Reguli de protectie a muncii la posturile de sudura. Procedura de efectuare a lucrărilor de sudare electrică
Ediție neoficială
POT RM-020-2001
Reguli intersectoriale
privind protectia muncii cu energie electrica si gaz lucrari de sudare Oh
Intrând în vigoare
<*>Culegere de legislație Federația Rusă. 1999. N 29. Art. 3702.
1.1.4. Regulile se aplică instalațiilor de sudare electrică și pe gaz staționare, portabile și mobile, echipate și utilizate în interior sau exterior, destinate să execute procese tehnologice de sudare, suprafață, tăiere (separare și suprafață) topire și sudare prin presiune, inclusiv:
Arc şi sudare cu plasmă, suprafață, tăiere;
sudare atomică - hidrogen;
sudare electron - fascicul;
Sudarea și tăierea cu laser (sudura și tăierea cu fascicul luminos);
Sudare cu zgură electrică;
Sudarea prin incalzire prin contact;
Sudare prin contact sau prin difuzie, sudare cu arc;
Gaz
Tăierea metalelor. sudare;
1.1.5. Pe baza Regulilor din organizație, ținând cont de condițiile specifice din la momentul potrivit sunt elaborate sau aduse în conformitate cu acestea instrucțiuni privind protecția muncii, documente tehnologice și operaționale pentru procesele (lucrările) relevante.
2.13.2. Lucrează la pulverizarea și tăierea metalului folosind propan butan sau gaz natural, precum și utilizarea focului deschis din alte surse sunt permise la o distanță (pe orizontală) de cel puțin:
Din grupuri de cilindri (mai mult de 2) destinate efectuării operațiunilor cu flacără gaz - 10 m;
De la conductele de gaze de gaze combustibile, precum și de la stâlpii de gaze situate în dulapuri metalice:
a) la munca manuala- 3m;
2.13.3. Tăierea metalelor cu amestecuri propan - butan este permisă în spații deschise și în ateliere. Nu este permisă utilizarea amestecurilor propan-butan și a combustibilului lichid pe navele aflate în construcție și reparații în zone închise și greu accesibile.
2.13.4. Metalul furnizat pentru sudare sau tăiere cu flacără trebuie să fie lipsit de vopsea (în special pe bază de plumb), ulei, calcar, murdărie pentru a preveni stropirea metalelor și poluarea aerului prin evaporare și gaze.
La sudarea și tăierea metalului vopsit, amorsat, acesta trebuie curățat de-a lungul liniei de tăiere sau a cusăturii. Lățimea benzii de curățat de vopsea trebuie să fie de cel puțin 100 mm (50 mm pe parte).
Nu este permisă utilizarea unei flăcări de gaz în acest scop.
2.14 . Cerințe de siguranță pentru tăierea și sudarea cu gaz în vase, compartimente închise
2.14.1. GOM în vase închise, compartimente.
GOM în spații restrânse și locuri greu accesibile (rezervoare, cazane, cisterne, tuneluri, subsoluri etc.) se realizează conform autorizației pentru lucrări deosebit de periculoase.
2.14.2. GOM, efectuată în spații restrânse și locuri greu accesibile, trebuie efectuată în următoarele condiții:
Prezența a cel puțin două deschideri (ferestre, uși, trape);
Curățarea temeinică a aerului și verificarea conținutului de substanțe nocive din aerul zonei de lucru înainte de începerea lucrului;
Verificări ale valorii măsurate pericol de focîn conformitate cu cerințele GOST 12.1.004;
absența în aer a unei concentrații de substanțe explozive care depășește 20% din limita inferioară de explozie;
Implementarea ventilației speciale cu ajutorul evacuarilor locale din unitățile staționare și mobile, dacă ventilația generală nu asigură condiții normale de lucru;
Instalarea unui post de control pentru monitorizarea lucrătorilor și a unui observator.
2.14.3. La sudarea cu gaz, tăierea sau încălzirea suprafețelor metalice în încăperi închise și greu accesibile (compartimente și secțiuni de vase, rezervoare, cazane, rezervoare etc.), pe lângă ventilația generală de schimb a atelierului, este necesar să se au o ventilație de alimentare și evacuare care funcționează continuu, care asigură intrarea și ieșirea aerului contaminat din părțile inferioare și superioare ale unui spațiu închis sau din încăpere greu accesibilă.
Dacă în aerul rezervorului sau al compartimentului există oxigen insuficient (mai puțin de 19%), nu este permisă lucrul în acesta. Înainte de a efectua lucrări cu flacără de gaz în interiorul compartimentelor cu fund dublu și lateral, cariere de petrol și cărbune, precum și în rezervoarele care sunt un loc de acumulare de gaze nocive sau aer încălzit, trebuie instalată și instalată ventilație locală de alimentare și evacuare. operare, ușile, trapele, gâturile și ferestrele sunt deschise în aceste incinte.
2.14.4. Când GOM în încăperi cu volume mici (vase, compartimente, rezervoare etc.) se recomandă utilizarea ventilației generale la o rată de 4000 - 5000 de metri cubi. m de aer la 1 cu. m de acetilenă arsă.
2.14.5. Când se lucrează în spații închise și locuri greu accesibile, transformatorul de sudură, generatorul de acetilenă, buteliile cu gaz lichefiat sau comprimat trebuie amplasate în afara rezervoarelor în care se efectuează sudarea.
2.14.6. GOM în compartimente este permis să fie efectuat numai în prelată sau îmbrăcăminte din azbest.
2.14.7. Nu este permisă producerea concomitentă a lucrărilor de sudare electrică și gaz-flacără în interiorul rezervoarelor.
2.14.8. Nu este permisă utilizarea tăietoarelor electrice atunci când se efectuează lucrări cu flacără de gaz în rezervoare, puțuri și alte containere închise.
2.14.9. Iluminarea în timpul lucrărilor de sudare în interiorul recipientelor metalice trebuie efectuată folosind lămpi instalate în exterior sau lămpi portabile de mână cu o tensiune de cel mult 12 V.
2.14.10. Când GOM în spații închise este interzis:
Utilizați echipamente care funcționează cu combustibil lichid;
Lăsați nesupravegheate arzătoare, freze, mâneci în timpul unei pauze sau după terminarea lucrării;
Sudați și tăiați vasele sub presiune sau care conțin substanțe explozive sau toxice.
2.15 . Cerințe de siguranță pentru organizarea și desfășurarea operațiunilor de sudare cu gaz și tăiere cu gaz, în funcție de tipul și metoda de sudare și de condițiile de lucru în timpul implementării acestora
2.15.1. Înainte de începerea lucrărilor legate de sudare sau folosirea focului, trebuie să se obțină permisiunea autorităților locale de pompieri cu o analiză preliminară a probelor de aer din punctele superioare ale încăperii și a dispozitivelor pregătite pentru reparații pentru a se asigura că nu există concentrația explozivă a acetilenei. Conținutul de acetilenă din probă nu trebuie să depășească 0,3 mg/l.
2.15.2. În cazul detectării scurgerilor de oxigen și acetilenă din conducte și stații de distribuție a gazului și dacă este imposibil să se elimine rapid defecțiunile, secțiunea deteriorată trebuie oprită, iar camera trebuie bine ventilată.
Încălzirea conductelor înghețate de acetilenă și oxigen trebuie efectuată numai cu abur sau apă fierbinte. Este interzisă utilizarea flăcărilor deschise și a încălzirii electrice.
2.15.3. Numărul de pistoleți sau tăietoare instalate pe o mașină este limitat de capacitatea supapei. În operațiunile manuale cu flacără de gaz, la supapă poate fi conectat un singur arzător sau tăietor.
2.15.4. În încăperile în care se efectuează prelucrarea metalului cu flacără gaz, trebuie să existe ventilație pentru a elimina gazele nocive degajate în timpul acestor lucrări.
În cazul unei defecțiuni de ventilație, lucrați mai departe taiere cu flacără iar sudarea este interzisă.
2.15.5. Alimentarea cu energie a mașinilor de tăiat cu gaz în ateliere trebuie să respecte cerințele reglementărilor de siguranță în vigoare și amenajarea instalațiilor electrice.
2.15.6. Alimentarea cu gaze către magazine, ateliere și zone de lucru cu flacără de gaz trebuie efectuată:
Prin conducte de gaze din stațiile de acetilenă și oxigen, precum și din rampe de distribuție cu numărul de posturi permanente pt. sudare cu gazși tăierea mai mult de 10, dacă amenajarea conductelor de gaz este irațională, - din butelii de oxigen și acetilenă și de la generatoare portabile de acetilenă cu un număr de stâlpi de 10 sau mai puțin;
Din alte surse de alimentare cu gaz (conducte de gaze naturale și alte gaze combustibile, rezervoare cu combustibil lichid etc.).
2.15.7. În interiorul atelierului se pot instala rampe de oxigen pentru alimentarea unui stâlp cu până la 6 cilindri.
2.15.8. Toate conductele de gaze din magazin și între magazine trebuie să fie împământate, rezistența electrică dintre dispozitivul de împământare și orice punct al conductei de gaz trebuie să respecte PUE.
2.15.9. În blocul de apă al stâlpului, nivelul apei sau al altor lichide trebuie menținut constant la înălțimea robinetului de control. Când utilizați o supapă uscată, verificați starea acesteia „închis - deschis”. Verificarea trebuie efectuată de cel puțin trei ori pe schimb, cu alimentarea cu gaz către supapă oprită.
2.15.10. Pe conductele de gaze pentru gaze naturale sau propan-butan este interzisă instalarea supapelor de lichid de tip deschis. Nivelul lichidului poarta tip închis trebuie menținută constant la înălțimea robinetului de control. Verificarea nivelului lichidului trebuie efectuată de cel puțin trei ori pe schimb, cu alimentarea cu gaz la supapă oprită.
2.15.11. Când echipamentul este alimentat de la o conductă de gaz cu o presiune a gazului peste 0,15 MPa (1,5 kgf / sq. cm), la fiecare stație de lucru de pe conducta de gaz trebuie instalat un regulator de presiune (reductor).
2.15.12. Alimentarea cu aer a frezei mașinii de căldură din linia atelierului cu o presiune mai mare de 0,5 MPa trebuie efectuată printr-un reductor.
2.15.13. La alimentarea stâlpilor cu gaz combustibil și oxigen din butelii, acestea din urmă trebuie instalate în pozitie verticalaîn rafturi speciale și prinse ferm de ele cu cleme sau lanțuri.
Când este alimentat de la un singur cilindru, trebuie instalat un dispozitiv de siguranță între cilindri, reductoare și unealtă (torță și tăietor).
Pe rafturi trebuie să existe copertine care să protejeze cilindrii împotriva pătrunderii de ulei (de exemplu, de la o macara rulantă). Buteliile trebuie amplasate la cel puțin 1 m de dispozitivele de încălzire și la cel puțin 5 m de sursele de căldură cu flacără deschisă și sobe.
Nu trebuie să existe mai mult de un cilindru de rezervă umplut pe stație și mai mult de zece cilindri de rezervă de oxigen și cinci de acetilenă în zonă și în atelierul de prelucrare a flăcării. Dacă o secție cu până la 10 stații necesită o cantitate mare de gaz, trebuie organizată o alimentare cu rampă sau o depozitare intermediară de butelii în afara incintei secției (atelier).
