Sample Mapping proces tehnologic sudare.
Pe fig. 1 prezintă un exemplu de hartă a procesului de sudare. La rubrica „Obiect de construcție” se înscrie denumirea obiectului pe care se vor efectua lucrările de sudare. În secțiunea hărții care o urmează, este marcată organizația care va fi direct implicată în acest proces particular. În următoarele coloane, clientul definește:
- ce tehnologie de sudare se va folosi (gaz, arc electric etc.);
- diametrul țevilor sudate;
- numele elementelor care urmează să fie conectate (canal + conductă, Taur + colț) cu un semn pe zona de spații plate.
În colțul din dreapta al hărții procesului de sudare există o coloană în care este introdus codul acesteia. Acest index va fi inclus în toată documentația tehnică asociată cu produsul sudat.
Următoarele rânduri ale documentului sunt dedicate descrierii pieselor care trebuie sudate și caracteristicilor acestora (grosimea peretelui tubului, clasele de oțel etc.). Ele indică, de asemenea, parametrii pentru geometria îmbinărilor și a sudurii, precum și cerințele pentru calitatea lucrărilor. Toate intrările în coloane trebuie făcute cu mare precizie, deoarece în timpul procesului de producție sudorul trebuie să respecte parametrii specificați.
Harta tehnologică informează antreprenorul despre standardele pentru tehnologia de sudare a obiectului. Ele îi cer să aplice cu precizie mărcile specificate de electrozi atunci când sudează straturile de rădăcină, de umplere și de acoperire. În plus, se determină diametrele electrozilor pentru diferite etape, polaritatea conexiunii cablurilor de sudură. Diagramele tehnologice conțin date despre puterea curentă la care piesele trebuie sudate în tavan, în poziție verticală sau inferioară. Coloana de jos oferă recomandări cu privire la temperatura și timpul de coacere a electrozilor pentru fiecare operațiune.

Figura 2. Raport privind evoluția lucrărilor și controlul calității acesteia.
Eșantionul prezentat în fig. 2 prezintă o parte a documentului, care afișează toate acțiunile executantului în timpul executării comenzii. Întregul proces trebuie descris în detaliu. Totodată, harta tehnologică nu ignoră raportul privind operațiunile pregătitoare. În linia dedicată pregătirii capetelor de țeavă se înregistrează echipamentele și uneltele folosite pentru curățarea suprafețelor (de murdărie, vopsea etc.). În stânga se stabilesc cerințele pentru pregătirea capetelor și se introduc informații munca pregatitoare, care include si efectuarea de masuratori pentru deplasarea marginilor tevilor sudate si determinarea tolerantelor pentru aceasta deplasare.
În plus, harta tehnologică este completată cu date despre procesul de asamblare a pieselor, care oferă legături către desenele originale în funcție de care se realizează sarcina și descrie progresul implementării acesteia, reflectând metodele de asamblare. Ca și în prima coloană, în secțiunile ulterioare ale documentului sunt înregistrate toate echipamentele și instrumentele implicate în proces. Un mic capitol al hărții este dedicat tratamentului termic al pieselor sudate. În plus, executantul trebuie să raporteze în detaliu direct pe procesul de sudare. Secțiunea este plină cu informații despre numărul de chinuri și cusături și mostrele acestora. Coloana cea mai de jos înregistrează rezultatele controlului calității lucrărilor efectuate, indicând echipamentul și metodele de efectuare a verificării. Harta tehnologică este certificată prin semnătura dezvoltatorului său.
Toate lucrările incluse în document trebuie efectuate numai cu echipamente certificate și certificate pentru a garanta performanța lor de înaltă calitate.
FIȘĂ DE INSTRUCȚIUNI
Sudura role de filet pe plăci în poziția inferioară, dimensiunea plăcilor
Exerciții:
2. Selectarea modului de sudare.
3. Porniți rolele filetate
plăci în poziție în jos
Căști de sudură; mănuși de pânză; prelata de sudura costum; perie metalica; ciocan de zgură; OZS-d3,4 mm.
Ordin de executare
Reperformanță la locul de muncă
Răspundeți la întrebările privind implementarea măsurilor de siguranță înainte, în timpul și după sudare, activități pentru Siguranța privind incendiile, siguranta electrica si siguranta la Situații de urgență
A pregati la locul de muncă sudor, reglați echipamentul de sudură și selectați curent de sudare
Pregătiți placa pentru sudare
Luați o perie metalică și curățați suprafața la o lățime de 20 mm până la o luciu metalic.
Electrod
scurt.

Rolă de filet de siguranță „de la stânga la dreapta”, „de la dreapta la stânga”
Efectuați suprafața mărgelelor cu poziția inferioară a plăcilor „de la stânga la dreapta”, „de la dreapta la stânga”.
Locația verticală a electrodului, unghiul este de 900.
Unghiul de poziție a electrodului înapoi,
unghiul de înclinare este de 30-600.
Unghiul de poziție a electrodului înainte,
unghiul de înclinare este de 30-600.





Fuzionați rola de ață „pe tine” și „departe de tine”
Efectuați suprafața mărgelelor cu poziția inferioară a plăcilor „spre” și „departe de tine”.
Poziția electrodului: unghi înainte, unghi înapoi, înclinare la dreapta, înclinare la stânga. Urmăriți suprafața rolelor de filet „de la stânga la dreapta” și „de la dreapta la stânga”.

Fuzionați rola de filet în poziția înclinată a plăcilor
Efectuați suprafața bilelor cu poziția înclinată a plăcilor conducând electrodul într-un unghi înapoi, unghi înainte, înclinare la dreapta, înclinare la stânga.
Unghiul plăcii:

Introduceți rolele cu filet pozitie verticala farfurii
Efectuați suprafața mărgelelor în poziția verticală a plăcilor „de la stânga la dreapta”, „de la dreapta la dreapta”.
Poziția electrodului: „departe de tine” și „pornit

Suprafaţa rolelor cu filet în poziţia verticală a plăcilor
Efectuați suprafața mărgelelor pe plăci situate vertical, folosind metoda de conducere a electrodului „de jos în sus” și „de sus în jos”.
Curățați cordonele de sudură, efectuați inspecția externă
Curățați cordonele de sudură cu un ciocan de zgură și o perie de oțel.
Verificați calitatea suprafeței și supuneți lucrarea spre verificare la maistru.
FIȘĂ DE INSTRUCȚIUNI
Suprafața de mărgele lărgite pe plăci în poziția inferioară
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2. Selectarea modului de sudare.
3. Realizarea rolelor lărgite
pe plăci în poziţia jos.
Echipamente: surse de curent cu arc de sudare; suport electrozi cu cablu de sudura;
Ordine de executare Standard de lucru
Instrucțiuni și explicații
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare
Pregătirea locului de muncă al sudorului
Introduceți electrodul în suportul pentru electrod.
Aprindeți arcul prin metoda „back-to-back”.
Contactul electrodului cu piesa de prelucrat
scurt.
Aprindeți arcul folosind metoda „lovire”, închideți circuitul de sudare atingând capătul electrodului de suprafața piesei de prelucrat, îndepărtați electrodul rapid, dar la o distanță scurtă.
Fuzionați rola lărgită „de la stânga la dreapta”,
"de la dreapta la stanga"
Efectuați suprafața margelelor lărgite în poziția inferioară a plăcilor "de la stânga la dreapta",
„de la dreapta la stânga”.
Mișcarea 1-
Mișcarea 2- deplasarea electrodului de-a lungul
rolă în direcția sudării. În acest caz, electrodul trebuie să fie înclinat la un unghi de 15-300 față de axa perpendiculară pe planul de sudare.
Mișcarea 3-

Fuzionați mărgeaua lărgită pe plăci în poziția inferioară „spre” și „departe de tine”
Efectuați suprafața margelelor lărgite în poziția inferioară a plăcilor „spre” și „departe de tine”.
Poziția electrodului: unghi înapoi, unghi înainte, înclinare la dreapta, înclinare la stânga ( Ceas: suprafața de margele lărgite în poziția inferioară „de la stânga la dreapta” și „de la dreapta la stânga”.
Efectuați suprafața perlelor combinând trei mișcări cu electrodul:
Mișcarea 1- alimentarea uniformă și continuă a electrodului piesei pe măsură ce aceasta se topește.
Mișcarea 2- deplasarea electrodului de-a lungul
rolă în direcția sudării. în care
electrodul trebuie să fie înclinat la un unghi de 15-300 pe axa perpendiculară pe planul de sudare.
Mișcarea 3- mişcarea oscilatoare a capătului
electrodul la dreapta și la stânga rolei.
Mențineți o lungime constantă a arcului de 2-3 mm, dar evitați scurtcircuitele între electrod și piesa de prelucrat, deoarece electrodul poate „îngheța”.
Lățimea normală a granulelor, care depinde în principal de diametrul electrodului, ar trebui să fie (2-4) de diametrul electrodului.
Poziția în jos
Curățați rolele lărgite de pe plăci în interior
poziție inferioară când electrodul se mișcă
„de la dreapta la stânga”, „de la stânga la dreapta”, „spre”, „de la sine”; implementa .
Comparați cu benchmark:
1. Lățimea rolei trebuie să fie (2-4) * de.
1. Efectuați mișcări oscilatorii
electrod:
o Zigzag;
zona sudata);
o Semiluna (bombă în lateral
zona nesudata).
Trimiteți lucrarea maestrului
FIȘĂ DE INSTRUCȚIUNI
Suprafața margelelor lărgite pe plăci în poziție înclinată
Exerciții:
2. Alegerea modului de sudare.
3. Efectuarea rolelor lărgite pe plăci în poziție înclinată.
Echipamente: surse de curent cu arc de sudare; suport electrozi cu cablu de sudura;
măști de sudură; mănuși de pânză; prelata de sudura costum; perie metalica; ciocan de zgură; plăci din oțel carbon cu dimensiunea de 250*150*10 mm; electrozi marca UONII-13/55, OZS-d 3,4 mm.
Ordin de executare
Instrucțiuni și explicații
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare
Răspundeți la întrebări privind implementarea măsurilor de siguranță înainte, în timpul și după sudare, siguranță la incendiu, siguranță electrică și măsuri de siguranță în situații de urgență.
Verificați cablul de sudură, suportul electrodului și împământarea.
Costum de pânză, mănuși de pânză, mască de sudură, pălărie, pantofi sau bocanci speciali.
Pregătirea locului de muncă al sudorului
Fuzionați o perlă lărgită într-o poziție înclinată a plăcilor
Efectuați suprafața mărgelelor lărgite în poziția înclinată a plăcilor „de la stânga la dreapta”, „de la dreapta la stânga”, „departe de tine”, „spre tine”.
Unghiul plăcii: 150.300, 450.600.
Poziția electrodului: unghi spate, unghi
înainte, înclină dreapta, înclină stânga.
Efectuați suprafața perlelor combinând trei mișcări cu electrodul:
Mișcarea 1- alimentarea uniformă și continuă a electrodului piesei pe măsură ce aceasta se topește.
Mișcarea 2-
Mișcarea 3- mișcarea oscilatorie a capătului electrodului spre dreapta și stânga rolei.
Mențineți o lungime constantă a arcului de 2-3 mm, dar evitați scurtcircuitele între electrod și piesa de prelucrat, deoarece electrodul poate „îngheța”.
Lățimea normală a granulelor, care depinde în principal de diametrul electrodului, ar trebui să fie (2-4) de diametrul electrodului.





Curățați crestele lărgite de pe plăci
Comparați cu benchmark:
Înălțimea rolei trebuie să fie de (2-3) mm.
Zigzag;
FIȘĂ DE INSTRUCȚIUNI
Suprafața margelelor lărgite pe plăci în poziție orizontală
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2. Alegerea modului de sudare.
3.Efectuarea rolelor lărgite pe plăci în poziție orizontală.
Echipamente: surse de curent cu arc de sudare; suport electrozi cu cablu de sudura;
măști de sudură; mănuși de pânză; prelata de sudura costum; perie metalica; ciocan de zgură; plăci din oțel carbon cu dimensiunea de 250*150*10 mm; electrozi marca UONII-13/55, OZS-d 3,4 mm.
Ordin de executare
Instrucțiuni și explicații
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare
Răspundeți la întrebări privind implementarea măsurilor de siguranță înainte, în timpul și după sudare, siguranță la incendiu, siguranță electrică și măsuri de siguranță în situații de urgență.
Verificați cablul de sudură, suportul electrodului și împământarea.
Costum de pânză, mănuși de pânză, mască de sudură, pălărie, pantofi sau bocanci speciali.
Pregătirea locului de muncă al sudorului
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură, selectați curentul de sudare.
Fuzionați mărgeaua lărgită pe plăci în poziție orizontală
Suprafața margelelor lărgite în poziția orizontală a plăcilor „spre” și „departe de tine”, „de la stânga la dreapta”, „de la dreapta la stânga”.
Poziția electrodului: unghi înapoi, unghi înainte, înclinare la dreapta, înclinare la stânga.
Notă: vezi secțiunea „Acoperirea mărgelelor lărgite în poziție înclinată”.
Efectuați suprafața perlelor combinând trei mișcări cu electrodul:
Mișcarea 1- alimentarea uniformă și continuă a electrodului piesei pe măsură ce aceasta se topește.
Mișcarea 2- mișcarea electrodului de-a lungul rolei în direcția sudării. În acest caz, electrodul trebuie să fie înclinat la un unghi de 15-300 față de axa perpendiculară pe planul de sudare.
Mișcarea 3- mișcarea oscilatorie a capătului electrodului spre dreapta și stânga rolei.
Mișcarea cu 2 electrozi înainte.
Mișcare cu 3 electrozi la dreapta, la stânga,
Mențineți o lungime constantă a arcului de 2-3 mm, dar evitați scurtcircuitele între electrod și piesa de prelucrat, deoarece electrodul poate „îngheța”.
Lățimea normală a granulelor, care depinde în principal de diametrul electrodului, ar trebui să fie (2-4) de diametrul electrodului.

