Dependența formei, dimensiunilor și compoziției metalului sudat de modul de sudare și de factorii tehnologici. Tehnica de sudare cu electrozi acoperiți
6.5.5. Control de măsurare dimensiuni geometrice îmbinare sudata (elemente structurale suduri, poziția geometrică a axelor sau suprafețelor pieselor sudate, adânciturile dintre margele și suprafața solzoasă a sudurii, convexitatea și concavitatea rădăcinii sudurilor unilaterale etc.) trebuie efectuate în locuri. indicate în desenele de lucru, ND, PTD sau MPC, precum și în locurile în care admisibilitatea acestor indicatori ridică îndoieli pe baza rezultatelor inspecției vizuale.
La controlul îmbinărilor sudate cap la cap a țevilor cu un diametru exterior de până la 89 mm inclusiv cu un număr de îmbinări similare mai mare de 50 pe un singur produs, este permisă determinarea dimensiunilor sudurii cu 10-20% din îmbinările în una sau două secțiuni, cu condiția ca, cu control vizual, care este supus tuturor îmbinărilor , nu există nicio îndoială cu privire la abaterea dimensiunilor (lățime, înălțime) cusăturii de la toleranță.
6.5.6. La măsurarea controlului stratului anticoroziv depus, grosimea acestuia pe suprafețele cilindrice trebuie efectuată cel puțin la fiecare 0,5 m pe direcția axială și la fiecare 60 ° de-a lungul circumferinței pentru suprafața manuală și 90 ° pentru suprafața automată.
Pe suprafețe plane și sferice, se efectuează cel puțin o măsurătoare în fiecare zonă de până la 0,5x0,5 m în timpul suprafeței automate.
6.5.7. La verificarea sudurilor de filet ale îmbinărilor sudate, picioarele sudurii sunt măsurate folosind șabloane speciale (Fig. 11). Determinarea dimensiunilor înălțimii, convexității și concavității sudurii de colț se realizează prin calcul și numai în cazurile în care această cerință este prevăzută de documentația de proiectare. Măsurarea convexității, concavității și înălțimii sudurii de colț se realizează folosind șabloane, de exemplu, V.E. Usherov-Marshak (vezi Fig. 6).
6.5.8. Măsurarea adâncimii depresiunilor dintre role, cu condiția ca înălțimile rolelor să difere între ele, se realizează raportat la rola având o înălțime mai mică. În mod similar, se determină adâncimea scalarii rolei (în funcție de înălțimea inferioară a doi fulgi adiacenți).
6.5.9. Măsurarea controlului îmbinărilor sudate și a suprafeței (înălțimea și lățimea sudurii, grosimea suprafeței, dimensiunile picioarelor sudurilor de filet, recesiunile dintre margele, sudura solzoasă, convexitatea și concavitatea sudurii rădăcinii, magnitudinea fracturii de axele elementelor cilindrice legate, forma și dimensiunile bavurii etc.), specificate la paragrafe. 6.5.5, 6.5.8 și tab. 8 ar trebui efectuate în zonele cusăturii în care admisibilitatea acestor indicatori este pusă în dubiu pe baza rezultatelor inspecției vizuale, cu excepția cazului în care se indică altfel în RD și PDD.
6.5.10. Convexitatea (concavitatea) sudurii cap la cap este estimată prin înălțimea (adâncimea) maximă a locației suprafeței de sudare de la nivelul suprafeței exterioare a pieselor. În cazul în care nivelurile de suprafață ale pieselor de aceeași dimensiune (diametru, grosime) diferă unele de altele, măsurătorile trebuie efectuate în raport cu nivelul suprafeței piesei situate deasupra nivelului suprafeței altei piese (Fig. 12).
Orez. nouă. Etrier tip ShTs-1 cu suport:
1 - etriere; 2 - a sustine

Orez. 10. Dispozitiv pentru măsurarea adâncimii tăierilor:
1 indicator „0-10” cu o scară rotativă; 2 - suport de sprijin; 3 - ac de măsurare

Orez. unsprezece.Șablon special pentru inspecția sudurii
Orez. 12. Măsurarea convexității (concavității) sudurii cap la cap () la diferite niveluri
suprafețele exterioare ale pieselor cauzate de deplasare
la asamblarea unei îmbinări pentru sudare
În cazul în care sunt sudate piese cu grosimi diferite ale peretelui și nivelul suprafeței unei piese depășește nivelul suprafeței celei de-a doua părți, convexitatea (concavitatea) suprafeței de sudură este evaluată în raport cu linia care leagă marginile suprafeței de sudură în o secțiune (Fig. 13).