2.15.14. Prelevarea de probe de oxigen din butelii trebuie efectuată până la o presiune reziduală a gazului în butelie de cel puțin 0,05 MPa (0,5 kgf / cm2).
2.15.15. Înainte de a începe sudarea și tăierea cu gaz, trebuie efectuate următoarele verificări:
a) etanșeitatea și rezistența racordării furtunului de gaz la arzător (torță) și reductoare;
b) prezența apei în supapă până la nivelul robinetului de comandă și etanșeitatea tuturor racordurilor din supapa pentru trecerea gazului, precum și etanșeitatea racordului furtunului la supapă.
2.15.16. Demontarea și repararea supapelor buteliilor trebuie efectuate de către instalația (atelierul) care umple buteliile cu gaz.
În cazurile în care gazul nu poate fi utilizat din cauza unei defecțiuni a supapelor cilindrului, butelia trebuie trimisă la fabrică (atelier) - umplutura cu inscripția cu cretă: „Atenție”, „Plin”.
2.15.17. Este interzisă instalarea de rafturi cu cilindri pe culoarul și aleile de acces.
2.15.18. Este interzis să se permită contactul buteliilor, precum și al furtunurilor cu fire purtătoare de curent, cărora li se acordă o atenție deosebită acelor zone de producție în care se utilizează simultan sudarea electrică și prelucrarea metalelor cu flacără cu gaz.
2.15.19. Conectarea reductorului la cilindru trebuie efectuată cu o cheie care se află în permanență cu sudorul (cutter de gaz). Strângerea piuliței de îmbinare a reductorului cu supapa cilindrului deschisă este interzisă.
2.15.20. Pentru a deschide supapa cilindrului de acetilenă și pentru a controla cutia de viteze, muncitorul trebuie să aibă o cheie specială. Această cheie trebuie să fie pe axul supapei cilindrului în orice moment în timpul funcționării.
Utilizarea cheilor obișnuite în aceste scopuri este interzisă.
2.15.21. În cazurile în care se detectează scurgeri de gaz prin presatupa supapei de acetilenă după conectarea reductorului, garniturile trebuie strânse cu robinetul cilindrului închis.
Este interzisă funcționarea unui cilindru cu supapă permeabilă la gaz. Un astfel de cilindru cu o inscripție cu cretă despre o defecțiune a supapei trebuie trimis la fabrică (atelier) - umplere.
2.15.22. Arzătoarele, frezele, furtunurile, reductoarele, supapele, blocurile de apă și alte echipamente trebuie să fie în stare bună. Supapele trebuie să închidă gazul în mod fiabil, iar glandele nu trebuie să lase gazul să treacă. Este interzisă operarea echipamentelor cu scurgeri.
Notă. În timpul funcționării, de regulă, supapa supapei cilindrului de acetilenă trebuie să se deschidă cu 0,7 - 1 tură pentru a se asigura că supapa se închide rapid în caz de aprindere sau recul.
2.15.23. Furtunurile trebuie utilizate în conformitate cu scopul lor. Nu folosiți furtunuri de oxigen pentru a furniza acetilenă sau invers.
2.15.24. Furtunurile în timpul sudării cu gaz trebuie protejate de eventuale daune. La așezarea furtunurilor, acestea nu trebuie să fie aplatizate, răsucite sau îndoite.
Nu folosiți furtunuri uleioase. Furtunurile nu trebuie expuse la scântei, foc sau obiecte grele, precum și expunerea la temperaturi mari. Furtunurile trebuie inspectate și testate cel puțin o dată pe lună.
2.15.25. La utilizarea echipamentelor manuale, este interzisă conectarea la furtunuri a dopurilor, teurilor etc. pentru a alimenta mai multe arzatoare (cuttere).
2.15.26. Lungimea furtunurilor pentru sudarea și tăierea cu gaz nu trebuie să depășească 30 m, iar în timpul producției munca de instalare- 40 m.
2.15.27. Este interzisă utilizarea furtunurilor defecte, precum și înfășurarea acestora cu bandă izolatoare sau alt material. Dacă este necesară repararea furtunului, locurile deteriorate trebuie tăiate, iar piesele individuale trebuie conectate cu nipluri speciale. Este interzisă conectarea furtunurilor folosind segmente de tuburi netede.
Lungimea minimă a secțiunii de furtunuri îmbinate trebuie să fie de cel puțin 3 m; numărul de îmbinări de pe furtunuri nu trebuie să fie mai mare de două.
2.15.28. Atașarea furtunurilor la niplurile de conectare ale echipamentelor (torțe, tăietoare, reductoare etc.) trebuie să fie fiabilă; în acest scop trebuie folosite cleme speciale. Este permisă legarea furtunurilor cu sârmă de oțel moale recoaptă (de tricotat) cel puțin în două locuri de-a lungul lungimii mamelonului. Conexiunile furtunurilor trebuie verificate cu atenție pentru etanșeitate înainte și în timpul lucrului. Pe niplurile de blocare de apă, furtunurile trebuie să fie bine puse, dar nu fixate.
2.15.29. Lucrările cu flacără cu gaz (sudură, tăiere, decupare, topirea cu gaz a defectelor metalice și încălzirea produsului) trebuie efectuate la o distanță de cel puțin 10 m de generatoarele portabile, 1,5 m de conductele de gaz, 3 m de stâlpii de pliere cu gaz în timpul manual. lucru și 1,5 m - cu mașină. Distanțele specificate se referă la lucrul cu flacără gaz, când flacăra și scânteile sunt îndreptate în direcția opusă surselor de alimentare cu gaz.
În cazul direcționării flăcărilor și scânteilor către sursele de energie prin gaze, trebuie luate măsuri pentru a le proteja de scântei sau de expunerea la căldura flăcării prin instalarea de ecrane metalice.
2.15.30. Lucrările la tăierea metalului cu propan - butan sau gaz natural, precum și utilizarea flăcării deschise din alte surse sunt permise la o distanță (pe orizontală) de cel puțin:
Din grupuri de cilindri (mai mult de 2) destinate efectuării lucrărilor cu flacără gaz - 10 m;
Din cilindri individuali cu oxigen și gaze combustibile - 5 m;
De la conductele de gaze de gaze combustibile, precum și de la stâlpii de prăbușire a gazelor situate în dulapuri metalice:
a) pentru lucru manual - 3 m;
b) în timpul lucrului mecanizat - 1,5 m.
2.15.31. Tăierea metalelor cu amestecuri propan - butan este permisă în spații deschise și în ateliere.
2.15.32. Metalul furnizat pentru sudare sau tăiere cu flacără trebuie să fie lipsit de vopsea (în special pe bază de plumb), ulei, calcar, murdărie pentru a preveni stropirea metalelor și poluarea aerului prin evaporare și gaze.
Utilizarea unei flăcări de gaz în acest scop este interzisă.
2.15.33. Sudorii și tăietorii ar trebui, la aprindere arzator manual sau o pistoletă de tăiere, deschideți mai întâi ușor supapa de oxigen, apoi deschideți supapa de acetilenă și, după curățarea scurtă a furtunului din aer, aprindeți amestecul de gaz combustibil.
2.15.34. Pauze lungi de la serviciu (pauza de masa)
etc.), cu excepția arzătoarelor și a pistoletelor de tăiere, supapele de pe buteliile de oxigen și acetilenă sau de pe stațiile de pliere cu gaz trebuie să fie închise, iar șuruburile de presiune ale cutiilor de viteze trebuie să fie scoase până la eliberarea arcului.
Dacă arzătorul (torța) se supraîncălzi, lucrul trebuie suspendat, iar arzătorul (torța) este stins și răcit pentru a se răci complet; pentru a raci lanterna, fiecare sudor (cutter) trebuie sa aiba un vas cu apa rece curata.
2.15.35. În cazul unui incendiu invers, închideți imediat robinetul de pe arzător (torță), de pe cilindri și de pe garnitura de apă. Înainte ca flacăra să fie reaprinsă, starea oblonului trebuie verificată după o suflare, iar furtunurile trebuie verificate după fiecare suflare.
2.15.36. În cazul opririi temporare a lucrărilor la mașinile de tăiat cu gaz, în timpul reglajului, instalării copiatoarelor etc. alimentarea cu gaze și curent electric a mașinii trebuie oprită.
2.16 . Cerințe de siguranță pentru efectuarea lucrărilor cu flacără de gaz
La efectuarea lucrărilor cu flacără de gaz, trebuie îndeplinite următoarele cerințe:
2.16.1. În atelierele de sudură, pe șantiere, trebuie echipată ventilație generală, la locurile de muncă staționare - ventilație locală, asigurând reducerea conținutului de substanțe nocive în aerul zonei de lucru nu mai mare decât MPC, în conformitate cu GOST 12.1.005.
2.16.2. Înainte de începerea GOM, trebuie efectuată o verificare:
Etanșeitatea conexiunii manșoanelor la arzător, tăietor, reductor, dispozitive de siguranță și alte echipamente;
Capacitatea de funcționare a echipamentului, prezența rarefării în canalul de gaz combustibil al echipamentului de injecție;
Starea dispozitivelor de siguranță;
Alimentarea corectă cu oxigen și gaz combustibil la arzător, tăietor sau mașină de tăiat gaz;
Corectitudinea și funcționalitatea alimentării cu curent și a legăturii la pământ;
Disponibilitatea și funcționalitatea echipamentului de stingere a incendiilor.
2.16.3. În cazul detectării scurgerilor de oxigen și gaz combustibil din conducte și benzinării și dacă este imposibil să se elimine rapid defecțiunile, secțiunea deteriorată trebuie oprită și camera bine ventilată.
Încălzirea conductelor de gaz înghețat trebuie efectuată numai cu abur sau apă caldă. Este interzisă utilizarea flăcărilor deschise și a încălzirii electrice.
2.16.4. Furnizarea cu gaz a magazinelor, atelierelor și secțiunilor GOM ar trebui efectuată:
prin conducte de gaze din stațiile de acetilenă și oxigen, precum și din rampe de distribuție cu peste 10 stâlpi permanenți pentru sudarea și tăierea gazelor.
din alte surse de alimentare cu gaze (conducte de gaze naturale și alte gaze combustibile, rezervoare cu combustibil lichid etc.).
2.16.5. În interiorul unității de producție se pot instala rampe de oxigen pentru alimentarea unui stâlp pentru sudarea și tăierea cu gaz cu până la 6 cilindri.
2.16.6. Este interzisă umplerea sistemelor și conductelor cu oxigen fără degresarea lor prealabilă.
2.16.7. Pe conductele de gaze pentru gaze naturale sau propan-butan este interzisă instalarea supapelor de lichid de tip deschis. Nivelul lichidului din supapa de tip închis trebuie menținut constant la înălțimea robinetului de control. Verificarea nivelului lichidului trebuie efectuată de cel puțin trei ori pe schimb, cu alimentarea cu gaz la supapă oprită.