1-miscare progresiva a electrodului.
Mișcarea cu 2 electrozi înainte.
Mișcare cu 3 electrozi la dreapta, la stânga
Curățați crestele lărgite de pe plăci
Curățați rolele lărgite de pe plăci în timp ce mișcați electrodul „de la dreapta la stânga”, „de la stânga la dreapta”, „spre tine”, „departe de tine”; control prin inspecție externă.
Comparați cu benchmark:
Lățimea rolei trebuie să fie (2-4) de.
Înălțimea rolei trebuie să fie de (2-3) mm.
Efectuați mișcări oscilatorii cu electrodul:
Zigzag;
Semiluna (bombă în direcția zonei sudate);
Semilună (bombă spre zona nesudată).
Trimiteți lucrarea spre verificare la maestrul de pregătire industrială
FIȘĂ DE INSTRUCȚIUNI
Suprafața de mărgele lărgite pe plăci în poziție verticală
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2. Alegerea modului de sudare.
3.Efectuarea rolelor lărgite pe plăci în poziție verticală.
Echipamente: surse de curent cu arc de sudare; suport electrozi cu cablu de sudura;
măști de sudură; mănuși de pânză; prelata de sudura costum; perie metalica; ciocan de zgură; plăci din oțel carbon cu dimensiunea de 250*150*10 mm; electrozi marca UONII-13/55, OZS-d 3,4 mm.
Ordin de executare
Instrucțiuni și explicații
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare
Răspundeți la întrebări privind implementarea măsurilor de siguranță înainte, în timpul și după sudare, siguranță la incendiu, siguranță electrică și măsuri de siguranță în situații de urgență.
Verificați cablul de sudură, suportul electrodului și împământarea.
Costum de pânză, mănuși de pânză, mască de sudură, pălărie, pantofi sau bocanci speciali.
Pregătirea locului de muncă al sudorului
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură, selectați curentul de sudare.
Fuzionați margele lărgite în poziția verticală a plăcilor cusături orizontale
Pentru a efectua sudarea lărgită a margelelor în poziția verticală a plăcilor cu cusături orizontale „de la dreapta la stânga” și „de la stânga la dreapta”.
Poziția electrodului: unghi înapoi, unghi înainte.
Înclinați la dreapta, înclinați la stânga.
Notă: vezi secțiunea „Acoperirea mărgelelor lărgite în poziție înclinată a plăcilor”.
Efectuați suprafața perlelor combinând trei mișcări cu electrodul.
Mișcarea 1. Alimentarea uniformă și continuă a electrodului plăcii pe măsură ce se topește. Mențineți o lungime normală a arcului (2-4 mm), dar nu scurtcircuitați electrodul la placă.
Mișcarea 2. Deplasați electrodul de-a lungul marginilor în direcția sudării în timp ce înclinați electrodul la un unghi de 15-300 în apropierea axei perpendiculare pe planul de sudare u1087. Picăturile de metal în timpul topirii electrodului trebuie să se deplaseze în direcția axei acestuia și să cadă pe metalul topit al bazinului de sudură.
Mișcarea 3. Mișcarea oscilatorie a capătului electrodului se realizează de-a lungul cusăturii. Este necesar să obțineți o rolă de lățimea dorită.
Lățimea normală a mărgelei, care depinde în principal de diametrul electrodului, este determinată după cum urmează:
B \u003d (2-4) de, unde B este lățimea rolei, mm;
De-diametrul electrodului, mm
Cordonul de sudură trebuie să aibă dimensiuni geometrice prezentată în figură.
Curățați crestele lărgite de pe plăci
Curățați rolele lărgite de pe plăci în timp ce mișcați electrodul „de la dreapta la stânga”, „de la stânga la dreapta”, „spre tine”, „departe de tine”; control prin inspecție externă.
Comparați cu benchmark:
Lățimea rolei trebuie să fie (2-4) de.
Înălțimea rolei trebuie să fie de (2-3) mm.
Efectuați mișcări oscilatorii cu electrodul:
Zigzag;
Semiluna (bombă în direcția zonei sudate);
Semilună (bombă spre zona nesudată).
Trimiteți lucrarea spre verificare la maestrul de pregătire industrială
FIȘĂ DE INSTRUCȚIUNI
Sudare articulațiile cap la capîn poziţia inferioară a plăcilor cu pregătirea marginilor
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2. Alegerea modului de sudare.
3. Sudarea îmbinărilor cap la cap în poziţia inferioară a plăcilor cu pregătirea marginilor
Placi din otel carbon 250*150*10mm; electrozi marca UONII-13/55, OZS-d3,4 mm.
Ordin de executare
Instrucțiuni și
explicatii
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare
Pregătirea locului de muncă al sudorului
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură și selectați curentul de sudare.
Pregătiți plăcile pentru sudarea cap la cap în poziția inferioară cu pregătirea marginilor
Examinează-o.
Luați o perie metalică și curățați suprafața marginilor la o distanță de cel puțin 200 mm până la un luciu metalic pe ambele părți ale plăcilor și îndreptați metalul (Fig. 3).
Pentru a efectua tăierea marginilor îmbinării cap la cap a teșirii în formă de Y pentru sudare prin pilire.
Așezați plăcile pe o suprafață plană cu margini netezite astfel încât să nu existe pereți neuniformi și lăsați un spațiu de 1-2 mm între marginile de sudat.


Aprindeți arcul de sudură și mențineți arderea constantă până când electrodul este complet ars
Introduceți electrodul în suportul pentru electrod.
Aprindeți arcul folosind metoda „lovire”, închideți circuitul de sudare atingând capătul electrodului de suprafața piesei de prelucrat, îndepărtați electrodul rapid, dar la o distanță scurtă.
Aprindeți arcul prin metoda „back-to-back”.
Plăci de lipire
Lăsați un spațiu de 1-2 mm între marginile plăcilor (Fig. 4).
Efectuați lipirea plăcilor, retrocedând de la marginea plăcii 30-40 mm (distanța dintre chinuri 100-200 mm) (Fig. 5).
Chinurile trebuie făcute cu o cusătură îngustă de lungime mică (Fig. 5).
Efectuați lipirea cu același diametru de electrod ca și sudarea.
În timpul sudării, chinurile trebuie topite până la metalul de bază, deoarece în caz contrar, este posibilă formarea de lipsă de fuziune, porozitate și incluziuni de zgură în cusătură.
Sudarea plăcilor cu îmbinare cap la cap în poziția inferioară cu canelură
Sudați plăcile cu o îmbinare cap la cap în poziția inferioară cu margini de tăiere cu o cusătură unilaterală.
Țineți electrodul într-un plan perpendicular pe plăci, cu o înclinare de 15-200 spre direcția de sudare.
Conduceți electrodul în centrul golului, lungimea arcului nu trebuie să fie mai mare de 2-4 mm, constantă; muta electrodul uniform.
Efectuați suprafața perlelor combinând trei mișcări cu electrodul:
Mișcarea 1- alimentarea uniformă și continuă a electrodului piesei pe măsură ce aceasta se topește.
Mișcarea 2- mișcarea electrodului de-a lungul rolei în direcția sudării.
În acest caz, electrodul trebuie să fie înclinat la un unghi de 15-300 față de axa perpendiculară pe planul de sudare.
Mișcarea 3- mișcarea oscilatorie a capătului electrodului spre dreapta și stânga rolei.
Mențineți o lungime constantă a arcului de 2-3 mm, dar evitați scurtcircuitele între electrod și piesa de prelucrat, deoarece electrodul poate „îngheța”.
La reaprinderea arcului, după schimbarea electrodului sau ruperea accidentală a acestuia, este necesar să se aprindă arcul în fața craterului, apoi să returneze electrodul înapoi și să digere metalul înghețat al bazinului de sudură.
FIȘĂ DE INSTRUCȚIUNI
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2..Selectarea modului de sudare.
Echipamente: surse de curent cu arc de sudare; suport electrozi cu cablu de sudura; măști de sudură; mănuși de pânză; prelata de sudura costum; perie metalica; ciocan de zgură.
Placi din otel carbon 250*150*10mm; electrozi marca UONII-13/55,
OZS-d3,4 mm.
Ordin de executare
Instrucțiuni și
explicatii
Reperformanță la locul de muncă
Răspundeți la întrebările de performanță
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură și selectați curentul de sudare.
Ridicați farfuria, examinați-o cu atenție.
Editați plăcile cu un ciocan.

Aprindeți arcul de sudură și mențineți arderea constantă până la arderea completă
Introduceți electrodul în suportul pentru electrod.
Aprindeți arcul folosind metoda „lovire”, închideți circuitul de sudare atingând capătul electrodului de suprafața piesei de prelucrat, îndepărtați electrodul rapid, dar la o distanță scurtă.
Aprindeți arcul prin metoda „back-to-back”.
Contactul electrodului cu piesa este de scurtă durată.
Sudarea filet în poziţia inferioară a plăcilor
Efectuați sudarea îmbinării filetului în poziția inferioară a plăcilor cu diferite poziții ale electrodului.
Sudați îmbinarea filetului în poziția inferioară a plăcilor.




Control prin inspecție externă
Comparați cu standardul pentru sudarea plăcilor filetate
Standard de sudare a plăcilor
FIȘĂ DE INSTRUCȚIUNI
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2. Alegerea modului de sudare.
Echipamente: surse de curent cu arc de sudare; suport electrozi cu cablu de sudura; măști de sudură; mănuși de pânză; prelata de sudura costum; perie metalica; ciocan de zgură.
Placi din otel carbon 250*150*10mm; electrozi marca UONII-13/55,
OZS-d3,4 mm.
Ordin de executare
Instrucțiuni și
explicatii
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare.
Răspundeți la întrebări privind implementarea măsurilor de siguranță înainte, în timpul și după sudare, siguranță la incendiu, siguranță electrică și măsuri de siguranță în situații de urgență.
Pregătirea locului de muncă al sudorului.
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură și selectați curentul de sudare.
Pregătiți plăcile pentru sudare în poziția inferioară.
Ridicați farfuria, examinați-o cu atenție.
Editați plăcile cu un ciocan.
Luați o perie metalică și curățați suprafața la o distanță de cel puțin 200 mm până la un luciu metalic.
Aprindeți arcul de sudură și mențineți arderea constantă până la arderea completă
Introduceți electrodul în suportul pentru electrod.
Aprindeți arcul folosind metoda „lovire”, închideți circuitul de sudare atingând capătul electrodului de suprafața piesei de prelucrat, îndepărtați electrodul rapid, dar la o distanță scurtă.
Aprindeți arcul prin metoda „back-to-back”.
Contactul electrodului cu piesa este de scurtă durată.
Sudarea îmbinării în T în poziția inferioară a plăcilor
Efectuați sudarea îmbinării în T în poziția inferioară cu o poziție diferită a electrodului.
Asamblați plăcile pe chinuri, făcând un pas înapoi de la marginea plăcilor 30-40 mm (distanța dintre chinuri este de 100-200 mm).
Sudați îmbinarea T în poziția inferioară a plăcilor.
Curățați sudurile.
Efectuați controlul sudurilor prin inspecție externă.

Curățați sudura și verificați prin inspecție externă
Control prin inspecție externă
Comparați cu standardul de sudare a plăcilor de îmbinare în T
Standard de sudare a plăcilor
FIȘĂ DE INSTRUCȚIUNI
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2..Selectarea modului de sudare.
Echipamente: surse de curent cu arc de sudare; suport electrozi cu cablu de sudura; măști de sudură; mănuși de pânză; prelata de sudura costum; perie metalica; ciocan de zgură.
Placi din otel carbon 250*150*10mm; electrozi marca UONII-13/55,
OZS-d3,4 mm.
Ordin de executare
Instrucțiuni și
explicatii
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare.
Răspundeți la întrebări privind implementarea măsurilor de siguranță înainte, în timpul și după sudare, siguranță la incendiu, siguranță electrică și măsuri de siguranță în situații de urgență.
Pregătirea locului de muncă al sudorului.
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură și selectați curentul de sudare.
Pregătiți plăcile pentru sudare în poziția inferioară.
Ridicați farfuria, examinați-o cu atenție.
Editați plăcile cu un ciocan.
Luați o perie metalică și curățați suprafața la o distanță de cel puțin 200 mm până la un luciu metalic.
Aprindeți arcul de sudură și mențineți arderea constantă până la arderea completă
Introduceți electrodul în suportul pentru electrod.
Aprindeți arcul folosind metoda „lovire”, închideți circuitul de sudare atingând capătul electrodului de suprafața piesei de prelucrat, îndepărtați electrodul rapid, dar la o distanță scurtă.
Aprindeți arcul prin metoda „back-to-back”.
Contactul electrodului cu piesa este de scurtă durată.
Sudați îmbinarea polei cu o cusătură unilaterală la diverse prevederi electrod.
La un unghi de 90 de grade.
La un unghi de 30 de grade.
La un unghi de 45 de grade.
![]()
Pregătiți plăcile pentru sudare
Faceți ajustări la plăci.
Curățați suprafața plăcii cu o perie metalică.
Asamblați plăcile pe chinuri, retrocedând de la marginea plăcilor 30-40 mm (distanța față de chinuri 100-200 mm).
Asamblați plăcile pe chinuri pentru o cusătură pe două fețe.
Sudați îmbinarea polei cu o cusătură unilaterală.
Sudați îmbinarea suprapusă cu o cusătură pe două fețe.

