Electrozi rutil. Electrozi rutil obișnuiți: ce este
Din punctul de vedere al sudorilor electrozi rutil este cea mai bună sursă de material de umplutură. La urma urmei, astfel de electrozi sunt, în primul rând, netoxici. În al doilea rând, ard ușor. Și în al treilea rând, chiar cusături de tavan.
Prin urmare, în acest articol vom lua în considerare caracteristicile și proprietățile acestor electrozi, atingând incidental modurile de sudare potrivite pentru acoperirea cu rutil.
Compoziție și caracteristici
Electrozii acoperiți cu rutil sunt fabricați din fir de sudura mărcile Sv-08 și SV-08A, pe care se aplică un protector solid (flux), dintre care cea mai mare parte este dioxid de titan natural - mineralul rutil.
În plus, compoziția fluxului include și o componentă de protecție a gazelor de natură organică, prin urmare, astfel de electrozi sunt utilizați numai sub formă uscată. La urma urmei, o acoperire umedă nu va putea opri hidrogenarea cusăturii.
Forma și dimensiunile unor astfel de electrozi sunt reglementate de GOST 9466-75. Același document precizează că litera „P” este prezentă în mod necesar în marcarea unor astfel de produse, indicând tipul de flux. Prin această scrisoare puteți distinge electrozii cu rutil de alte soiuri de produse similare.
Zona de aplicare
 Scopul principal al unor astfel de electrozi este sudarea cu arc a două (sau mai multe) semifabricate de metal feros, efectuată în mod manual. În plus, acești electrozi pot fi utilizați pentru suprafața - formarea unui strat metalic pe suprafața unei piese.
Scopul principal al unor astfel de electrozi este sudarea cu arc a două (sau mai multe) semifabricate de metal feros, efectuată în mod manual. În plus, acești electrozi pot fi utilizați pentru suprafața - formarea unui strat metalic pe suprafața unei piese.
Cu toate acestea, atunci când se ia în considerare posibilitatea utilizării electrozilor, este necesar să se țină cont de natura materialului de umplutură, care este sârmă cu conținut scăzut de carbon (clasele Sv-08 și SV-08A).
Adică trebuie avut în vedere că proprietăți fizice materialul de umplutură pune în discuție practica folosirii electrozilor cu rutil la sudare și oțeluri înalt aliate.
Dar carbon, structural și chiar oțeluri slab aliate, astfel de electrozi „gătesc” foarte bine, cu o rezistență a cusăturii (la rupere) de până la 50 kgf / mm2.
Moduri de sudare
Electrozii de flux rutil sunt utilizați în tandem cu orice arc aparate de sudat. În același timp, puterea curent de sudare, precum și schema de conectare, se determină conform recomandărilor standard.
Nu există restricții privind tipul de cusătură pentru astfel de electrozi. Tijele acoperite cu rutil pot suda atât cusături verticale, cât și uniforme de tavan, conectând piese chiar și cap la cap, chiar suprapunându-se. În acest caz, electrozii cu rutil pot fi utilizați chiar și fără pregătirea specială a marginilor. Există dovezi dovedite ale sudării cu succes a marginilor acoperite cu vopsea sau grund.
Îmbinarea unghiulară a pieselor dă, de asemenea, rezultate bune. La urma urmei, acoperirea rutilă oferă calitate superioară cusătură chiar și la joncțiunile materialului depus și de bază. Adică, riscul de tensiuni reziduale, în acest caz, este minim.
Atunci când alegeți electrozi pentru anumite tipuri de semifabricate, este foarte important să vă concentrați nu numai pe ce tipuri sunt incluse în compoziția lor, ci și pe ce fel de acoperire au. Electrozii acoperiți cu rutil sunt doar unul dintre tipurile găsite în afaceri de sudare, dar aceasta este una dintre cele mai comune opțiuni. Caracteristica principală a acestui tip este că este pe jumătate concentrat de rutil. Datorită acestui fapt, metalul de sudură are proprietăți similare cu oțelul calm și semi-liniștit. În comparație cu acoperirea acidă a electrozilor, în acest caz, probabilitatea de fisurare este mult mai mică, prin urmare, cusăturile sunt de mai bună calitate.