2.16.8. La alimentarea echipamentelor pentru GOM dintr-o conductă de gaz cu o presiune a gazului peste 0,15 MPa, la fiecare stație de lucru pentru sudarea și tăierea gazului pe o conductă de gaz, trebuie instalat un regulator de presiune, care servește la reducerea presiunii gazului.
2.16.9. La furnizarea stâlpilor pentru sudarea și tăierea cu gaze cu gaz combustibil și oxigen din butelii, acestea din urmă trebuie instalate în poziție verticală în rafturi speciale și fixate ferm de ele cu cleme sau lanțuri.
Pe rafturi trebuie să existe copertine care să protejeze cilindrii împotriva pătrunderii de ulei (de exemplu, de la o macara rulantă). Buteliile trebuie să fie la cel puțin 1 m distanță de dispozitivele de încălzire și 5 m distanță de sursele de căldură cu flăcări deschise.
Atunci când este alimentat de la cilindri simple, dispozitivele de siguranță, inclusiv dispozitivele de oprire a flăcării, trebuie instalate între reductoarele de cilindru și unealtă (torță, tăietor etc.).
La locul de producție GOM, nu trebuie să existe mai mult de un cilindru de rezervă umplut cu gaz combustibil și oxigen pentru fiecare post și nu mai mult de zece cilindri de rezervă de oxigen și cinci acetilenă.
Dacă este nevoie de un site GOM cu până la 10 posturi de sudură și tăiere cu gaz într-o cantitate mare de gaz, ar trebui organizată o alimentare cu rampă sau o depozitare intermediară de butelii situate în afara șantierului.
2.17 . Cerințe pentru depozitare și funcționare butelii de gaz
2.17.1. Buteliile de gaz trebuie depozitate și utilizate în conformitate cu cerințele Regulilor de proiectare și operare sigură recipiente sub presiune.
2.17.2. La depozitarea buteliilor în spații deschise, șopronele care le protejează de expunerea la precipitații și lumina directă a soarelui trebuie să fie realizate din materiale incombustibile.
2.17.3. Buteliile de gaz inflamabil cu încălțăminte trebuie depozitate în poziție verticală în cuiburi speciale, cuști și alte dispozitive care împiedică căderea lor.
Cilindrii care nu au încălțăminte trebuie depozitați în poziție orizontală pe rame sau rafturi. Înălțimea stivei în acest caz nu trebuie să depășească 1,5 m, iar supapele trebuie închise cu capace de siguranță și rotite într-o singură direcție.
2.17.4. Buteliile goale trebuie depozitate separat de buteliile pline cu gaz.
2.17.5. Buteliile de gaz pot fi transportate, depozitate, eliberate si primite numai de catre persoane care au fost instruite in manipularea lor si care au certificat corespunzator.
2.17.6. In timpul functionarii, depozitarii si deplasarii buteliilor de oxigen trebuie luate masuri pentru protejarea buteliilor de contactul cu materialele, imbracamintea muncitorilor si materialele de curatare care au urme de uleiuri.
2.17.7. Buteliile de gaz trebuie protejate de șoc și lumina directă a soarelui. Buteliile trebuie instalate la o distanță de cel puțin 1 m de aparatele de încălzire.
2.17.8. În timpul pauzelor de lucru, la sfârșitul schimbului de lucru, echipamentul de sudură trebuie oprit. Furtunurile trebuie deconectate și pistolele de suflare complet depresurizate.
2.17.9. La terminarea lucrărilor, buteliile de gaz trebuie amplasate într-un loc special destinat depozitării buteliilor, excluzând accesul persoanelor neautorizate.
2.18 . cerințe de siguranță electrică
2.18.1. Exploatarea echipamentelor electrice ale mașinilor de tăiat termic și PN trebuie efectuată în conformitate cu cerințele Regulilor de Instalare a Instalațiilor Electrice și Regulilor Interindustriale POT R M-016-2001.
2.18.2. Firele și cablurile pentru alimentarea echipamentelor electrice ale mașinilor și instalațiilor trebuie să aibă izolație fiabilă și protecție împotriva deteriorării mecanice.
2.18.3. Echipamentele electrice ale mașinilor de tăiat termic trebuie să fie împământate. Pentru mașinile staționare, cadrul sau șina este supusă împământării, pentru mașinile portabile - corpul mașinii.
2.18.4. Toate conductele de gaz din magazin și intershop trebuie să fie împământate. Rezistența electrică dintre dispozitivul de împământare și orice punct al conductei de gaz nu trebuie să depășească 100 ohmi.
2.18.5. Surse de lanț de sudare curent de sudare nu trebuie să aibă conexiuni galvanice cu circuite conectate la rețea.
Elementele separate ale circuitului de sudare, precum și segmentele de cabluri de sudare, la creșterea lungimii, trebuie conectate prin cuplaje detașabile. Este interzisă utilizarea conexiunilor circuitelor de sudură răsucite cu cablu gol. Cablurile purtătoare de curent ale circuitului de sudare trebuie izolate pe toată lungimea și protejate împotriva deteriorării mecanice.
2.18.6. Circuitele de control ale mașinilor de debitat termic trebuie să fie echipate cu o protecție minimă care să excludă (indiferent de poziția comenzilor) pornirea spontană a mașinilor de tăiat termic la restabilirea unei pierderi bruște de tensiune.
Mașinile portabile de tăiat termic trebuie deconectate de la rețeaua electrică în timpul mișcării lor.
2.18.8. Comenzile mașinilor de tăiat termic trebuie să fie prevăzute cu inscripții sau simboluri care să indice obiectul controlat la care se referă, scopul și starea acestuia: „pornit”, „oprit”, „frână”, „funcționare”, etc.
2.18.9. Arborii metalici ai antrenărilor manuale, mânerelor, volantelor trebuie să fie izolați de părțile sub tensiune ale mașinilor de tăiat termic și să aibă contact electric cu părțile nedemontabile ale produsului, pe care se află elementul de împământare.
2.18.10. La lucrari de sudare electrica ah, trebuie utilizate echipamente, aparate și accesorii care îndeplinesc cerințele standardelor și normelor actuale pentru echipamentele de sudare relevante. Tensiunea în circuit deschis a surselor de energie de sudare nu trebuie să depășească valorile maxime specificate în standardele pentru echipamentele relevante.
2.18.11. Pentru sudare cu arc este necesar să se utilizeze cabluri flexibile izolate concepute pentru o funcționare fiabilă la sarcini electrice maxime, ținând cont de durata ciclului de sudare.
2.18.12. Conexiunea cablurilor de sudura se va face prin sertizare, sudura sau lipire, urmata de izolarea punctelor de conectare.
2.18.13. Conectarea cablurilor la echipamentul de sudare trebuie efectuată folosind capse de cablu sertizate sau lipite.
2.18.14. La așezare sau la mișcare fire de sudura trebuie luate măsuri de precauție împotriva deteriorării izolației acestora și a contactului cu apa, uleiul, cablurile de oțel și conductele fierbinți. Distanța de la firele de sudură la conductele fierbinți și cilindrii cu oxigen trebuie să fie de cel puțin 0,5 m, iar cu gaze combustibile - cel puțin 1 m.
2.18.15. În aparatele de sudură electrice și sursele de energie ale acestora, elementele sub tensiune trebuie acoperite cu dispozitive de protecție.
2.18.16. Suporturi de electrozi utilizate în sudarea manuală electrică cu arc electrozi metalici, trebuie să respecte cerințele standardelor actuale.
2.18.17. Instalația electrică de sudare (convertor, transformator de sudură etc.) trebuie conectată la sursa de alimentare printr-un întrerupător și siguranțe sau un întrerupător, iar dacă tensiunea în circuit deschis este mai mare de 70 V, trebuie aplicată oprirea automată. transformator de sudare.
2.18.18. Părțile metalice ale echipamentelor electrice de sudare care nu sunt sub tensiune, precum și produsele și structurile sudate, trebuie să fie împământate pe toată durata sudării, iar pentru un transformator de sudură, în plus, șurubul de împământare al carcasei trebuie conectat la secundar. borna de înfășurare, la care este conectat firul de retur.
2.18.19. Ca fir de retur sau elemente ale acestuia, anvelopele și structurile din oțel pot fi utilizate dacă secțiunea lor transversală asigură că procesul de sudare este sigur în condiții de încălzire.
actual. Interconectarea elementelor individuale utilizate ca fir de retur trebuie să fie fiabilă și să fie realizată cu șuruburi, cleme sau sudură.
2.18.20. Este interzisă utilizarea cablurilor de împământare, a conductelor rețelelor sanitare (alimentare cu apă, conducte de gaz etc.), a structurilor metalice ale clădirilor, echipamente tehnologice ca fir de retur pentru sudarea electrică.
2.18.21. Corpul oricărei instalații de sudare electrică trebuie să fie împământat. Mașinile la care implementarea împământării de protecție este dificilă, trebuie să fie echipate cu dispozitive de închidere de protecție care să asigure că toate fazele rețelei sunt oprite atunci când apare tensiunea de rețea în circuitul de sudare. Pentru a conecta firul de împământare la echipamentul de sudare electrică, trebuie prevăzut un șurub situat într-un loc accesibil cu inscripția „Pământ” (cu simbolul „Pământ”). Conectarea secvenţială a mai multor dispozitive la conductorul de împământare este interzisă.
2.18.22. Pentru a furniza curent de la sursă la suportul de electrod al instalației de sudare manuală cu arc, trebuie utilizat un fir flexibil într-o manta de cauciuc. Utilizarea de fire cu izolație sau combustibil învelit materiale polimerice interzisă. Firele de sudură trebuie conectate prin lipire la cald, sudare sau folosind manșoane cu manta izolatoare.
Distanța de la firele de sudură la conductele fierbinți și cilindrii cu oxigen trebuie să fie de cel puțin 0,5 m, iar cu gaze combustibile - cel puțin 1 m.
2.18.23. Firele flexibile, precum și anvelopele metalice cu o secțiune transversală suficientă, plăcile de sudură și structura sudată în sine, pot servi ca fir de retur care conectează piesele de prelucrat care trebuie sudate cu sursa de curent de sudare.
Utilizați ca fir de retur al unei rețele metalice de împământare structuri de constructii cladiri, echipamentele tehnologice de comunicatii si fara sudura sunt interzise. Interconectarea elementelor individuale utilizate ca conductor de retur trebuie realizată prin sudare, prindere sau prindere. La sudarea cusăturilor circulare, este permisă conectarea firului de retur la produsul sudat utilizând un contact de alunecare.
2.18.24. Pe instalatii sau linii automate cu un front de serviciu mare, butoanele de oprire de urgență ar trebui să fie situate la o distanță de cel mult 10 m unul de celălalt.Butoanele de comandă utilizate în astfel de cazuri ar trebui să aibă zăvoare care să ofere doar o întoarcere forțată a contactelor la starea inițială. Panourile de control sunt echipate cu interblocări care exclud posibilitatea controlului paralel de la diferite panouri, un sistem de alarmă, precum și butoane de urgență pentru a porni instalația (linia).