Curățați sudura și verificați prin inspecție externă
Control prin inspecție externă
Comparați cu standardul de sudare a plăcilor de îmbinare suprapusă
Standard de sudare a plăcilor

FIȘĂ DE INSTRUCȚIUNI
Sudare conexiuni de coltîn poziţia inferioară a plăcilor
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2..Selectarea modului de sudare.
3. Sudarea îmbinărilor de colț în poziția inferioară a plăcilor
Echipamente: surse de curent cu arc de sudare; suport electrozi cu cablu de sudura; măști de sudură; mănuși de pânză; prelata de sudura costum; perie metalica; ciocan de zgură.
Placi din otel carbon 250*150*10mm; electrozi marca UONII-13/55,
OZS-d3,4 mm.
Ordin de executare
Instrucțiuni și
explicatii
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare.
măsuri de siguranță înainte, în timpul și după sudare, siguranță la incendiu, siguranță electrică și măsuri de siguranță în situații de urgență.
Pregătirea locului de muncă al sudorului.
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură și selectați curentul de sudare.
Pregătiți plăcile pentru sudare în poziția inferioară.
Ridică farfuria, cu grijă
examinează-o.
Editați plăcile cu un ciocan.
Luați o perie metalică și curățați suprafața la o distanță de cel puțin 200 mm până la un luciu metalic.
Introduceți electrodul în suportul pentru electrod.
Aprindeți arcul folosind metoda „lovire”, închideți circuitul de sudare atingând capătul electrodului de suprafața piesei de prelucrat, îndepărtați electrodul rapid, dar la o distanță scurtă.
Aprindeți arcul prin metoda „back-to-back”.
Contactul electrodului cu piesa este de scurtă durată.
Sudarea îmbinării filetului plăcilor în poziţia înclinată a plăcilor
Efectuați sudarea îmbinărilor de filet ale plăcilor cu înclinarea crescândă a plăcilor (15, 30, 45, 60, grade).
Puterea curentului trebuie redusă cu 5-10% în comparație cu sudarea în poziția inferioară.
Curățați sudurile.

FIȘĂ DE INSTRUCȚIUNI
Sudarea îmbinărilor tee în poziția inferioară a plăcilor
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2..Selectarea modului de sudare.
3. Sudarea îmbinărilor tee în poziţia inferioară a plăcilor
Echipamente: surse de curent cu arc de sudare; suport electrozi cu cablu de sudura; măști de sudură; mănuși de pânză; prelata de sudura costum; perie metalica; ciocan de zgură.
Placi din otel carbon 250*150*10mm; electrozi marca UONII-13/55,
OZS-d3,4 mm.
Ordin de executare
Instrucțiuni și
explicatii
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare.
Răspundeți la întrebările de performanță
măsuri de siguranță înainte, în timpul și după sudare, siguranță la incendiu, siguranță electrică și măsuri de siguranță în situații de urgență.
Pregătirea locului de muncă al sudorului.
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură și selectați curentul de sudare.
Pregătiți plăcile pentru sudare în poziția inferioară.
Ridică farfuria, cu grijă
examinează-o.
Editați plăcile cu un ciocan.
Luați o perie metalică și curățați suprafața la o distanță de cel puțin 200 mm până la un luciu metalic.
Aprindeți arcul de sudură și mențineți arderea sa stabilă până la arderea completă.
Introduceți electrodul în suportul pentru electrod.
Aprindeți arcul folosind metoda „lovire”, închideți circuitul de sudare atingând capătul electrodului de suprafața piesei de prelucrat, îndepărtați electrodul rapid, dar la o distanță scurtă.
Aprindeți arcul prin metoda „back-to-back”.
Contactul electrodului cu piesa este de scurtă durată.
Sudarea în T a plăcilor în poziție înclinată a plăcilor
Pregătiți plăcile pentru sudare.
Asamblați plăcile pe chinuri, făcând un pas înapoi de la placă cu 30-40 mm (distanța dintre chinuri este de 100-200 mm).
Efectuați sudarea îmbinării în T a plăcilor.
Unghiul de înclinare al plăcilor corespunde GOST: 15,30, 45, 60 de grade.
Puterea curentului trebuie redusă cu 5-10% în comparație cu sudarea în poziția inferioară.
Curățați sudurile.
Efectuați controlul sudurilor prin control extern.
Cusăturile trebuie să fie bune aspect, aceeași înălțime și lățime pe toată lungimea.
Asamblați plăcile pentru chinuri.
Predați lucrarea spre verificare maestrului de pregătire industrială
FIȘĂ DE INSTRUCȚIUNI
Sudarea îmbinărilor poleite în poziția inferioară a plăcilor
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2..Selectarea modului de sudare.
3. Sudarea îmbinărilor cu suprapunere în poziţia inferioară a plăcilor
Echipamente: surse de curent cu arc de sudare; suport electrozi cu cablu de sudura; măști de sudură; mănuși de pânză; prelata de sudura costum; perie metalica; ciocan de zgură.
Placi din otel carbon 250*150*10mm; electrozi marca UONII-13/55,
OZS-d3,4 mm.
Ordin de executare
Instrucțiuni și
explicatii
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare.
Răspundeți la întrebările de performanță
măsuri de siguranță înainte, în timpul și după sudare, siguranță la incendiu, siguranță electrică și măsuri de siguranță în situații de urgență.
Pregătirea locului de muncă al sudorului.
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură și selectați curentul de sudare.
Pregătiți plăcile pentru sudare în poziția inferioară.
Ridică farfuria, cu grijă
examinează-o.
Editați plăcile cu un ciocan.
Luați o perie metalică și curățați suprafața la o distanță de cel puțin 200 mm până la un luciu metalic.
Aprindeți arcul de sudură și mențineți arderea sa stabilă până la arderea completă.
Introduceți electrodul în suportul pentru electrod.
Aprindeți arcul folosind metoda „lovire”, închideți circuitul de sudare atingând capătul electrodului de suprafața piesei de prelucrat, îndepărtați electrodul rapid, dar la o distanță scurtă.
Aprindeți arcul prin metoda „back-to-back”.
Contactul electrodului cu piesa este de scurtă durată.
Sudarea îmbinării prin suprapunere cu cusătură unilaterală
Efectuați sudarea îmbinării superioare cu o cusătură unilaterală în poziția înclinată a plăcilor în diferite poziții ale electrodului:
Unghi - 90 de grade
Unghi - 30 de grade
Unghi - 45 de grade
Cantitatea de suprapunere trebuie să fie egală cu 5 grosimi minime ale plăcilor.
Localizarea electrodului vertical
Locația electrodului „unghi înapoi
Localizarea electrodului
„colț înainte”
Sudarea îmbinării prin suprapunere cu cusătură pe două fețe
Sudați îmbinarea suprapusă cu o cusătură cu două fețe într-o poziție înclinată, în același mod ca și sudarea unei îmbinări suprapuse cu o cusătură pe o singură față.
Efectuați curățarea cusăturilor, efectuați controlul prin examinare externă.

Predați lucrarea spre verificare maestrului de pregătire industrială
FIȘĂ DE INSTRUCȚIUNI
Sudarea îmbinărilor cap la cap în poziția inferioară a plăcilor
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2..Selectarea modului de sudare.
3. Sudarea îmbinărilor cap la cap în poziţia inferioară a plăcilor
Echipamente: surse de curent cu arc de sudare; suport electrozi cu cablu de sudura; măști de sudură; mănuși de pânză; prelata de sudura costum; perie metalica; ciocan de zgură.
Placi din otel carbon 250*150*10mm; electrozi marca UONII-13/55,
OZS-d3,4 mm.
Ordin de executare
Instrucțiuni și
explicatii
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare.
Răspundeți la întrebările de performanță
măsuri de siguranță înainte, în timpul și după sudare, siguranță la incendiu, siguranță electrică și măsuri de siguranță în situații de urgență.
Pregătirea locului de muncă al sudorului.
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură și selectați curentul de sudare.
Pregătiți plăcile pentru sudare în poziția inferioară.
Ridică farfuria, cu grijă
examinează-o.
Editați plăcile cu un ciocan.
Luați o perie metalică și curățați suprafața la o distanță de cel puțin 200 mm până la un luciu metalic.
Aprindeți arcul de sudură și mențineți arderea sa stabilă până la arderea completă.
Introduceți electrodul în suportul pentru electrod.
Aprindeți arcul folosind metoda „lovire”, închideți circuitul de sudare atingând capătul electrodului de suprafața piesei de prelucrat, îndepărtați electrodul rapid, dar la o distanță scurtă.
Aprindeți arcul prin metoda „back-to-back”.
Contactul electrodului cu piesa este de scurtă durată.
Sudarea cap la cap a plăcilor fără
pregătirea marginilor în poziţie înclinată
Asamblați plăcile pe chinuri, făcând un pas înapoi de la placă 30-40 mm (distanța dintre chinuri 100-200 mm)
Curățați punctele de prindere.
Efectuați sudarea îmbinării cap la cap fără margini de tăiere cu o creștere treptată a unghiului de înclinare a plăcilor (15, 30, 45, 60 de grade).
Curățați sudurile.
Control prin inspecție externă.
poziţia plăcii
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2..Selectarea modului de sudare.
3. Sudarea îmbinărilor cap la cap în poziţia verticală a plăcilor
Ordin de executare
Instrucțiuni și
explicatii
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare
Răspundeți la întrebări privind implementarea măsurilor de siguranță înainte, în timpul și după sudare, siguranță la incendiu, siguranță electrică și măsuri de siguranță în situații de urgență.
Pregătirea locului de muncă al sudorului
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură și selectați curentul de sudare.
Pregătiți plăcile pentru sudare
Curățați punctele de prindere
Aprindeți arcul folosind metoda „lovire”, închideți circuitul de sudare atingând capătul electrodului de suprafața piesei de prelucrat, îndepărtați electrodul rapid, dar la o distanță scurtă.
FIȘĂ DE INSTRUCȚIUNI
Sudarea îmbinărilor filetate în poziție verticală a plăcilor
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2..Selectarea modului de sudare.
3. Sudarea îmbinărilor de colț în poziție verticală a plăcilor
Echipamente: surse de curent cu arc de sudare; suport electrozi cu cablu de sudura; măști de sudură; mănuși de pânză.
Prelata pentru sudura costum; perie metalica; ciocan de zgură; plăci din oțel carbon 250*150*10mm; electrozi marca UONII-13/55, OZS-d3,4 mm.
Ordin de executare
Instrucțiuni și
explicatii
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare
Răspundeți la întrebări privind implementarea măsurilor de siguranță înainte, în timpul și după sudare, siguranță la incendiu, siguranță electrică și măsuri de siguranță în situații de urgență.
Pregătirea locului de muncă al sudorului
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură și selectați curentul de sudare.
Pregătiți plăcile pentru sudare
Luați o perie metalică și curățați plăcile la o distanță de cel puțin 200 mm până la un luciu metalic.
Asamblați plăcile pe chinuri, retrocedând de la marginea plăcii 30-40 mm (distanța dintre chinuri 100-200 mm).
Curățați punctele de prindere
Aprindeți (excitați) arcul de sudare
Aprindeți arcul folosind metoda „lovire”, închideți circuitul de sudare atingând capătul electrodului de suprafața piesei de prelucrat, îndepărtați electrodul rapid, dar la o distanță scurtă.
Aprindeți arcul prin metoda „back-to-back” Contactul electrodului cu piesa de prelucrat trebuie să fie de scurtă durată, altfel poate fi sudat pe piesa de prelucrat.
Prelata pentru sudura costum; perie metalica; ciocan de zgură; plăci din oțel carbon 250*150*10mm; electrozi marca UONII-13/55, OZS-d3,4 mm.
Ordin de executare
Instrucțiuni și
explicatii
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare
Răspundeți la întrebări privind implementarea măsurilor de siguranță înainte, în timpul și după sudare, siguranță la incendiu, siguranță electrică și măsuri de siguranță în situații de urgență.
Pregătirea locului de muncă al sudorului
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură și selectați curentul de sudare.
Pregătiți plăcile pentru sudare
Luați o perie metalică și curățați plăcile la o distanță de cel puțin 200 mm până la un luciu metalic.
Sudarea îmbinării în T în poziție verticală a plăcilor.
Curățați plăcile cu o perie metalică (vezi Fig. 3 de mai sus).
Asamblați plăcile pentru chinuri.
Curățați punctele de prindere.
Efectuați sudarea îmbinării în T în poziția verticală a plăcilor când electrodul se mișcă „de jos în sus” și „de sus în jos”.
Predați munca maestrului de pregătire industrială
FIȘĂ DE INSTRUCȚIUNI
Sudarea prin suprapunere în poziție verticală a plăcilor
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2..Selectarea modului de sudare.
3. Sudarea prin suprapunere în poziție verticală a plăcilor
Echipamente: surse de curent cu arc de sudare; suport electrozi cu cablu de sudura; măști de sudură; mănuși de pânză.
Prelata pentru sudura costum; perie metalica; ciocan de zgură; plăci din oțel carbon 250*150*10mm; electrozi marca UONII-13/55, OZS-d3,4 mm.
Ordin de executare
Instrucțiuni și
explicatii
Reperformanță la locul de muncă
Instrucțiuni de siguranță pentru sudare
Răspundeți la întrebări privind implementarea măsurilor de siguranță înainte, în timpul și după sudare, siguranță la incendiu, siguranță electrică și măsuri de siguranță în situații de urgență.
Pregătirea locului de muncă al sudorului
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură și selectați curentul de sudare.
Pregătiți plăcile pentru sudare
Luați o perie metalică și curățați plăcile la o distanță de cel puțin 200 mm până la un luciu metalic.
Sudarea îmbinării prin suprapunere în poziţia verticală a plăcilor.
Curățați farfuriile.
Asamblați plăcile pentru chinuri.
Efectuați sudarea îmbinării suprapuse cu o cusătură unilaterală și cu două fețe în poziția verticală a plăcilor în diferite poziții ale electrodului (sudare de jos în sus și de sus în jos).
Exerciții:
1. Prelucrare lăcătuș a pieselor.
2. Alegerea modului de sudare.
3. Sudarea îmbinărilor cap la cap pe plăci dispuse vertical cu cusături orizontale
Echipamente: surse de curent cu arc de sudare; suport electrozi cu cablu de sudura; măști de sudură; mănuși de pânză.
Prelata pentru sudura costum; perie metalica; ciocan de zgură; plăci din oțel carbon 250*150*10mm; electrozi marca UONII-13/55, OZS-d3,4 mm.
Ordin de executare
Instrucțiuni și
explicatii
Reperformanță la locul de muncă
Pregătirea locului de muncă al sudorului
Pregătiți locul de muncă al sudorului, reglați echipamentul de sudură și selectați curentul de sudare.
Pregătiți plăcile pentru sudare
Luați o perie metalică și curățați plăcile la o distanță de cel puțin 200 mm până la un luciu metalic.
Asamblați plăcile pe chinuri, retrocedând de la marginea plăcii 30-40 mm (distanța dintre chinuri 100-200 mm).
Curățați punctele de prindere.
Aprindeți (excitați) arcul de sudare
Introduceți electrodul în suportul pentru electrod.
Aprindeți arcul folosind metoda „lovire”, închideți circuitul de sudare atingând capătul electrodului de suprafața piesei de prelucrat, îndepărtați electrodul rapid, dar la o distanță scurtă.
Aprindeți arcul prin metoda „back-to-back”.
Contactul electrodului cu piesa de prelucrat trebuie să fie de scurtă durată, altfel poate fi sudat pe piesa de prelucrat.
Efectuați sudarea îmbinării cap la cap în poziția verticală a plăcilor cu o cusătură orizontală.
Se sudează îmbinarea cap la cap fără muchii tăietoare și cu muchii tăietoare în poziție verticală a plăcilor cu cusături orizontale.
Efectuați curățarea sudurilor și efectuați controlul prin inspecție externă.