Compoziția conține carbonați, aluminosilicați și rutil. Cu cât sunt mai mulți carbonați în compoziția acestei acoperiri, cu atât mai puțin siliciu și oxigen vor fi în cusătura finită. Acest lucru adaugă duritate metalului de sudură pe măsură ce crește alcalinitatea zgurii. La rândul său, acest lucru mărește protecția împotriva fisurilor la cald. Înainte de a utiliza materiale cu o astfel de acoperire, acestea trebuie uscate la o temperatură de 200 de grade timp de cel mult 1 oră. Dacă temperatura sau timpul este depășit, în timpul sudării pot apărea pori.

Electrozii acoperiți cu rutil au un avantaj foarte important, deoarece pot menține o calitate ridicată a sudurii chiar dacă pe suprafața metalului de bază există rugină sau depuneri, dacă lungimea arcului se modifică în timpul procesului de sudare sau sunt prezente alte condiții nefavorabile. În acest caz, electrozii se aprind bine, atât pentru prima cât și pentru următoarele. Arcul arde constant și nu este întrerupt de mișcări bruște. Funcționează la fel de bine atât la constant cât și la curent alternativ. Acoperirea asigură densitatea arderii, astfel încât metalul practic să nu se stropească. Acest lucru oferă avantaje suplimentare în timpul sudării în verticală și poziție deasupra capului. Pentru a reduce cantitatea de carbon din acoperire, se adaugă pulbere de fier, ceea ce reduce, de asemenea, numărul de fisuri care se formează. Aceste materiale sunt utilizate pe scară largă acolo unde este necesară lucrul cu oțeluri slab aliate și cu conținut scăzut de carbon. Nu se recomandă utilizarea acestui soi în condiții cu temperaturi ridicate.

Avantaje
- Electrozii acoperiți cu rutil oferă protecție fiabilă împotriva influenței negative a factorilor externi, menținând în același timp calitatea înaltă a sudurii;
- Acoperirea oferă o ardere stabilă a arcului;
- Poate fi folosit in toate pozitiile;
- Când sunt îndeplinite toate condițiile de pretratare, se reduce riscul de fisuri și pori;
- Mărește rezistența la impact a metalului.
dezavantaje
- Este necesar să se efectueze o pregătire suplimentară sub formă de uscare și calcinare cu respectarea strictă a regimurilor;
- Are o gamă relativ scăzută de interacțiune cu metalele, deoarece este utilizat pentru oțeluri cu conținut scăzut de carbon și slab aliat;
- Este necesar să se respecte moduri precise, deoarece atunci când curentul crește peste valoarea nominală, proprietățile electrodului se deteriorează brusc;
- După calcinare, puteți utiliza numai după o zi.
Compoziția fizică și chimică
Electrozii acoperiți cu rutil pot avea unele diferențe în compoziția lor. Dar, în general, puteți determina compoziția medie, care apare în majoritatea cazurilor. De regulă, acesta include:
- Rutil - 48%;
- Feldspat - 30%;
- Ferromangan - 15%;
- Magnezit - 15%;
- Dextrină - 2%.
Masa acoperirii este adesea de două ori mai mică decât masa tijei electrodului.
Specificații
Cele acoperite cu rutil au nu numai proprietățile pe care le conferă învelișul, ci și cele pe care tija metalică din interiorul lor le conferă. Folosind exemplul care au aceeași acoperire, puteți înțelege aproximativ ce proprietăți au alte soiuri.
Clase de electrozi rutil
În practică, electrozii acoperiți cu rutil, ale căror clase sunt prezentate mai jos, sunt destinați sudării metalelor cu conținut scăzut de carbon. Și, de asemenea, cu o prezență minimă a elementelor de aliere. Cu alte cuvinte, acestea sunt cele mai simple consumabile, dar totuși destul de comune. Acestea includ electrozi precum:
- MP-3;
- ZRS-1;
- ZRS-2;
- OZS-4;
- OZS-6.