2.18.25. Schema de conectare a mai multor surse de curent de sudare atunci când se lucrează pe un arc de sudare ar trebui să excludă posibilitatea obținerii unei tensiuni între produs și electrod care depășește cea mai mare tensiune în circuit deschis a uneia dintre sursele de curent de sudare.
2.18.26. Toate instalatiile electrice de sudare cu sursa de alternanta si curent continuu la sudarea în condiții deosebit de periculoase (în interiorul recipientelor metalice, puțuri, compartimente, pe pontoane etc.), precum și instalații pt. sudura manuala pe curent alternativ, folosit în încăperi deosebit de periculoase sau în aer liber, trebuie să fie echipat cu dispozitive de oprire la ralanti sau limitarea tensiunii acestuia la 12 V nu mai târziu de 1,0 s după deschiderea circuitului de sudare.
Limitatorul, realizat sub forma unui atașament separat, trebuie împământat cu un conductor separat.
2.18.27. Spatii inchise rezervoare, cazane, recipiente metalice, compartimente etc. atunci când se efectuează sudare, suprafață și tăiere, acestea ar trebui să fie iluminate cu ajutorul lămpilor instalate în exterior sau cu lămpi portabile de mână cu o tensiune de cel mult 12 V.
Transformatorul pentru lămpi portabile trebuie instalat în afara piesei de sudat, iar înfășurarea secundară a acestuia trebuie să fie împământătă.
Este interzisă utilizarea autotransformatoarelor pentru scăderea tensiunii de alimentare a corpurilor de iluminat.
2.18.28. Suporturile de electrozi pentru sudarea manuală cu arc și tăierea cu electrozi metalici de carbon trebuie să îndeplinească cerințele standardelor actuale.
Este interzisă lăsarea sculelor electrice de sudură sub tensiune la locul de muncă.
Instalațiile mobile de sudare electrică trebuie deconectate de la rețea în timpul deplasării lor.
2.18.30. Conectarea și deconectarea de la rețeaua instalațiilor electrice de sudare, precum și monitorizarea bunei stări a acestora în timpul funcționării, trebuie efectuate de personalul electric al acestei întreprinderi, având o grupă de calificare pentru securitatea electrică nu mai mică de III.
2.18.31. Datorită probabilității de expunere la curent electric, tot personalul care deservește instalațiile electrice de sudare trebuie să fie instruit și certificat pentru grupul de calificare corespunzător în domeniul siguranței electrice.
2.18.32. Sudorilor electrici care au urmat o pregatire speciala li se poate atribui, in conformitate cu procedura stabilita, o grupa de calificare pentru siguranta electrica III si superioara cu drept de conectare si deconectare a instalatiilor electrice de sudare.
2.18.33. La efectuarea lucrărilor de sudare în interiorul rezervoarelor, angajatorul este obligat să pună la dispoziție angajaților galoșuri dielectrice de cauciuc, mănuși și o cască de cauciuc. Când lucrați în decubit, trebuie folosit un covor de cauciuc. Utilizarea scuturilor metalice este interzisă.
2.19 . Cerințe de incendiu
2.19.1. Producția și spații auxiliare pentru producția de gaz și sudare electrică, precum și locurile de muncă ale lucrătorilor angajați în instalații de acetilenă, oxigen și umplere, trebuie să respecte cerințele Siguranța privind incendiileîn conformitate cu cerințele GOST 12.1.004 și să fie prevăzute cu echipament primar de stingere a incendiilor în conformitate cu cerințele Regulilor de siguranță la incendiu din Federația Rusă, precum și echipamente de incendiu în conformitate cu cerințele GOST 12.4.009 și să aibă un grad de rezistență la foc conform clasificării industriilor de securitate la incendiu.
2.19.2. Înainte de începerea lucrărilor de sudare cu gaz și electrică efectuate în încăpere, trebuie efectuată o analiză a probelor de aer din punctele superioare ale încăperii și a dispozitivelor pregătite pentru reparații pentru a se asigura că nu există o concentrație explozivă de acetilenă. . Conținutul de acetilenă din probă nu trebuie să depășească 0,3 mg/l.
2.19.3. La finalizarea sudării, suprafeței, tăierii cu gaz și electric, angajatul nu trebuie să plece la locul de muncă fără a se asigura că nu există nicio sursă capabilă să provoace incendiu la locul de muncă și în spațiile adiacente. Toți lucrătorii trebuie să fie instruiți cu privire la regulile pentru eliminarea incendiilor primare și utilizarea corectă a echipamentelor primare de stingere a incendiilor.
2.19.4. La efectuarea lucrărilor de sudare cu gaz și electricitate, structurile combustibile trebuie protejate cu bariere permanente sau portabile, iar podelele combustibile trebuie protejate cu foi de metal. Gardurile portabile ar trebui să fie din tablă de oțel.
2.19.5. Solvenții organici inflamabili din compartimentele pregătitoare trebuie depozitați numai în cantitatea convenită cu autoritățile de pompieri.
2.19.6. Locurile pentru producerea de sudare electrică și lucrări cu flacără de gaz pe aceasta, precum și pe nivelurile inferioare (în absența pardoselii de protecție ignifuge sau a pardoselilor protejate cu material ignifug) trebuie să fie eliberate de materiale combustibile pe o rază de cel puțin 5 m. , și din materiale și echipamente explozive (generatoare de gaz, butelii de gaz etc.) - cel puțin 10 m.
2.20 . Moduri de muncă și odihnă
2.20.1. Regimurile de muncă și odihnă ale angajaților angajați în toate tipurile de prelucrare cu flacără gazoasă a metalelor, producția de acetilenă și oxigen, sunt determinate de reglementările interne de muncă ale organizației.
2.20.2. Regimurile de muncă și odihnă ale lucrătorilor care prestează muncă sub influența factorilor de producție periculoși și nocivi sunt determinate ținând cont de actele legale de reglementare relevante pentru aceste condiții.
2.21 . Cerințe pentru selectarea și utilizarea echipamentului individual de protecție (EIP)
2.21.1. Lucrătorii angajați în producția de lucrări de sudare cu flacără cu gaz și electrice trebuie să fie dotați cu echipament individual de protecție, în conformitate cu Regulile de asigurare a lucrătorilor cu îmbrăcăminte specială, încălțăminte specială și alte echipamente individuale de protecție.
2.21.2. Echipamentul individual de protecție utilizat trebuie să respecte cerințele GOST 12.4.011.
Alegerea unor tipuri specifice de echipament individual de protecție ar trebui efectuată în funcție de tipul de muncă și de substanțele și materialele utilizate.
Echipamentul de protecție eliberat individual trebuie păstrat de către angajat sau la locul său de muncă în timpul lucrului.
2.21.3. Alegerea EIP trebuie determinată în funcție de nivelul de contaminare a aerului și a suprafețelor produsului cu substanțe toxice, intensitatea zgomotului, vibrațiile, gradul de siguranță electrică, microclimatul la locul de muncă și natura muncii efectuate.
2.21.4. RPE sunt utilizate atunci când ventilația nu asigură puritatea aerului necesară a zonei de lucru, prevăzută de cerințele GOST 12.1.005.
2.21.5. Alegerea EIP pentru fața și organele vizuale trebuie făcută în funcție de metodele, modurile și tipurile de lucru, intensitatea radiațiilor și vederea individuală.
2.21.6. Pentru a proteja ochii de radiații, scântei și stropi de metal topit și praf, trebuie folosiți ochelari de protecție de tip ZP și ZN.
Alegerea ochelarilor de protecție trebuie făcută în conformitate cu cerințele OST 21-6-87.
Filtrele de lumină sunt permise.
2.21.7. La tăierea manuală și mecanică cu gaz, sudarea manuală, decuparea cu gaz, topirea cu gaz a defectelor metalice și la încălzirea produselor și PN, sudorii cu gaz și tăietorii cu gaz trebuie să fie prevăzute cu ochelari de protecție de tip închis cu ochelari marca TS-2, având o densitate. a filtrelor de lumina GS-3, la utilizarea arzatoarelor (cuttere) cu consum de acetilena pana la 750 l/h, GS-7 - pana la 2500 l/h si GS-12 - peste 2500 l/h.
Muncitorilor auxiliari care lucrează direct cu un sudor, tăietor sau un muncitor care execută PN li se recomandă utilizarea ochelarilor de protecție cu ochelari marca SS-14 cu filtre de lumină P-1800.
2.21.8. Pentru a proteja fața în timpul sudării, tăierii, călirii, curățării, încălzirii și PN, lucrătorii trebuie să fie prevăzute cu scuturi în conformitate cu cerințele GOST 12.4.023.
NF - cu suport pentru cap, corp scut - filtrare a luminii;
KF - scuturi montate pe cască, corpul scutului este filtrant de lumină;
RF - un scut cu un mâner, corpul scutului - filtrarea luminii.
2.21.9. Atunci când se efectuează lucrări de sudare electrică și cu flacără cu gaz, zgomotul afectat nu trebuie să depășească valorile prevăzute de cerințele GOST 12.1.003.
La depășirea nivelurilor maxime admisibile de zgomot, lucrătorii trebuie să fie dotați cu EIP pentru organele auditive: căști pentru urechi, căști de protecție sau dopuri pentru urechi.
2.21.10. EIP pentru auz trebuie selectat pe baza spectrului de frecvență al zgomotului de la locul de muncă. Tipurile și grupurile de EIP pentru organele auditive trebuie selectate în conformitate cu cerințele GOST 12.4.051.
2.21.11. Lucrătorii care utilizează echipament individual de protecție ar trebui să fie instruiți cu privire la regulile de utilizare a acestor echipamente și la modul de verificare a funcționalității acestora.
2.21.12. Salopeta trebuie să fie inofensivă, confortabilă, să nu restricționeze mișcarea lucrătorului, să nu provoace disconfort, să protejeze împotriva scânteilor și stropilor de metal topit, produs sudat, umiditate, poluare industrială, daune mecanice, să îndeplinească cerințele sanitare și igienice și condițiile de lucru. Alegerea salopetelor în funcție de metodele de sudare și de condițiile de lucru trebuie făcută în conformitate cu recomandările GOST 12.4044 și GOST 12.4.010.
2.21.13. Când se efectuează lucrări de sudare, suprafață, tăiere, precum și atunci când temperatura ambiantă este peste 50 de grade. C, îmbrăcămintea trebuie să ofere o protecție termică eficientă.
2.21.14. Pentru a proteja mâinile în timpul sudării, suprafeței, sudării și tăierii, lucrătorii trebuie să fie prevăzute cu mănuși, mănuși cu jambiere sau mănuși din material rezistent la scântei și cu conductivitate electrică scăzută.
2.21.15. Este interzisă folosirea mănușilor și a salopetelor din materiale sintetice precum lavsan, kapron etc., care nu au proprietăți de protecție, sunt distruse de radiația arcului de sudură și se pot aprinde de la scântei și stropi de metal topit și sinterizați la contact. cu suprafete incalzite.
2.21.16. Pentru a proteja picioarele de arsuri de la stropi de metal topit, leziuni mecanice, hipotermie la lucrul în aer liber iarna, supraîncălzire la sudarea produselor încălzite, precum și de șoc electric, în special atunci când lucrează în vase, compartimente închise, lucrătorii trebuie să fie prevăzute cu echipamente speciale. încălţăminte.