Orez. 13. Măsurarea convexității (concavității) sudurii cap la cap ( ) pentru diferite
nivelul suprafetelor exterioare ale pieselor cauzat de diferenta de grosimi a peretilor
6.5.11. Convexitatea (concavitatea) sudurii de filet este estimată prin înălțimea (adâncimea) maximă a locației suprafeței de sudare de la linia care leagă marginile suprafeței de sudură într-o singură. secțiune transversală(Fig. 14).
Orez. paisprezece. Măsurarea convexității ( ) și concavitatea ( ) suprafata exterioara
si inaltime ( h) sudare în filet
6.5.12. Dimensiunile convexității (concavității) sudurilor cap la cap (Fig. 13) și filet (Fig. 14) sunt determinate de șabloane, de exemplu, proiecte de V.E. Usherov-Marshak sau șabloane specializate special concepute în acest scop.
dar -înălțimea cusăturii ( #S) și adâncimea decupării ( h ); b- măsurarea lățimii cusăturii ( e);
in - măsurarea depresiunilor între role ()
6.5.15. Măsurătorile de detartrare și recesiune între cordonele de sudură, adâncimea și înălțimea adânciturii (protuberi) din sudură și metal pot fi determinate dintr-o turnare prelevată din zona controlată. Pentru aceasta, se utilizează plastilină, ceară, gips și alte materiale. Măsurătorile se efectuează folosind o lupă de măsurare sau la microscop după tăierea mecanică a amprentei.
6.5.16. Măsurătorile ruperii axelor elementelor cilindrice și deplasarea unghiulară a planurilor pieselor, precum și asimetria fitingului (țeava care urmează să fie sudată în racordul conductei de colț) trebuie efectuate ținând cont de paragrafele. 6.6.9 și 6.6.10.
Scufundat: curent de sudare, tensiune de arc, diametrul firului de electrod, viteza de sudare etc. Parametri precum panta electrodului sau piesei de prelucrat, valoarea, granulația fluxului, tipul de curent și polaritatea etc. au mai puțin efect asupra formei și dimensiunilor cusăturii.
Influența parametrilor de mod asupra formei și dimensiunilor sudurii este de obicei luată în considerare prin schimbarea unuia dintre ei și păstrarea constantă a restului. Modelele prezentate mai jos se referă la cazul suprafeței pe o placă, când adâncimea de pătrundere nu depășește 0,7 din grosimea acesteia (cu o adâncime de pătrundere mai mare, deteriorarea eliminării căldurii din partea inferioară a bazinului de sudură crește brusc adâncimea de pătrundere). și modifică forma și dimensiunile sudurii).
Cu creșterea curentului de sudare adâncimea de pătrundere crește aproape liniar până la o anumită valoare. Acest lucru se explică printr-o creștere a presiunii arcului pe suprafața bazinului de sudură, care împinge metalul topit afară de sub arc (îmbunătățește condițiile de transfer de căldură de la arc la metalul de bază) și o creștere a aport de căldură. Datorită faptului că cantitatea de metal de electrod topit crește, crește și înălțimea armăturii de sudură. crește ușor, deoarece arcul este adâncit în (situat sub planul metalului de bază).
Creșterea densității curentului de sudare(scăderea diametrului electrodului la DC) vă permite să creșteți dramatic adâncimea de penetrare. Acest lucru se datorează unei scăderi a mobilității arcului. Lățimea cusăturii este astfel redusă. Prin reducerea diametrului electrodului se poate obține o sudură cu adâncimea de pătrundere necesară dacă este limitat curentul maxim de sudare furnizat de sursa de putere cu arc. Cu toate acestea, acest lucru reduce factorul de formă a pătrunderii sudurii.
Tipul și polaritatea curentului au un efect semnificativ asupra formei și dimensiunilor sudurii, ceea ce se explică prin cantitatea diferită de căldură eliberată la catod și anod al arcului. Cu un curent continuu de polaritate directă, adâncimea de penetrare este de 40 - 50%, iar cu un curent alternativ - 15 - 20% mai mic decât la sudarea cu curent continuu. Prin urmare, cusăturile care necesită o cantitate mică de metal electrod și o adâncime mare de penetrare (cap și colț fără), este recomandabil să se efectueze pe curent continuu polaritate inversă.
Cu creșterea tensiunii arcului(lungimea arcului), mobilitatea acestuia crește și proporția de căldură a arcului consumată pentru a topi fluxul (cantitatea de flux topit) crește. În același timp, lățimea cusăturii crește, iar adâncimea de penetrare a acesteia rămâne aproape constantă. Acest parametru de mod este utilizat pe scară largă în practică pentru a controla lățimea cusăturii.
Creșterea vitezei de sudare reduce aportul de căldură și modifică grosimea stratului de metal topit sub arc. Ca urmare, dimensiunile principale ale cusăturii sunt reduse. Cu toate acestea, în unele cazuri (sudarea cu fire subțiri la o densitate crescută a curentului de sudare), creșterea vitezei de sudare la o anumită valoare, reducerea stratului de metal topit sub arc și transferul de căldură de la acesta la metalul de bază, poate duce la o crestere in . La viteze de sudare excesiv de mari și la puterea curentului de sudare, se pot forma subtăieri în cusături.
DIN creșterea extensiei electrodului intensitatea încălzirii sale crește și, prin urmare, viteza de topire a acestuia. Ca urmare, grosimea stratului de metal topit sub arc crește și, ca urmare, adâncimea de penetrare scade. Acest efect este uneori folosit cu fire de electrozi cu un diametru de 1-3 mm pentru a crește cantitatea de metal topit al electrodului atunci când cusăturile de sudură formate în principal datorită metalului suplimentar (metoda de sudare cu creștere). În unele cazuri, în special în sudarea automată cu arc scufundat, electrodului îi sunt transmise oscilații pe direcția sudării cu amplitudini și frecvențe diferite, ceea ce face posibilă modificarea formei și dimensiunilor sudurii într-o gamă largă. La sudarea cu oscilații transversale ale electrodului, adâncimea de penetrare și înălțimea armăturii scad, iar lățimea cusăturii crește și este de obicei ceva mai mare decât amplitudinea oscilației.
Compoziția și structura particulelor de flux au un efect semnificativ asupra formei și dimensiunii cusăturii. Odată cu scăderea masei în vrac a fluxului (fluxuri ponce), permeabilitatea la gaz a fluxului în aval deasupra bazinului de sudură crește și, ca urmare, presiunea în bula de gaz a arcului scade. Aceasta duce la o creștere a grosimii stratului de metal topit sub arc și, prin urmare, la o scădere a adâncimii de penetrare. Fluxurile cu proprietăți de stabilizare scăzute tind să asigure o penetrare mai profundă.
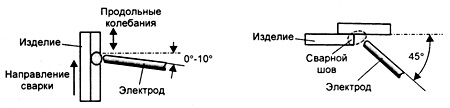
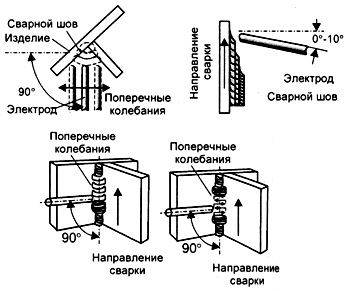
Poziția spațială a electroduluiși produsele în timpul sudării cu arc scufundat are același efect asupra formei și dimensiunilor cusăturii ca și în cazul electrozilor acoperiți (MMA, SMAW). Pentru a preveni curgerea fluxului topit, datorită fluidității sale ridicate, sudarea prin această metodă este posibilă numai în poziția inferioară când produsul este înclinat la un unghi de cel mult 10-15 °.
Înainte de a începe sudarea cu arc scufundat, verificați curățenia marginilor și corectitudinea acestora și direcția electrodului de-a lungul axei sudurii. Metalul de grosime crescută este sudat cu cusături multi-pass cu deplasarea necesară a electrodului de axa cusăturii. Înainte de aplicarea următoarei cusături, suprafața celei anterioare este curățată cu grijă de zgură și inspectată pentru a identifica prezența defectelor externe în ea.
La începutul sudării, când nu s-a încălzit încă, adâncimea de penetrare a acesteia este redusă și, prin urmare, această parte a cusăturii este de obicei adusă la bara de intrare. La sfârșitul sudării, în locul craterului se formează o cusătură slăbită, astfel încât procesul de sudare este finalizat la. Benzile de intrare și de ieșire de până la 150 mm lățime și până la 250 mm lungime (în funcție de modul și grosimea metalului) sunt fixate înainte de sudare. După sudare, benzile sunt îndepărtate.
La sudarea sub un strat de flux (SAW) îmbinări cap la cap pe greutate, este practic dificil să se obțină o sudură cu pătrundere pe toată lungimea îmbinării din cauza scurgerii dintre metalul topit și flux și, ca urmare, formarea de arsuri. Pentru a preveni acest lucru, se folosesc diverse tehnici pentru a favoriza formarea (sudura pe un suport de flux, pe suport ceramic sau pe suportul de oțel rămas).
Forma sudurii se caracterizează prin adâncimea de pătrundere sau pătrundere hn, lățimea sudurii b, înălțimea armăturii Hb, grosimea C, factorul de formă φ și raportul care determină forma armăturii. Cea mai bună formă de sudură este considerată a fi cea în care lățimea de penetrare este de 1,3-2 ori adâncimea de penetrare.
Compoziția metalelor de sudură depinde de raportul dintre metalul de bază și metalul conținut în acesta fir de sudura. Forma cusăturii depinde de mărimea curentului de sudură, densitatea curentului în sârmă, tensiunea arcului, viteza de sudare, ieșirea în afară, aria secțiunii transversale a sârmei de sudură, numărul și locația firelor de sudură, compoziția fluxului și mărimea granulelor acestuia. Toate elementele enumerate care afectează forma și dimensiunea cusăturii, precum și a acesteia compoziție chimică, alcătuiți modul de sudare. Forma și dimensiunile cusăturii depind și de tehnica de sudare.
Odată cu creșterea curentului de sudare, adâncimea de penetrare hn, înălțimea armăturii he și procentul de metal de bază în metalul de sudură cresc. Lățimea cusăturii crește ușor. Adâncimea de pătrundere depinde direct de puterea curentului de sudare, adică cu o creștere a puterii curentului de sudare de 1 ori, adâncimea de penetrare crește și ea de 2 ori. La sudare (pornit curent alternativ) suduri cap la cap cu muchii tăiate sau suduri în filet (imbinari în T) cu o creștere a curentului cu 100 A, adâncimea de pătrundere crește cu 1,5 mm, iar la sudarea îmbinărilor cusăturilor fără margini tăiate, cu 1 mm.
La sudarea cu polaritate directă sub un flux care conține compuși de fluor, adâncimea de penetrare scade în comparație cu sudarea cu curent alternativ sau polaritate inversă, dar viteza de topire a sârmei de sudură crește.
Dacă diametrul firului de sudură este redus fără a schimba celelalte elemente ale modului, atunci densitatea curentului în electrod va crește inevitabil, și anume, cantitatea de amper-forță a curentului de sudare per 1 mmg de secțiune de sârmă. Odată cu creșterea densității curentului, adâncimea de penetrare și înălțimea armăturii de sudură cresc, dar lățimea sudurii scade. Pe baza acesteia, este posibilă creșterea adâncimii de pătrundere prin reducerea diametrului firului de sudură, sau prin utilizarea unui fir de sudură de diametru mai mic, se poate obține aceeași pătrundere, dar cu un curent de sudare mai mic.
Dacă, la sudarea cu un fir cu diametrul de 5 mm, pentru a obține o penetrare cu o adâncime de 7-8 mm, puterea curentului de sudare trebuie să fie de cel puțin 700 A, atunci când sudați cu un fir cu un diametru de 2 mm - 350-400 A.
La sudarea pe curent alternativ sau polaritate inversă constantă, cu o creștere a tensiunii arcului, lățimea cusăturii crește semnificativ, dar adâncimea de penetrare și înălțimea armăturii scad oarecum, iar la sudarea pe polaritate directă, o creștere a tensiunii arcului. practic nu afectează lățimea cusăturii, dar cantitatea de flux topit crește semnificativ.
Fluctuația tensiunii arcului contează la sudare metal subțire(mai puțin de 2-3 mm), deoarece în acest caz o ușoară modificare a adâncimii de penetrare poate duce la lipsa locală de penetrare sau arsuri. Prin urmare, sudarea metalului subțire se recomandă să fie sudată la curent continuu, la care fluctuațiile tensiunii arcului sunt mult mai mici decât în cazul curentului alternativ.
Creșterea vitezei de sudare de la 10 la 30 m/h nu are practic niciun efect asupra adâncimii de pătrundere. În acest caz, lățimea cusăturii scade, iar înălțimea armăturii crește. Cu o creștere a vitezei de sudare peste 30 m/h, adâncimea de penetrare și lățimea cusăturii sunt reduse semnificativ.
Înclinarea capătului firului de sudură de-a lungul cusăturii în direcția sudării (sudare cu unghi înapoi) crește oarecum adâncimea de penetrare și înălțimea armăturii și reduce lățimea cusăturii, dar duce la apariția unui non- zona de fuziune și o creștere a porozității cusăturii.
Înclinarea capătului sârmei de sudură în direcția opusă cusăturii (sudura la un unghi înainte) reduce adâncimea de penetrare, înălțimea armăturii și proporția metalului de bază în cusătură și mărește lățimea cusăturii și consumul de flux. Când firul de sudură este înclinat cu 40-45 ° față de orizontală, adâncimea de penetrare scade de aproape două ori, iar lățimea cusăturii crește de o dată și jumătate. Sudarea în unghi înainte este utilizată pentru a îmbunătăți formarea cusăturii atunci când se sudează la viteze mari.
Sudarea pe un produs înclinat (unghi de înclinare 3-5°, în unele cazuri 6-8°) se poate efectua la coborâre și la urcare. La sudarea în vale, adâncimea de penetrare, înălțimea armăturii și proporția metalului de bază în cusătură scad, iar lățimea cusăturii crește. La sudarea în creștere, adâncimea de penetrare, înălțimea armăturii și proporția metalului de bază în cusătură cresc, iar lățimea cusăturii scade. Produsele sunt înclinate și sudate la vale la sudarea metalului subțire (înclinare până la 15-20°) sau la sudarea la viteze mari pentru a evita zona de nefuziune și pentru a îmbunătăți formarea cusăturii.
O creștere a prelungirii sârmei de sudură cu un diametru de 3 mm sau mai puțin de la muștiucul purtător de curent duce la o scădere a adâncimii de penetrare și poate provoca apariția unei căderi a marginilor în cusătură. O creștere a proeminenței firului de sudură cu un diametru de 5 mm de la 60 la 150 mm nu afectează forma sudurii.
Compoziția fluxului, dimensiunea și structura granulelor au un impact semnificativ asupra formării cusăturii. La sudarea sub fluxuri de mangan cu conținut scăzut de siliciu, sudurile se obțin cu o suprafață mai puțin netedă și uniformă decât la sudarea sub tipul de siliciu ridicat OSC-45 sau AN-348-A. Cu cât granulele de flux sunt mai mici, cu atât cusătura este mai îngustă și pătrunderea este mai adâncă.
Odată cu creșterea granulelor de flux, adâncimea de penetrare scade și lățimea cusăturii crește. Fluxurile vitroase măresc adâncimea de penetrare și reduc lățimea sudurii. Fluxurile ponce contribuie la formarea rosturilor joase și largi, cu o tranziție lină la metalul de bază. La sudarea cu sârmă subțire (mai subțire de 3 mm), se recomandă utilizarea unui flux fin, care asigură o formare mai bună a cusăturii decât una grosieră. Înălțimea stratului de flux de-a lungul întregii cusături de sudat trebuie să fie aceeași, deoarece afectează formarea cusăturii.
Sub tehnica de realizare a sudurilor, ei înțeleg alegerea modurilor de sudare și a metodelor de manipulare a electrodului.
Excitarea unui arc electric
Lovirea arcului este una dintre operațiunile principale procesul de sudare. Aprinderea se realizează de fiecare dată înainte de începerea procesului de sudare, reaprinderea arcului - în timpul procesului de sudare când acesta se rupe.
Excitarea arcului de sudare se realizează prin atingerea suprafeței piesei de sudat cu capătul electrodului, urmată de îndepărtarea rapidă a capătului electrodului de pe suprafața piesei de prelucrat. În acest caz, dacă decalajul nu este prea mare, există o apariție instantanee a curentului și stabilirea unei coloane cu arc. Contactul electrodului cu produsul trebuie să fie de scurtă durată, altfel acesta va fi sudat pe produs („stick”).
Pentru a rupe electrodul „aderat” ar trebui să-l rotiți brusc la dreapta și la stânga. Arcul poate fi excitat fie printr-o serie de mișcări alternative cu o atingere ușoară pe suprafața metalului care este sudat și apoi retras de la suprafața produsului cu 2-4 mm, fie prin mișcări de zgâriere cu capătul electrodului de-a lungul suprafața produsului, care seamănă cu lovirea unui chibrit. Folosiți calea cea mai convenabilă pentru dvs.
După pornirea arcului, electrodul trebuie ținut ceva timp la punctul de început al depunerii până când se formează o sudură și se topește metalul de bază. Concomitent cu topirea electrodului, este necesar să îl introduceți uniform în bazinul de sudură, menținând astfel lungimea optimă a arcului. Indicatorii lungimii optime a arcului sunt un trosnet ascuțit, transferul uniform al picăturilor de metal prin spațiul arcului și stropii reduse.
Lungimea arcului afectează semnificativ calitatea sudurii. Arcul scurt arde constant și calm. Ea. asigură o sudură de înaltă calitate, deoarece metalul topit al electrodului trece rapid prin golul arcului și este mai puțin supus oxidării și nitrurării. Dar un arc prea scurt poate provoca „lipirea” electrodului, arcul este întrerupt, procesul de sudare este perturbat. Un arc lung arde instabil cu un șuierat caracteristic. Adâncimea de penetrare este insuficientă, metalul topit al electrodului este stropit și mai oxidat și nitrurat. Sudura este fără formă, iar metalul sudat conține o cantitate mare de oxizi.
Dacă în timpul sudării, din orice motiv, arcul de sudare se stinge, se folosește o tehnică specială de reaprindere a arcului pentru a se asigura că sudarea începe cu o fuziune și un aspect bun. La reaprindere, arcul trebuie excitat la marginea anterioară a craterului, apoi prin tot craterul trebuie transferat pe marginea opusă, pe metalul nou depus, apoi din nou înainte, în direcția sudării. executat. Dacă electrodul nu este tras înapoi suficient de mult când arcul este reaprins, va rămâne o depresiune între începutul și sfârșitul sudurii. Dacă, totuși, electrodul este tras prea mult înapoi în timpul reaprinderii, atunci se formează o umflătură mare pe suprafața cordonului de sudură.
Poziția și mișcarea electrodului în timpul sudării. În timpul sudării, electrodului sunt raportate următoarele mișcări:
- translație de-a lungul axei electrodului către bazinul de sudură, în timp ce pentru a menține o lungime constantă a arcului, viteza de mișcare trebuie să corespundă cu viteza de topire a electrodului;
- mișcarea de-a lungul liniei cusăturii sudate, care se numește viteza de sudare; viteza acestei mișcări este setată în funcție de curent, diametrul electrodului, viteza de topire a acestuia, tipul de cusătură și alți factori;
- deplasarea electrodului peste cusătură pentru a obține o cusătură mai lată decât rola de fir, așa-numita rolă lărgită.
Dacă viteza de sudare este prea mare, margelele depuse se dovedesc a fi înguste, cu o umflătură mică, cu fulgi mari. Dacă viteza de mișcare a electrodului este prea lentă, cordonul de sudură are prea mult umflătură, cusătura este neuniformă ca formă, cu înclinare de-a lungul marginilor.
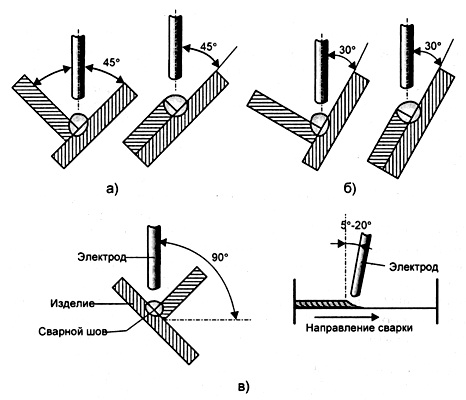
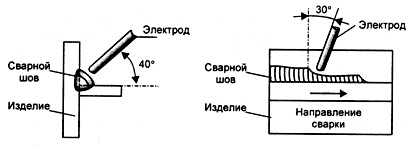
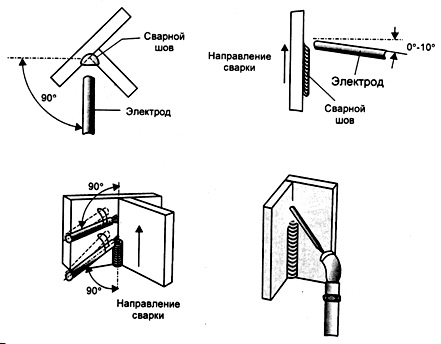
Poziția electrodului în timpul sudării trebuie să corespundă cu fig. 2. Sudarea se realizează atât în direcția de la stânga la dreapta cât și de la dreapta la stânga, de la sine și spre sine.
Orez. 2. Unghiul electrodului: a - în plan orizontal; b - în plan vertical.
La sfârșitul sudurii, este imposibil să rupeți brusc arcul de sudură și să lăsați un crater pe suprafața metalică, care este un concentrator de stres și o zonă cu un conținut ridicat de impurități nocive. Pentru a evita formarea unui crater, este necesar să opriți mișcarea electrodului, adică să faceți o întârziere de 1-2 secunde, apoi să vă deplasați înapoi cu 5 mm și să întrerupeți arcul cu o mișcare rapidă în sus și înapoi.
Dacă sudarea nu este finalizată corect, se formează întotdeauna un crater adânc la capătul cusăturii, unde arcul s-a stins. Craterul poate servi ca un indicator al adâncimii de penetrare, cu toate acestea, la sfârșitul sudării și suprafeței, aceste cratere trebuie umplute și sudate. Acest lucru se face prin inițierea unui arc în crater, stabilirea unui arc scurt și menținerea electrodului în această poziție până când craterul este umplut cu metal topit. Nu se recomandă sudarea craterului prin întreruperea și pornirea arcului de mai multe ori, din cauza formării de oxid și a contaminării cu zgură a metalului.
O sudură formată ca urmare a două mișcări ale capătului electrodului (de translație și de-a lungul liniei de cusătură) se numește „fir”. Lățimea sa la viteza optimă de sudare este (0,8-1,5) de. cusatura de fir umpleți rădăcina cusăturii, sudați piesele subțiri de prelucrat, efectuați lucrări de suprafață și sudați subtăieri.
Pentru a suda o sferă fără vibrații transversale ale electrodului, este necesar să inițiezi un arc, să-l întindeți și să-l țineți într-un singur loc timp de ceva timp pentru a încălzi metalul de bază. Apoi reduceți treptat lungimea decalajului arcului până când se formează un bazin de sudură de dimensiunea corespunzătoare. Ar trebui să fuzioneze bine cu metalul de bază până în momentul în care începe mișcarea înainte a electrodului în direcția sudării. În acest caz, se recomandă efectuarea unor mișcări mici ale electrodului de-a lungul axei cusăturii. Cu toate acestea, majoritatea sudorilor preferă să miște electrodul de-a lungul axei sudurii fără oscilații longitudinale, determinând viteza de sudare din formarea cordonului.
La sudarea granulelor în polaritate inversă, unii electrozi au tendința de a se subtaia. Pentru a preveni această tendință, nu mutați arcul în spatele craterului până când nu s-a depus suficient metal, astfel încât sudura să aibă dimensiunea corectă, iar subtăierea să fie umplută cu metal de sudură.
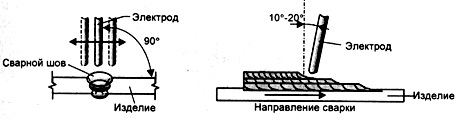
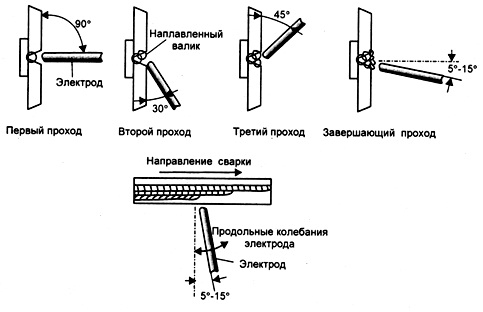
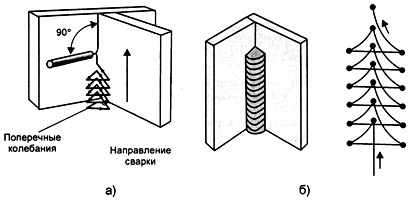
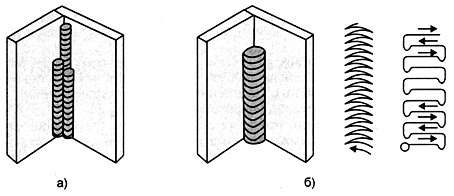
Oscilațiile transversale ale electrodului de-a lungul unei anumite traiectorii, efectuate la o frecvență și amplitudine constante și combinate cu mișcarea de-a lungul cusăturii, fac posibilă obținerea unei suduri de lățimea necesară. Mișcările oscilatorii transversale ale capătului electrodului sunt determinate de forma canelurii, dimensiunea și poziția cusăturii, proprietățile materialului sudat și priceperea sudorului. Cusăturile largi (1.5-5)d3 se obțin folosind vibrațiile transversale prezentate în fig. 3.
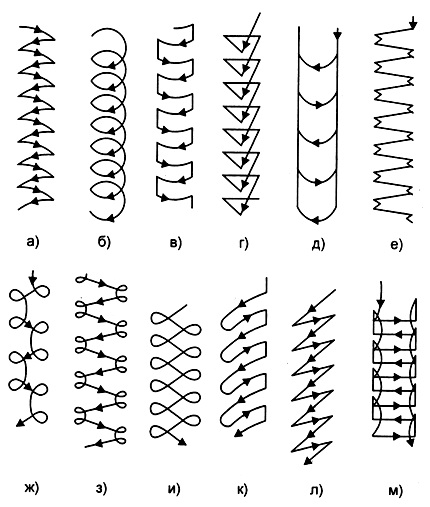
Orez. 3. Principalele metode de mișcări transversale ale capătului electrodului
Pentru a realiza o sferă lărgită, este necesar să setați electrodul în poziția prezentată în fig. 4. În acest caz, trebuie avut în vedere că vibrațiile transversale sunt efectuate de suportul electrodului, poziția electrodului în orice punct al cusăturii este strict paralelă cu poziția sa inițială. Unghiul de înclinare al electrodului în planurile vertical și orizontal nu trebuie să se modifice în timpul mișcărilor oscilatorii de-a lungul suprafeței sudurii.