Predați munca maestrului de pregătire industrială
MINISTERUL COMUNICĂRILOR UNIUNII SSR
SPECIALIZARE SI CONSTRUCTII ROVING TEHNOLOGICE
B URO TEHNOLOGIA CONSTRUCȚILOR SV IDE
APROBA
Z am. Șeful GRSS
A. I. Poln ikov
27 martie 1989
RUTAREA
PENTRU INSTALARE A STRUCTURILOR METALICE PRIN METODĂ
SUDAREA ARC
MOSCOVA - 1989
1 DOMENIU DE UTILIZARE
1.1. A fost elaborată harta tehnologică și pentru montarea structurilor metalice metoda ATS sudare cu arc folosind echipament de sudură si accesorii. Harta tehnologică poate fi folosită ca ghid pentru efectuarea corectă din punct de vedere tehnologic a lucrărilor la sudarea ansamblurilor și pieselor în diverse scopuri într-un atelier auto, cross-country, mine și instalații de alimentare cu energie. 12. Domeniul lucrărilor efectuate în timpul instalării structurilor metalice ale centralei telefonice automate prin sudare, luate în considerare în harta tehnologică, include: - sudarea jgheaburilor de tip deschis în secțiuni drepte în cap și sudarea acestora la consolele de perete sau pătrate; - sudarea jgheaburilor de tip deschis la un unghi de 90°, sudarea jgheaburilor la consolele de perete la trecerea prin perete, sudarea jgheaburilor pe verticala pe console din perete; - sudarea jgheaburilor de tip deschis în timpul coborârilor acestora în rândul de cadre și la trecerea prin placa de podea; - montarea si sudarea coroanelor tulpinilor in mina; - montarea structurilor metalice prin sudare in arbori te si cruce ce; - fixarea prin sudare a jgheaburilor principale la jgheaburi obișnuite și a jgheaburilor principale într-o deschidere de până la 2,5 m; - fixarea prin sudare a canalelor de aer de tip deschis pentru fire încrucișate și cadre cu prize de testare în secțiune transversală de abonat. 1. 3. Lucrări de sudare a unităților și părților structurilor metalice se pot executa în incinta halei auto, minei, cross-country, redresor și baterie. Când se efectuează lucrări de sudare, în special iarna, ventilația de evacuare a fluxului trebuie activată, iar atunci când se efectuează lucrări de sudare în încăperi și mine, se recomandă utilizarea dispozitivelor portabile de ventilație. Lucrările de sudare în interior și baterii pe părțile ferestrelor metalice trebuie finalizate înainte de instalarea vaselor bateriei. Atunci când se efectuează lucrări de sudare în încăperi cu echipamente instalate, echipamentul trebuie protejat de pătrunderea picăturilor de metal și a calcarului. paisprezece. Atunci când se conectează o hartă tehnologică la o anumită instalație și condiții de construcție, se precizează domeniul de activitate, calculul costului forței de muncă, indicatorii tehnici și economici și instrumentele de mecanizare, ținând cont de utilizarea maximă a mecanismelor și dispozitivelor de asamblare disponibile.2. ORGANIZAREA ŞI TEHNOLOGIA PERFORMANŢEI MUNCII
2.1. Munca pregatitoare
2.1.1. Pregătiți încăperile tehnice în care se va realiza asamblarea unităților cu structură metalică prin sudură, în conformitate cu GOST 1 2.3.003.75, GOST T 1 2.2.007.75 și dotați-le cu echipamente de stingere a incendiilor. 2.1.2. Livrați structurile și piesele necesare la șantierele de lucru și așezați-le în conformitate cu succesiunea tehnologică a lucrărilor de instalare. 2.1.3. Familiarizați-vă cu condițiile de lucru și, dacă este necesar, echipați zona de lucru în conformitate cu „Regulile de siguranță și siguranță la incendiu” (SNiP III-4-80, SNiP II -01-0 2-8 5) . 2.1.4. Asigurați-vă că ventilația de alimentare și evacuare funcționează. 2.1.5. Pregătiți documentația, uneltele și consumabilele necesare pentru sudare. 2.1.6. Asigurați-vă că echipamentul de sudură este în stare bună de funcționare.2.2. Informații generale despre îmbinările de sudură
2.2. unu . O îmbinare sudată este un element al unei structuri sudate, constând din două sau mai multe părți structurale și o sudură care leagă aceste părți (a se vedea GOST 5264-80. „Cusături din îmbinările sudate”). 2.2.2. În timpul instalării structurilor metalice se întâlnesc următoarele tipuri principale de îmbinări: cap la cap, suprapunere, tee, colț. 2.2. 3. Îmbinări cap la cap - cele mai tipice îmbinări sudate, în care capetele sau marginile pieselor de îmbinat sunt amplasate cu I astfel încât să existe o distanță de 1 - 2 mm între ele. Piesele cu o grosime de până la 6 mm sunt sudate cu o cusătură pe o singură față și mai mult de 6 mm cu o cusătură pe două fețe. 2.2. 4. Conexiunile cu ture se realizează prin suprapunerea unui element de legătură peste altul. Valoarea suprapunerii trebuie să fie de cel puțin două ori mai mare decât suma grosimilor marginilor sudate ale produsului. Piesele sunt sudate pe ambele părți în timpul sudării. 2.2.5. Conexiuni tee- îmbinări în care faţa de capăt a unui element se învecinează cu suprafaţa altui element al structurii sudate la un anumit unghi. A primi cusătură durabilă distanța dintre elementele sudate trebuie să fie de 2 ÷ 3 mm. 2.2.6. Îmbinările de colț sunt efectuate atunci când elementele sudate sunt situate într-un unghi drept sau arbitrar, iar sudarea se efectuează de-a lungul marginilor acestor elemente pe una sau ambele părți. 2.2.7. Toate îmbinările sudate descrise mai sus sunt realizate cu o sudură, care este un metal depus întărit care conectează elementele unei structuri sudate. Suduri sunt subdivizate după următoarele criterii: după poziţia faţă de forţa care acţionează (vezi Fig. 1), după poziţia în spaţiu (vezi Fig. 2), după forma exterioară (vezi Fig. 3).Orez. 1. Poziția cusăturilor de sudură în raport cu forța curentă și I:
a) flanc, b) frontal, c) oblic
![]()
Orez. 2. Poziție cu cusături sudate în spațiu:
a) jos, b) orizontal, c) vertical, d) tavan
Orez. 3. Forme exterioare ale cusăturilor sudate:
a) convex, b) normal, c) concav
2.2.8. Diametrul electrodului pentru sudura se stabileste in functie de grosimea muchiilor de sudat, de tipul de imbinare sudata si de marimea sudurii. Pentru îmbinările cap la cap se acceptă recomandări practice pentru alegerea diametrului electrodului în funcție de grosimea muchiilor de sudat: 2.2.9. La realizarea îmbinărilor de colț și tee, se ține cont de dimensiunea piciorului cusăturii: cu un picior de cusătură de 3 ÷ 5 mm, sudarea se efectuează cu un electrod cu un diametru de 3 ÷ 4 mm și cu un picior de 6 ÷ 8 mm, se folosesc electrozi cu diametrul de 4 ÷ 5 mm. 2.2 .1 0. În funcţie de diametrul electrodului selectat, setaţi valoarea c a curentului de gătit, care trebuie să fie indicată pe eticheta producătorului lipită de ambalajul cu electrozi. 2.2. unsprezece . Valoarea curentului de gătit pentru electrozi 4 ÷ 6 mm poate fi determinată prin formula:
Y = (40 ÷ 60) D e,
Unde Y este valoarea curentului de gătit, A; D e - diametrul electrodului, mm. 2.2. 1 2. Valoarea curentului de sudare pentru electrozii cu un diametru mai mic de 4 mm și mai mare de 6 mm poate fi determinată prin formula:
Y \u003d (20 + 6D e) D e.
În acest caz, corecțiile trebuie făcute ținând cont de grosimea metalului și de poziția sudurii. Cu și grosimea muchiei de la 1,3 De la 1,6 De e, valoarea calculată a curentului de sudare este redusă cu 1 0 ÷ 1 5%, iar cu o grosime a muchiei mai mare de 3 De e - crește cu 1 0 ÷ 15%. Sudarea verticală și cusături de tavan efectuează curent, cu 1 0 ÷ 1 5% mai puțin decât cel calculat. 2.2. 1 3. Electrozi metalici pt sudare cu arc de la pregătirea în conformitate cu GOST 9466-75. « Electrozi metalici acoperiți pentru sudarea manuală cu arc și suprafața. Clasificare, dimensiuni și cerințe tehnice generale. Dimensiuni stabilite de GOST:
tabelul 1
|
Diametrul electrodului, mm |
Lungimea electrodului, mm |
||
|
din fire de carbon și aliaje |
din sârmă înalt aliată |
||
2.3. Secvența și metodele de realizare a muncii
2.3. unu . Asamblați stația de sudură (vezi Fig. p. 4), pentru care:
Orez. 4. Schema de conectare de la statia de preparare pentru sudare manuala
A) instalați transformatorul de sudură într-un loc special amenajat, în conformitate cu „Regulamentele de siguranță și securitate la incendiu”. Selectați marca transformatorului de sudură conform tabelului. 2.
masa 2
|
Marca de transformator |
Curent de sudare, A |
Tensiune, V |
Putere nominală, kVA |
Dimensiuni totale, mm |
Greutate, kg |
funcţionare nominală |
miscare inactiv |
|
|
nominal |
limite de reglementare |
|||||||
| TD - 306U 2 |
570×325×530 |
|||||||
| TD -0 6U 2 |
630×365×590 |
|||||||
| TD - 251U 2 |
420×260×450 |
|||||||
| TD - 500-4U 2 |
570×720×835 |
|||||||
| T DM-31 7U 2 |
585 × 555 × 81 8 |
|||||||
| T DM-4 01U 2 |
585×760×848 |
|||||||
| T DM-50 3U 2 |
555×585×888 |
|||||||
| T DM-50 2U2 |
720×845×780 |
|||||||
Orez. 5 . Cleme pentru conectarea firului de sudare la piesa de sudat:
a) extern, b) șurub
E) conectați a doua bornă a transformatorului de sudură la suportul electric (vezi Fig. 6) cu fire P RGD sau P RGDO (GOST 6731-77E);
Orez. 6. Tipuri de suporturi de electrozi
E) alegeți secțiunea transversală a sârmei pentru operațiuni de sudare cu lungimea lor care nu depășește 30 m conform standardelor recomandate:
|
Cea mai mare valoare a curentului de sudare, A |
||||
| Aria secțiunii transversale a firelor, mm 2: | ||||
| singur | ||||
| dublu th |
Ul = 1,73Jρl/s,
Unde U l - căderea de tensiune, V; J - curent de sudare, A; ρ - rezistența specifică a firelor, Ohm m; l - lungimea firelor, m; s - aria secțiunii transversale a firelor, mm 2. Dacă valoarea U l depășește valoarea admisibilă cu mai mult de 5%, este necesar să se mărească aria secțiunii transversale a firelor; h) folosiți scuturi, măști sau căști (GOST 1 361-69) pentru a proteja ochii și pielea feței atunci când efectuați lucrări de sudură (vezi Fig. p. 7).
Orez. 7. Mijloace de protecție împotriva impactului de la arcul de gătit și stropii de metal
2.3.2. Efectuați fixarea în conformitate cu proiectarea și documentația instrucțională a tuturor suporturilor de perete, suporturilor necesare în incinta halei auto, instalațiile de fond, mine și alimentare cu energie electrică. 2.3.3. Așezați secțiunile de jgheab de tip deschis pe consolele atașate pereților, mutați-le unul spre celălalt astfel încât să existe un spațiu de 1 ÷ 2 mm între ele, sudați secțiunile individuale ale jgheabului cu o cusătură laterală (vezi Fig. 8) și sudați traseul jgheabului la suporturi de pe ambele părți (a se vedea Fig. 9) cu o lățime a jgheabului de 400 ÷ 600 mm sau pe o parte într-un model de șah - cu o lățime a jgheabului de 150 ÷ 300 mm.
Orez. 8. Sudarea jgheaburilor
Pe suporturile de perete, capetele jgheaburilor principale sunt sudate pe ambele părți, așa cum se arată în fig. nouă.