Desemnare și marcare
Desemnarea învelișului rutil în marcarea electrozilor se realizează folosind litera „P”. Ultimele poziții indică ce fel de acoperire are acest sau acel tip de consumabil. Dacă luăm în considerare marcarea completă a modelului E46-ANO-21d-UD, 9466-75. E 432 (3) - P 1, atunci se poate observa că există un „P” și această marcă se referă la materiale cu un strat de rutil. Mărcile de electrozi rutil pot avea, de asemenea, o denumire dublă. De exemplu, E46-LEZANO-21d-UD E 43 1(3) - RTs13. Aici puteți vedea că există și un strat de celuloză. Astfel, proprietățile celor două soiuri sunt combinate aici.
Alegere
Sudarea cu electrozi rutil este destul de simplă și fără probleme, așa că alegerea meșterilor cade atât de des pe ei. Atunci când alegeți, trebuie să acordați atenție nu numai învelișului, ci și compoziției tijei. În condiții ideale, ar trebui să se potrivească complet cu metalul cu care este sudat. Majoritatea claselor formează metal de sudură similară ca compoziție cu oțelul structural. Următorul element de alegere este grosimea. Acest punct se dovedește a fi destul de important, deoarece nu toate mărcile au în sortimentul lor electrozi subțiri, mai subțire de 2 mm. Aceasta poate fi o problemă în unele cazuri. Grosimea electrodului este selectată în raport cu metalul de bază și trebuie să fie egală cu acesta sau să o depășească cu maximum 1 mm.
Important! Uneori, pentru a obține acele proprietăți care nu pot fi obținute cu marca selectată, puteți folosi fluxul potrivit, care rezolvă adesea problema.
Moduri de bază și nuanțe de aplicare
Fiecare marcă de electrozi acoperiți cu rutil are propriii parametri, dar toți depind de grosimea diametrului. Astfel, în acest exemplu, putem lua în considerare principiul de bază:
Una dintre principalele nuanțe ale utilizării materialelor de acest tip este pregătirea preliminară. Aici este nevoie de precizie, altfel puteți strica electrozii. Ele trebuie să fie uscate la o temperatură de aproximativ 200 de grade Celsius timp de o oră. Apoi trebuie să așteptați o zi și numai după aceea îl puteți utiliza în scopul pentru care a fost prevăzut.
- Caracteristici materiale
- Calități pozitive ale electrozilor rutil
- Compoziție și caracteristici tehnologice
- Un pic despre aplicație
- Principalele moduri și nuanțele lor
În industrie, electrice și sudare cu gaz. Fiecare specie are avantaje specifice, dar are și unele calități negative. Pentru procesul de sudare se folosesc diverse consumabile. Electrozii rutil nu fac excepție.
Electrozii rutil sunt de obicei folosiți pentru manual sudare cu arc si suprafata.
Caracteristici materiale
Procesul tehnologic de sudare nu poate avea loc fără un electrod de sudare. Proiectat pentru fiecare tip de sudare anumit fel electrozi.
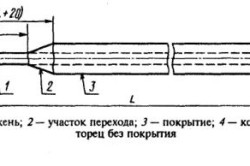
Electrodul de sudare în sine este format din două părți. Acesta este miezul său și stratul corespunzător. Miezul este realizat din metal și acoperit cu o pulbere specială care se aplică uniform. Compoziția de acoperire are un efect semnificativ asupra indicatori calitativi procesul de sudare, determină ce material poate fi sudat cu un anumit electrod.

Avantajele electrozilor rutil sunt: capacitatea de a se aprinde cu ușurință, de a crea un arc și tendința de a crea pori.
Recent, un electrod cu un strat special numit rutil a devenit foarte popular printre sudori. Ce sunt electrozii rutil? Practic, acoperirea este realizată din oxid de titan și are mari avantaje în comparație cu altele. Acest lucru se datorează mai multor motive.