Orez. 4. Poziția electrodului la suprafața mărgelelor cu vibrații transversale
Oscilațiile electrodului trebuie să se facă cu o amplitudine care să nu depășească trei diametre a electrodului utilizat. În timpul procesului de formare a mărgelelor, stratul topit trebuie menținut în stare topit. Dacă mutați electrodul prea departe și întârziați întoarcerea acestuia, atunci este posibilă răcirea și cristalizarea metalului bazinului de sudură. Acest lucru duce la apariția incluziunilor de zgură în metalul de sudură și îl înrăutățește. aspect.
Când sudați, este necesar să observați cu atenție bazinul de sudură, să monitorizați lățimea și adâncimea de penetrare a acestuia, fără a muta electrodul prea repede. Opriți electrodul momentan la sfârșitul fiecărei mișcări. Amplitudinea vibrațiilor transversale ar trebui să fie puțin mai mică decât lățimea necesară a margelei depuse.
Când sudați în polaritate dreaptă, de regulă, nu există probleme cu subtăieri. Atunci când sudați cu polaritate inversă, pot apărea probleme cu subtăieri. Problema decupării poate fi depășită prin menținerea mai îndelungată a arcului în punctele extreme ale mișcărilor transversale, precum și prin efectuarea acestor mișcări cu o amplitudine care nu o depășește pe cea necesară obținerii lățimii dorite a cordonului depus.
Convexitatea sudurii va fi mai mică decât la sudarea cu polaritate dreaptă, pătrunderea va fi mai adâncă. Va fi mai puțină zgură, va fi mai puțin fluidă și se va cristaliza puțin mai repede decât la sudarea cu polaritate dreaptă.
Pe o suprafață verticală, margele orizontale înguste sunt depuse, de regulă, pe polaritatea inversă, în timp ce curentul de sudare nu trebuie să fie prea mare.
Sudarea trebuie făcută pe un arc scurt. La sudare, trebuie avut grijă ca metalul bazinului de sudură să nu curgă în jos și să nu formeze o umflătură pe marginea inferioară. Pentru a face acest lucru, este necesar să faceți mișcări alternative ale electrodului în direcția axei sudurii. Fiecare sferă nouă ar trebui să se suprapună cu sferul sudat anterior adiacent cu cel puțin 45-55%. Pentru a preveni formarea de tăieturi, este necesară oscilarea electrodului în convexitatea cordonului de sudură.În cele mai multe cazuri, sudarea în poziție verticală se efectuează de jos în sus, în special pentru îmbinările critice. Această tehnică de sudare este utilizată pe scară largă în construcția conductelor. presiune ridicata, în construcții navale, în construcții de recipiente sub presiune și în lucrări civile.
Suprafața mărgelelor înguste pe o suprafață în poziție verticală, la sudarea de jos în sus, se realizează la polaritatea inversă a curentului de sudare, în timp ce curentul de sudare nu trebuie să fie prea mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 5. Este necesar să se folosească mișcarea alternativă a electrodului. Suprafața mărgelelor trebuie efectuată cu un arc scurt, în partea superioară a traiectoriei oscilațiilor electrodului, arcul trebuie întins, dar nu trebuie lăsat să se rupă în această zonă.
Orez. Fig. 5. Poziția electrodului în timpul suprafeței perlelor înguste fără vibrații transversale ale electrodului în poziție verticală de jos în sus
Acest tip de mișcare a electrodului permite metalului depus să se cristalizeze, formând o treaptă pe care se depune următoarea porțiune a metalului electrodului. Unii sudori preferă să mențină un bazin de sudură constant, pe care îl construiesc încet de jos în sus în timp ce folosesc mici mișcări oscilatorii ale electrodului. Această metodă de desfășurare a procesului de sudare duce la suprafața cordonului cu o convexitate mare, precum și la apariția probabilității de fisuri în metalul de sudură.
Metoda de realizare a sudării cu vibrații longitudinale ale electrodului vă permite să obțineți o sudură mai plată, cu o convexitate scăzută și, de asemenea, reduce riscul incluziunilor de zgură.
Sudarea în poziție verticală de sus în jos este destul de rară în industrie, mai ales în munca normală. Scopul acestei metode de desfășurare a procesului de sudare este de obicei limitat la sudare în timpul construcției conductelor principale și la sudarea tablei. La suprafața pe o suprafață plană, această metodă de sudare duce la o pătrundere nu foarte adâncă, existând și riscul de incluziuni de zgură.
Sudarea mărgelelor înguste în poziție verticală de sus în jos se efectuează cu polaritate inversă și trebuie acordată o atenție deosebită setării curentului de sudare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 6.
Orez. Fig. 6. Poziția electrodului în timpul suprafeței perlelor înguste fără vibrații transversale ale electrodului în poziție verticală de sus în jos.
În timpul procesului de sudare, este necesar să se mențină un arc foarte scurt, astfel încât zgura să nu curgă în capul bazinului de sudură. Vibrațiile transversale ale electrodului, de regulă, nu sunt utilizate, astfel încât viteza de mișcare este destul de mare. Așa se explică lățimea mică a mărgelelor depuse în acest fel, precum și convexitatea lor mică. Decupările sunt aproape inexistente.
Sudarea cu vibrații transversale ale electrodului în poziție verticală este foarte des utilizată în construcția conductelor de înaltă presiune, a vaselor de înaltă presiune, în sudarea structurilor navelor, precum și în fabricarea structurilor metalice. Această tehnică de sudare este foarte des utilizată pentru sudarea sudurilor cu caneluri cu mai multe curse, precum și a sudurilor de contur în poziție verticală.
Suprafața perlelor cu oscilații transversale ale electrodului în poziție verticală, de regulă, se realizează de jos în sus la polaritatea inversă a curentului de sudare. Sudarea în polaritate dreaptă în această poziție este rar utilizată. Și mai rar este sudarea în poziția de sus în jos.
La sudarea granulelor cu vibrații transversale ale electrodului în poziție verticală, curentul de sudare nu trebuie să fie prea mare, dar ar trebui să fie suficient pentru o bună penetrare. Poziția electrodului trebuie să corespundă cel puțin aproximativ cu cea prezentată în fig. 7.
În partea inferioară a îmbinării este sudat un raft de cel mult 12 mm lățime, în timp ce deplasarea electrodului față de axa sudurii nu trebuie să depășească 3 mm. Electrodul trebuie deplasat de-a lungul unei traiectorii (Fig. 7b). Pentru a preveni apariția de tăieturi, este necesar să se efectueze opriri scurte ale electrodului când ajunge la marginile laterale ale sudurii.
Orez. Fig. 7. Poziția electrodului în timpul suprafeței bilelor în poziție verticală de jos în sus cu vibrații transversale ale electrodului (a) și traiectoria electrodului (b).
Sudarea se poate face și prin menținerea în mișcare constantă a bazinului de sudură, fiind foarte atent să nu lase metalul topit din bazinul de sudură să curgă afară. Dacă această condiție este îndeplinită, electrodul poate fi deplasat în sus de-a lungul oricărei părți a îmbinării sudate, în timp ce este necesar să se<растяжение>arcul de sudură, dar nu lăsați-l să se rupă. Nu păstrați arcul prea mult în afara craterului - acest lucru poate răci craterul și poate cauza stropii excesive de metal înaintea cusăturii.
Când sudați margele cu polaritate dreaptă, curentul de sudare ar trebui să fie puțin mai mare decât atunci când sudați cu polaritate inversă. Deoarece viteza de depunere este mai mare la sudarea cu polaritate dreaptă, precum și cantitatea de zgură este mai mare, viteza de mișcare a electrodului trebuie să fie mai mare. Decupările nu constituie nicio problemă semnificativă, deci nu este nevoie să țineți electrodul pe suprafețele laterale ale marginilor care urmează să fie sudate.
Suprafața perlelor în poziție verticală cu vibrații transversale ale electrodului în poziție verticală de sus în jos se efectuează la polaritate inversă, acordând o atenție deosebită setării curentului de sudare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 8. În timpul procesului de sudare, este necesar să se mențină un arc foarte scurt, astfel încât zgura să nu curgă în capul bazinului de sudură. Pentru a preveni apariția de tăieturi, este necesar să se efectueze opriri scurte ale electrodului când ajunge la marginile laterale ale sudurii.
Orez. Fig. 8. Poziția electrodului în timpul suprafeței bilelor în poziție verticală de sus în jos cu vibrații transversale ale electrodului (a) și traiectoria electrodului (b)
În ciuda faptului că în prezent industria a urmat un curs către excluderea completă a sudării în poziție deasupra capului datorită poziționării adecvate, astăzi fiecare sudor trebuie să poată suda în acest lucru poziție spațială. Sudarea în poziție deasupra capului este obișnuită în construcția conductelor, în construcțiile navale și în lucrările de construcție și instalare.