2.21.17. Nu sunt permise încălțămintea de siguranță cu șireturi deschise și cuie metalice.
III . CERINȚE PENTRU LOCULUI DE PRODUCȚIE ȘI SANTIERE
3.1 . Cerințe privind volumul, amplasarea structurii spațiilor
3.1.1. Pentru fiecare loc de muncă staționar al unui sudor cu gaz sau tăiat cu gaz, pe lângă suprafața ocupată de utilaje și pasaje, trebuie alocați cel puțin 4,5 metri pătrați. m.
3.1.2. Secțiunile GOM cu un exces semnificativ de căldură sensibilă și cu o formare semnificativă de aerosoli de sudare ar trebui amplasate în clădiri cu un etaj. Dacă este necesară amplasarea site-urilor GOM în clădiri cu mai multe etaje, ar trebui luate măsuri pentru a preveni răspândirea factorilor de producție nocivi între etaje.
3.1.3. Sudarea, suprafața și tăierea metalelor cu eliberare de beriliu și aliaje ale acestuia trebuie efectuate în încăperi izolate, special echipate.
3.1.4. Categoriile de pericol de explozie și incendiu ale incintei trebuie să respecte cerințele NPB 105-95 „Determinarea categoriilor de spații și clădiri din punct de vedere al pericolului de explozie și incendiu”.
3.2 . Cerințe de iluminat
3.2.1. Tehnologia de tratare cu flacără a metalelor aparține celei de-a doua categorii de lucrări vizuale în ceea ce privește precizia. Iluminatul natural și artificial trebuie să respecte cerințele codurilor și reglementărilor de construcție.
3.2.2. Magazinele de sudura, zonele si locurile de munca stationare trebuie sa aiba iluminat natural si artificial. Iluminatul artificial se împarte în următoarele tipuri: de lucru, de urgență (pentru a continua munca), de evacuare (iluminat de urgență pentru evacuarea persoanelor).
3.2.3. Iluminarea suprafețelor de lucru din ateliere nu trebuie să fie mai mică decât cele prevăzute în SNiP 23-05-95.
3.2.4. Iluminatul artificial ar trebui să fie asigurat în principal printr-un sistem de iluminat general uniform sau localizat, precum și printr-un sistem de iluminat combinat (general plus local).
Iluminatul general uniform trebuie aranjat în atelierele unde sunt prelucrate produse mari. Iluminatul general localizat trebuie utilizat în prezența locurilor de muncă fixe, ținând cont de acestea din urmă.
3.2.5. Iluminatul combinat trebuie amenajat în încăperile în care se lucrează pentru controlul defectelor. sudurăși alte lucrări legate de categoriile de lucrare vizuală I, Ia și IIIb.
3.3 . Cerințe pentru spații industriale și microclimat
3.3.1. În zona de lucru a spațiilor industriale ale atelierelor de asamblare și sudură, secțiuni și locuri de muncă staționare, trebuie furnizate combinații optime sau permise de temperatură, umiditate relativă și viteza aerului, ținând cont de excesul de căldură sensibilă, de severitatea muncii efectuate și perioade ale anului în conformitate cu SanPiN 2.2.4.548 .
3.3.2. Pentru a menține o temperatură normală în zona de lucru în perioadele reci și de tranziție ale anului, ar trebui prevăzute sisteme de încălzire. În magazinele mari de asamblare și sudură, de regulă, trebuie utilizată încălzirea cu aer cu alimentare controlată.
aer. Cantitatea de aer, direcția curgerii și temperatura sunt calculate pentru condiții specifice. În sezonul cald, în magazinele de asamblare și sudură, ventilația naturală trebuie utilizată prin deschiderile ferestrelor, felinarelor și porților.
3.3.3. Respectarea parametrilor optimi ai microclimatului este obligatorie în locurile de odihnă temporară a lucrătorilor. Pentru a asigura condiții microclimatice, perdelele de aer trebuie instalate în apropierea deschiderilor deschise.
Radiațiile infraroșii la locurile de muncă permanente pentru sudarea, suprafața și tăierea metalelor produselor încălzite (ținând cont de utilizarea mijloacelor de protecție termică) nu trebuie să depășească nivelurile stabilite prin documentația tehnică de reglementare.
Cu iradiere termică de până la 140 W/mp. m, viteza de mișcare a aerului la locurile de muncă ar trebui să crească cu 0,2 m/s în comparație cu cerințele tehnologiei.
Dacă prin mijloace tehnice este imposibil să se reducă expunerea termică a lucrătorilor la 140 W/mp. m necesită utilizarea unui duș cu aer.
IV . CERINȚE PENTRU AMPLASAREA ECHIPAMENTULUI DE PRODUCȚIE ȘI ORGANIZAREA LOCURILOR DE MUNCĂ
4.1 . Cerințe de cazare echipament de productie
4.1.1. Cerințele pentru amplasarea echipamentelor de producție și organizarea locurilor de muncă în atelierele de asamblare și sudură și pe șantier sunt conforme cu cerințele Secțiunii IV din Regulamentul POT R M-019-2001.
4.1.2. Sudarea, suprafața și tăierea cu arc deschis a produselor de dimensiuni medii și mici în condiții staționare trebuie efectuate în cabine ventilate, special echipate. Cabinele trebuie să fie deschise, din materiale incombustibile, trebuie lăsat un spațiu de cel puțin 50 mm între piele și podea, iar atunci când se sudează într-un mediu gaze protectoare- nu mai puțin de 300 mm. Suprafața cabinei trebuie să fie suficientă pentru a găzdui echipamentele de sudură, masa, corpurile de fixare și produsele care urmează să fie sudate. Suprafața liberă din cabină pentru o stație de sudură nu poate fi mai mică de 3 mp. m.
O cabină pentru doi stâlpi sau mai mulți, precum și locurile de muncă de pe liniile de producție și de transport, ar trebui să fie separate prin panouri de gard care separă sudorii unul de celălalt și oferă suficient spațiu pentru toată lumea.
4.1.3. La locurile de muncă staționare în poziția „în picioare”, este necesar să se instaleze suporturi speciale (suspensii) care reduc sarcina statică pe mâinile sudorilor. Este interzisă ușurarea sarcinii pe braț prin transferarea furtunului (cablul) peste umăr sau înfășurarea acestuia în jurul brațului.
4.1.4. Persoanelor neautorizate le este interzis să se afle în locurile în care se efectuează suduri, suprafețe, tăiere.
Este necesar să se prevadă garduri care să protejeze sudorii care lucrează lângă sau sub nivel de radiații, scântei și stropi de metal topit, căderea accidentală a ștuțurilor de electrozi etc.
4.1.5. Locurile de lucru ale sudorilor din interior, atunci când se sudează cu arc deschis, trebuie separate de locurile de muncă adiacente și pasajele prin ecrane ignifuge (ecrane, scuturi) cu o înălțime de cel puțin 1,8 m. La sudarea în aer liber, gardurile trebuie amplasate în cazul lucrului simultan a mai multor sudori apropiati unul de altul si in zone cu trafic intens. Dacă ecranarea nu este posibilă, persoanele expuse trebuie protejate cu echipament individual de protecție.
4.1.6. În timpul efectuării sudării, suprafeței și tăierii metalelor în aer liber, deasupra instalațiilor și posturilor de sudare trebuie construite adăposturi (copertine) împotriva intemperiilor. echipament de sudură puse în recipiente metalice. În absența șopronelor, operațiunile de sudare, suprafață și tăiere trebuie oprite în timpul ploii sau căderilor de zăpadă.
4.1.7. Locurile lucrărilor de sudare în afara posturilor permanente de sudură trebuie stabilite cu permisiunea scrisă a managerului sau specialistului responsabil cu securitatea la incendiu.
4.1.8. Când se efectuează lucrări de sudare la o înălțime mai mare de 5 m, trebuie instalate schele și platforme din materiale incombustibile. Sudorii electrici sunt obligați să folosească centuri de siguranță și frânghii de siguranță cu carabiniere, precum și pungi speciale pentru scule și cenușă de electrozi de colectare.
4.1.9. În producția de sudare, suprafață și tăiere a produselor încălzite, trebuie luate măsuri suplimentare pentru a preveni o posibilă supraîncălzire. Este necesara ecranarea sau acoperirea produsului incalzit de sudat, amenajarea cabinelor sau a suprafetelor de racire prin radiatii care reduc iradierea la 140 W/mp. m.
4.1.10. La sudarea cu preîncălzire, munca a doi sudori într-o singură cabină este permisă numai la sudarea unui singur produs.
4.1.11. Temperatura suprafețelor încălzite acoperite și deschise ale produselor la locul de muncă nu trebuie să depășească 45˚С.
4.1.12. Atunci când se efectuează suduri electrice și lucrări cu flacără de gaz în interiorul containerelor sau cavităților structurilor, locurile de muncă trebuie să fie prevăzute cu ventilație prin evacuare. Viteza de mișcare a aerului în interiorul containerului (cavitatea) ar trebui să fie de 0,3 - 1,5 m / s.
4.1.13. Lucrul în interiorul containerelor la temperaturi ale aerului de peste 50˚С este interzis fără utilizarea unui echipament de protecție individuală izolant special, care oferă protecție termică eficientă și alimentare cu aer curat în zona de respirație.
4.1.14. La tăierea cu gaz și la sudarea produselor, un loc de muncă permanent ar trebui să fie echipat cu o masă sau un dispozitiv aranjat rațional, care servește la ținerea și mutarea piesei de prelucrat. Aceste dispozitive ar trebui să ofere o poziție confortabilă pentru corpul lucrătorului și, atunci când sudează sau tăiați manual piese mici, capacitatea de a efectua munca în timp ce stați.
4.1.15. Lanternele de mână, pistoletele, cutiile de viteze, furtunurile și mașinile de tăiat cu gaz în uz trebuie alocate anumitor lucrători.
4.1.16. Utilizarea acetilenei din conductă în timpul sudării cu gaz este permisă numai prin poarta stâlpului. Un stâlp poate fi atașat la o poartă. Dacă o benzinărie alimentează o mașină operată de un singur operator, atunci numărul de arzătoare sau furtunuri instalate pe mașină este limitat doar de debitul porții. În operațiunile manuale cu flacără de gaz, la supapă poate fi conectat un singur arzător sau tăietor.
4.1.17. La locurile de muncă staționare ale sudorilor electrici, sudorii cu gaz și tăietorilor, trebuie instalat un suport cu un cârlig sau o furcă pentru agățarea arzătoarelor sau tăietoarelor stinse în timpul pauzelor de lucru. La locurile de muncă provizorii, arzătoarele sau frezele stinse pot fi agățate de părți ale structurii în curs de prelucrare (console, dispozitive de măsurare, rigidizări longitudinale etc.).
4.1.18. Lucrați la trape, deschideri, puțuri neînchise sau neînchise, etc. interzisă.
4.1.19. Este interzisă, fără permisiunea comandantului, îndepărtarea gardurilor și capacelor căminelor de vizitare, deschiderilor, puțurilor etc., chiar dacă acestea interferează cu lucrul.