Orez. 9. Fixarea jgheabului pe un suport sau pătrat de-a lungul peretelui
2.3.4. Treceți jgheabul principal prin orificiul din peretele încăperii, mutați-l în jgheabul principal, așezat și fixat (vezi paragraful 2.3.3), astfel încât spațiul dintre jgheaburi să fie de 1 ÷ 2 mm și sudarea cap la cap a jgheaburilor principale la un unghi de 90° (vezi Fig. 10 și Fig. 11). În acest caz, fiecare bandă laterală și jgheaburile sunt sudate din toate părțile.

Orez. 11. Fixarea jgheabului principal la o joncțiune de 90°
2.3.5. Sudați jgheabul principal în trecerea peretelui pe suporturile de perete (vezi fig. 12). Sudarea se efectuează pe o parte a jgheabului cu o cusătură laterală într-un model de șah.
Orez. 12. Trecerea plângerii principale prin zid
2.3.6. Sudați jgheaburile principale verticale pe suporturile atașate de peretele încăperii (vezi Fig. 13). Sudarea se efectuează pe fiecare suport din trei părți.
Orez. 1 3. Fixarea șinei principale verticale atât pe perete
2.3.7. Montați coborârile jgheaburilor principale în rândul de cadru (vezi Fig. 14), în timp ce sudați jgheaburile pe suporturile rândului de cadru pe trei laturi ale fiecărei benzi laterale a jgheabului.

Orez. 14. Coborârea jgheaburilor într-un rând de cadru
2.3.8. Instalați scurgerile din jgheaburile principale în punctele în care trec prin placa de pardoseală (vezi fig. 15). La efectuarea lucrărilor, sudați jgheaburile principale pe cadrul găurii traversante de pe ambele părți ale benzilor laterale ale jgheabului.
Orez. 15. Dispozitiv de trecere a jgheaburilor principale prin tavan
2.3.9. Montați structuri metalice în camera minei. Bazele consolelor cu fante sunt sudate pe pătratele de fundație. În partea superioară, suporturile sunt sudate pe banda de oțel e 3 0 × 4. Un exemplu de instalare a consolelor într-un arbore este prezentat în fig. şaisprezece.
Orez. 1 6. Un exemplu de instalare a consolelor într-un arbore
Rândurile de suporturi cu fante sunt fixate între ele și pe pereții incintei folosind pătrate principale 40 × 50 × 4, care sunt sudate pe partea superioară a consolelor cu fante și a consolelor de perete. Jgheaburile obișnuite din încăperi și puțuri sunt sudate pe pătratele principale, iar jgheaburile sunt sudate la colțurile extreme pe ambele părți (vezi Fig. 9) și la pătratele rămase - pe o parte într-un model de șah (vezi Fig. 17). iar Fig. optsprezece).
Orez. 1 7. Locația și locurile de sudare a jgheaburilor din mină (aproximativ)
Orez. 1 8. Locația și locurile de sudare a jgheaburilor în mină (aproximativ)
2.3. 1 0. Principalele unghiuri de fixare a rândurilor de console în arbore sunt îmbinate prin sudare cap la cap (a se vedea Fig. p. 19a) sau se suprapun (vezi Fig. p. 19b).

Orez. 19. Exemple de îmbinare a coatelor principale
2.3.11. Instalați canale de aer de-a lungul pereților încăperii minei. Un exemplu de amplasare și loc de sudare a jgheaburilor este prezentat în fig. 20 și fig. 21.
Orez. 20 . Locația și locurile de sudare a jgheaburilor în mină (aproximativ)