Orez. 9. Poziția electrodului la suprafața mărgele înguste în poziția deasupra capului
Suprafața mărgelelor înguste în poziție deasupra capului poate fi efectuată atât în polaritate inversă, cât și în polaritate directă. Cantitatea de curent de sudare cu polaritate inversă este aceeași ca la sudarea în poziție verticală. La sudarea cu polaritate dreaptă, această valoare este puțin mai mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 9. Sudorul trebuie să fie într-o poziție astfel încât să poată observa metalul sudat și arcul de sudare. Acest lucru este deosebit de important la sudarea țevilor, dar se întâmplă adesea ca direcția de sudare să fie îndreptată către sudor.
În timpul procesului de sudare în polaritate inversă, trebuie menținut un arc scurt, bazinul de sudură nu trebuie să fie prea fierbinte. Când sudați cu polaritate dreaptă, lungimea arcului ar trebui să fie puțin mai mare. Ușoare oscilații ale electrodului înainte și înapoi în raport cu direcția de sudare servesc la preîncălzirea sudurii, în plus, ajută la prevenirea scurgerii zgurii topite în capul bazinului de sudură. Unii sudori cu polaritate dreaptă preferă să miște electrodul în timpul sudării în zone foarte mici, cu atenție la pericolul unei suduri cu o umflătură mare, precum și la formarea unei cruste groase de zgură. La sudarea cu polaritate dreaptă, riscul de decupări este practic eliminat.
În multe cazuri, atunci când se realizează îmbinări sudate în poziție deasupra capului, devine necesară sudarea mărgelelor cu oscilații transversale ale electrodului. Acest lucru este mult mai dificil decât suprafața margelelor înguste.
Suprafața perlelor cu oscilații transversale ale electrodului în poziția deasupra capului se efectuează la polaritate inversă. Curentul de sudare nu trebuie să fie prea mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 10a. De mare importanță este menținerea unui arc scurt, precum și stabilitatea intervalului de arc pe întreaga lățime a margelei depuse.
Fațarea dură se poate face prin mutarea întregului bazin de sudură, dar trebuie avut grijă pentru a preveni ca metalul topit din bazinul de sudură să devină prea fluid, ceea ce va duce în cele din urmă la curgerea bazinului de sudură. Dacă acest obstacol este îndepărtat, atunci electrodul poate fi deplasat înainte de-a lungul oricărei margini de sudat (Fig. 106). În acest caz, este permisă prelungirea arcului, fără ruperea acestuia.
Arcul de sudare nu trebuie lăsat să rămână în crater mai mult timp decât este necesar pentru sudarea sa completă. Electrodul trebuie să se miște rapid pe suprafața sudurii pentru a nu supraîncălzi metalul depus în mijlocul sudurii.
La sudarea într-o poziție deasupra capului, pot apărea probleme de subtaiere. Acestea sunt rezolvate prin întârzieri ale electrozilor pe marginile laterale ale conexiunii. Se recomanda a nu depasi latimea sudurii peste 20 mm.

Orez. Fig. 10. Poziția electrodului în timpul suprafeței bilelor cu vibrații transversale ale electrodului în poziția deasupra capului (a) și traiectoria electrodului (b)
Sudarea racordului final în poziția inferioară
Conexiunile de capăt sunt utilizate pe scară largă în proiectarea vaselor care nu sunt supuse la presiune înaltă. Conexiunile de capăt sunt conexiuni foarte economice, dar nu suportă sarcini semnificative de tracțiune sau încovoiere. Pentru realizarea acestei îmbinări sunt necesari puțini electrozi, deoarece proporția de metal depus în metalul de sudură este mică. Sudarea la capăt nu prezintă dificultăți și poate fi realizată într-o gamă largă de moduri de sudare, atât în polaritate directă, cât și invers.
În timpul sudării, pentru a acoperi în totalitate întreaga suprafață a îmbinării, se recomandă efectuarea de mici oscilații transversale ale electrodului. Cu toate acestea, ar trebui să fim conștienți de pericolul de a fi purtat de astfel de fluctuații. Cu fluctuații excesiv de mari ale electrodului, metalul va începe să atârne de marginile conexiunii. Trebuie avut grijă să se topească ambele margini și să se asigure o bună penetrare.
Sudarea unei îmbinări cap la cap fără teșire în poziția inferioară
Acest tip de îmbinare sudată este utilizat pe scară largă în industrie pentru structurile convenționale. Cu sudarea pe două fețe a metalului, a cărei grosime nu depășește 6 mm, această conexiune va fi foarte puternică. Cu toate acestea, de regulă, astfel de îmbinări sunt sudate doar pe o singură parte. În acest caz, rezistența va fi determinată de adâncimea de penetrare, care, la rândul său, depinde de diametrul electrozilor utilizați, de valoarea curentului de sudare, de dimensiunea spațiului dintre părți și, de asemenea, de grosimea piesele care trebuie sudate. La sudarea unilaterală, obținerea unei pătrunderi complete fără un spațiu între marginile de sudat pentru metal cu o grosime mai mare de 5 mm este foarte problematică.
Sudare articulația cap la cap fără margini teșite pentru a asigura un aport de căldură crescut, produs cu polaritate inversă. La sudare, este necesar să se asigure mișcarea alternativă a electrodului de-a lungul axei sudurii. Acest lucru va preîncălzi metalul înainte de sudare, va minimiza riscul de ardere și va asigura că zgura topită este forțată să iasă la suprafața bazinului de sudură, ceea ce elimină posibilitatea formării de incluziuni nemetalice de zgură în sudare. metal.
În procesul de sudare, este deosebit de important să se mențină o viteză constantă și o uniformitate a mișcării electrodului de-a lungul axei sudurii, precum și dimensiunea spațiului dintre electrod și piesa de prelucrat (lungimea arcului). Dacă viteza de mișcare a electrodului este prea mare, cusătura se dovedește a fi îngustă, se formează subtăieri. Dacă viteza de sudare este prea mică, bazinul de sudură se încălzește până la o temperatură la care este posibilă arderea.
Un arc care este prea lung are ca rezultat un aspect slab al sudurii, o penetrare slabă, stropire excesivă și o performanță slabă a sudurii. proprietăți mecanice metal de sudare.
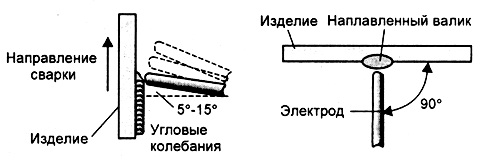
Sudarea în poziția inferioară a îmbinării tee (sudare în „barcă”) cu o sudură de colț cu o singură trecere
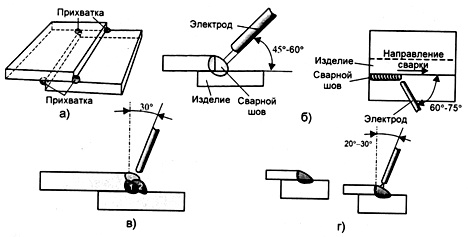
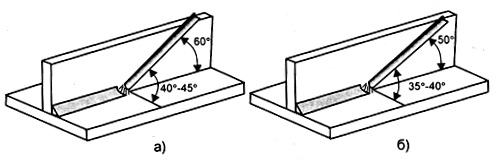
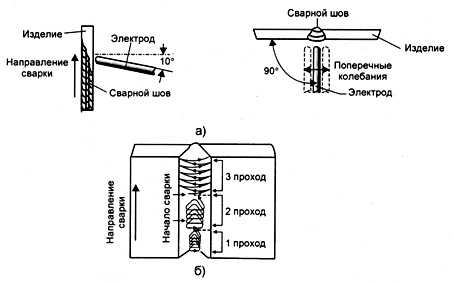
La formarea unei suduri de filet, pentru a evita lipsa de penetrare, suprafetele care trebuie sudate sunt inclinate pe planul orizontal la un unghi de 45 ° - sudarea "in barca" (Fig. 11a), iar cand sunt inclinate intr-un unghi. de 30 sau 60 ° - într-un „single” asimetric (Fig. 116). Sudarea se realizează la valori crescute ale curentului de sudare, atât pe polaritatea curentului continuu, cât și invers. Sudarea pe polaritate inversă se realizează cu un arc scurt și pot apărea subtăieri. Poziția electrodului în timpul sudării trebuie să corespundă cu cea prezentată în fig. 11c
Orez. 11. Poziția electrodului la sudarea „în barcă”: a - sudarea într-o „barcă” simetrică; b - sudura in asimetric<лодочку>; c - pozitia spatiala a electrodului
La începutul procesului de sudare, electrodul trebuie adus la marginea plăcii de sudat. După încălzirea marginii plăcii cu un arc întins, începe aplicarea unei suduri cu lățimea și adâncimea de penetrare necesare. În acest caz, electrodul efectuează mici mișcări alternative în direcția axei sudurii. Aceasta asigură preîncălzirea rădăcinii sudurii și previne scurgerea zgurii topite în fața capului bazinului de sudură.
Electrodul trebuie îndreptat direct către rădăcina sudurii, arcul de sudare nu trebuie lăsat să ajungă la suprafața plăcii în afara zonei de formare a sudurii. Nu este permis să depună prea mult metal într-o singură trecere.
Sudarea în poziția inferioară a îmbinării în T (sudura cu barcă) cu o sudură de filet cu mai multe treceri.
Foarte frecvente la sudare conexiune teeîn poziția inferioară), este necesară efectuarea sudării în mai multe treceri. Sudurile filetate cu o singură trecere trebuie să aibă picioare care să depășească diametrul electrodului utilizat cu cel mult 1,5-3,0 mm. La sudare cu mai multe treceri suduri de filet, numărul de straturi se determină în funcție de diametrul electrodului, în timp ce grosimea fiecărui strat nu trebuie să depășească (0,8-1,2) de.
Deoarece îmbinarea în T în poziția inferioară formează margini, asemănătoare unei îmbinări cap la cap teșite, sudarea poate fi efectuată folosind tehnica de sudare cu oscilație transversală, în timp ce lățimea cusăturii nu trebuie să depășească (1,5-5) dee. Dacă stratul de sudură depășește lățimea permisă de sudură, atunci suprafața fiecărui strat se realizează cu numărul necesar de margele.
La sudarea acestei îmbinări, prima trecere se face cu un electrod de 4-6 mm grosime fără vibrații transversale. Trecerile ulterioare se fac cu electrozi cu diametru mai mic. La sudarea acestor treceri, este necesar să se utilizeze oscilații transversale ale electrodului, în timp ce amplitudinea oscilațiilor electrodului nu trebuie să depășească lățimea admisă a cusăturii.
La sudarea cu polaritate inversă, se menține o lungime de arc puțin mai scurtă decât cu polaritatea dreaptă. În acest caz, este necesar să se controleze cu atenție procesul de sudare pentru a evita apariția unor posibile subtăieri. Pentru aceasta, întârzierile electrodului pot fi aplicate în punctele extreme ale amplitudinii oscilațiilor transversale ale electrodului, controlând în același timp cu atenție lățimea sudurii și amplitudinea oscilațiilor transversale ale electrodului.
Înainte de suprafața fiecărui strat sau mărgele, este necesar să curățați cu atenție suprafața sudurii de zgură, altfel apariția incluziunilor de zgură este inevitabil. La inceput si cand se reia sudarea, craterele cordonelor de sudura trebuie sigilate cu grija.
Sudarea unei îmbinări de filet cu un colț exterior în poziția în jos
Îmbinările filetate cu suduri filetate exterioare sunt mult mai puțin obișnuite decât îmbinările cap la cap, suprapuse și tee. Această îmbinare este foarte adaptabilă, deoarece este foarte ușor de pregătit pentru sudare, iar parametrii modului de sudare sunt similari cu cei utilizați în sudarea cap la cap.
Pentru a asigura o rezistență maximă într-o îmbinare sudata, este necesar să se obțină pătrunderea din spate. Adăugarea unei suduri de filet interior la o sudură de filet exterioară crește foarte mult rezistența întregului conexiune la colț. După cum sa menționat deja, costul pregătirii unei astfel de îmbinări este foarte mic, cu toate acestea, atunci când sudăm astfel de îmbinări din metal gros, o cantitate semnificativă de costuri va fi costul electrozilor.
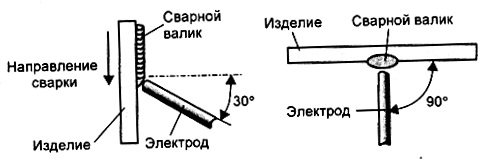
Sudarea unei îmbinări de filet cu un colț exterior în poziția inferioară se realizează cu polaritate inversă. La sudarea acestei îmbinări, poziţia electrodului trebuie să corespundă cu cea prezentată în fig. 12. In prima trecere se foloseste o tehnica de sudare care se aplica la aplicarea unei cusaturi inguste, fara vibratii transversale. Valoarea curentului de sudare nu trebuie să fie prea mare. Sudura din prima trecere trebuie să asigure pătrunderea completă a reversului îmbinării și o bună fuziune cu ambele plăci. De mare importanță pentru atingerea acestui obiectiv este menținerea unui arc scurt.