În primul rând, acoperirea nu emite gaze toxice. Acest lucru este foarte important deoarece este direct legat de sănătatea lucrătorului. Astfel de electrozi fac posibilă reducerea semnificativă a timpului procesului de sudare. Materialele care au un strat de rutil pot fi folosite pentru lucrul în plan vertical.
La sudarea diferitelor tipuri de oțel, este necesar să se țină cont de nivelul indicatorilor tehnologici ai electrozilor:
- sudare în spațiu;
- tip de curent de sudare;
- performanţă;
- posibilitatea apariției porilor;
- prezența hidrogenului;
- apariția fisurilor.

Electrozii rutil nu trebuie utilizați la lucru la temperaturi prea ridicate.
Toate caracteristicile de mai sus trebuie luate în considerare atunci când alegeți o marcă de electrozi. Acest lucru depinde în mare măsură de stratul de acoperire utilizat. Ei pot fi:
- celuloză;
- acru;
- amestecat;
- rutil.
Considera electrozi de sudare care au un înveliş de rutil. Baza unei astfel de acoperiri este concentratul de rutil, care este mai mult de 50%. Cusătura care se obține după lucrari de sudare electrod rutil, din oțel moale. Sudura metalică rezultată are o rezistență ridicată la fisurare în comparație cu electrozii similari acoperiți cu acid.
Parametrii principali ai cusăturii de sudură obținuți cu electrozi rutil amintesc de sudarea efectuată cu electrozi marca E42. Această specie este înzestrată cu o sensibilitate redusă la apariția porilor atunci când amploarea lungimii arcului se modifică. Electrozii nu sunt sensibili la sudarea unei suprafețe apoase sau este necesară o suprafață acidă.
Înapoi la index
Calități pozitive ale electrozilor rutil
Dacă le comparăm cu specii similare, putem distinge diferite calități pozitive:
- Emisiile de gaze nu sunt toxice. Provoacă daune minime sănătății sudorului.
- Când lucrați cu curent alternativ, se menține un arc stabil și puternic.
- În cazul stropilor se observă pierderi mici de metal.
- Coaja de zgură este ușor de separat.
- Formarea de înaltă calitate a unei cusături.

Compoziția electrozilor rutil include aluminosilicați, carbonați și rutilul mineral.
Când învelișul are o mulțime de carbonați, alcalinitatea zgurii crește. Ca rezultat, metalul sudat primește o cantitate mică de siliciu, este detectat un conținut scăzut de oxigen. Există o creștere a rezistenței la impact, rezistența metalului crește, iar formarea fisurilor este redusă la zero.
În cazul umidității ridicate a acoperirilor, se observă o cantitate mică de hidrogen în sudura metalică, iar formarea porilor este practic minimizată.
Datorită prezenței TiO2 în electrozii acoperiți cu rutil, aceștia sunt capabili să reaprindă ușor arcul. Mai mult, acest proces nu necesită îndepărtarea peliculei din craterul electrodului, deoarece cu o cantitate mare de TiO2 are proprietățile conductivității semiconductoarelor. El este capabil să aprindă arcul fără a intra în contact cu tija sa cu metalul care este sudat. Această calitate pozitivă a stratului de rutil vă permite să lucrați cu cusături scurte, în care trebuie să întrerupeți foarte des arderea arcului.
Pentru a efectua lucrări de sudare, puteți utiliza numai rutil electrozi de calitate care au fost uscate mai mult de 24 de ore. Dacă au fost calcinate la o temperatură ridicată, pot apărea pori. Aspectul lor se poate datora creșterii puterii curentului atunci când se execută sudarea. cusături tee la prepararea berii metal subțire iar utilizarea electrozilor mari este necesară.
Atunci când oțelul cu scară este sudat, astfel de electrozi nu formează pori. Ele sunt dotate cu rezistență ridicată în caz de fisurare, în comparație cu electrozii similari, care se caracterizează printr-un strat acid.