Orez. 21 . Locația și locurile de sudare a jgheaburilor în mină (aproximativ)
2.3 .1 2. Montarea structurilor metalice în secțiune transversală se realizează în mod similar cu montarea structurilor metalice în mine. Rândurile de dulapuri din cross-country sunt atașate între ele și de consolele de perete ale camerei cu ajutorul consolelor principale 40×50×4, care sunt sudate pe cadrul cross-country și pe suporturile de perete. Fixarea jgheaburilor obișnuite în cruce prin sudare se realizează în mod similar cu fixarea în mină. Un exemplu de instalare a jgheaburilor deasupra celulelor crucii este prezentat în fig. 22.
Orez. 22. Exemplu de instalare a jgheaburilor și jgheaburilor peste celule I la Ross
2.3. 1 3. Jgheaburile principale se fixează de cele obișnuite prin sudură cu ajutorul unei tije, care se sudează pe benzile laterale ale jgheaburilor obișnuite și principale pe ambele părți (vezi Fig. p. 23).
Orez. 23. Fixarea jgheabului principal la obișnuit
2.3. 1 4. Fixarea jgheaburilor principale de jgheaburile principale pe o deschidere de până la 2,5 m se realizează prin sudare, iar jgheabul principal este întărit pentru rezistență cu tije de oțel sudate pe ambele benzi laterale ale jgheabului (vezi Fig. 24). ).
Orez. 24. Fixare jgheab în deschidere de până la 2,5 m
3 . 3.1 5. Fixarea jgheaburilor pentru firele încrucișate se realizează în mod similar cu fixarea jgheaburilor principale pe o deschidere de până la 2,5 m, tot prin sudare, dar fără utilizarea tijelor de rigidizare din oțel. Un exemplu de fixare a jgheaburilor este prezentat în fig. 25.
Orez. 25. Un exemplu de atașare a unei caneluri pentru fire cromate
2.3. 1 6. Fixarea cadrului cu prize de testare în crucea abonatului se realizează prin metoda sudării. Un exemplu de fixare a unui cadru prin sudare este prezentat în fig. 26.
Orez. Fig. 26. Fixarea cadrului cu prize de probă în crucea abonatului
2. 3.1 7. După finalizarea montajului structurilor metalice, îmbinările sudate se curăță de calcar, se verifică calitatea acestora și se vopsește cu email gri. 2.3. 1 8. În proces de verificare a calității îmbinări sudate Defectele pot fi detectate prin inspecție externă cu o lupă de 10x. Tipurile de defecte rezultate în urma procesului de sudare sunt prezentate în fig. 27.
Orez. 27. Tipuri de defecte la sudare
2.3.1 9. Defectele de la îmbinările sudate se corectează prin presudare, urmată de detartrare și acoperire cu un strat de email gri.
2.4. Măsuri de siguranță la efectuarea lucrărilor de sudare
2.4. unu . Cazurile de surse de putere cu arc (transformatoare), echipamente auxiliare de sudare și produse sudate sunt împământate înainte de începerea lucrului. 2.4.2. Împământarea se realizează cu un fir de cupru, al cărui capăt este conectat la un șurub special cu inscripția „Pământ” pe corpul sursei de alimentare cu arc, iar celălalt capăt la magistrala de împământare. 2.4.3. Pentru a conecta transformatorul de sudură la rețea, se folosesc cutii de perete cu întreruptoare, siguranțe și cleme. Lungimea cablurilor de alimentare nu trebuie să depășească 10 m. 2.4.4. Dacă este necesară extinderea cablurilor de alimentare, se folosește un cuplaj cu o masă izolatoare puternică. 2.4.5. Firele de alimentare sunt suspendate la o înălțime de 2,5 - 3,5 m, iar firele sunt închise în țevi metalice. 2.4.6. Firele de sudura trebuie folosite cu o buna izolatie si sa aiba o sectiune corespunzatoare curentului de sudare. 2.4.7. Filtrele de lumină care sunt introduse în orificiul de vizualizare al scutului, măștii sau căștii sunt selectate în conformitate cu GOST 9497-60, în funcție de curentul de sudare. Există patru tipuri de filtre de sticlă cu veto: E-1 (pentru curenți 30 - 75 A), E-2 (pentru curenți 75 - 200 A), E-3 (pentru curenți 200 - 400 A), 3 - 4 ( pentru curenţi peste 400 A). 2.4.8. Filtrele de lumină V-1, V-2 și V-3 sunt folosite pentru a proteja ochii lucrătorilor care asistă la efectuarea operațiunilor de gătit 2.4.9. Lucrările de sudură se desfășoară în salopete din prelată sau pânză groasă, în mănuși și accesorii pentru cap, în timp ce pantalonii nu trebuie înfășurați în pantofi, buzunarele trebuie închise cu supape, iar jacheta nu trebuie băgată în pantaloni. 2.4.1 0. La sudarea tavanului, orizontal si cusături verticaleîși pun mâneci de pânză și le leagă strâns peste mâneci la mâini. 2.4. unsprezece . Cusăturile sudate sunt curățate de zgură numai după răcirea completă și întotdeauna în pahare cu pahare simple. 2.4. 1 2. Dispozitivele de ventilație trebuie să asigure schimbul de aer în timpul sudării manuale cu arc cu electrozi cu o acoperire de înaltă calitate de la 4000 la 6000 m 3 la 1 kg de electrod consumat. 2.4. 1 3. Următoarele concentrații de substanțe în aer sunt permise la locul de muncă (în mg / m 3): mangan și compușii săi - 0,3; crom și compușii săi - 0,1; plumb și compușii săi - 0,001; fluorură de hidrogen - 0,5; un oxid de azot - 5,0; benzină, kerosen - 300,0. Concentrația de praf netoxic și toxic peste 10 mg/m 3 nu este permisă, totuși, dacă conținutul de cuarț în praf depășește 10%, atunci concentrația de praf netoxic este permisă doar până la 2 mg/m 3 .2.5. Structura numerică și de calificare a executorilor
Lucrările la montarea structurilor metalice ale centralelor telefonice automate prin sudare se desfășoară printr-o legătură cu un număr total de 3 persoane, care include: un montator comunicații categoria a 5-a și doi montatori comunicații categoria a 4-a, dintre care unul absolvent. de la cursuri privind metodele de implementare a lucrărilor de sudare.2.6. Costul forței de muncă
Norma de timp pentru sudare - T este compusă din cinci elemente: timpul pregătitor - t p, timpul principal - t o, timpul auxiliar - t in, timpul suplimentar - t d și timpul final - t s .Unde Y \u003d 7,85 g / cm 3 - densitatea specifică din talie, F \u003d 0,5 5 s m 2 - secțiunea transversală a cusăturii, L \u003d 1 00 cm - lungimea cusăturii, d în \u003d 1 0 g / Ah - coeficient de depunere a electrodului, J = 1 80 A - puterea curentului în timpul sudării, Kuch. \u003d 0,25 - coeficient ținând cont de organizarea muncii, k - coeficient ținând cont de organizarea muncii la 100 cm de sudură, to - timpul principal de ardere a arcului. Calculul muncii pentru dvs. x costurile sunt date în tabel. 3.
Tabelul 3
|
Motivație (ENiR, etc.) |
Denumirea lucrărilor |
unitate de măsură |
Scopul muncii |
Norma de timp pe unitatea de măsură, oră de om |
Costuri cu forța de muncă pentru întregul volum, oră de om |
Rata pe unitate de măsură, rub.-kop. |
Costul cheltuielilor pentru întregul volum, freacă - kop. |
| Montarea ferestrelor metalice ale structurilor AT C prin sudare |
2.7. Schema de control operațional al calității
Schema controlului calității operaționale la efectuarea lucrărilor la instalarea structurilor metalice prin sudare este dată în tabel. 4.Tabelul 4
|
Denumirea operațiunilor supuse controlului |
Controlul calității operațiunilor |
serviciile implicate |
||||
|
producator de lucrari |
maestru |
|||||
| Munca pregatitoare | organizarea corectă a locului de muncă. Capacitatea de funcționare a echipamentului de sudură și fiabilitatea împământării acestuia. Disponibilitatea și amplasarea corectă a structurilor și pieselor necesare | vizual | înainte de începerea lucrărilor la sudarea structurilor metalice | |||
| calitatea îmbinărilor sudate | prezența fisurilor, porilor, incluziunilor de zgură, lipsa pătrunderii, subtăieri, slăbiri, arsuri, cratere, nereguli în lățimea sudurii, deplasări ale marginilor sudate | vizual, folosind o lupă cu o mărire de 10 ori m | în procesul de sudare | |||
3. INDICATORI TEHNICI ȘI ECONOMICI
Intensitatea muncii, zile-om - Durata, zile. - Număr de instalatori angajați, pers. - 34. RESURSE MATERIALE ȘI TEHNICE
Nevoia de unelte și accesorii duce la I în tabel. 5.Tabelul 5
|
Nume |
Tip, marca, GOST, TU |
Cantitate, buc. |
Scop |
|
| Suport electric pentru 300 A sau 500 A |
GOST 14651-78 E |
pentru a ține electrodul de sudare | ||
| Marcaj fir de sudura si PRGD L = 3 m |
GOST 6371 - 77E |
pentru conectarea la suportul electrodului | ||
| Cuplare | pentru conectarea firelor | |||
| Terminal la sol | pentru conectarea la piesa de sudat | |||
| Șurubelniță cu mâner dielectric L = 200 mm |
GOST 17199-7 1 |
pentru diverse lucrari in repararea echipamentelor de sudura | ||
| Clește combinat L = 200 mm |
GOST 17440-72 |
|||
| Cheia nr. 2 |
GOST 7275-75 |
pentru conectarea firelor | ||
| Ciocanul A 2 |
GOST 2310 - 70 |
pentru curățarea cusăturii | ||
| Sticlă de protecție (filtru de lumină) tip E-2, E-3, E-4 |
GOST 9497 - 60 |
pentru a proteja ochii de acţiunea arcului de sudare | ||
| Sticla usoara 52×1 04×3 | pentru a proteja filtrele | |||
| Perie metalică pe cardol e nt |
TU-494-01-104-76 |
pentru curatarea suprafetelor sudate | ||
| Masca sudorului ШС |
GOST 136 1-69 |
pentru protectia arcului electric | ||
| Daltă |
GOST 72 11 -72 |
pentru curățarea cusăturii | ||
| Contor pliabil din metal |
GOST 7253 - 54 |
pentru măsurarea pieselor și a distanțelor dintre ele | ||
| Transformator de sudare | ||||
| El e ctrode |
GOST 9466-75 |
MINISTERUL COMUNICĂRILOR UNIUNII SSR
PROIECTARE ȘI TEHNOLOGIE SPECIALIZATĂ
BIROUL DE COMUNICAȚII TEHNOLOGIA CONSTRUCȚILOR
APROBA
Adjunct șeful GRSS
A. I. Polnikov
RUTAREA
PENTRU INSTALARE A STRUCTURILOR METALICE PRIN METODĂ
SUDAREA ARC
Orez. 1. Poziția sudurilor față de forța care acționează:
a) flanc, b) frontal, c) oblic
![]()
Orez. 2. Poziția sudurilor în spațiu:
a) jos, b) orizontal, c) vertical, d) tavan
Orez. 3. Forme exterioare ale sudurilor:
a) convex, b) normal, c) concav
2.2.8. Diametrul electrodului pentru sudura se stabileste in functie de grosimea muchiilor de sudat, de tipul de imbinare sudata si de marimea cusaturii. Pentru îmbinările cap la cap s-au adoptat recomandări practice pentru alegerea diametrului electrodului în funcție de grosimea muchiilor de sudat:
2.2.9. La realizarea îmbinărilor de colț și tee, se ține cont de dimensiunea piciorului cusăturii: cu un picior de cusătură de 3 ÷ 5 mm, sudarea se efectuează cu un electrod cu un diametru de 3 ÷ 4 mm și cu un picior de 6 ÷ 8 mm, se folosesc electrozi cu diametrul de 4 ÷ 5 mm.
2.2.10. În funcție de diametrul electrodului selectat, se setează valoarea curentului de sudare, care ar trebui să fie indicată pe eticheta din fabrică lipită pe pachetul de electrozi.
2.2.11. Valoarea curentului de sudare pentru electrozi 4 ÷ 6 mm poate fi determinată prin formula:
Y = (40 ÷ 60) De,
unde Y este valoarea curentului de sudare, A;
Diametrul de electrod, mm.
2.2.12. Valoarea curentului de sudare pentru electrozii cu un diametru mai mic de 4 mm și mai mare de 6 mm poate fi determinată prin formula:
Y = (20 + 6De) De.
În acest caz, corecțiile trebuie făcute ținând cont de grosimea metalului și de poziția sudurii.
Când grosimea muchiei este de la 1,3 De la 1,6 De, valoarea calculată a curentului de sudare este redusă cu 10 ÷ 15%, iar atunci când grosimea muchiei este mai mare de 3 De, aceasta crește cu 10 ÷ 15%. Sudarea cusăturilor verticale și de tavan se realizează cu curent, cu 10 ÷ 15% mai puțin decât cel calculat.
2.2.13. Electrozii metalici pentru sudarea cu arc sunt fabricați în conformitate cu GOST 9466-75. „Electrozi metalici acoperiți pentru sudarea manuală cu arc și suprafața. Clasificare, dimensiuni și cerințe tehnice generale.
Dimensiuni stabilite de GOST:
tabelul 1
|
Diametrul electrodului, mm |
Lungimea electrodului, mm |
||
|
din fire de carbon și aliaje |
din sârmă înalt aliată |
||
2.2.14. Abateri permise de-a lungul lungimii electrodului în producția manuală de până la ± 7 mm și în producția de mașini până la ± 3 mm. Abaterile admise ale diametrului variază de la -0,12 la +24 mm, în funcție de valoarea diametrului și de gradul de precizie stabilit.
2.3. Secvența și metodele de realizare a muncii
2.3.1. Construi stâlp de sudură(vezi fig.), pentru care:
Orez. 4. Schema de conectare a statiei de sudura pentru sudare manuala
a) instalați transformatorul de sudură într-un loc special echipat în conformitate cu „Regulile de siguranță și securitate la incendiu”. Selectați marca transformatorului de sudură conform tabelului. .
masa 2
|
Curent de sudare, A |
Tensiune, V |
Putere nominală, kVA |
Dimensiuni totale, mm |
Greutate, kg |
||||
|
funcţionare nominală |
miscare inactiv |
|||||||
|
nominal |
limite de reglementare |
|||||||
Notă. Tabelul prezintă transformatoare disponibile în comerț pentru sudarea manuală cu arc. Este permisă înlocuirea transformatoarelor cu altele similare în aplicare;
b) conectați transformatorul de sudură instalat la rețeaua de alimentare printr-un comutator cu cuțit sau demaror magnetic folosind fire PRG (GOST 20520-80), AKRPT sau AKPRTN (GOST 13497-77E);
c) impamantati corpul transformatorului de sudura folosind firele specificate la paragraful b;
d) conectați unul dintre bornele transformatorului de sudură la piesa de sudat folosind o clemă (vezi Fig. ) cu fire PRG (GOST 20520-80), AKRPT sau AKPRTN (GOST 13497-77E);
Orez. 5. Cleme pentru conectarea firului de sudare la piesa de sudat:
a) extern, b) șurub
e) conectați a doua bornă a transformatorului de sudură la suportul electric (vezi Fig. ) cu fire PRGD sau PRGDO (GOST 6731-77E);
Orez. 6. Tipuri de suporturi de electrozi
f) alegeți secțiunea transversală a sârmei pentru lucrări de sudare cu lungimea lor care să nu depășească 30 m conform standardelor recomandate:
|
Cea mai mare valoare a curentului de sudare, A |
||||
|
Aria secțiunii transversale a firelor, mm2: |
||||
|
singur |
||||
|
dubla |
g) cu o lungime a firelor de sudură de până la 100 - 150 m, căderea de tensiune este determinată de formula:
Ul = 1,73Jρl/s,
unde Ul - căderea de tensiune, V;
J - curent de sudare, A;
ρ - rezistența specifică a firelor, Ohm m;
l - lungimea firelor, m;
s - aria secțiunii transversale a firelor, mm2.
Dacă valoarea Ul depășește valoarea admisibilă cu mai mult de 5%, este necesar să se mărească aria secțiunii transversale a firelor;
h) folosiți scuturi, măști sau căști (GOST 1361-69) pentru a proteja ochii și pielea feței atunci când efectuați lucrări de sudură (vezi fig.).
Orez. 7. Mijloace de protecție împotriva efectelor arcului de sudură și a stropilor de metal
2.3.2. Efectuați fixarea în conformitate cu proiectarea și documentația instrucțională a tuturor suporturilor de perete, suporturilor necesare în incinta halei auto, instalațiile de fond, mine și alimentare cu energie electrică.
Orez. 9. Fixarea jgheabului pe un suport sau pătrat de-a lungul peretelui
2.3.4. Treceți jgheabul principal prin orificiul din peretele camerei, mutați-l în jgheabul principal, așezat și fixat (vezi articolul ) astfel încât spațiul dintre jgheaburi să fie de 1 ÷ 2 mm și sudați jgheaburile principale într-o îmbinare cap la cap la un unghi de 90° (vezi .fig. şi fig.). În acest caz, fiecare fâșie laterală a jgheabului este fiartă din toate părțile.
Orez. 11. Fixarea jgheabului principal la o joncțiune de 90°
2.3.5. Sudați jgheabul principal în trecerea peretelui la suporturile de perete (vezi fig. ). Sudarea se realizează pe o parte a jgheabului cu o cusătură unilaterală într-un model de șah.
Orez. 12. Trecerea plângerii principale prin zid
2.3.6. Sudați jgheaburile principale verticale pe consolele fixate pe peretele încăperii (vezi fig. ). Sudarea se efectuează pe fiecare suport din trei părți.