Orez. 12. Poziția electrodului la sudarea unei îmbinări file cu un colț exterior în poziția inferioară
Când se efectuează a doua, a treia și următoarele treceri, curentul de sudare ar trebui setat la un mod mai mare. La efectuarea acestor treceri se folosește tehnica oscilațiilor transversale ale electrodului. A treia trecere trebuie făcută cu o amplitudine de oscilație mai mare decât a doua. Tehnica de efectuare a celei de-a doua treceri și a următoarelor este similară cu realizarea acestor treceri atunci când sudați în „barcă” cu treceri multiple sudare în filet.
În timpul sudării, este necesar să se monitorizeze limitarea lățimii vibrațiilor transversale ale electrodului. Pentru a elimina decupările, se recomandă efectuarea unei scurte opriri a electrodului în punctele extreme ale traiectoriei oscilațiilor transversale. Asigurați-vă că se realizează o fuziune bună cu straturile aplicate anterior și cu ambele suprafețe ale plăcii. Ultima trecere nu ar trebui să fie prea inaltime mare. După fiecare trecere, este necesar să curățați cu atenție metalul depus de crusta de zgură.
Sudare cap la cap cu margini teșite pe căptușeală în poziția inferioară
Acest tip de îmbinare sudata este adesea folosit la sudarea conductelor, a vaselor sub presiune și a structurilor navelor.
Sudarea acestei conexiuni se realizează pe polaritate inversă. Pentru prima trecere, se setează o valoare scăzută a curentului de sudare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 13. Sudarea se realizează cu un cordon îngust, fără vibrații transversale ale electrodului. Trebuie avută grijă în timpul sudării pentru a asigura o fuziune bună cu suprafețele de suport și caneluri de la rădăcina îmbinării. Suprafața cusăturii trebuie să fie cât mai plană posibil.

Orez. 13. Poziția electrodului la sudarea îmbinării cap la cap cu margini teșite pe căptușeală în poziția inferioară
A doua, a treia și următoarele treceri pot fi făcute la curenți de sudare mai mari. Mișcarea de-a lungul axei cusăturii nu ar trebui să fie prea rapidă, altfel suprafața cusăturii va fi neuniformă, cu solzi mari, pot apărea pori. Mișcările transversale ale electrodului trebuie limitate de lățimea necesară a cusăturii. Acest lucru va asigura că nu au loc subtăieri. În timpul sudării, este important să se monitorizeze lungimea arcului, să se îndepărteze cu atenție zgura din straturile suprapuse și să se asigure că sudura suprapusă are fuziune cu straturile anterioare și cu marginile de sudat. La aplicarea ultimului strat, utilizați marginile canelurilor ca indicație pentru determinarea lățimii de îmbinare necesare.
Sudarea unei îmbinări cap la cap cu marginile teșite în poziția inferioară
Acest tip de conexiune se găsește adesea în sudarea conductelor, precum și în sudarea îmbinărilor critice.
Sudarea acestei conexiuni se realizează pe polaritate inversă. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. paisprezece.
Orez. 14. Poziția electrodului la sudarea îmbinării cap la cap cu marginile teșite în poziția inferioară
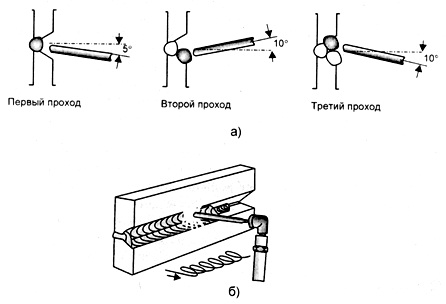
Pe fig. 15a prezintă ordinea straturilor/margele într-o sudură cap la cap teșită în poziție în jos. Prima trecere este destinată sudării rădăcinii cusăturii și se efectuează de obicei cu electrozi cu un diametru de 3 mm, în timp ce curentul de sudare nu trebuie să fie prea mare. Sudarea se efectuează pe un arc scurt cu mișcări alternative în raport cu linia sudurii, în timp ce este necesar să se asigure că electrodul însuși rămâne tot timpul în golul regiunii rădăcinii îmbinării sudate. În timpul sudării, întreruperea arcului nu trebuie permisă atunci când electrodul este deplasat înainte și trebuie avut grijă ca picăturile de metal să nu cadă în fața cusăturii, aceasta putând interfera cu procesul de sudare și progresul acestuia. Pe partea din spate a articulației ar trebui să se formeze o mărgele mică. Suprafața frontală a primei treceri trebuie să aibă o convexitate minimă.
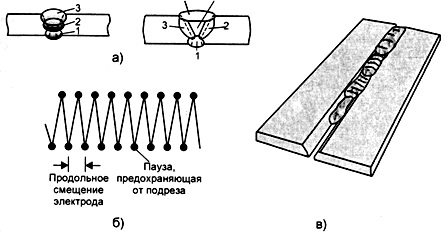
Orez. 15. Sudarea cap la cap cu marginile teșite în poziția inferioară: a - ordinea de stivuire a straturilor; b - traiectoria electrodului în timpul ultimei treceri; c - îmbinare sudata
A doua trecere și următoarele se fac la valori mai mari ale curentului de sudare și electrozi cu diametru mai mare. Suprafața se efectuează cu oscilații transversale ale electrodului, în timp ce este important să se asigure constanța și uniformitatea oscilațiilor și mișcarea electrodului de-a lungul axei de sudare, în caz contrar, sudura rezultată nu va fi uniformă ca calitate și aspect. În timpul sudării, trebuie avut grijă pentru a evita decupările (Fig. 156). Este necesar să se obțină fuziune cu straturile depuse anterior, precum și cu marginile laterale ale canelurii produsului sudat. Partea frontală a celui de-al doilea și a straturilor următoare ar trebui să aibă o suprafață plană. Este necesar să curățați cu atenție fiecare strat de zgură pe toată lungimea sa.
Trecerea finală se efectuează cu același tip de electrod ca și cele precedente. Tehnica de execuție este aceeași la efectuarea celei de-a doua treceri și a următoarelor, cu excepția faptului că în timpul trecerii finale, amplitudinea oscilațiilor transversale ale electrodului va fi mai mare. Pentru a controla lățimea cusăturii de față, este necesar să folosiți margini teșite ale îmbinării cap la cap. Suprafața cusăturii de față trebuie să fie ușor convexă.
Sudarea îmbinării împletite în poziție inferioară
Acest tip de conexiune este utilizat pe scară largă în industrie, în special în rezervoare, construcții și structuri de nave. Îmbinarea cu articulație este foarte economică, nu necesită costuri semnificative de pregătire și asamblare. Rezistența maximă a îmbinării cu suprafață este atinsă atunci când este sudată pe ambele părți cu o sudură în filet.
Sudarea acestei conexiuni se realizează atât în polaritate directă, cât și inversă, în timp ce curentul de sudare nu trebuie să fie prea mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 16.
Orez. 16. Sudarea îmbinării suprapuse în poziția inferioară: a - pregătirea îmbinării pentru sudare; b - poziția electrodului la sudarea cu o cusătură cu o singură trecere de grosime egală; c - poziția electrodului în timpul celei de-a doua și a treia treceri la efectuarea unei suduri cu mai multe treceri; d - pozitia electrodului la sudarea diferitelor grosimi
Sudarea în flex în poziție în jos necesită un arc foarte scurt în polaritate dreaptă și un arc și mai scurt în polaritate inversă. Arcul trebuie să fie orientat în direcția rădăcinii de legătură și a suprafeței orizontale a plăcii. În timpul sudării, este necesar să se efectueze, în raport cu axa cusăturii sudate, mici vibrații alternative ale electrodului. Aceasta contribuie la preîncălzirea îmbinării în fața arcului de sudură în mișcare, asigură crearea unei umflături de dimensiune completă și acoperă coada bazinului de sudură cu o crustă de zgură.
Este absolut esențial pentru o îmbinare bună să aibă pătrundere completă la rădăcina sudurii și o bună fuziune pe ambele suprafețe ale celor două plăci. Când sudați cu polaritate dreaptă, marginea superioară a plăcii superioare tinde să ardă, așa că atunci când sudați, trebuie să aveți grijă în mod constant atât de umplerea insuficientă a cordonului de sudură, cât și de faptul că arcul de sudare nu este suficient de scurt. Undercuts apar foarte rar.
La sudarea în polaritate inversă, trebuie acordată atenție menținerii unui arc mai scurt, precum și eliminării posibilelor subtăieri, atât pe suprafața plană a plăcii, cât și de-a lungul marginii superioare a plăcii superioare. Pentru a reduce probabilitatea de tăiere, mișcarea arcului trebuie limitată la dimensiunile sudurii.
Sudarea îmbinării prin suprapunere în poziție orizontală
Sudarea îmbinării în poziție orizontală cu o singură trecere de sudare filet în polaritate dreaptă este adesea folosită în structurile de rezervoare și clădiri.
La sudarea acestei îmbinări, curentul de sudare nu trebuie să fie prea mare. Electrodul trebuie îndreptat către rădăcina cusăturii. Poziția electrodului în timpul sudării trebuie să corespundă cu cea prezentată în fig. 17. Sudarea se face cel mai bine cu mici mișcări alternative ale electrodului în direcția axei sudurii, pot fi utilizate și ușoare oscilații transversale ale electrodului. Bazinul de sudură nu trebuie să fie prea fierbinte, deoarece acest lucru va cauza fisuri în metalul de sudură.