Practic, acest tip are indicatori tehnologici mult mai buni decât cei ai electrozilor cu un strat diferit. Utilizarea rutilului asigură o constantă excelentă a arcului la sudarea cu curent continuu.
Electrozii se disting printr-o rată scăzută de stropire, ușurință de separare a formațiunilor de zgură. Acest tip este considerat cel mai bun pentru sudarea pe tavan, precum și într-un plan vertical. Această simplitate rezultă din faptul că acest tip de acoperire în timpul topirii începe să formeze compuși de titan, care apar instantaneu la suprafață, plutind din baia topită.
În plus, astfel de acoperiri de titan cresc foarte mult vâscozitatea zgurii, mai ales când temperatura scade. Aceste zguri sunt numite „scurte”.
Proprietățile tehnologice ale electrozilor rutil:
- ușurința de aprindere a arcului;
- formarea minimă a porilor în momentul aprinderii;
- rezistență ridicată la oboseală caracteristicile îmbinărilor de sudură.
Datorită conținutului ridicat de pulbere metalică din acoperirile de rutil, există o scădere a cantității de carbon din cusătură de sudură, sulful este distribuit mai uniform.
Procesul de sudare depinde în mare măsură de experiența lucrătorului și de echipamentul utilizat. acasă și faceți treaba rapid. Dar totul poate merge prost din cauza greșelii. Consumabilele proaste pot încetini semnificativ procesul de sudare, precum și să afecteze negativ funcționarea ulterioară a conexiunilor efectuate. opțiune bună pentru sudare se folosesc electrozi rutil. Ce este? Care sunt mărcile și compoziția acestor consumabile? Unde sunt aplicate?
Electrodul rutil, la fel ca majoritatea celorlalți, constă dintr-o tijă metalică care acționează ca material de umplutură și o acoperire care protejează bazinul de sudură de interacțiunea cu mediul extern. Acești electrozi sunt proiectați pentru. Sursa de curent poate fi cu tensiune alternativă sau continuă. Diferența față de alți electrozi este utilizarea rutilului, care este un mineral natural în compoziția acoperirii, care protejează eficient bazinul de sudură. Concentratul de rutil este obtinut din dioxid de titan, care are un efect benefic asupra intregului proces de sudare.
Electrozii de sudare rutil se disting printr-o serie de avantaje față de consumabilele cu o componentă acidă:
- efecte mai puțin dăunătoare asupra sistemului respirator uman datorită utilizării oxidului de titan;
- aprindere rapidă (atât primară, cât și ulterioară);
- funinginea formată după sudarea la vârful tijei este un semiconductor, care nu necesită clivajul său pentru a continua să funcționeze;
- creează o cusătură cu un model fin solz;
- menține focul stabil arc electric;
- vă permite să gătiți în toate pozițiile spațiale;
- capabil să mențină arcul aprins și să sude într-un mediu umed, ceea ce este convenabil pentru rezervoarele folosite;
- are o mică pierdere de metal la pulverizare;
- cusăturile au rezistență ridicată la rupere și rupere;
- învelișul protejează bine de interacțiunea cu oxigenul, ceea ce previne formarea porilor;
- zgura se indeparteaza foarte usor.
Compoziție, mărci și caracteristici
Electrozii acoperiți cu rutil pot varia ușor în compoziție, dar majoritatea producătorilor produc aceste materiale cu următoarele componente de acoperire:
- rutil - 45-48%;
- dextrină - 3%;
- feldspat - 25%;
- magnezit - 10%;
- feromangan - 15%.
Baza tijei este firul Sv-08 și derivatul său Sv-08A. Materialul aparține unor tipuri calme de oțel, interacționând bine cu metale cu conținut scăzut de carbon și aliaje reduse. Firul în timpul plăcii nu este predispus la formarea de fire fierbinți. Sudarea se efectuează cu mișcări calme, iar picătura topită este ușor transferată pe metalul de bază.
