Sudarea cusăturilor cu treceri multiple. Tehnologie de execuție: cusătură sudată
Cele mai comune tipuri de îmbinări de sudură sunt cap la cap, colț, tee, suprapunere, crestat, capăt, cu suprapuneri. Sudurile cap la cap sunt cele mai comune, utilizate în structurile din tablă. Cusătura trece prin două foi de metal sau produse care se află pe același plan. O astfel de conexiune este considerată cea mai bună, de când este aplicată sudare cap la cap se folosește un volum mai mic de metal depus și o concentrație mai mică de căldură și există, de asemenea, mai puține deformații cu o îmbinare cap la cap. Pentru sudarea pieselor într-un unghi drept sau alt unghi, este utilizat clin. Folosit de obicei la fabricarea produselor dreptunghiulare. Dacă capătul unui element se învecinează cu suprafața altuia, mai des în unghi drept, o astfel de conexiune se numește tee.
În funcție de poziția spațială, cusăturile sunt verticale, orizontale, inferioare și superioare.
Poziția inferioară este optimă - metalul nu curge din bazinul de sudură, metalul electrodului trece rapid și ușor în zona de sudură, în această poziție este cel mai convenabil să se observe bazinul de sudură. Unele metale neferoase cu conductivitate termică ridicată sunt sudate numai în poziția inferioară (de exemplu, cupru) - în altele poziții spațiale metalul curge cu ușurință din bazinul de sudură. Unghiul de înclinare al electrodului este cel mai adesea de 10-20°.
La aplicarea unei cusături într-un plan orizontal, trebuie să se țină cont de faptul că metalul poate curge în jos. Prin urmare, cusătura este sudată fără vibrații transversale de către electrod, sunt aplicate margele înguste, lățimea margelelor nu este mai mare de două diametre ale electrodului. Se face o teșire a marginii superioare, iar arcul se aprinde pe cea inferioară, se trece la tocit, apoi la marginea superioară. În conformitate cu grosimea metalului de sudare, este selectată puterea curentului de sudare. Unghiul de înclinare al electrodului este de 80-90°, pentru a asigura adâncimea maximă de pătrundere a metalului. Forma dorită a cusăturii (întărire și lățime) se realizează prin selectarea unei anumite viteze de sudare și deplasarea electrodului de-a lungul direcției de sudare (puțin înainte și înapoi sau în spirală).
Cu producție proastă cusătură verticală metalul curge de asemenea rapid în jos. Pentru a evita acest lucru, se folosește un arc foarte scurt, din cauza căruia apare o atracție între electrod și metalul de bază, care împiedică scurgerea metalului. La aplicarea unei cusături de jos în sus, arcul este excitat chiar în partea inferioară a plăcilor de sudat, electrodul efectuează mișcări oscilatorii dintr-o parte în alta și cu o atingere în sus. Piesele sunt sudate de jos în sus metal subțire sau sudare multistrat.
Cusătura tavanului este cea mai dificil de realizat - masa metalului electrodului îl împiedică să umple îmbinarea (legea atracției), în plus, metalul de bază topit picura în jos. Se folosesc electrozi cu un diametru de cel mult 4 mm, iar puterea curentului de sudare este redusă. Arcul este cât se poate de scurt.
Pentru executare sudurăîn primul rând, determinați modul de sudare care asigură o bună calitate îmbinare sudata, dimensiunile stabilite si o forma la cheltuielile minime de materiale, energie electrica si lucru.
Modul de sudare este un set de parametri care determină procesul de sudare: tipul de curent, diametrul electrodului, tensiunea și valoarea curentului de sudare, viteza de mișcare a electrodului de-a lungul cusăturii etc.
Parametrii principali ai modului de sudare manuală cu arc sunt diametrul electrodului și curentul de sudare. Parametrii rămași sunt selectați în funcție de marca electrodului, poziția cusăturii sudate în spațiu, tipul echipamentului etc.