Orez. 17. Poziția electrodului la sudarea unei îmbinări în poziție orizontală
La sudare, trebuie acordată o atenție deosebită mișcării electrodului pentru a preveni apariția arsurilor prin marginea plăcii și, de asemenea, pentru a se asigura că arcul de sudură nu intră în contact cu suprafața plăcii verticale din exterior. sudarea, altfel decupările sunt inevitabile.
Sudarea îmbinării în T în poziția inferioară
O mare parte din sudurile efectuate în practică de către sudor sunt suduri în colț efectuate în poziție inferioară. Tehnologia de sudare poate include atât sudura cu o singură trecere, cât și cu mai multe treceri, cu toate tipurile de electrozi. Deși electrozii proiectați pentru sudarea cu polaritate inversă nu sunt cel mai bun tip electrozi pentru realizarea sudurilor de filet cu o singură trecere, utilizarea acestor electrozi în astfel de scopuri este o practică destul de comună.
Când sudați o îmbinare în T în poziție în jos cu polaritate dreaptă, curentul de sudare trebuie să fie suficient pentru a produce un bazin de sudură mare. Când sudați în polaritate inversă, curentul de sudare ar trebui să fie ceva mai mic. Poziția electrodului la sudarea în polaritate directă trebuie să corespundă cu cea prezentată în fig. 18a, pe polaritate inversă - fig. 18b.
Orez. 18. Poziția electrodului la sudarea unei îmbinări în T în poziția inferioară: a - pe polaritate directă; b - pe polaritate inversă
Electrodul trebuie îndreptat către rădăcina îmbinării sudate. Când sudați cu polaritate inversă, lungimea arcului ar trebui să fie mai scurtă. Mișcarea electrodului trebuie efectuată uniform în întreaga îmbinare, fără a pierde bazinul de sudură.
Cu toate acestea, unii sudori preferă să utilizeze mici mișcări alternative ale electrodului în direcția axei de sudare. Acest lucru poate avea un efect pozitiv sub forma preîncălzirii marginilor care trebuie sudate și a rădăcinii îmbinării situate în fața electrodului în mișcare, îmbunătățește formarea metalului depus pe planul vertical al plăcii și, de asemenea, ajută la prevenirea scurgerilor. de zgură topită în capul bazinului de sudură. Când sudați cu polaritate dreaptă, subtăierile nu reprezintă niciodată o problemă. Sudarea cu polaritate inversă necesită măsuri sporite pentru a preveni decupările.
Sudarea unei îmbinări în T în poziția inferioară cu o sudură cu mai multe treceri
Sudurile de filet mari se realizează foarte des prin aplicarea repetă a mărgelelor înguste fără vibrații transversale ale electrodului. În cele mai multe cazuri, stratul de față sau ultima cordonă se realizează fără oscilația laterală a electrodului, în unele cazuri fiind necesar ca ultima trecere să fie efectuată cu oscilație laterală. În special, acestea sunt cerințele pentru sudarea conductelor și a recipientelor sub presiune. Sudarea poate fi efectuată atât pe polaritatea directă, cât și pe cea inversă a curentului de sudare.
La realizarea acestei conexiuni, curentul de sudare este setat la același ca și atunci când sudați cu o cusătură îngustă cu o singură trecere. Poziția electrodului se va schimba în funcție de secvența straturilor (Fig. 19a). Mișcarea electrodului este similară cu mișcarea la sudarea cu o cusătură cu o singură trecere. Amplasarea sau dispunerea margelelor pe părțile laterale trebuie efectuată astfel încât stratul de față să se potrivească exact cu dimensiunea specificată a piciorului sudurii filetate. Ordinea suprapunerii straturilor este prezentată în fig. 19b.

Orez. 19. Poziția electrodului la sudarea îmbinării în T cusătură cu mai multe treceriîn poziția inferioară (a) și ordinea straturilor (b)
Tehnica de realizare a stratului de fațare este destul de complicată. Curent de sudare nu ar trebui să fie prea mic. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 20a. Cântarile sunt stivuite într-un plan diagonal. Picăturile de metal sunt aplicate numai atunci când electrodul se mișcă în jos. Deplasarea electrodului în sus trebuie făcută rapid, pe arcul cel mai întins, dar fără a rupe arcul.

Orez. Fig. 20. Poziția electrodului în timpul execuției stratului de față (a) și traiectoria mișcărilor oscilatorii ale electrodului (b)
Două margini paralele ale cordonelor de sudură realizate anterior pot servi ca indicatori ai lățimii mișcării electrodului în timpul sudării stratului de față. Pentru a preveni apariția tăierilor, este necesar să țineți electrodul la marginile superioare și inferioare ale sudurii. Trebuie reținut că în sudarea cu mai multe treceri este necesară curățarea temeinică a crustei de zgură a fiecărui strat suprapus.
La sudarea în polaritate inversă, pot apărea dificultăți semnificative din cauza apariției subtăierilor. Puteți scăpa de aceste probleme prin toate metodele descrise anterior.
Sudarea unei îmbinări în T în poziția inferioară cu o sudură cu mai multe treceri folosind oscilații transversale ale electrodului
În practică, destul de des există cazuri în care este necesară sudarea sudurilor de filet de secțiune transversală mare în poziția inferioară. De obicei, pentru aceasta se folosește sudarea în mai multe treceri, folosind tehnica oscilațiilor transversale ale electrodului. Cel mai adesea, astfel de cusături se găsesc în lucrările de construcții navale și de instalare.
Sudarea acestui tip de conexiune se realizează pe polaritate inversă. Curentul de sudare este setat la mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 21. Prima trecere se efectuează în același mod ca și în cazul sudării convenționale în colț cu o singură trecere. Suprafața primei role trebuie să fie cât mai plană posibil.
Orez. Fig. 21. Poziția electrodului la sudarea unei îmbinări în T cu o sudură cu mai multe treceri în poziția inferioară folosind oscilații transversale ale electrodului
A doua cusătură este suprapusă cu oscilații transversale ale electrodului peste primul. Electrodul trebuie îndreptat către o placă verticală pentru a asigura transferul metalului de la electrod pe această suprafață. Fluctuațiile transversale ale electrodului nu trebuie să depășească lățimea necesară a cusăturii care se execută. În caz contrar, pot apărea subtăieri. Este necesar să se asigure o bună fuziune a sudurilor aplicate cu suprafața straturilor depuse anterior și cu suprafața plăcii de sudat.
Sudarea unei îmbinări cap la cap cu o margine teșită pe o căptușeală în poziție orizontală
Această legătură, precum și poziția spațială în care se află, se găsesc foarte des în sudarea țevilor, rezervoarelor, precum și în lucrările de construcții navale.
Sudarea se efectuează pe polaritate inversă atât cu perle înguste, fără oscilații transversale, cât și cu oscilații transversale ale electrodului. Prima trecere se efectuează la valori mai mari ale curentului de sudare fără oscilații transversale ale electrodului. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 22. La sudare, este necesar să se asigure fuziunea garantată cu căptușeala, precum și cu marginile părții radiculare a îmbinării.
Orez. Fig. 22. Poziția electrodului la sudarea unei îmbinări cap la cap cu margini teșite pe căptușeală în poziție orizontală
A doua și toate trecerile ulterioare pot fi făcute cu curenți de sudare și mai mari. Poziția electrodului la sudarea cu perle înguste fără vibrații transversale ale electrodului trebuie să corespundă cu cea prezentată în fig. 22. Este foarte important ca toate cusăturile să aibă o fuziune bună cu suprafața straturilor aplicate anterior, precum și cu suprafața marginilor canelurilor. Trebuie avut grijă pentru a preveni decupările.
Sudarea unei îmbinări cap la cap cu marginile teșite în poziție orizontală
Această conexiune, precum și poziția spațială în care se află, este foarte frecventă la sudarea țevilor, precum și a îmbinărilor cap la cap critice. Când se efectuează unele lucrări, uneori există cerințe ca aceste cusături să fie realizate cu oscilații transversale ale electrodului, cu toate acestea, în majoritatea cazurilor, se utilizează sudarea cu margele înguste fără oscilații transversale ale electrodului.
Sudarea se face cu polaritate inversă. Curentul de sudare în timpul primei treceri nu trebuie să fie prea mare. Poziția electrodului la sudarea cu margele înguste fără vibrații transversale trebuie să corespundă cu fig. 23, iar la sudarea cu vibrații transversale - fig. 24a.

Orez. 23. Poziția electrodului la sudarea unei îmbinări cap la cap cu margini teșite în poziție orizontală: role înguste fără vibrații transversale ale electrodului.
La sudare, este necesar să se mențină un interval scurt de arc, forțând metalul electrodului să fie sudat direct în spațiul rădăcină al îmbinării. Când sudați, puteți utiliza mișcarea alternativă a electrodului. La deplasarea înainte, arcul de sudare nu trebuie lăsat să se rupă.
În timpul acestor mișcări, este necesar să se asigure preîncălzirea metalului înainte de sudarea sudurii. În același timp, trebuie avut grijă să vă asigurați că metalul topit al bazinului de sudură se solidifică suficient de repede și nu curge pe placa de jos. Trebuie să existe o penetrare completă pe partea din spate a îmbinării.
Pentru a doua trecere și următoarele, curentul de sudare poate fi crescut semnificativ. Se poate folosi sudarea cu margele inguste, fara vibratii transversale. se poate folosi si sudarea cu oscilatii transversale ale electrodului (Fig. 24b). Este important să se asigure fuziunea garantată a tuturor trecerilor cu suprafața tuturor trecerilor anterioare, precum și cu suprafețele plăcilor care urmează să fie sudate. În timpul sudării, este necesar să se monitorizeze aspectul tăierilor.
Orez. 24. Poziția electrodului la sudarea unei îmbinări cap la cap cu margini teșite în poziție orizontală: a - sudarea cu oscilații transversale ale electrodului; b - un exemplu de mișcări transversale ale capătului electrodului
Sudarea unei îmbinări cap la cap cu o teșire a unei margini în poziție orizontală
Cel mai adesea, atunci când se realizează îmbinări cap la cap în poziție orizontală, marginea este teșită numai pe foaia de sus. Arcul este excitat pe marginea orizontală a foii de jos, apoi mutat la marginea teșită a foii de sus. Tehnica de sudare nu este diferită de cea descrisă mai sus, cu excepția ordinii în care sunt aplicate straturile.
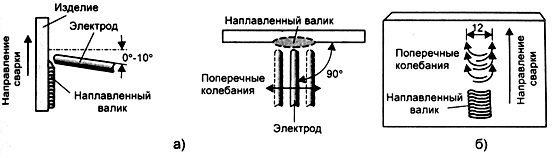
Sudarea îmbinării în strângere în poziție verticală de jos în sus. Când executați responsabil lucrari de sudare cu utilizarea îmbinărilor în poziție verticală, de regulă, sudarea se efectuează de jos în sus. O astfel de sudare are loc atunci când se efectuează lucrări de sudare în construcțiile navale, la fabricarea recipientelor de înaltă presiune, precum și la fabricarea structurilor metalice.
La sudarea grosimilor mici, precum și pentru efectuarea primelor treceri în sudurile multifuncționale efectuate la sudarea îmbinărilor cu suprafață, se folosesc suduri de colț cu o singură trecere. La efectuarea acestor cusături, este necesar să se stabilească o valoare nu foarte mare a curentului de sudare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 25.
Orez. 25. Poziția electrodului la sudarea unei îmbinări împodobite în poziție verticală de jos în sus
Pe partea inferioară a îmbinării se formează o flanșă metalică depusă, având dimensiuni corespunzătoare dimensiunilor sudurii. Trebuie utilizate mișcări alternative ale electrodului. Când transferați metalul electrodului, trebuie menținut un arc scurt; atunci când vă deplasați în sus, arcul trebuie întins, fără a-i permite să se rupă. Când electrodul este deasupra bazinului de sudură, pot fi efectuate mici mișcări transversale ale electrodului. Acest lucru contribuie la o mai bună formare a sudurii. În timpul sudării, trebuie avut grijă să vă asigurați că mișcările electrodului sunt întotdeauna menținute în lățimea cusăturii, astfel încât marginea plăcii superioare să nu fie arsă și să nu apară subtăieri pe suprafața plană a plăcii.
Pentru a realiza suduri ale îmbinărilor groase, se utilizează sudarea cu mai multe treceri sau cu o singură trecere cu mișcări transversale ale electrozilor. În sudarea cu mai multe treceri, prima trecere este efectuată printr-un cordon îngust, fără mișcare transversală a electrodului. La efectuarea celei de-a doua treceri, curentul de sudare trebuie sa fie suficient pentru a asigura patrunderea garantata in radacina rostului si fuziunea cu marginile. Poziția electrodului și traiectoria mișcării electrodului trebuie să corespundă cu cele prezentate în fig. 26a. În același timp, ținând electrodul deasupra suprafeței bazinului de sudură, trebuie să îl mutați în sus, în timp ce mutați bazinul de sudură în lateral, alternativ la stânga, apoi la dreapta.