Dacă apărătoarele sau capacele au fost îndepărtate în timpul funcționării, acestea trebuie înlocuite la sfârșitul lucrului.
4.1.20. Când coborâți în containere închise printr-o trapă, asigurați-vă că capacul trapei este bine fixat în poziția deschisă.
4.2 . Cerințe de organizare a postului
4.2.1. În timpul lucrului sudorilor cu gaz și tăietorilor de gaz, dulapurile cu stâlpi de acetilenă și oxigen trebuie să fie deschise, abordările către toate stâlpii trebuie să fie libere și nu aglomerate. Periodic, după cum este necesar, culoarea distinctivă a dulapurilor ar trebui restabilită.
4.2.2. Nu este permisă amplasarea generatoarelor de acetilenă în căile de acces, locuri de amplasare în masă sau de trecere a persoanelor, precum și în apropierea locurilor de admisie a aerului de către compresoare sau ventilatoare.
4.2.3. În timpul pauzelor de lucru, la sfârșitul schimbului de lucru, echipamentul de sudură trebuie oprit. Furtunurile trebuie deconectate și pistolele de suflare complet depresurizate.
4.2.4. Cerințe pentru modurile de funcționare, procedurile de întreținere a echipamentelor în condiții normale de funcționare și în de urgență trebuie instalate în conformitate cu instrucțiunile pentru funcționarea și întreținerea în siguranță a mașinilor staționare și portabile, precum și documentația tehnică tehnologică și de reglementare privind siguranța muncii și salubritatea industrială.
4.2.5. În timpul pauzelor lungi de lucru, supapele de pe stațiile de pliere a gazului, echipamentele și cilindrii ar trebui să fie închise, iar șurubul de reglare al cutiei de viteze trebuie să fie întors până când este eliberat complet de presiunea arcului.
4.2.6. Mașinile staționare cu o viteză de mers mai mare de 6 m/min trebuie să fie echipate cu un scaun sau o platformă pentru deplasarea în comun a operatorului cu mașina, oferind ușurință în controlul mașinii.
4.2.7. Gestionarea și controlul mașinilor staționare trebuie efectuate de la panoul de control. Comenzile trebuie să fie prevăzute cu inscripții clare, simboluri care să indice obiectul controlat la care se referă, scopul și starea acestuia (oprire de urgență, pană de curent etc.) sau poziția comenzii în conformitate cu cerințele documentelor de reglementare.
4.2.8. Dacă mașinile staționare au mai mult de un element de control pentru același parametru, ar trebui exclusă posibilitatea controlului simultan al acestui parametru de la posturi diferite.
4.2.9. Comenzile care pornesc și opresc procesul de tăiere termică trebuie să respecte cerințele actuale de siguranță.
4.2.10. Sistemul de control și monitorizare pentru funcționarea mașinilor staționare și portabile cu plasmă semiautomate și automate trebuie realizat de la distanță. Înainte de apariția „arcului de așteptare”, tensiunea de circuit deschis trebuie aplicată pistoletului cu plasmă prin pornirea butonului „Start”, care nu este prevăzut cu blocare. După excitarea „arcului de așteptare”, butonul „Start” ar trebui să fie blocat automat. Îndepărtarea tensiunii de pe lanterna cu plasmă atunci când arcul este oprit sau întrerupt ar trebui, de asemenea, efectuată automat.
4.2.11. Panourile de control ale mașinilor staționare trebuie să aibă un buton „Oprire generală” care asigură oprirea și alimentarea cu gaz a tăietorului sau arzătorului. Butonul „Oprire general” ar trebui să fie roșu, în formă de ciupercă, supradimensionat și să iasă deasupra suprafeței panoului de control.
4.2.12. Firele și cablurile electrice pentru alimentarea echipamentelor electrice ale mașinilor și instalațiilor trebuie să aibă izolație exterioară și protecție împotriva deteriorării mecanice (carcase, umerașe, dispozitiv de pozare a cablurilor, cabluri).
4.2.13. La asamblarea si repararea vaselor, sudarea este permisa la temperaturi ambientale negative daca sunt indeplinite cerintele prevazute in standarde, conditii tehnice sau instructiuni de montare si reparare a vaselor.
4.2.14. Înainte de început tăierea cu plasmă necesar:
Verificați funcționarea sistemului de răcire;
Setați viteza de tăiere necesară;
Setați debitul mediului de formare a plasmei în conformitate cu procesul tehnologic;
Verificați dacă există apă în masa de tăiere sau în tava pentru cadru.
4.2.15. Pentru a proteja lucrătorii care nu sunt asociați cu întreținerea pistolului cu plasmă de radiațiile vizibile și ultraviolete ale arcului de plasmă, zona pistolului cu plasmă trebuie protejată cu carcase sau ecrane din materiale incombustibile. Pentru a proteja operatorii macaralelor aeriene și a altor macarale care operează în zona de vizibilitate a arcului de plasmă, este necesar să se glazureze partea inferioară (o treime) a cabinei de observare cu filtre de lumină de tipurile C-5 și C-6.
4.2.16. Depanarea mașinii, pistoletului cu plasmă, înlocuirea pieselor înlocuibile eșuate ale pistoletului cu plasmă trebuie făcută numai atunci când alimentarea instalației este oprită și numai de către personalul care deservește această instalație, care au un grup de calificare pentru siguranța electrică nu mai mic de III.
4.2.17. La aprinderea „arcului de așteptare”, deschiderea duzei trebuie îndreptată departe de cei care lucrează în apropiere. La aprinderea „arcului de așteptare” prin închidere, utilizați un dispozitiv special cu un mâner izolat de cel puțin 150 mm lungime.
4.2.18. La locul de muncă, trebuie să existe un covor dielectric de cauciuc sub picioare, care, în termeni și standarde, trebuie să îndeplinească cerințele GOST 12.4.034.
V . CERINȚE PENTRU MATERIALELE INIȚIALE ȘI PALIERELE, DEPOZITAREA ȘI TRANSPORTUL LOR
5.1. Materialele utilizate în echipamentele utilizate pentru sudarea cu gaz, tăierea și procesele similare trebuie să respecte cerințele GOST 29090.
5.2. Materialele care intră în contact cu gazele în timpul funcționării trebuie să fie rezistente la efectele chimice, mecanice și termice ale acestor gaze în orice condiții de funcționare. Materialele instabile din punct de vedere chimic în contact direct cu gazele trebuie să asigure funcționarea lor normală în intervalul de temperatură de la minus - 20˚C la +60 ˚C.
5.3. Pentru materialele utilizate la lucrul cu acetilena se impun cerințe speciale. Pentru fabricarea pieselor în contact cu acetilena, nu este permisă utilizarea:
Cupru și aliaje care conțin mai mult de 65% cupru (cu excepția muștiștilor și vârfurilor torțelor și tăietorilor);
Materiale care conțin cupru, inclusiv ceramică-metal, fibroase și fin dispersate (pentru elemente de oprire a flăcării, filtrare etc. cu suprafață mare);
Argint și aliajele sale (cu excepția lipirii dure);
Zinc (cu excepția acoperirilor anticorozive);
Aluminiu, cu excepția turnării.
5.4. Materialele inițiale (metale, electrozi, lipituri, fluxuri, sârmă de sudură, gaze și lichide) utilizate la efectuarea operațiunilor de sudare, suprafață și tăiere nu trebuie să aibă efecte nocive și periculoase asupra lucrătorilor și trebuie să respecte gradele și cerințele specificate în tehnologia.
5.5. Suprafața pieselor de prelucrat, a pieselor și a firelor de sudură care urmează să fie sudate trebuie să fie uscată, lipsită de calcar, grăsime, rugină și alți contaminanți.
5.6. Degresarea suprafețelor pentru sudare trebuie efectuată folosind soluții, a căror compoziție este aprobată pentru utilizare de către autoritățile sanitare.
Nu folosiți tricloretilenă, dicloroetan sau alte hidrocarburi clorurate pentru degresare.
5.7. Recipientele pentru solutii de degresare trebuie sa fie speciale, indestructibile, cu o capacitate de cel mult 200 de metri cubi. cm cu furnizarea forțată a unei soluții pentru umezirea tampoanelor. Tampoanele folosite trebuie colectate într-un recipient special din material indestructibil și neinflamabil, cu un capac etanș.
5.8. Este interzisă ștergerea marginilor produselor încălzite la temperaturi peste 45 ° C cu solvenți.
5.9. În perioada rece a anului, metalul, semifabricatele și produsele de sudat trebuie livrate în prealabil atelierului, astfel încât până la începutul sudării temperatura lor să nu fie mai mică decât temperatura aerului din atelier.
5.10. Materialele de sudura (electrozi, fluxuri) folosite pentru sudare, suprafata si taiere trebuie sa fie calcinate sau uscate inainte de inceperea lucrului in conditiile recomandate de pasaportul tehnologic pentru aceasta calitate de material.
5.11. Nu este permisa folosirea la sudare, suprafata, taiere a materialelor de sudura care nu au evaluare sanitara si igienica.
5.12. Suprafețele pieselor (produselor) de sudat și depus, acoperite cu grunduri anticorozive care conțin substanțe nocive, sunt supuse precurățării obligatorii de pământ pe o lățime de cel puțin 100 mm de la punctul de sudare.
5.13. Consumabile de sudura(electrozi, fluxuri, fire) trebuie depozitate în încăperi uscate acoperite. Nu este permisă prezența vaporilor de alcaline, acizi și alte substanțe agresive în aerul depozitelor.
Depozitare fir de sudura, fluxurile și electrozii trebuie să îndeplinească cerințele pașaportului tehnic pentru acest grad de material.
VI . RESPONSABILITATEA PENTRU ÎNCĂLCAREA REGULUI
Persoanele vinovate de încălcarea legislației privind protecția muncii sunt trase la răspundere conform procedurii stabilite.
marimea fontului
REGULI PRIVIND SIGURANȚA MUNCII ÎN TIMPUL ÎNTREȚINĂRII ȘI FUNCȚIONĂRII REPARAȚII MATERIALUL RULANT DE TRACȚIUNE ȘI MACARALELE PE... Relevant în 2017
2.7. Cerințe de siguranță pentru sudare
2.7.1. Atunci când se efectuează lucrări de sudare, este necesar să se respecte cerințele GOST 12.3.003, GOST 12.1.019, GOST 12.1.030, Reguli pentru proiectarea și funcționarea în siguranță a macaralelor de ridicare (mașini), Reguli sanitare pentru sudare, suprafață și Tăierea metalelor, Instrucțiuni pentru lucrările de sudare și suprafață repararea locomotivelor diesel, locomotivelor electrice, trenurilor electrice și trenurilor diesel, Reguli de siguranță la incendiu în Federația Rusă, Reguli de siguranță la incendiu pentru transportul feroviar.
Buteliile cu gaze comprimate, funcționarea, transportul și depozitarea acestora trebuie să respecte cerințele Regulilor pentru proiectarea și funcționarea în siguranță a recipientelor sub presiune.
2.7.2. Zonele spațiilor special desemnate pentru efectuarea lucrărilor de sudare trebuie să respecte cerințele SNiP 2.09.04.