Orez. 13. Fixarea jgheabului principal vertical pe perete
2.3.7. Montați coborârile jgheaburilor principale în rândul de cadru (vezi Fig. ), în timp ce sudați jgheaburile pe suporturile rândului de cadru pe trei laturi ale fiecărei benzi laterale a jgheabului.
Orez. 14. Coborârea jgheaburilor într-un rând de cadru
2.3.8. Montați pantele jgheaburilor principale în locurile în care trec prin placa de pardoseală (vezi Fig. ). La efectuarea lucrărilor, sudați jgheaburile principale pe cadrul găurii traversante de pe ambele părți ale benzilor laterale ale jgheabului.
Orez. 15. Dispozitiv de trecere a jgheaburilor principale prin tavan
2.3.9. Montați structuri metalice în camera minei. Bazele consolelor cu fante sunt sudate pe pătratele de fundație. În partea superioară, suporturile sunt sudate pe o bandă de oțel 30×4. Un exemplu de instalare a consolelor într-un arbore este prezentat în fig. .
Orez. 16. Un exemplu de instalare a consolelor într-un arbore
Rândurile de suporturi cu fante sunt fixate între ele și pe pereții incintei folosind pătrate principale 40 × 50 × 4, care sunt sudate pe partea superioară a consolelor cu fante și a consolelor de perete. Jgheaburile obișnuite din camera minei sunt sudate pe pătratele principale, iar jgheaburile sunt sudate la colțurile extreme pe ambele părți (a se vedea fig.) și la pătratele rămase - pe o parte într-un model de șah (vezi Fig. și Fig. .).
Orez. 17. Locația și locurile de sudare a jgheaburilor în mină (aproximativ)
Orez. 18. Locația și locurile de sudare a jgheaburilor în mină (aproximativ)
2.3.10. Principalele console pentru fixarea rândurilor de console în arbore sunt îmbinate prin sudare cap la cap (a se vedea Fig. a) sau se suprapun (a se vedea Fig. b).
Orez. 19. Exemple de îmbinare a pătratelor principale
2.3.11. Instalați jgheaburi de aer de-a lungul pereților încăperii minei. Un exemplu de amplasare și loc de sudare a jgheaburilor este prezentat în fig. iar fig. .
Orez. 20. Locația și locurile de sudare a jgheaburilor în mină (aproximativ)
Orez. 21. Locația și locurile de sudare a jgheaburilor în mină (aproximativ)
2.3.12. Instalarea structurilor metalice în țară se realizează în mod similar cu instalarea structurilor metalice într-o mină. Rândurile de dulapuri din cross-country sunt atașate între ele și de consolele de perete ale camerei cu ajutorul consolelor principale 40×50×4, care sunt sudate pe cadrul cross-country și pe suporturile de perete. Fixarea jgheaburilor obișnuite în cruce prin sudare se realizează în mod similar cu fixarea în mină. Un exemplu de instalare a jgheaburilor deasupra celulelor crucii este prezentat în fig. .
Orez. 22. Un exemplu de instalare a jgheaburilor peste celule transversale
2.3.13. Fixarea jgheaburilor principale de cele obișnuite se realizează prin sudare cu ajutorul unei tije, care este sudată pe benzile laterale ale jgheaburilor obișnuite și principale pe ambele părți (vezi Fig. 23).
Orez. 23. Atașarea jgheabului principal la obișnuit
2.3.14. Fixarea jgheaburilor principale de jgheaburile principale pe o deschidere de până la 2,5 m se realizează prin sudare, iar jgheabul principal este întărit pentru rezistență cu tije de oțel sudate pe ambele benzi laterale ale jgheabului (vezi Fig.).
Orez. 24. Fixare jgheab în deschidere de până la 2,5 m
3.3.15. Fixarea jgheaburilor pentru firele încrucișate se realizează în mod similar cu fixarea jgheaburilor principale pe o deschidere de până la 2,5 m, tot prin sudare, dar fără utilizarea tijelor de rigidizare din oțel. Un exemplu de fixare a jgheaburilor este prezentat în fig. .
Orez. 25. Un exemplu de atașare a unei caneluri pentru fire cromate
2.3.16. Fixarea cadrului cu prize de testare în crucea abonatului se realizează prin sudare. Un exemplu de fixare a unui cadru prin sudare este prezentat în fig. .
Orez. 26. Fixarea cadrului cu prize de probă în crucea abonatului
2.3.17. După finalizarea instalării structurilor metalice, îmbinările sudate sunt curățate de scară, se verifică calitatea performanței acestora și se vopsește cu email gri.
2.3.18. În procesul de verificare a calității îmbinărilor sudate prin inspecție externă folosind o lupă cu o mărire de 10 ori, pot fi detectate defecte. Tipurile de defecte rezultate în urma procesului de sudare sunt prezentate în fig. .
Orez. 27. Tipuri de defecte la sudare
2.3.19. Defectele îmbinărilor sudate sunt corectate prin sudare, urmată de detartrare și acoperire cu un strat de email gri.
2.4. Măsuri de siguranță la efectuarea lucrărilor de sudare
2.4.1. Cazurile de surse de putere cu arc (transformatoare), echipamente auxiliare de sudare și produse sudate sunt împământate înainte de începerea lucrului.
2.4.2. Împământarea se realizează cu un fir de cupru, al cărui capăt este conectat la un șurub special cu inscripția „Pământ” pe corpul sursei de alimentare cu arc, iar celălalt capăt la magistrala de împământare.
2.4.3. Pentru a conecta transformatorul de sudură la rețea, se folosesc cutii de perete cu întrerupătoare, siguranțe și cleme. Lungimea cablurilor de alimentare nu trebuie să depășească 10 m.
2.4.4. Dacă este necesară creșterea firelor de alimentare, se folosește un cuplaj cu o masă izolatoare puternică.
2.4.5. Firele de alimentare sunt suspendate la o înălțime de 2,5 - 3,5 m, iar firele sunt închise în țevi metalice.
2.4.6. Firele de sudura trebuie folosite cu o buna izolatie si sa aiba o sectiune corespunzatoare curentului de sudare.
2.4.7. Filtrele de lumină care sunt introduse în orificiul de vizualizare al scutului, măștii sau căștii sunt selectate în conformitate cu GOST 9497-60, în funcție de curentul de sudare. Există patru tipuri de filtre de sticlă: E-1 (pentru curenți 30 - 75 A), E-2 (pentru curenți 75 - 200 A), E-3 (pentru curenți 200 - 400 A), 3 - 4 (pentru curenți). peste 400 DAR).
2.4.8. Pentru a proteja ochii lucrătorilor care ajută la efectuarea lucrărilor de sudare, se folosesc filtre de lumină B-1, B-2 și B-3.
2.4.9. Lucrările de sudură se desfășoară în salopete din prelată sau pânză groasă, în mănuși și toaletă, în timp ce pantalonii nu trebuie înfășurați în pantofi, buzunarele trebuie închise cu supape, iar jacheta nu trebuie băgată în pantaloni.
2.4.10. La sudarea tavanului, cusăturilor orizontale și verticale, mânecile de pânză sunt puse și strâns legate peste mâneci la mâini.
2.4.11. Sudurile se curata de zgura numai dupa racirea completa si intotdeauna in pahare cu pahare simple.
2.4.12. Dispozitivele de ventilație trebuie să asigure schimbul de aer în timpul sudării manuale cu arc cu electrozi cu o acoperire de înaltă calitate de la 4000 la 6000 m3 la 1 kg de electrod consumat.
2.4.13. La locul de muncă sunt permise următoarele concentrații de substanțe în aer (în mg/m3): mangan și compușii săi - 0,3; crom și compușii săi - 0,1; plumb și compușii săi - 0,001; fluorură de hidrogen - 0,5; oxid nitric - 5,0; benzină, kerosen - 300,0.
Concentrația de praf netoxic peste 10 mg/m3 nu este permisă, însă, dacă conținutul de cuarț în praf depășește 10%, atunci concentrația de praf netoxic este permisă doar până la 2 mg/m3.
2.5. Structura numerică și de calificare a executorilor
Lucrările de instalare a structurilor metalice ale centralelor telefonice automate prin sudare se realizează de către o unitate cu un număr total de 3 persoane, care cuprinde: un instalator de comunicații clasa a V-a și doi instalatori de comunicații clasa a IV-a, dintre care unul a absolvit cursuri de metode de sudare. .
2.6. Costul forței de muncă
Norma de timp pentru sudare - T este compusă din cinci elemente: timpul pregătitor - tp, timpul principal - tо, timpul auxiliar - tw, timpul suplimentar - td și timpul final - tз.
unde Y = 7,85 g/cm3 - greutatea specifică a oțelului,
F = 0,55 cm2 - sectiune transversala cusătură,
L = 100 cm - lungimea cusăturii,
dw = 10 g/Ah - coeficientul de depunere a electrodului,
J \u003d 180 A - puterea curentului în timpul sudării,
Kuch. = 0,25 - coeficient ținând cont de organizarea muncii,
k - coeficient ținând cont de organizarea muncii la 100 cm de cusătură,
to este timpul de ardere a arcului principal.
Calculul costurilor cu forța de muncă este prezentat în tabel. .
Tabelul 3
|
Denumirea lucrărilor |
unitate de măsură |
Scopul muncii |
Norma de timp pe unitatea de măsură, oră de om |
Costuri cu forța de muncă pentru întregul volum, oră de om |
Rata pe unitate de măsură, rub.-kop. |
Costul cheltuielilor pentru întregul volum, rub.-kop. |
|
|
Montarea structurilor metalice de centrala telefonica automata prin sudare |
1.1. Harta tehnologică a fost elaborată pentru montarea structurilor metalice ale centralelor telefonice automate prin sudare cu arc folosind echipamente și dispozitive de sudură. Harta tehnologică poate fi folosită ca ghid pentru efectuarea corectă din punct de vedere tehnologic a lucrărilor la sudarea ansamblurilor și pieselor în diverse scopuri într-o hală auto, cross-country, mine și centrale electrice.
1.2. Domeniul lucrărilor efectuate în timpul instalării structurilor metalice ale centralelor telefonice automate prin sudare, luate în considerare în harta tehnologică, include:
Jgheaburile de sudura sunt deschiseal treilea tip pe secțiuni drepte într-o îmbinare și sudarea lor pe suporturi de perete sau pătrate;
Sudare jgheaburi de tip deschis la un unghi de 90°, sudarea jgheaburilor la suporturile de perete la trecerea prin perete, sudarea jgheaburilor pe verticală pe console în perete;
Sudarea jgheab deschisde tip vechi în timpul coborârilor lor în rândul de cadru și la trecerea prin suprapunerea podelei;
Montarea si sudarea consolelor in mina;
Montarea structurilor metalice prin sudare în arbori acelea si cruci;
fixat prin sudarea jgheaburilor principale pe rânduri jgheaburile și jgheaburile principale în deschidere de până la 2,5 m;
Fixare metoda de sudare a canalelor de aer de tip deschis pentru încrucișarea firelor și ramelor cu prize de testare într-o secțiune transversală de abonat.
1.3. Lucrările de sudare a unităților și părților structurilor metalice pot fi efectuate în incinta halei auto, minei, cross-country, redresor și baterie. Când se efectuează lucrări de sudare, în special iarna, ventilația de evacuare a fluxului trebuie pornită, iar atunci când se efectuează lucrări de sudare în mină, se recomandă utilizarea dispozitivelor portabile de ventilație.
În loc iar lucrările de baterie la sudarea unităților cu structură metalică trebuie finalizate înainte de instalarea vaselor de baterii. Atunci când se efectuează lucrări de sudare în încăperi cu echipamente instalate, echipamentul trebuie protejat de căderi de metal și depuneri.
1.4. La legarea hărții tehnologice la o anumită instalație și condiții de construcție, se precizează domeniul de activitate, costul forței de muncă, indicatorii tehnici și economici și instrumentele de mecanizare, ținând cont de utilizarea maximă a parcului disponibil de mecanisme și dispozitive de asamblare.
2. ORGANIZAREA ŞI TEHNOLOGIA PERFORMANŢEI MUNCII
2.1. Munca pregatitoare
2. 1.1. Pregătiți încăperile tehnice în care se va realiza asamblarea structurilor metalice prin sudare, în conformitate cu GOST 12.3.003-75, GOST 12.2.007-75 și echipați-le cu echipamente de stingere a incendiilor.
2. 1.2. Livrați structurile și piesele necesare la șantierele de lucru și așezați-le în conformitate cu succesiunea tehnologică a lucrărilor de instalare.
2. 1.3. Familiarizați-vă cu condițiile de producție a muncii și, dacă este necesar, echipați zona de lucru în conformitate cu „Regulile de siguranță și siguranță la incendiu” (SNiP III-4-80, SNiP II-01-02-85).
2. 1.4. Asigurați-vă că ventilația de alimentare și evacuare funcționează.
2. 1.5. Pregătiți documentația, instrumentele și dispozitivele necesare pentru sudare.
2. 1.6. Asigurați-vă că echipamentul de sudură este în stare bună de funcționare.
2.2. Informații generale despre îmbinările de sudură
2.2. 1. O îmbinare sudata se numeste element constructie sudata, constând din două sau mai multe părți structurale și o sudură care conectează aceste părți (a se vedea GOST 5264-80. „Cusături ale îmbinărilor sudate”).
2.2.2. În timpul instalării structurilor metalice înSe întâlnesc următoarele tipuri principale de îmbinări: cap la cap, poală, tee, colț.
2.2 .3. Îmbinările cap la cap sunt cele mai tipice îmbinări sudate în care capetele sau marginile pieselor care trebuie îmbinate sunt crede astfel încât să existe o distanță de 1 - 2 mm între ele. Detaliile de până la 6 mm grosime sunt sudate cu o cusătură pe o singură față și mai mult de 6 mm - cu o cusătură pe două fețe.
2.2. 4. Conexiunile cu ture se realizează prin aplicarea unui element al conexiunii la altul. Cantitatea de suprapunere trebuie să fie de cel puțin două ori mai mare decât suma grosimilor marginilor sudate ale produsului. Piesele sunt sudate pe ambele părți în timpul sudării.
2.2 .5. Îmbinări în T - îmbinări în care capătul unui element se învecinează cu suprafața altui element al structurii sudate la un anumit unghi. Pentru a obține o cusătură puternică, distanța dintre elementele sudate trebuie să fie de 2 ÷ 3 mm.
2.2.6. Imbinari de coltniya sunt efectuate cu aranjarea elementelor care urmează să fie sudate într-un unghi drept sau arbitrar, iar sudarea se efectuează de-a lungul marginilor acestor elemente pe una sau ambele părți.
2.2.7. Toate descrierile Îmbinările sudate de mai sus sunt realizate cu o cusătură, care este un metal depus întărit care conectează elementele unei structuri sudate. Sudurile se împart după următoarele criterii: după poziție față de forța care acționează (vezi fig.), după poziția în spațiu (vezi fig.), după forma exterioară (vezi fig.).
Orez. 1. Poziție suduri raportate la curent efort:
a) flanc, b) frontal, c) oblic
Orez. 2. Poziția sudurilor în spațiu:
a) jos, b) orizontal, c) vertical, d) tavan
Orez. 3. Forme exterioare ale sudurilor cusaturi:
a) convex, b) normal, c) concav
2.2.8. Diametrul electrodului ptsudurile se stabilesc in functie de grosimea muchiilor de sudat, de tipul de imbinare sudata si de marimea cusaturii. Pentru îmbinările cap la cap s-au adoptat recomandări practice pentru alegerea diametrului electrodului în funcție de grosimea muchiilor de sudat:
2.2.9. Când se execută conexiuni de colț și teeMăsurătorile iau în considerare dimensiunea piciorului cusăturii: cu un picior cu o cusătură de 3 ÷ 5 mm, sudarea se efectuează cu un electrod cu un diametru de 3 ÷ 4 mm și cu un picior de 6 ÷ 8 mm, se folosesc electrozi cu diametrul de 4 ÷ 5 mm.
2.2.10. În funcție de diametrul electrodului selectat, se setează valoarea curentului de sudare, care ar trebui să fie indicată pe eticheta din fabrică lipită pe pachetul de electrozi.
2.2.11. Valoarea curentului de sudare pentru electrozi 4 ÷ 6 mm poate fi determinată prin formula:
Y \u003d (40 ÷ 60) D e,
unde Y - valoarea curentului de sudare, A;
D e- diametrul electrodului, mm.
2.2. 12. Mărimea curentului de sudare pentru electrozii cu un diametru mai mic de 4 mm și mai mare de 6 mm poate fi determinată prin formula:
Y \u003d (20 + 6D e) D e.
etc iar acest lucru ar trebui corectat pentru grosimea metalului și poziția sudurii.