Orez. Fig. 26. Poziția electrodului la sudarea unei îmbinări în poziție verticală de jos în sus cu o sudură de colț cu mai multe treceri (a) și o sudură de colț cu o singură trecere cu mișcare transversală a electrodului (b)
Mișcările uniforme ale bazinului de sudură, efectuate în timpul procesului de sudare, fac posibilă obținerea unei suprafețe netede a sudurii cu o mică convexitate. Opririle de moment la extremele vibrației laterale vor preveni decuparea, dar trebuie avut grijă să nu ardeți prin marginea plăcii superioare.
Sudarea îmbinării prin suprapunere poate fi efectuată și cu o sudură în colț cu o singură trecere cu oscilații transversale ale electrodului. Poziția electrodului și traiectoria mișcării electrodului trebuie să corespundă cu cele prezentate în fig. 26b. Tehnica de sudare este similară cu a doua trecere în sudarea cu mai multe treceri. Diferența constă în faptul că electrodul trebuie așezat la un unghi mare față de placa de jos, iar întârzierile de mișcare trebuie efectuate doar pe placa de jos.
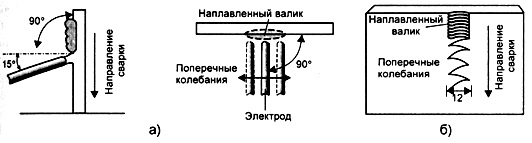
Sudarea unei îmbinări în T în poziție verticală cu o sudură de colț cu o singură trecere
Sudarea acestei îmbinări este adesea întâlnită în practica industrială. Sudarea îmbinărilor verticale se face cel mai adesea de jos în sus, deși există cazuri când este necesară sudarea de sus în jos. Alegerea numărului de treceri este determinată de scopul acestei conexiuni, precum și de grosimea plăcilor ce urmează a fi sudate.
La sudarea unei îmbinări în formă de T în poziție verticală cu o sudură filet cu o singură trecere fără mișcare transversală a electrodului, curentul de sudare trebuie să fie suficient de mare pentru a asigura o bună penetrare în rădăcina îmbinării, precum și cu suprafețele plăcilor. . Poziția electrodului trebuie să corespundă aproximativ cu cea prezentată în fig. 27.
Orez. 27. Poziția electrodului la sudarea unei îmbinări în T în poziție verticală cu o sudură de colț cu o singură trecere
Sudarea se realizează pe polaritate inversă cu electrodul fluctuant în sus și în jos. În momentul transferului metalului electrodului, este necesar să se mențină un arc scurt; atunci când se deplasează electrodul în sus, arcul trebuie întins, dar, în același timp, arcul nu trebuie întrerupt. Este necesar să scoateți periodic electrodul din bazinul de sudură pentru a evita supraîncălzirea metalului sudat și fisurarea sau scurgerea ulterioară a bazinului de sudură. În același timp, este necesar să se mențină bazinul de sudură într-un singur loc, până se obține pătrunderea necesară, fuziunea cu marginile de sudat și formarea unei suduri a conturului necesar fără decupări.
Sudarea unei îmbinări în T în poziție verticală poate fi realizată și cu o sudură în colț cu o singură trecere cu oscilații transversale ale electrodului. Poziția electrodului și traiectoria mișcării electrodului trebuie să corespundă cu cele prezentate în fig. 28. Tehnica de sudare este similară cu cea de-a doua trecere în sudarea cu mai multe treceri.
Orez. Fig. 28. Poziția electrodului la sudarea unei îmbinări în T în poziție verticală cu o sudură de colț cu o singură trecere cu mișcări transversale ale electrodului (a) și traiectoria electrodului (b)
Sudarea unei îmbinări în formă de T în poziție verticală cu o sudură de filet în mai multe curse
Sudarea acestei conexiuni se realizează de jos în sus, de obicei pe polaritate inversă, dar uneori se folosește și polaritatea directă în acest scop. Sudarea se poate realiza cu margele înguste, fără oscilații transversale (Fig. 29a), dar mult mai des se realizează cu mișcări transversale ale electrodului (Fig. 29b).
Orez. 29. Sudura multi-pass realizata cu margele inguste fara vibratii transversale ale electrodului (a) si cu vibratii transversale (b)
La sudarea unei suduri cu mai multe treceri cu vibrații transversale, prima trecere este similară cu executarea unei suduri cu o singură trecere, se realizează fără mișcări transversale ale electrodului sau, în unele cazuri, cu mici vibrații transversale (Fig. 29b) Poziția electrodului în timpul celei de-a doua treceri trebuie să corespundă cu cea prezentată în fig. 30. Curentul de sudare trebuie să fie suficient pentru a asigura pătrunderea garantată în rădăcina îmbinării și fuziunea cu marginile.
Orez. 30. Poziția electrodului la sudarea unei îmbinări în T în poziție verticală cu trecere multiplă
În timpul sudării, este necesar să se mențină electrodul deasupra suprafeței bazinului de sudură, să se deplaseze bazinul de sudură în sus, deplasându-l în același timp în lateral, alternativ la stânga, apoi la dreapta. Mișcările uniforme ale bazinului de sudură, efectuate în timpul procesului de sudare, fac posibilă obținerea unei suprafețe netede a sudurii cu o convexitate mică, iar opririle de scurtă durată ale electrodului în punctele extreme ale mișcărilor transversale vor preveni apariția decadurilor. . În timpul sudării, este necesar să se mențină un arc scurt, dar să se evite atingerea electrodului cu metalul topit al bazinului de sudură.
Când utilizați un electrod cu diametru mare, este necesar să creșteți curentul de sudare. Poziția electrodului în timpul sudării celei de-a treia treceri este similară cu cea de-a doua trecere. Când se utilizează un electrod de diametru mare și cu o creștere a curentului de sudare, este de dorit să se accelereze mișcarea electrodului în sus atunci când bazinul de sudură atinge punctul extrem al traiectoriei vibrațiilor transversale. În acest caz, este necesar să se acorde atenție continuării arderii arcului în timpul tuturor acestor mișcări. Când mutați arcul în sus, acesta trebuie întins. După răcirea suficientă a bazinului de sudură, electrodul revine în crater și se depune metal suplimentar.
În timpul sudării, este necesar să se mențină o lățime constantă a traiectoriei oscilațiilor transversale, pentru a se asigura că nu depășește lățimea sudurii finite.
Sudarea unei îmbinări cap la cap cu o margine teșită pe un suport în poziție verticală
Acest tip de conexiune este destul de comun în construcția de conducte, recipiente sub presiune, precum și în structurile navelor. Sudarea se face în polaritate inversă de jos în sus.
Prima trecere. Curentul de sudare trebuie să fie mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 31. La sudare se folosește tehnica suprafeței margelelor înguste, fără vibrații transversale, în poziție verticală. Cusătura trebuie să aibă o fuziune bună cu suportul și cu suprafețele ambelor margini la rădăcină.
La sudare, este necesar să vă asigurați că suprafața frontală a cusăturii este cât mai plată posibil. Dacă spațiul rădăcină din sudare este foarte mare, atunci trebuie făcute două sau trei treceri pentru a finaliza sudarea înapoi. În timpul procesului de sudare, trebuie avut grijă să se asigure că toate straturile suprapuse au o fuziune bună între ele.

Orez. Fig. 31. Poziția electrodului la sudarea unei îmbinări cap la cap cu margini teșite pe o căptușeală în poziție verticală
A doua trecere. Curentul de sudare nu trebuie să fie prea mare. La realizarea unei cusături se folosește tehnica sudării cu oscilații transversale ale electrodului. Ca ghidaje, prin care se poate determina lățimea acestor vibrații transversale, se folosesc marginile mărgelelor depuse anterior. La sudare, este necesar să vă asigurați că suprafața sudurii este plană, pentru a evita decupările. Cusătura de sudură nu trebuie să formeze muchii ascuțite, deoarece în astfel de muchii se poate forma zgură.
A treia trecere. Mărimea curentului de sudare trebuie să fie astfel încât să se asigure atât o bună penetrare, cât și o fuziune bună, precum și o mică umflare a sudurii. Fluctuațiile transversale ale electrodului nu trebuie să depășească marginile teșite ale canelurii. Pentru a evita apariția decadurilor, este necesară întârzierea electrodului în punctele extreme ale traiectoriei vibrațiilor transversale. Pentru a preveni apariția unei umflături excesive a sudurii, viteza de sudare trebuie să fie suficient de mare.
Sudarea unei îmbinări cap la cap fără teșire în poziție verticală
Sudarea acestei conexiuni se realizează de jos în sus pe polaritate inversă cu o cusătură cu mai multe treceri. Tehnica de sudare a unei treceri de rădăcină cu un spațiu mare într-o îmbinare cap la cap fără margini teșite este destul de complicată.
Prima trecere. Curentul de sudare nu trebuie să fie prea mare, dar în același timp ar trebui să fie suficient pentru a garanta pătrunderea părții radiculare a îmbinării și formarea unei umflături suficiente pe partea inversă a îmbinării. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 32. La sudarea primei treceri se foloseste tehnica sudarii cu margele inguste fara vibratii transversale ale electrodului; Este necesar să se obțină o ușoară umflătură pe partea din spate a rădăcinii cusăturii.
Orez. Fig. 32. Poziția electrodului la sudarea unei îmbinări cap la cap fără margini teșite în poziție verticală
A doua trecere. Valoarea curentului de sudare și poziția electrodului practic nu diferă de cele din prima trecere. Este imposibil să se producă vibrații transversale cu o amplitudine prea mare. Viteza de mișcare a electrodului trebuie să fie astfel încât să nu existe o umflare excesivă a cusăturii și să nu se formeze subtăieri.
Sudarea unei îmbinări cu o sudură de filet externă
Aceste îmbinări sudate sunt adesea întâlnite în practică. Sudarea se efectuează în polaritate inversă de jos în sus folosind tehnica oscilațiilor transversale ale electrodului, în plus, datorită faptului că marginile de sudat nu sunt teșite, în acest caz este suficientă o penetrare superficială.
Prima trecere. Curentul de sudare nu trebuie să fie prea mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 33. Se folosește tehnica efectuării unei treceri de rădăcină cu mișcări alternative ale electrodului.

Orez. 33. Poziția electrodului la sudarea unei îmbinări cu o sudură de filet externă în poziție verticală
A doua și a treia trecere. Curentul de sudare trebuie crescut comparativ cu prima trecere. În timpul sudării, este necesar să se asigure o bună fuziune cu straturile depuse anterior, precum și cu marginile sudate ale metalului de bază, să se acorde atenție posibilității de decupări. Suprafața frontală a cusăturilor trebuie să fie plană.
A patra trecere. Valoarea curentului de sudare si pozitia electrodului sunt similare cu cele folosite la sudarea trecerilor anterioare. La sudare, utilizați tehnica oscilațiilor transversale ale electrodului. Suprafața frontală a cusăturii ar trebui să aibă o ușoară umflătură. Utilizați marginile plăcilor ca delimitare a cusăturii.
Orez. 34. Sudarea unei îmbinări cap la cap cu marginile teșite în poziție verticală (a) și traiectoria electrodului (b)
Sudare cap la cap cu margini teșite
Aceste îmbinări sudate sunt foarte frecvente la sudarea țevilor și a îmbinărilor cap la cap critice. Sudarea se efectuează pe polaritate inversă de jos în sus cu o sudură în mai multe treceri cu oscilații transversale ale electrodului.
Prima trecere. Curentul de sudare trebuie să fie suficient de mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 34a. Se folosește o tehnică de sudare a rădăcinilor, în care se aplică oscilații în sus și în jos ale electrodului. Este permisă efectuarea sudării cu mici mișcări transversale ale electrodului (Fig. 34b).
Deplasarea electrodului în sus trebuie efectuată la o distanță care să nu depășească 50 mm. Este necesar să se asigure că aceste mișcări nu rupe arcul. Trebuie asigurată penetrarea completă de-a lungul întregii părți din spate a îmbinării. Suprafața frontală a cusăturii trebuie să fie cât mai plată posibil.
A doua și a treia trecere. Curentul de sudare poate fi crescut. Poziția electrodului este similară cu cea utilizată la sudarea primei treceri. Se folosește tehnica de sudare cu oscilații transversale ale electrodului. Pe fig. 34b prezintă traiectoria electrodului. Pentru a obține o sudură de calitate și aspect uniform, este necesar să se mențină constanța mișcărilor longitudinale și transversale ale electrodului.
Mișcările laterale ale electrodului trebuie efectuate rapid pentru a preveni apariția unei umflături excesive în partea centrală a sudurii. Pe parcursul întregului timp de sudare, este necesar să se mențină un arc scurt, asigurați-vă că mișcările electrodului rămân în lățimea sudurii. Pentru a preveni apariția tăierilor, opriți electrodul în punctele extreme ale traiectoriei mișcării lor.
În unele cazuri, sudarea unei îmbinări cap la cap cu margini teșite se poate face de sus în jos (Fig. 35a) sau cu o sudură cu o singură trecere cu vibrații transversale (Fig. 356). Tehnica de efectuare a unei suduri cu o singură trecere este similară cu efectuarea celei de-a doua și a treia treceri în sudarea cu mai multe treceri.