2.7.3. Lucrările de sudare trebuie efectuate de sudori care au trecut testele în conformitate cu Regulile de certificare a sudorilor, care dețin un certificat de forma stabilită.
2.7.4. La efectuarea lucrărilor de sudare, sudorii și lucrătorii care lucrează cu aceștia trebuie să poarte salopete, încălțăminte de siguranță și să folosească alte echipamente individuale de protecție și dispozitive de siguranță (ochelari de protecție, scuturi), în funcție de tipul de sudare și de condițiile de utilizare a acesteia.
2.7.5. Înainte de a efectua lucrări de sudare la înălțime, de la schele sau schele, este necesar să se ia măsuri împotriva incendiului elementelor din lemn și a stropilor de metal topit asupra oamenilor, precum și instalarea echipamentelor primare de stingere a incendiilor (stingător de incendiu, recipient de apă, cutie cu nisip).
2.7.6. Nu este permisă efectuarea lucrărilor de sudare în apropierea materialelor inflamabile și inflamabile, precum și la o distanță mai mică de 5 m de locurile proaspăt vopsite de pe TPS și macarale. Când un TPS (macara) este amplasat pe șinele de cale ferată contaminate cu produse petroliere, este interzisă efectuarea lucrărilor de sudare.
2.7.7. Nu este permisă depozitarea kerosenului, benzinei și altor materiale inflamabile în zona de sudare.
2.7.8. Firele de sudură de la sursa de alimentare la locul de muncă al sudorului trebuie protejate împotriva deteriorării mecanice. Sârmele de sudură pot fi suspendate la o înălțime care să asigure siguranța lucrătorilor, sau trecute pe sub șine în golurile dintre traverse.
Este interzisă utilizarea unei șine ca fir de retur.
2.7.9. În timpul ploii, lucrările de sudare trebuie efectuate sub copertine sau capace care asigură siguranța muncii.
2.7.10. Lucrările de sudare a recipientelor sub presiune nu sunt permise.
2.7.11. Carcasă staționară sau mobilă aparat de sudura sau transformatorul, precum și piesa de sudat, trebuie să fie împământate sau împământate în mod fiabil în orice moment în timpul sudării.
2.7.12. Prezența petelor de grasime sau ulei pe echipamentele și uneltele de sudare cu gaz nu este permisă. Generatoarele de gaz și cutiile de viteze înghețate trebuie dezghețate într-o cameră caldă sau apă fierbinte. Nu este permisă folosirea unei flăcări deschise pentru încălzirea lor.
2.7.13. Pentru a preveni impactul arcului de sudură asupra altor locuri de muncă, locurile de sudare trebuie împrejmuite cu ecrane portabile, scuturi sau perdele speciale cu o înălțime de cel puțin 1,8 m.
2.7.14. Lucrările temporare pentru sudori electrici amplasate în corpul TPS-ului (macara), în interior sau în exterior, trebuie protejate cu scuturi sau ecrane portabile.
2.7.15. Covoarele, capacele, scuturile portabile, paravanele, perdele utilizate la efectuarea lucrarilor de sudare trebuie sa fie realizate din materiale ignifuge.
Capitolul 6
ORGANIZAREA PERFORMANȚEI SIGURĂ A SUDURILOR ELECTRICE ȘI GAZ
6.1. ORGANIZAREA PRODUCȚIEI SIGURANȚE DE SUDARE ELECTRICĂ
Organizarea locului de muncă al unui sudor electric
Locul de muncă al unui sudor electric este o secțiune a zonei de producție alocată unui muncitor sau unei echipe, echipată în conformitate cu cerințele în curs de desfășurare. proces tehnologic anumite echipamente, unelte, accesorii etc.
Când efectuați întreținerea unui loc de muncă, trebuie să:
. primiți în timp util sarcinile de schimb, ținutele și desenele;
. menține echipamentul în stare de funcționare;
. livrarea la timp a materialelor, semifabricatelor, electrozilor etc. la locul de munca;
. controlează calitatea produselor fabricate;
. menține ordinea corectă la locul de muncă.
Cabinele de lucru servesc la protejarea sudorilor de radiațiile arcului electric în locurile permanente de sudare. Pentru fiecare muncitor este instalată o cabină separată de 2x2,5m. Pereții săi pot fi din fier subțire, placaj sau prelată. Placajul și prelata ar trebui să fie impregnate cu o compoziție rezistentă la foc, cum ar fi o soluție de alaun de potasiu. Cadrul cabinei este din țeavă sau colț de oțel, podeaua este din material rezistent la foc (cărămidă, beton sau ciment). Pereții sunt vopsiți cu gri deschis cu vopsele care absorb bine radiațiile ultraviolete (zinc sau alb titan, coroană galbenă). Iluminarea cabinei trebuie să fie de cel puțin 80 lx. Cabina este echipată cu ventilație locală (Fig. 6.1) cu o alimentare cu aer de 40 m 3 / h pentru fiecare muncitor.
Orez. 6.1. Schema de aspirare a gazelor degajate în timpul sudării din stația de sudare:
1 - conducta de aer; 2 - poarta; 3 - admisie aer; 4 - grătar ștanțat; 5 - vizor

Orez. 6.2. Echipament electric de sudare:
1 - transformator de sudura; 2 - buton de reglare a curentului; 3 - suport electric; 4 - clemă de împământare; 5 - electrod; 6 - cablu de alimentare
Aspirația de ventilație trebuie să fie amplasată astfel încât gazele degajate în timpul sudării să treacă departe de sudor. Sudarea pieselor se realizează pe desktop. Blatul mesei cu grosimea de 20 ... 25 mm este din fonta. Stâlpul de sudură este echipat cu un generator, redresor sau transformator de sudare (Fig. 6.2).
Suporturi electrice folosit pentru a fixa electrodul și a furniza curent cu manualul sudare cu arc. Principalele lor caracteristici sunt prezentate în tabel. 6.1.
Tabelul 6.1
Caracteristicile suporturilor electrice
| Curent nominal de sudare, A | Durata ciclului, min | Raportul dintre durata perioadei de lucru și durata ciclului,% | Greutate, kg | Diametrul electrodului, mm | Secțiunea transversală a firului de sudură atașat, mm 2 |
| 125 | 5 | 60 | 0,35 | 1,5...3 | 25 |
| 313 | » | » | 0,50 | 2...6 | 50 |
| 500 | » | » | 0,70 | 4...10 | 70 |
Izolația mânerului trebuie să reziste fără defecțiuni la tensiunea de testare de 1500V cu o frecvență de 50Hz timp de 1 min.
Temperatura suprafeței exterioare a mânerului în timpul funcționării nominale nu trebuie să crească cu mai mult de 55°C. Este necesar să sectiune transversala mânerele din locul în care a fost înfășurată palma sudorului se potrivesc într-un cerc cu un diametru de cel mult 40 mm.
Suporturile electrice trebuie să aibă o rezistență mecanică suficientă. Diagramele unor tipuri de suporturi electrice sunt prezentate în fig. 6.3.
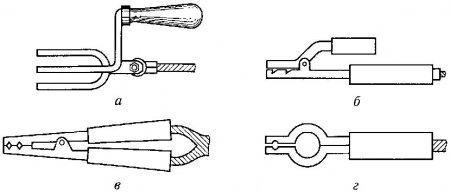
Orez. 6.3. Tipuri de suporturi electrice:
o furculiță; b, c - forceps; g - cu inel arc
Tabelul 6.2
Zonele secțiunii transversale ale firului de sudură în funcție de puterea curentului de sudare
| Puterea curentă, A | Aria secțiunii firului, mm 2 | |
| singur | dubla | |
| 200 | 25 | - |
| 300 | 50 | 2x16 |
| 400 | 70 | 2x25 |
| 500 | 95 | 2x35 |
Pentru a curăța cusăturile și a îndepărta zgura, se folosesc perii de sârmă - manuale și acţionate electric.
Semnele, daltele și ciocanele sunt folosite pentru a marca cusăturile, pentru a tăia zonele defecte și pentru a îndepărta stropii și zgura.
Pentru depozitarea electrozilor în timpul sudării la instalație, aceștia sunt utilizați genți de pânză 300 mm lungime, suspendat de cureaua sudorului. În condiții de atelier, în acest scop se folosesc pahare de aceeași lungime, realizate dintr-o bucată de țeavă cu diametrul de 50 ... 75 mm, cu suport de fund sudat.
Fire de sudura sunt folosite pentru a furniza curent de la aparatul de sudura sau transformator la suportul electric si piesa de sudat. Suportul electric este furnizat cu un fir de cauciuc izolat flexibil țesut dintr-un număr mare de fire de cupru recoapte și cositorite cu diametrul de 0,18 ... 0,2 mm.
Secțiunile transversale recomandate ale firelor de sudură sunt date în tabel. 6.2. Nu este recomandabil să folosiți un fir mai lung de 30 m din cauza unei căderi semnificative de tensiune în circuitul de sudare.
Siguranța sudurii electrice
Persoanele care au împlinit vârsta de 18 ani, au urmat pregătire industrială specială, au certificat de drept de muncă și au primit a doua grupă de calificare în securitatea electrică au dreptul să efectueze lucrări de sudare electrică.
În fiecare an, comisia, sub conducerea inginerului șef, testează cunoștințele sudorilor electrici pentru a prelungi cu un an certificatul de confirmare a grupei a doua de calificare în siguranță electrică. Comisia ar trebui să includă un inginer energetic cu un grup de calificare în domeniul siguranței electrice de cel puțin al cincilea.
La sudarea în unități supravegheate de Gosgortekhnadzor din Rusia, toți sudorii trebuie să fie certificați în conformitate cu Regulile pentru certificarea sudorilor și specialiștilor producție de sudareși Reglementările tehnologice pentru certificarea sudorilor și specialiștilor în producția de sudare, aprobate prin Decretul Gosgortekhnadzor al Rusiei din 25 iunie 2002 nr. nr. 36.
Toate lucrările la instalarea, repararea și supravegherea mașinilor de sudură electrice trebuie efectuate de un electrician cu un grup de calificare în siguranță electrică de cel puțin al treilea. Este interzis sudorului să conecteze aparatul de sudură electrică la sursa de alimentare, să înlocuiască siguranțele și să facă orice reparații la instalația de sudare electrică.
Toate echipamentele electrice de sudura trebuie protejate, iar piesele rotative ale generatoarelor de sudura trebuie sa fie echipate cu protectii.
Mașinile mobile de sudură cu motor cu ardere internă trebuie întreținute de un îngrijitor care deține certificat de admitere la această lucrare. Aceste dispozitive sunt împământate cu un știft metalic introdus în pământ și atașat de corpul dispozitivului. Numărul de pini, diametrul și lungimea acestora sunt determinate prin calcul, pe baza faptului că rezistența acestora nu trebuie să depășească 4 ohmi.
Dacă nu este posibil să se furnizeze pământ de protecție, este necesar să folosiți un dispozitiv de curent rezidual.