etc iar grosimea muchiei de la 1,3 D e la 1,6 D e calculat ordinea curentului de sudare se reduce cu 10 ÷ 15%, iar cu grosimea muchiei mai mare de 3 D e - crestere cu 10 ÷ 15%. Sudarea cusăturilor verticale și de tavan se realizează cu curent, cu 10 ÷ 15% mai puțin decât cel calculat.
2.2. 13. Electrozii metalici pentru sudarea cu arc sunt fabricați în conformitate cu GOST 9466-75. „Electrozi metalici acoperiți pentru sudarea manuală cu arc și suprafața. Clasificare, dimensiuni și cerințe tehnice generale.
Dimensiuni stabilite de GOST:
tabelul 1
|
Diametrul electrodului, mm |
Lungimea electrodului, mm |
||
|
din fire de carbon și aliaje |
din sârmă înalt aliată |
||
|
200; 250 |
150; 200 |
||
|
200; 250 |
|||
|
250; 300 |
|||
|
300; 350 |
300; 350 |
||
|
350; 450 |
|||
|
350; 450 |
|||
|
10,0 |
|||
|
12,0 |
|||
2.2.14. Abateri permise de-a lungul lungimii electrodului în producția manuală de până la ± 7 mm și în producția de mașini până la ± 3 mm. Abaterile admise ale diametrului variază de la -0,12 la +24 mm, în funcție de valoarea diametrului și de gradul de precizie stabilit.
2.3. Secvența și metodele de realizare a muncii
2.3. 1. Asamblați stația de sudare (vezi Fig. ), pentru care:
Orez. 4. C schema de conectare a statiei de sudura pentru sudarea manuala
a) instalați e transformatorul de sudura intr-un loc special amenajat, in conformitate cu „Regulile de siguranta si securitate la incendiu”. Selectați marca transformatorului de sudură conform tabelului. .
masa 2
|
Curent de sudare, A |
Tensiune, V |
Putere nominală, kVA |
Dimensiuni totale, mm |
Greutate, kg |
||||
|
funcţionare nominală |
miscare inactiv |
|||||||
|
nominal |
limite de reglementare |
|||||||
|
TD -306U2 |
60 - 175 |
26,4 |
11,4 |
570×325×530 |
||||
|
TD -06U2 |
100 - 300 |
17,5 |
630×365×590 |
|||||
|
TD -251U2 |
100 - 260 |
420×260×450 |
||||||
|
TD-500-4U2 |
100 - 560 |
60 - 76 |
570×720×835 |
|||||
|
T DM-317U2 |
60 - 360 |
32,6 |
80/62 |
585×555×818 |
||||
|
T DM-401U2 |
80 - 460 |
80/64 |
585×760×848 |
|||||
|
T DM-503U2 |
75 - 580 |
75/65 |
555×585×888 |
|||||
|
T DM-502U2 |
100 - 550 |
26,5 |
720×845×780 |
|||||
Notă.Tabelul prezintă transformatoare disponibile în comerț pentru arc manual sudare. Este permisă înlocuirea transformatoarelor cu altele similar în aplicare;
b) conectați-vă guraun nou transformator de sudură la rețeaua de alimentare printr-un comutator cu cuțit sau un demaror magnetic folosind fire PRG (GOST 20520-80), AKRPT sau AKPRTN (GOST 13497-77E);
c) impamantati corpul transformatorului de sudura folosind firele specificate la paragraful b;
d) conectați unul dintre bornele transformatorului de sudură la piesa de sudat folosind o clemă (vezi Fig. ) cu fire PRG (GOST 20520-80), AKRPT sau AKPRTN (GOST 13497-77E);
Ri cu. 5. Cleme pentru conectarea firului de sudare la piesa de sudat:
a) extern, b) șurub
e) conectați al doilea terminal de sudurătransformator picior la suportul electric (vezi Fig. ) cu fire PRGD sau PRGDO (GOST 6731-77E);
Orez. 6. Tipuri de suporturi de electrozi
f) alegeți secțiunea transversală a sârmei pentru lucrări de sudare cu lungimea lor care să nu depășească 30 m conform standardelor recomandate:
|
Cea mai mare valoare a curentului de sudare, A |
200 |
300 |
450 |
600 |
|
Aria secțiunii transversale a firelor, mm 2: |
||||
|
singur |
||||
|
dubla |
2×16 |
2×25 |
2×35 |
g) în lungime fire nesudate până la 100 - 150 m căderea de tensiune este determinată de formula:
U l \u003d 1,73Jρl / s,
unde U l - pad tensiune, V;
J - curent de sudare, A;
ρ - rezistenta specifica a firelor, Ohm m;
l - lungimea firului, m;
s - zona secțiunii transversale a firelor, mm 2 .
Dacă valoarea U l depășește valoarea admisibilă cu mai mult de 5%, este necesar să se mărească aria secțiunii transversale a firelor;
h) utilizarea Este utilizat pentru a proteja ochii și pielea feței atunci când se efectuează lucrări de sudură cu scuturi, măști sau căști (GOST 1361-69) (vezi fig.).
Ri cu. 7. Mijloace de protecție împotriva efectelor arcului de sudură și a stropilor de metal
2.3.2. proi montați suportul în conformitate cu proiectarea și documentația instrucțională a tuturor suporturilor de perete necesare, suporturilor în incinta halei auto, instalațiilor de fond, mine și alimentare cu energie electrică.
Ri cu. 8. Sudarea jgheaburilor comun
Pentru noi pătrate de umbră capetele jgheaburilor principale sunt sudate pe ambele părți așa cum se arată în fig. .
Orez. 9. Fixarea jgheabului pe un suport sau pătrat de-a lungul peretelui
2.3.4. Treceți jgheabul principal prin orificiul din peretele camerei, mutați-l în jgheabul principal, așezat și fixat (vezi articolul ) astfel încât spațiul dintre jgheaburi să fie de 1 ÷ 2 mm și sudați jgheaburile principale într-o îmbinare cap la cap la un unghi de 90° (vezi .fig. şi fig.). În acest caz, fiecare fâșie laterală a jgheabului este fiartă din toate părțile.
Orez. 11. Fixarea jgheabului principal la o joncțiune de 90°
2.3.5. Sudați șina principalăcam în trecerea prin perete spre consolele de perete (vezi fig.). Sudarea se realizează pe o parte a jgheabului cu o cusătură unilaterală într-un model de șah.
R este. 12. Trecerea plângerii principale prin zid
2.3.6. Sudați jgheaburile principale verticale pe suporturile atașate de peretele încăperii (vezi fig. ). Sudarea se efectuează pe fiecare suport din trei părți.
Orez . 13. Fixarea jgheabului principal vertical pe perete
2.3 .7. Montați coborârile jgheaburilor principale în rândul de cadru (vezi Fig. ), în timp ce sudați jgheaburile pe suporturile rândului de cadru pe trei laturi ale fiecărei benzi laterale a jgheabului.
Ri cu. 14. Coborârea jgheaburilor într-un rând de cadru
2.3.8. Montați coborârile magilorjgheaburi de oțel în locurile de trecere a acestora prin acoperirea podelei (vezi fig.). La efectuarea lucrărilor, sudați jgheaburile principale pe cadrul găurii traversante de pe ambele părți ale benzilor laterale ale jgheabului.
Orez. 15. Dispozitiv de trecere a jgheaburilor principale prin tavan
2.3.9. Montați structuri metalice în camera minei. Bazele consolelor cu fante sunt sudate pe pătratele de fundație. În partea de sus a parantezelor sudate pe poloul din oțel se 30×4. Un exemplu de instalare a consolelor într-un arbore este prezentat în fig. .
Orez. 16. Un exemplu de instalare a consolelor într-un arbore
Rândurile de suporturi cu fante sunt fixate între ele și pe pereții incintei folosind pătrate principale 40 × 50 × 4, care sunt sudate pe partea superioară a consolelor cu fante și a consolelor de perete. Jgheaburile obișnuite din camera minei sunt sudate pe pătratele principale, iar jgheaburile sunt sudate la colțurile extreme pe ambele părți (a se vedea fig.) și la pătratele rămase - pe o parte într-un model de șah (vezi Fig. și Fig. .).
Orez. 17. Locația și locurile de sudare a jgheaburilor în mină (aproximativ)
Orez. 18. Locația și locurile de sudare a jgheaburilor în mină (aproximativ)
2.3.10. Unghiurile principale pentru fixarea rândurilor de console în arbore sunt îmbinate prin sudare cap la cap (a se vedea Fig. a) sau se suprapun (a se vedea Fig. b).
Orez. 19. Exemple de îmbinare a trunchiului x pătrate
2.3.11. Instalați jgheaburi de aer de-a lungul pereților încăperii minei. Un exemplu de amplasare și loc de sudare a jgheaburilor este prezentat în fig. iar fig. .
Orez. 20. Locația și locurile de sudare a jgheaburilor în mină (aproximativ)
Orez. 21. Locația și locurile de sudare a jgheaburilor în mină (aproximativ)
2.3.12. Instalarea structurilor metalice în țară se realizează în mod similar cu instalarea structurilor metalice într-o mină. Rândurile de dulapuri din cross-country sunt atașate între ele și de consolele de perete ale camerei cu ajutorul consolelor principale 40×50×4, care sunt sudate pe cadrul cross-country și pe suporturile de perete. Fixarea jgheaburilor obișnuite în cruce prin sudare se realizează în mod similar cu fixarea în mină. Un exemplu de instalare a jgheaburilor deasupra celulelor crucii este prezentat în fig. .
R este. 22. Un exemplu de instalare a jgheaburilor peste celule transversale
2.3.13. Fixarea jgheaburilor principale de cele obișnuite se realizează prin sudare cu ajutorul unei tije, care este sudată pe benzile laterale ale jgheaburilor obișnuite și principale pe ambele părți (vezi Fig. 23).
Orez. 23. K fixarea jgheabului principal la cel obișnuit
2.3.14. Fixarea jgheaburilor principale de jgheaburile principale în intervalul de până la 2,5 m o Se realizează prin sudare, iar jgheabul principal este întărit pentru rezistență cu tije de oțel sudate pe ambele benzi laterale ale jgheabului (vezi Fig.).
Orez. 24. Fixare jgheab în deschidere de până la 2,5 m
3 .3.15. Fixarea jgheaburilor pentru firele încrucișate se realizează în mod similar cu fixarea jgheaburilor principale pe o deschidere de până la 2,5 m, tot prin sudare, dar fără utilizarea tijelor de rigidizare din oțel. Un exemplu de fixare a jgheaburilor este prezentat în fig. .
Orez. 25. Un exemplu de atașare a unei caneluri pentru fire cromate
2.3. 16. Fixarea cadrului cu prize de testare în crucea abonatului se realizează prin sudare. Un exemplu de fixare a unui cadru prin sudare este prezentat în fig. .
Orez. 26. Fixarea cadrului cu prize de probă în crucea abonatului
2 .3.17. După finalizarea instalării structurilor metalice, îmbinările sudate sunt curățate de scară, se verifică calitatea performanței acestora și se vopsește cu email gri.
2.3. 18. În procesul de verificare a calității îmbinărilor sudate prin inspecție externă cu lupă de 10x, pot fi detectate defecte. Tipurile de defecte rezultate în urma procesului de sudare sunt prezentate în fig. .
Orez. 27. Vedere Defecte de sudare
2 .3.19. Defectele îmbinărilor sudate sunt corectate prin sudare, urmată de detartrare și acoperire cu un strat de email gri.
2.4. Măsuri de siguranță la efectuarea lucrărilor de sudare
2.4. 1. Cazurile de surse de putere cu arc (transformatoare), echipamente auxiliare de sudare și produse sudate sunt împământate înainte de începerea lucrului.
2.4.2. In spate Împământarea se realizează cu un fir de cupru, un capăt al căruia este conectat la un șurub special cu inscripția „Pământ” pe corpul sursei de alimentare cu arc, iar celălalt capăt la magistrala de împământare.
2.4 .3. Pentru a conecta transformatorul de sudură la rețea, se folosesc cutii de perete cu întrerupătoare, siguranțe și cleme. Lungimea cablurilor de alimentare nu trebuie să depășească 10 m.
2.4.4. Dacă este necesară creșterea cablurilor de alimentare, se folosește o conexiune.manșon filetat cu masă izolatoare puternică.
2 .4.5. Firele de alimentare sunt suspendate la o înălțime de 2,5 - 3,5 m, iar firele sunt închise în țevi metalice.
2.4.6. sudura proapa trebuie folosita cu o buna izolare si sa aiba o sectiune transversala corespunzatoare curentului de sudare.
2.4.7. Sf Filtrele care sunt introduse în orificiul de vizualizare al scutului, măștii sau căștii sunt selectate în conformitate cu GOST 9497-60, în funcție de curentul de sudare. Există patru tipuri de filtre de sticlă: E-1 (pentru curenți 30 - 75 A), E-2 (pentru curenți 75 - 200 A), E-3 (pentru curenți 200 - 400 A), 3 - 4 (pentru curenți). peste 400 DAR).
2.4.8. Pentru a proteja ochii lucrătorilor care ajută la efectuarea lucrărilor de sudare, se folosesc filtre de lumină B-1, B-2 și B-3.
2.4.9. Lucrările de sudare se efectuează înîmbrăcăminte din prelată sau pânză groasă, în mănuși și o toală , în timp ce pantalonii nu trebuie bagate in pantofi, buzunarele trebuie inchise cu supape, iar jacheta nu trebuie bagata in pantaloni.
2.4 .zece. La sudarea tavanului, cusăturilor orizontale și verticale, mânecile de pânză sunt puse și strâns legate peste mâneci la mâini.
2.4. 11. Sudurile se curata de zgura numai dupa racirea completa si intotdeauna in pahare cu pahare simple.
2.4. 12. Dispozitivele de ventilație trebuie să asigure schimbul de aer în timpul sudării manuale cu arc cu electrozi cu o acoperire de înaltă calitate de la 4000 la 6000 m 3 la 1 kg de electrod consumat.
2.4. 13. Următoarele concentrații de substanțe în aer sunt permise la locul de muncă (în mg / m 3): mangan și compușii săi - 0,3; crom și compușii săi - 0,1; plumb și compușii săi - 0,001; fluorură de hidrogen - 0,5; oxid nitric - 5,0; benzină, kerosen - 300,0.
Concentrație netoxpraf toxic mai mare de 10 mg/m 3 nu este permis, totuși, dacă conținutul de cuarț în praf depășește 10%, atunci concentrația de praf netoxic este permisă doar până la 2 mg/m 3 .
2.5. Structura numerică și de calificare a executorilor
Lucrări de montaj zhu structuri metalice ATS prin sudare sunt realizate printr-o legătură cu un număr total de 3 persoane, care include: un instalator de comunicații din categoria a 5-a și doi instalatori de comunicații din categoria a 4-a, dintre care unul a absolvit cursuri privind metodele de realizare a sudării muncă.
2.6. Costul forței de muncă
Timp normal timpul pentru sudare - T este alcătuit din cinci elemente: timpul pregătitor - t p , timp principal - t despre , timp auxiliar - tîn plus mult timp - t d și timpul final - t h .
unde Y \u003d 7,85 g / cm 3 - greutatea specifică a oțelului,
F=0 .55 cm 2 - secțiunea transversală a cusăturii,
L \u003d 100 cm - lungimea cusăturii,
d în = 10 g/A h - coeficient de depunere a electrodului,
J= 180 A - curent de sudare,
Kuch. = 0,25 - coeficient ținând cont de organizarea muncii,
la - coeficient ținând cont de organizarea muncii la 100 cm de cusătură,
t despre - timpul de ardere de bază a arcului.
tr calcul costurile pe an sunt date în tabel. .
Tabelul 3
|
Denumirea lucrărilor |
unitate de măsură |
Scopul muncii |
Norma de timp pe unitatea de măsură, oră de om |
Costuri cu forța de muncă pentru întregul volum, oră de om |
Rata pe unitate de măsură, rub.-kop. |
Costul cheltuielilor pentru întregul volum, rub.-kop. |
|
|
Montarea structurilor metalice de centrala telefonica automata prin sudare |
|||||||
|
producator de lucrari |
maestru |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||
|
Munca pregatitoare |
organizarea corectă a locului de muncă. Capacitatea de funcționare a echipamentului de sudură și fiabilitatea împământării acestuia. Prezența și corectitudinea curselor polo zheniya structuri și părți necesare |
vizual |
d despre începerea lucrărilor la sudarea structurilor metalice |
||||
|
calitatea îmbinărilor sudate |
prezența crăpăturilor, porilor, incluziunilor de zgură, lipsa de penetrare, subtăieri, slăbiri, arsuri, cratere, nereguli în lățimea cusăturii, deplasări marginile sudate |
vizual cu o lupă de 10x |
în procesul de sudare |
3. INDICATORI TEHNICI ȘI ECONOMICI
Aport de muncă, oameni.-zile -
Durata, zile -
Număr montatori angajati, pers. - 3
4. RESURSE MATERIALE ȘI TEHNICE
Nevoia de unelte și accesorii duce la in masa. .
1pentru a ține electrodul de sudare
Sarma de sudura marca PRGD L = 3 m
GOST 6371-77E
pentru conectarea la un suport de electrod
Cuplare
MS-2
pentru conectarea firelor
Terminal la sol
KZ-3
pentru a proteja ochii de acţiunea arcului de sudare
Dimensiune sticla usoara 52×104×3
pentru a proteja filtrele
Perie metalică pe card
TU-494-01-104-76
pentru curatarea suprafetelor de sudat
Masca sudorului ШС
GOST 1361-69
pentru protectia arcului electric
Daltă
GOST 7211-72
pentru curățarea cusăturii
Contor metalic pliabil
GOST 7253-54
pentru măsurarea pieselor și a distanțelor dintre ele
transformator de sudare
TD-251 U2
Electrozi