Orez. Fig. 35. Sudarea unei îmbinări cap la cap cu marginile teșite de sus în jos (a) și traiectoria mișcării electrodului în sudarea cu o singură trecere cu vibrații transversale (b)
Sudarea unei îmbinări în T în poziție deasupra capului cu o sudură de colț cu o singură trecere
Această îmbinare sudată și poziție în timpul sudării este foarte frecventă în construcțiile navale și în fabricarea structurilor metalice.
Sudarea unei îmbinări în T în poziție deasupra capului cu o sudură de colț cu o singură trecere se efectuează în polaritate inversă, în timp ce curentul de sudare nu trebuie să fie prea mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 36a. În timpul sudării, se folosesc mișcări alternative ale electrodului. La sudarea metalului, este necesar să se mențină un arc scurt. Când mergeți înainte, arcul nu ar trebui să se rupă.
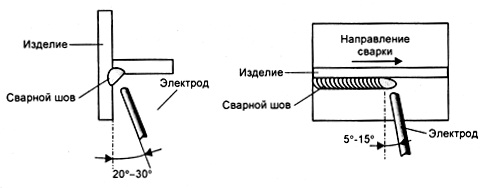
Orez. 36. Poziția electrodului la sudarea unei îmbinări în T în poziție deasupra capului cu o sudură de colț cu o singură trecere
În timpul sudării, trebuie acordată o atenție deosebită pentru a asigura o bună fuziune și pătrundere la rădăcina îmbinării, precum și cu marginile laterale. Nu trebuie permisă scurgerea zgurii în capul bazinului de sudură; pentru a preveni apariția unei înălțimi excesive și a convexității sudurii, nu permiteți supraîncălzirea bazinului de sudură.
Sudarea unei îmbinări în T în poziție deasupra capului cu o sudură de colț în mai multe treceri.
Dacă este necesar să se efectueze sudarea în filet în poziție deasupra capului în mai mult de o trecere, se utilizează tehnica de sudare fără oscilații transversale ale electrodului. Sudarea se realizează pe polaritate inversă, în timp ce curentul de sudare nu trebuie să fie prea mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 37a.
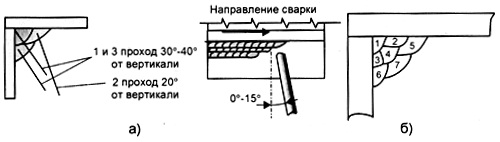
Orez. Fig. 37. Poziția electrodului la sudarea unei îmbinări în T în poziție deasupra capului cu o sudură de colț cu mai multe treceri (a) și ordinea de aplicare a straturilor (b)
Secvența straturilor de suprapunere este prezentată în fig. 37b. Pentru sudorii cu puțină experiență, pot exista unele dificultăți în menținerea proporțiilor corecte ale cusăturilor. Cu toate acestea, cu experiență, aceste dificultăți vor fi depășite. Fiecare trecere trebuie să aibă o fuziune bună cu margele adiacente și cu suprafața marginilor de sudat. Fața fiecărei treceri trebuie să fie cât mai plată posibil.
Sudarea unei îmbinări suprapuse cu o sudură de colț cu o singură trecere în poziție deasupra capului
Această îmbinare sudată și poziție de sudare este foarte comună în construcția de rezervoare și construcțiile navale. Datorita dimensiunii si trasaturi caracteristice aceste obiecte, înclinarea lor pentru sudare nu este recomandabilă. Cele mai multe dintre aceste lucrări sunt efectuate în polaritate inversă, dar există și cazuri în care este necesară sudarea îmbinării suprapuse în poziție deasupra capului și în polaritate dreaptă.
Valoarea curentului de sudare la sudarea în polaritate inversă nu trebuie să fie prea mare. Când sudați pe polaritate dreaptă, valoarea curentului de sudare ar trebui să fie puțin mai mare decât atunci când sudați o îmbinare similară pe polaritate inversă. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 38.
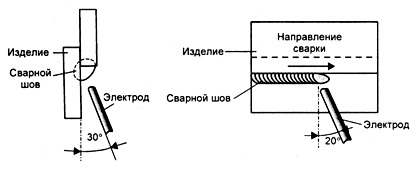
Orez. 38. Poziția electrodului la sudarea unei îmbinări suprapuse cu un filet cu o singură trecere
La sudare se pot folosi mișcări oscilatorii ale electrodului în direcția sudării. Când deplasați electrodul înainte, trebuie avut grijă să nu rupeți arcul de sudură. Astfel de mișcări ale electrodului servesc la preîncălzirea marginilor înainte de suprafața metalului electrodului pe ele și ajută la prevenirea supraîncălzirii bazinului de sudură, prevenind astfel formarea de slăbiri și umflături excesive. În plus, astfel de mișcări ale electrodului și arcului de sudură fac ca zgura să fie împinsă în coada bazinului de sudură. La sudare, arcul de sudură nu trebuie lăsat să ajungă la suprafața plăcii superioare și trebuie să se asigure că arcul de sudură nu depășește limitele suprafeței exterioare a sudurii în timpul mișcărilor sale.
La sudarea în polaritate directă, controlul zgurii este oarecum dificil. Cusătura de sudură tinde să formeze o umflătură excesivă, precum și să curgă din bazinul de sudură pe suprafața verticală a marginii plăcii. Undercuts nu se întâlnesc.
Sudarea unei îmbinări în T cu o sudură de colț cu treceri multiple cu vibrații transversale în poziție deasupra capului
Un sudor din cabinetul său trebuie să se confrunte de mai multe ori cu necesitatea de a efectua suduri de filet cu o secțiune transversală mare în poziție deasupra capului cu electrozi de diametru mare.
Prima trecere. Curentul de sudare trebuie să fie suficient de mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 39a. Lungimea arcului de sudură trebuie să fie mică, la sudare, este necesar să se utilizeze oscilații transversale ale electrodului (Fig. 39b). Mișcarea electrodului trebuie efectuată cu mișcări rapide de alunecare, în același timp, este necesar să se asigure că acest lucru nu provoacă o creștere semnificativă a lungimii arcului.
În timpul sudării, trebuie să acordați atenție menținerii unei arderi stabile a arcului de sudare, pentru a preveni ruperea acestuia. După cristalizarea craterului, întoarceți-vă la el și digerați craterul. Acest lucru ajută la prevenirea supraîncălzirii bazinului de sudură și a apariției fisurilor în metalul de sudură. Partea rădăcină a sudurii este preîncălzită înainte ca metalul electrodului să fie depus pe ea. În plus, această tehnică de sudare tinde să împingă zgura în partea de sus a metalului de sudare. Se îmbunătățește capacitatea de a controla metalul depus și arcul de sudură, se previne aspectul subtăierilor, scăderea și umflarea excesivă a sudurii, aspectul suprafeței de sudare este îmbunătățit, devine mai uniformă.
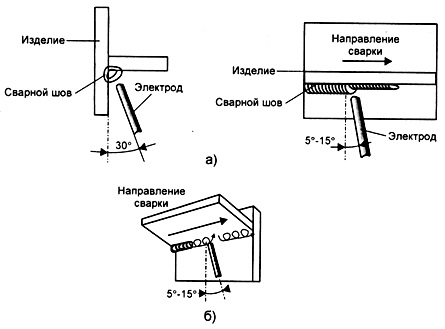
Orez. Fig. 39. Poziția electrodului la sudarea unei îmbinări în T cu o sudură de colț multi-pass cu oscilații transversale în poziția deasupra capului (a) și traiectoria electrodului (b)
A doua trecere. A doua trecere se efectuează la fel ca prima, cu singura diferență că în timpul celei de-a doua treceri se depune o cantitate mai mare de metal electrod. A doua trecere este de obicei mai dificilă pentru sudori decât prima trecere.
Sudarea unei îmbinări cap la cap cu o margine teșită pe o căptușeală cu o sudură cu mai multe treceri în poziție deasupra capului.
Acest tip de sudare și condiții de sudare sunt adesea întâlnite în sudarea țevilor și rezervoarelor atunci când sudarea este efectuată pe suporturi inelare.
Prima trecere. Sudarea se face cu polaritate inversă. Curentul de sudare trebuie să fie suficient de mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 40. Pentru a asigura un bun transfer al metalului, este necesar să se mențină un arc scurt. Mișcarea electrodului trebuie să fie de alunecare. Trebuie avut grijă pentru a asigura fuziunea garantată în zona de suport și între marginile de la rădăcina îmbinării. Fața sudurii trebuie să aibă cât mai puțină convexitate.
A doua trecere și următoarele. Curentul de sudare este încă mare. Sudarea se realizează folosind tehnica mișcărilor de alunecare a electrodului, fără mișcările transversale ale acestuia. Dacă metalul începe să se supraîncălzească, este necesar să prelungiți arcul și să mutați electrodul înainte până când craterul cu bazinul de sudură supraîncălzit se răcește.
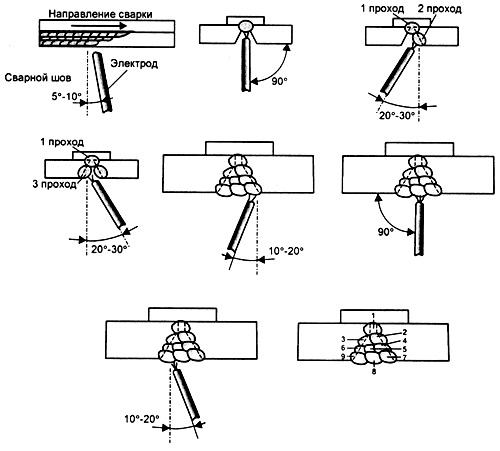
Orez. Fig. 40. Poziția electrodului la sudarea unei îmbinări cap la cap cu margini teșite pe o căptușeală cu sudură cu mai multe treceri în poziția deasupra capului și ordinea de aplicare a straturilor
Este necesar să se asigure fuziunea garantată atât cu suprafețele mărgelelor depuse anterior, cât și cu pereții canelurilor. Trebuie acordată atenție necesității necondiționate de a curăța suprafața de sudură de zgură după fiecare trecere.
Sudarea unei îmbinări cap la cap fără margini de tăiere cu o sudură cu mai multe treceri în poziție deasupra capului
O astfel de conexiune într-o astfel de poziție spațială este extrem de rară. Este foarte dificil să efectuați o astfel de cusătură de sudură cu o calitate înaltă, acest lucru necesită o anumită pregătire. Sudarea se face cu polaritate inversă.
Prima trecere. Curentul de sudare nu trebuie să fie prea mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 41. Arcul de sudare trebuie să fie scurt. Pentru a asigura o penetrare completă pe partea din spate, electrodul trebuie să fie întotdeauna în spațiul dintre marginile care urmează să fie sudate. În plus, această poziție a electrodului asigură fuziunea cu marginile rădăcinilor plăcilor sudate. La sudare se folosesc mișcări alternative ale electrodului.
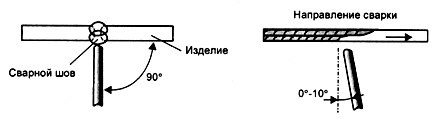
Orez. Fig. 41. Poziția electrodului la sudarea unei îmbinări cap la cap fără margini de tăiere cu o sudură cu mai multe treceri în poziția deasupra capului
A doua trecere. Curentul de sudare nu trebuie să fie prea mare. La sudare, este necesar să se mențină un arc scurt și să se facă mici mișcări oscilatorii ale electrodului, efectuate prin alunecare ușoară, să se asigure că oscilațiile transversale ale electrodului nu sunt prea largi.
Sudarea unei îmbinări cap la cap cu o margine teșită cu o sudură cu mai multe treceri în poziție deasupra capului
Acest tip de îmbinare sudată și condițiile în care se realizează este adesea întâlnită la sudarea țevilor și a structurilor metalice din tablă.
Sudarea unei îmbinări cap la cap cu o margine teșită cu o sudură cu mai multe treceri se efectuează la polaritate inversă cu oscilații transversale ale electrodului. Curentul de sudare în timpul primei treceri nu trebuie să fie prea mare, dar în același timp ar trebui să asigure pătrunderea garantată din partea din spate. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 42. Execuția primei treceri, rădăcină, este similară cu sudarea primei treceri în îmbinările considerate anterior. Fața sudurii trebuie să fie plană. Pe reversul ar trebui să se formeze o rolă mică.
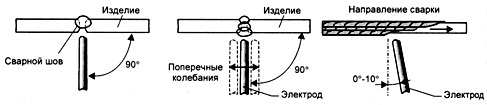
Orez. Fig. 42. Poziția electrodului la sudarea unei îmbinări cap la cap cu o margine teșită cu o sudură cu mai multe treceri în poziția deasupra capului
A doua trecere și următoarele. Curentul de sudare ar trebui să fie puțin mai mare decât în timpul primei treceri. Se folosește tehnica de sudare cu oscilații transversale ale electrodului. Mișcările electrodului în direcția transversală trebuie efectuate cu mișcări rapide, astfel încât să nu se obțină prea mult umflare în partea centrală a sudurii. În plus, traiectoria mișcărilor transversale ale electrodului nu trebuie să depășească lățimea sudurii.
Pentru a preveni apariția decadărilor, întârzierea electrodului este utilizată în punctele extreme ale traiectoriei vibrațiilor transversale. Trebuie reamintit că decupările apar ca urmare a „linsului” metalului de arcul de pe suprafața plăcii, urmat de nedepunerea metalului electrodului în acest loc.