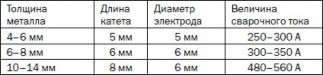
Diametrul electrodului se stabilește în funcție de grosimea muchiilor de sudat, de tipul îmbinării sudate și de dimensiunea cusăturii. Pentru articulațiile cap la cap a adoptat recomandari practice privind alegerea diametrului electrodului in functie de grosimea muchiilor de sudat.
La efectuarea colţului şi articulații tee luați în considerare dimensiunea piciorului cusăturii. Cu un picior cu o cusătură de 3-5 mm, sudarea se efectuează cu un electrod cu un diametru de 3-4 mm, cu un picior de 6-8 mm, se folosesc electrozi cu un diametru de 4-5 mm. În sudarea în mai multe treceri a îmbinărilor cap la cap, prima trecere se efectuează cu un electrod cu un diametru de cel mult 4 mm. Acest lucru este necesar pentru o bună penetrare a rădăcinii cusăturii în adâncimea canelurii.
În funcție de diametrul electrodului selectat, se setează valoarea curentului de sudare. De obicei, pentru fiecare marca de electrozi, valoarea curenta este indicata pe eticheta producatorului, dar poate fi determinata si folosind urmatoarele formule:
1 \u003d (40-50) d, cu d \u003d 4-6 mm;
1 \u003d (20 + 6d) d, cu d mai mic de 4 mm și mai mult de 6 mm, unde 1 este valoarea curentului de sudare, A; d - diametrul electrodului, mm.
Se corectează valoarea obținută a curentului de sudare ținând cont de grosimea metalului și de poziția cusăturii sudate. Când grosimea muchiei este mai mică de (1,3-1,6), valoarea calculată a curentului de sudare este redusă cu 10-15%, când grosimea muchiei este mai mare de trei diametre ale electrodului, aceasta crește cu 10-15%. Svirku verticală şi cusături de tavan a executa curent de sudare cu 10-15% redus fata de cel calculat.
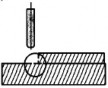
Arcul de sudare este excitat în două etape. Puteți atinge piesa de sudat cu capătul electrodului (Fig. 34,<з) и затем отвести электрод от поверхности изделия ка 3-4 мм, поддерживая горение образовавшейся дуги. Можно также быстрым боковым движением коснуться свариваемого изделия и затем отвести электрод от поверхности изделия на такое же расстояние (по методу зажигания спички) (рис. 34,6). Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приваривается к изделию, т. е. «примерзает». Отрывахь «примерзший» электрод следует резким поворачиванием его вправо и влево.
În cazurile de separare a arcului de sudare, reaprinderea acestuia se efectuează conform Fig. 35.
Lungimea arcului afectează semnificativ calitatea sudurii. Arcul scurt arde constant și calm. Oferă o sudură de înaltă calitate, deoarece metalul topit al electrodului trece rapid prin golul arcului și este mai puțin supus oxidării și nitrurării. Dar un arc prea scurt face ca electrodul să „înghețe”, arcul este întrerupt și procesul de sudare este întrerupt. Un arc lung arde instabil cu un șuierat caracteristic. Adâncimea de penetrare este insuficientă, metalul topit al electrodului este stropit și mai oxidat și nitrurat. Sudura este fără formă, iar metalul sudat conține o cantitate mare de oxizi. Pentru electrozii cu un strat gros, lungimea arcului este indicată în pașapoarte.
În timpul procesului de sudare, mișcările sunt împărțite electrodului ", prezentat în fig. 36:1 - în direcția axei electrodului
în zona arcului; viteza de mișcare trebuie să se potrivească cu viteza de topire a electrodului pentru a menține o lungime constantă a arcului; 2 - de-a lungul liniei cusăturii sudate. Viteza de mișcare nu trebuie să fie mare, deoarece metalul electrodului nu are timp să fuzioneze cu metalul de bază și se obține lipsa de fuziune. La o viteză mică de mișcare, sunt posibile supraîncălzirea și arderea metalului, cusătura este lată, groasă, iar performanța de sudare este scăzută. Pentru a obține o rolă lărgită se folosesc mișcări oscilatorii transversale (Fig. 36.3). Mișcările transversale încetinesc răcirea metalului depus, facilitează eliberarea gazelor și zgurii și contribuie la cea mai bună fuziune a metalului de bază și electrod și la producerea unei suduri de înaltă calitate. Craterul format la capătul suprafeței talonului trebuie sudat cu grijă.