Pe ambalaje, învelișul rutil este indicat cu „P”, care este plasat la sfârșitul abrevierei. Uneori, după „P” poate fi o altă literă, „C”, ceea ce înseamnă prezența celulozei în compoziție. Mărcile populare de electrozi rutil sunt următoarele:
- OZS-6;
- MP-3;
- OZS-4;
- ZRS-1;
- ZRS-2.
Consumabilele au caracteristici bune care vă permit să creați conexiuni de înaltă calitate. Duritatea metalului de umplutură după răcirea completă este de 58 HRC. Proprietățile rezistente la căldură sunt menținute la o temperatură de 550 de grade.
Electrozii sunt disponibili în pachete cu greutăți diferite (de la 1 la 5 kg), ceea ce este convenabil atât pentru lucrări la scară mică, cât și pentru cele mari. Diametrul variază de la 2 la 5 mm. Valorile intermediare de 2,5 și 3,2 mm vă permit să selectați mai precis electrozii în raport cu grosimea produsului și tipul de lucru înainte. Principala cerință pentru toate mărcile este uscarea preliminară a stratului la o temperatură de 200 de grade. Acest lucru restabilește proprietățile dorite pentru o funcționare ușoară și moale a consumabilelor. Este necesar să se efectueze lucrări după uscare în decurs de o zi.
Aplicarea electrozilor
Electrozii de sudare rutil sunt folosiți pe scară largă pentru a lucra la generatoare și invertoare. Ele sunt capabile să prezinte proprietăți bune de sudare pe curent continuu și alternativ. Aceste consumabile sunt, de asemenea, populare datorită versatilității lor în ceea ce privește poziție spațială.
Electrozii sunt proiectați pentru absența minimă sau completă a dopajului. Dar în cazuri de urgență, când sudarea este necesară imediat, acestea pot fi utilizate și pe alte materiale conductoare neferoase. Acești electrozi s-au dovedit bine în. Diverse companii le folosesc pentru instalarea și rețelele de distribuție. Sunt convenabil fierte sub apă. La repararea țevilor cu lichide, chiar și o scurgere completă a sistemului nu poate drena unele secțiuni, ceea ce forțează sudarea cu picături de apă care curg constant în zona de ardere a arcului. Retenția stabilă a acestora din urmă, asigurată de o bună acoperire a electrozilor, face posibilă funcționarea în aceste condiții.
Adesea, electrozii de sudare rutil sunt utilizați la repararea uneltelor sau a pieselor supuse abraziunii. Un procent mic de stropii economisește material atunci când suprafețe cu grosimi semnificative. Structura puternică a materialului de umplutură se îmbunătățește la locul de muncă unealtă sau piesă, care îi prelungește durata de viață. O cusătură cu solzi mici necesită mai puțină prelucrare după sudare. Cusăturile bine așezate pe axă, tăiate pe strung, fac posibilă obținerea unui material monolit, fără pori și diferențe vizibile, care poate fi folosit în mecanisme rotative.
Moduri de sudare
Principala cerință pentru lucrul cu utilizarea acestor electrozi rămâne, produs la o temperatură de 200 de grade. Acest lucru va reduce stropii atunci când ghidați cusătura și vă va permite să scăpați rapid de zgură după ce arcul încetează să mai arde. Modurile de sudare sunt selectate în funcție de grosimea produsului și de poziția spațială a cusăturii. În această din urmă opțiune, toate setările trebuie reduse cu 20%. Când lucrați în poziția inferioară, următorii parametri vor funcționa:
Lucrările pot fi efectuate de dispozitive, sau invertoare cu polaritate inversă, unde masa va fi cablul „negativ”, iar suportul va fi „plusul”.
Versatilitatea electrozilor rutili le permite să fie utilizați în sudare oteluri de structura, țevi și lucrări de restaurare a pieselor ștergebile. Acoperirea organică este mai puțin dăunătoare pentru plămânii sudorului, ceea ce face ca aceste consumabile să iasă în evidență de altele în timpul proceselor lungi de sudare.