Pe fiecare cutie a comutatorului de pornire (YARV), la care este conectată mașina de sudură, trebuie să existe o blocare fiabilă. Pe cutie este necesar să scrieți cu vopsea de neșters: „Periculos pentru viață. Tensiune 380V. Responsabil _________”. Pe interiorul ușii cutiei este amplasată o diagramă de conectare a transformatorului, sunt indicate puterea acestuia și curentul admisibil al siguranțelor.
Instalațiile electrice de sudare sunt înregistrate de mecanicul șef al organizației. El are pașapoartele și instrucțiunile de operare.
Toate transformatoarele, aparatele și convertoarele de sudare trebuie să aibă numere de serie și de inventar sub care sunt înregistrate în jurnalul mecanicului șef.
Fiecare aparat de sudura electric este conectat la un comutator individual cu un fir de sectiune corespunzatoare, in timp ce distanta dintre masina si perete este de cel putin 0,5 m.
Este strict interzisă conectarea mașinii de sudură direct (fără întrerupător cu cuțit) la rețeaua de alimentare sau de iluminat, precum și la mașina sub tensiune.
Conectați dispozitivul la rețea în conformitate cu marcajul terminalelor de pe terminale.
Secțiunile transversale ale firelor utilizate pentru conectarea echipamentelor electrice de sudare la o rețea cu o tensiune de U \u003d 220 și 380V sunt prezentate în tabel. 6.3.
T a b l e 6.3
Secțiuni transversale ale firelor destinate conectării echipamentelor electrice de sudare la rețea

Comenzile mașinilor electrice de sudură (întrerupătoare cu cuțit, întrerupătoare de pachete, butoane, demaroare etc.) trebuie să aibă zăvoare sau apărătoare fiabile care să împiedice pornirea (oprirea) spontană sau accidentală a acestora.
La utilizarea mai multor transformatoare de sudura in acelasi timp, acestea trebuie amplasate in asa fel incat distanta dintre ele sa fie de minim 0,35 m, iar latimea pasajelor sa fie de minim 0,8 m.
Lucrările de sudare electrică sunt permise în conformitate cu cerințele instrucțiunilor pentru Siguranța privind incendiile si cu coordonarea obligatorie a tipului de lucrare cu un reprezentant al Statului Supravegherea Incendiilor. Când lucrează în spații cu pericol de incendiu, sudorii electrici sunt instruiți în regulile de siguranță la incendiu, după care autoritățile inspectie la incendiu emite un card de control.
Este interzisă efectuarea de suduri electrice în locurile în care există substanțe și materiale inflamabile. Locurile de lucru fierbinte și amplasarea generatoarelor electrice trebuie să fie curățate de materiale combustibile pe o rază de cel puțin 5 m. Lucrările de sudare electrică în frigiderele în construcție pot fi efectuate numai în camere și compartimente eliberate de materiale combustibile.
Mașinile de sudură trebuie să aibă dispozitive de protecție pe partea de rețea.
Tensiunea de circuit deschis a transformatorului de sudare pe partea joasă nu trebuie să depășească 75...110 V.
Carcasa electro aparat de sudura, înfășurarea secundară a transformatorului și obiectul de sudat trebuie împământate în mod fiabil înainte de a le conecta la rețea, iar această împământare nu trebuie perturbată până când aparatul este deconectat de la rețea.
Pentru a conecta firul de împământare pe corpul mașinii de sudură electrică, într-un loc accesibil, este necesar să instalați un șurub cu un diametru de 5 ... 8 mm și să îi furnizați inscripția: „Pământ”.
Deasupra bornelor transformatoarelor de sudură ar trebui să existe viziere și inscripții: „Latura înaltă” și „Latura inferioară”.
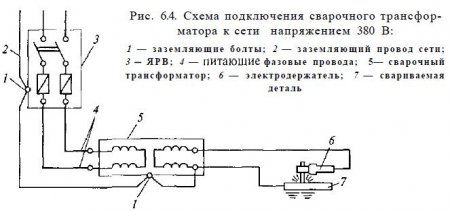
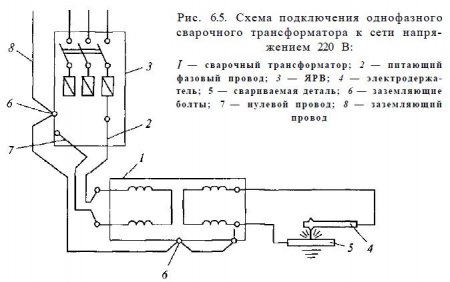
Diagramele pentru conectarea transformatoarelor de sudare la o rețea cu o tensiune de 380 și 220V sunt prezentate în fig. 6.4 și 6.5.
Este interzisă folosirea echipamentelor tehnologice, a structurilor metalice ale clădirilor, a rețelelor de comunicații, de împământare și împământare, fitinguri din fier, structuri de instalații electrice, de apă, încălzire și canalizare ca fir neutru de retur.
O magistrală de oțel de orice profil, o placă de sudură, un rack sau structura de sudură în sine poate servi ca fir de retur dacă secțiunea lor transversală asigură un flux sigur de curent de sudare din punctul de vedere al posibilei încălziri.
Elementele individuale ale conductorului de retur trebuie conectate între ele cu șuruburi, cleme sau cleme.
Cablajul electric dintre aparatul de sudura si suportul electric trebuie sa fie realizat din sarma in conformitate cu standardul de stat, tinand cont de puterea curentului si respectand conditiile de siguranta.
Este necesar să se ia măsuri împotriva deteriorării izolației de pe fire (cabluri) și să se excludă contactul acestora cu apă, ulei, cabluri de oțel, furtunuri cu gaze combustibile și conducte fierbinți. Este interzisă utilizarea firelor electrice de sudare cu împletitură sau izolație deteriorată. Dacă nu este posibil să înlocuiți firul deteriorat, atunci este necesar să îl închideți furtun de cauciuc.
Lungimea firelor dintre rețeaua de alimentare și aparatele mobile de sudură nu trebuie să depășească 10 m, iar firele trebuie protejate împotriva deteriorării mecanice.
Firele de sudură trebuie conectate prin lipire la cald, sudare, folosind cuplaje având o manta izolatoare, iar lipirea și îmbinări sudate firele trebuie izolate cu grijă.
Când mutați aparatul de sudură, acesta trebuie deconectat de la rețea.
Manerul suportului electric pentru sudare manuala este realizat dintr-un material dielectric termoizolant. Suportul electric trebuie să asigure o clemă fiabilă și o schimbare rapidă a electrozilor, precum și să excludă posibilitatea unui scurtcircuit al corpului suportului electric la piesa de prelucrat care este sudată în timpul întreruperilor temporare de lucru sau dacă aceasta cade accidental pe obiecte metalice.
Înainte de a începe lucrul, sudorul electric este obligat să verifice izolarea firului electric și a suportului electric, prezența și corectitudinea împământării corpului aparatului de sudură, înfășurarea secundară a transformatorului, piesa de sudat și carcasa comutatorului, fiabilitatea conexiunilor cablurilor electrice cu mașina și, de asemenea, asigurați-vă că nu există substanțe inflamabile la locul de muncă (distanța de la locul de producție a lucrărilor de sudare electrică la obiectele inflamabile ar trebui să fie de cel puțin 10 m, şi cu vânt îndreptat spre substanţe inflamabile - minim 20 m).
Pentru a împământa traductoarele de sudare și transformatoarele de sudare, trebuie să:
. conectați șurubul de împământare de pe corpul convertorului de sudură cu un cablu de furtun cu patru fire la conductorul de împământare;
. pentru a alimenta un transformator de sudare monofazat, utilizați un cablu de furtun cu trei fire cu un conductor de împământare, care este conectat la un capăt la corp și la celălalt - la șurubul de împământare de pe YARV;
. împământați partea inferioară a transformatorului de sudură (pe partea firului conectat la piesa de prelucrat de sudat).
Un pericol sporit apare la înlocuirea electrodului, atunci când sudorul îl atinge sau părțile goale ale suportului electrodului cu mâna.
Prin urmare, este strict interzisă atingerea piesei de sudat cu cealaltă mână.
Nu este permisă efectuarea lucrărilor de sudare electrică în timpul unei furtuni, pe ploaie sau zăpadă.
Sudorul electric este obligat să bage cu atenție salopete și încălțăminte pentru a asigura o protecție fiabilă împotriva stropilor de metal topit (jachetele și pantalonii din prelată sunt purtate largi, buzunarele jachetei sunt închise cu supape, cizmele sunt strâns șirete).
Atunci când se efectuează lucrări în încăperi și rezervoare deosebit de periculoase, aparatul de sudură electrică trebuie să aibă o blocare electrică care asigură oprirea automată a circuitului de sudare atunci când electrodul este înlocuit în regim de repaus.
Este interzisă efectuarea de suduri pe vasele sub presiune, precum și în interiorul vaselor care nu sunt curățate de materiale inflamabile, explozive, combustibile și toxice (după curățare, astfel de recipiente trebuie verificate pentru absența substanțelor periculoase și nocive). În plus, nu este permisă sudarea structurilor și conductelor proaspăt vopsite până când vopseaua este complet uscată.
Sudorul electric trebuie să folosească mănuși dielectrice, galoșuri și un covor atunci când sudează într-un spațiu închis și în aer liber după ploaie sau ninsoare.
Aparatul de sudat electric trebuie verificat regulat, cel putin o data pe luna:
. pentru absența unui scurtcircuit la corp;
. integritatea firului de împământare;
. capacitatea de funcționare a izolației cablurilor de alimentare (rezistența de izolație ar trebui să fie de cel puțin 0,5 MΩ);
. fără părți sub tensiune expuse;
. nici un scurtcircuit între înfășurările de înaltă și joasă tensiune.
La sfârșitul lucrărilor de sudare, este necesară curățarea locului de muncă. Dacă se găsesc obiecte care mocnesc, umple-le cu apă.
Cu o stație mobilă de sudură, ar trebui să existe un stingător cu dioxid de carbon, un covor de pâslă sau pâslă, o lopată, o rangă și un topor.
Adăugați site-ul la marcaje
Pe mânerul scutului există un vizier suplimentar din fibră (poate fi înlocuit cu ușurință dacă este deteriorat), care protejează mănușile de plajă.
Sudarea cu arc electric emite praf și gaze care afectează negativ sănătatea sudorilor. Pentru a preveni otrăvirea, este necesar să se utilizeze acoperiri inofensive pentru electrozi și fluxuri în sudarea semi-automată. Statiile de sudura trebuie sa fie echipate cu ventilatie de alimentare si evacuare pentru a indeparta praful si gazele.
Trebuie amintit că atunci când lucrați în cazane și altele structuri metalice conectat la pământ, sudorul trebuie să evite atingerea structurilor metalice și a părților sub tensiune neizolate ale circuitului de sudare. În aceste condiții, sudorul este obligat să lucreze pe covorașe de cauciuc, în cască de cauciuc, galoșuri și mănuși dielectrice.
Datorita pericolului deosebit al lucrarilor in cazane si structuri metalice similare, persoana responsabila de producerea acestora este obligata sa stabileasca o supraveghere speciala asupra lucrarii sudorului electric si sa asigure intreruperea imediata a alimentării cu curent la semnalul acestuia.