Orez. 37. Mișcări oscilatorii ale capătului electrodului de-a lungul cusăturii: 1, 2, 3 - pentru încălzirea uniformă a bazinului de sudură; 4 - pentru încălzirea sporită a rădăcinii sudurii; 5, 6 - pentru încălzire îmbunătățită a marginilor
Tehnica de execuție depinde de tipul și poziția spațială a cusăturii.
Cusăturile inferioare sunt cele mai convenabile pentru execuție, deoarece metalul topit al electrodului curge în crater sub acțiunea gravitației și nu curge din bazinul de sudură, iar gazele și zgura ies pe suprafața metalului. Prin urmare, ori de câte ori este posibil, sudați în poziția inferioară. Sudurile cap la cap (Fig. 38) fără margini teșite sunt sudate de-a lungul cusăturii cordonului cu o ușoară lărgire. Este necesară o bună penetrare a marginilor sudate. Cusătura este realizată cu armare (convexitatea cusăturii este de până la 2 mm). După verificarea cusăturii pe o parte, produsul este răsturnat și, după ce s-a curățat bine de pete și zgură, cusătura este sudată pe cealaltă parte. Sudarea sudurilor cap la cap cu o canelură în V cu o grosime a muchiei de până la 8 mm se realizează într-un singur strat și cu o grosime mai mare - în două straturi sau mai multe.
Primul strat este sudat cu o înălțime de 3-5 mm cu un electrod, al cărui diametru este de 3-4 mm. Straturile ulterioare sunt realizate cu un electrod cu diametrul de 4-5 mm. Înainte de a suprafață următorul strat, este necesar să curățați cu atenție canelura cusăturii de zgură și stropi de metal cu o perie metalică. După umplerea întregii caneluri a cusăturii, produsul este răsturnat și se selectează un mic canal la rădăcina cusăturii, care este apoi sudat cu grijă. Dacă este imposibil să sudați cusătura pe partea din spate, primul strat trebuie sudat cu atenție deosebită.
Sudurile cap la cap cu o canelură în X sunt efectuate în mod similar cusăturilor multistrat pe ambele părți ale canelurii.
Sudurile în colț (Fig. 39) în poziția inferioară se realizează cel mai bine în poziția „barcă”. În cazul în care produsul nu poate fi instalat în acest mod, trebuie avută o grijă deosebită pentru a asigura o bună pătrundere a rădăcinii cusăturii și a marginilor care urmează a fi sudate. Sudarea ar trebui să înceapă de la suprafața marginii inferioare și apoi să treacă prin canelura până la marginea verticală. La aplicarea unei suturi multistrat, primul rol se execută cu o sutură cu fir cu un electrod cu diametrul de 3-4 mm. În acest caz, este necesar să se asigure o bună penetrare a rădăcinii cusăturii. Apoi, după decuparea tăieturii, se depun straturile ulterioare.
sudarea se realizează cu un arc cât mai scurt posibil. Se recomanda folosirea electrozilor cu diametrul de 4-5 mm la un curent de sudare usor redus (150-170 A).
Cusăturile orizontale se efectuează la tăierea muchiilor (Fig. 41) cu o teșire la foaia de sus. Arcul este excitat pe marginea inferioară și apoi transferat pe suprafața teșită și înapoi. Sudarea se face cu un electrod cu diametrul de 4-5 mm. Îmbinările orizontale sunt mai ușor de realizat deoarece marginea inferioară formează o margine care reține picăturile de metal topit.
Alegerea metodei și a procedurii de realizare a sudurilor depinde în principal de grosimea metalului și de lungimea sudurii. La sudarea tablelor subțiri de oțel, este necesară respectarea strictă a tehnicii de realizare a sudurilor. Un pericol deosebit îl reprezintă arsurile și pătrunderea metalului.
Oțelul cu grosimea de 0,5-1,0 mm ar trebui să fie sudat prin suprapunere cu pătrundere prin tabla superioară sau sudat cap la cap cu așezarea între marginile sudate ale benzii de oțel. În al doilea caz, topirea marginilor ar trebui să aibă loc cu acțiunea indirectă a arcului. Arcul este alimentat de la convertoare PS-100-1 sau aparate AC TC-120, deoarece acestea se caracterizează prin creșterea tensiunii în circuit deschis și valori relativ scăzute ale curentului de sudare. Se recomandă următoarele moduri de sudare:
Grosimea metalului, mm 0,5 1,0 1,5 2,0 2,5
Diametrul electrodului, mm 1,0 1,8-2,0 2,0 2,5 3,0
Curent de sudare, A 10-20 25-35 40-50 50-70 60-90
Se folosesc electrozi acoperiți cu gradul MT sau OMA-2. Sudarea se realizează pe căptușeli masive de cupru care îndepărtează căldura. Această metodă de îndepărtare a căldurii protejează metalul împotriva arderii și contribuie la buna formare a cusăturii. Tabla de otel poate fi sudata cu flansa de margine. Sudarea se realizează cu curent continuu cu un electrod neconsumabil (carbon sau grafit) cu diametrul de 6-10 mm la o valoare de 120-160 A.
Metalul gros este sudat în mai multe treceri. Canelurile pot fi umplute în straturi sau role (Fig. 43). Cu o grosime a metalului de 15-20 mm, sudarea se realizează pe secțiuni folosind metoda stratului dublu. Cusătura este împărțită în secțiuni de 250-300 mm lungime și fiecare secțiune este sudată cu un strat dublu. Impunerea celui de-al doilea strat se efectuează după îndepărtarea zgurii de-a lungul primului strat nerăcit. Cu o grosime a metalului de 20-25 mm sau mai mult, se utilizează sudarea în cascadă sau sudarea cu glisare. Metoda în cascadă este următoarea. Întreaga cusătură este împărțită în secțiuni și sudarea se efectuează continuu. După finalizarea sudării stratului din prima secțiune, execuția următorului strat din a doua secțiune este continuată de-a lungul stratului anterior nerăcit. Sudarea cu glisare (fig. 43) este un tip de sudare în cascadă și este efectuată de obicei de doi sudori în același timp. Sudarea cu diapozitiv se efectuează de la mijlocul cusăturii până la margini. Astfel de metode de sudare asigură o distribuție mai uniformă a temperaturii și o reducere semnificativă a deformațiilor.
Orez. 43. Scheme de sudare: o - per trecere; b - de la mijloc spre margini; c - în pas invers; g - blocuri; d - cascadă; e - tobogan; A - direcția de umplere a tăieturii; /-5 - secvența de sudare în fiecare strat
Metodele de realizare a sudurilor pe lungime depind de lungimea acestora. În mod convențional, se obișnuiește să se facă distincția între cusături scurte de până la 250 mm lungime, cusături medii cu lungimea de 250-1000 mm și cusături lungi peste 1000 mm lungime. Cusăturile scurte sunt sudate într-o trecere, cusăturile de lungime medie sunt sudate fie de la mijloc până la margini, fie în așa-numita metodă inversă. Această metodă constă în faptul că întreaga cusătură este împărțită în secțiuni și secțiunea este sudată în direcția opusă direcției generale a sudării cusăturii. Sfârșitul fiecărei secțiuni coincide cu începutul secțiunii precedente. Lungimea secțiunii este selectată în intervalul 100-300 mm, în funcție de grosimea metalului și de rigiditatea structurii de sudat. Cusăturile lungi sunt sudate în pas invers.
Sudarea la temperaturi scăzute are următoarele caracteristici principale. Oțelurile își schimbă proprietățile mecanice: rezistența la impact scade și unghiul de îndoire scade, proprietățile plastice se deteriorează și fragilitatea crește oarecum și, prin urmare, apare o tendință de fisurare. Acest lucru este vizibil mai ales la oțelurile care conțin mai mult de 0,3% carbon, precum și la oțelurile aliate care sunt predispuse la călire. sudarea metalelor
baia se răcește mult mai repede, iar acest lucru duce la un conținut crescut de gaze și incluziuni de zgură și, ca urmare, la o scădere a proprietăților mecanice ale metalului de sudură. În acest sens, au fost stabilite următoarele restricții pentru sudarea la temperaturi scăzute. Sudarea metalului cu o grosime mai mare de 40 mm la o temperatură de 0 ° C este permisă numai cu încălzire. Incalzirea este necesara pentru otelurile cu grosimea de 30-40 mm la temperaturi sub -10°C, pentru otelurile cu grosimea de 16-30 mm - la temperaturi sub -20°C si pentru otelurile cu grosimea mai mica de 16 mm - la temperaturi sub -30°C.
Pentru încălzirea metalului se folosesc arzătoare, cuptoare cu inducție și alte dispozitive de încălzire. Sudarea se realizează cu electrozi de tip E42A, E46A, E50A, oferind ductilitate și duritate ridicată a metalului de sudură. Valoarea curentă este cu 15-20% mai mare decât în mod normal.
Tehnică sudare cu arc
Metode de realizare a îmbinărilor de sudură cap la cap, tee, colț și suprapuneri
Tehnica de sudare cu arc include diferite moduri de realizare a îmbinărilor cap la cap, tee, colțuri și suprapuneri.
Îmbinările cap la cap pot fi sudate numai pe una sau pe ambele părți. Căptușelile rămase sau detașabile sunt folosite pentru a preveni arsurile. Materialul pentru prima este benzi de oțel de 2–4 mm grosime și 30–40 mm lățime.
mm, pentru acestea din urmă - cupru, grafit sau ceramică, deoarece nu se topesc în timpul sudării (sunt răcite suplimentar cu apă).
Sudarea pe plăcuțe permite sudorului să funcționeze fără teama de arsuri și căderi, face posibilă creșterea curentului de sudare cu 20-30% și nu necesită sudarea înapoi a sudurii rădăcinii.
La sudarea îmbinărilor cap la cap (Fig. 66, 67), se execută două sau mai multe straturi, care sunt determinate de factori precum grosimea foilor (3-26 mm), diametrul electrodului, prezența sau absența tăierii. margini.
Orez. 66. Tehnica de sudare a unei îmbinări cap la cap fără margini de tăiere cu o poziţie diferită a electrodului: a - verticală; b - unghi spate; în - unghi înainte
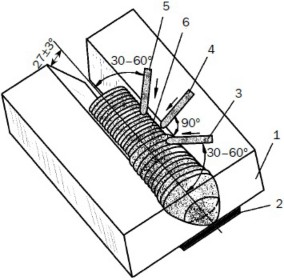
Orez. 67. Tehnica de sudare cap la cap cu tăierea muchiei: 1 - placă; 2 - căptușeală; 3 - electrod situat la un unghi înainte; 4 - electrod amplasat vertical; 5 - electrod situat la un unghi din spate; 6 - cusătură rădăcină
Cel mai convenabil în execuție și
prin urmare, cusăturile inferioare sunt mai de preferat, deoarece din cauza gravitației, metalul topit al electrodului curge în crater și este ținut în bazinul de sudură, iar gazele și zgura se ridică la suprafață.
Sudurile cap la cap fără margini teșite sunt produse prin sudarea unui cordon de-a lungul cusăturii, în timp ce există o ușoară lărgire pentru a asigura o pătrundere suficientă a marginilor. Cusătura asigură întărire de până la 2 mm. După ce a fiert cusătura pe o parte, produsul este răsturnat, zgura și petele sunt îndepărtate, apoi se face o cusătură pe revers.
Sudurile cap la cap cu canelură în V sunt sudate într-un singur strat dacă grosimea metalului este mai mică de 8 mm, iar odată cu creșterea grosimii foilor de sudat, se aplică două sau mai multe straturi. Primul strat de 3–5 mm înălțime este realizat cu un electrod de 3–4 mm în diametru; pentru straturile rămase, diametrul acestuia crește la 4–5 mm. Înainte de a suda pe următorul strat, pe cel precedent
trebuie curățat de zgură și picături de metal înghețate. Acest lucru este ușor de făcut cu o perie metalică.
Când întreaga canelură este umplută, produsul este răsturnat, este selectată o canelură superficială (8-10 mm lățime și 3-4 mm adâncime) (de exemplu, cu o daltă pneumatică) în cusătura rădăcinii și sudată cu grijă într-o singură trecere. , oferind cusăturii o ușoară întărire. Dacă nu este posibil să schimbați poziția produsului, atunci este necesar să efectuați cu atenție cusătura rădăcinii. Sudarea cap la cap cu canelură X este similară cu suprapunerea
cusături multistrat pe ambele părți ale canelurii.
Modurile aproximative de sudare manuală cu arc a sudurilor cap la cap cu diferite muchii de tăiere sunt prezentate în tabel. 19.
Tabelul 19
TĂIERI DE MUCHI

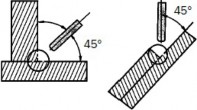
La sudarea îmbinărilor în colț, în T și în suprafață (Fig. 68), se aplică suduri de colț.
b
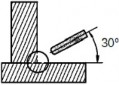
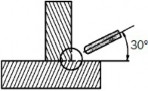
Orez. 68. Tehnica de realizare a îmbinărilor unghiulare, tee și lap: a - c
„barcă” simetrică; b - într-o „barcă” asimetrică; c - electrod înclinat; d - cu topirea marginilor
Deoarece metalul topit curge în planul orizontal în timpul sudurilor în filet, se recomandă să le efectuați în poziția inferioară „în barcă”, atunci când alegeți modul în care puteți utiliza masa. douăzeci.
Tabelul 20. MODURI DE SUDARE PENTRU
APLICAREA CUSIȚEI DE FILET „ÎN BARCĂ”
Dar nu este întotdeauna posibil
fixați piesa în poziția corectă. Din acest motiv, se efectuează sudarea
electrod înclinat. Totuși, dacă planul inferior al sudurii de colț ocupă o poziție orizontală, în acest caz, nu este exclusă lipsa de pătrundere a rădăcinii sudurii sau a oricăreia dintre margini. Același defect apare pe suprafața inferioară dacă arcul este excitat și se începe lucrul pe un plan vertical. Pentru a preveni acest lucru, atunci când sudați o sudură de colț, este necesar să inițiați un arc pe marginea inferioară în punctul A și, după ce a ocolit canelura, să mergeți la marginea verticală, făcând mișcările electrodului așa cum se arată în Fig. 69.
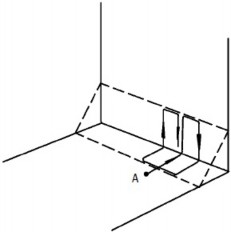
Orez. 69. Mișcarea electrodului în timpul sudării
sudare în filet
Sudurile file pot fi cu un singur strat dacă lungimea piciorului nu depășește 8 mm și multistrat cu mai multe treceri dacă lungimea acestuia este mai mare de 8 mm. În cel de-al doilea caz, se realizează mai întâi o rolă cu filet îngust folosind un electrod cu un diametru de 3-4 mm, datorită căruia se realizează pătrunderea optimă a rădăcinii.
Atunci când se determină numărul de treceri în procesul de sudare, acestea sunt ghidate de volumul ariei secțiunii transversale a metalului de sudare umplut într-o singură trecere. Această valoare ar trebui să fie de 30-40 mm 2 depus într-o singură trecere.
La alegerea modului de sudare manuală cu arc a sudurilor de colț, acestea provin din prezența teșiturii cu una sau două fețe sau din absența acestora (Tabelele 21 și 22).
Tabelul 21. MODURI DE ARC MANUAL
SUDARE FILET SUDARE CU teșit
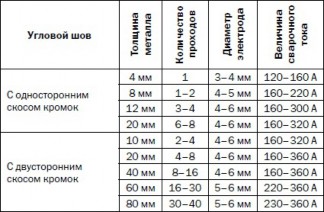
Tabelul 22. MODURI DE ARC MANUAL
SUDARE CU APLICAREA SUDURILOR DE FIL FĂRĂ TEȘITURI

Sudarea cusăturii verticale este
o sarcină dificilă, deoarece sub influența gravitației, metalul topit încearcă să părăsească bazinul de sudură. Cantitatea de curent menținută la realizarea unor astfel de suduri ar trebui să fie cu 1015% mai mică decât la sudarea sudurilor inferioare. În plus, arcul trebuie să fie scurt. Margele de sudură pot fi fie înguste, fie largi. Mișcările electrodului în acest caz sunt prezentate clar în Fig. 70 și 71.
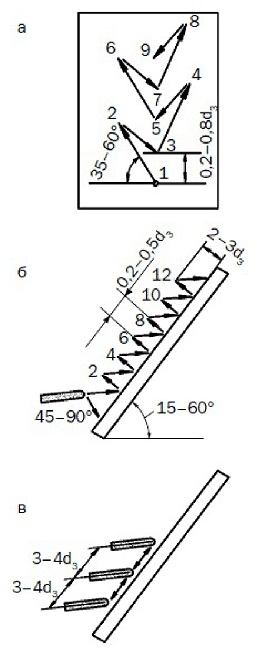
Orez. Fig. 70. Traiectoria mișcării unui electrod înclinat în timpul suprafeței granulelor înguste (numerele indică succesiunea mișcărilor): a - la un unghi ascuțit; b - scara (cu apropierea si scoaterea electrodului de pe suprafata metalica); c - cu mișcare inversă în trepte a electrodului, mai întâi cu 3-4 din diametrul său în sus și de-a lungul suprafeței metalice, apoi înapoi la bazinul de sudură
Orez. 71. Traiectoria mișcării electrodului în timpul suprafeței perlelor largi: a - dreptunghiulară; b - curbilinie
Cusăturile verticale sunt aplicate în două moduri:
- de jos în sus (în creștere) (Fig. 72). În acest caz, arcul este excitat în punctul inferior al conexiunii, iar când se formează un bazin de sudură, acesta este mișcat ușor în sus și apoi în lateral.

Orez. 72. Tehnica
cusătură verticală de jos în sus: a - excitația arcului; b - apariția unui bazin de sudură; c - miscarea electrodului in crestere
Arcul ar trebui să fie ghidat de metalul de bază. Datorită acestei tehnici, metalul topit, atunci când electrodul este retras, are timp să se solidifice și să formeze un fel de raft (platformă), care, atunci când electrodul se mișcă în sus, va deveni un suport pentru picăturile ulterioare de metal topit și nu va permiteți-le să curgă în jos. Unghiul recomandat la care electrodul ar trebui să fie înclinat în sus este de 20–25°;
Metoda de realizare a cusăturilor depinde de lungimea acestora și de grosimea metalului care se sudează. În mod convențional, cusăturile de până la 250 mm lungime sunt considerate scurte, 250-1000 mm lungime - medie și mai mult de 1000 mm - lungime.
Cusăturile scurte sunt de obicei sudate într-o trecere. Cusăturile de lungime medie sunt sudate fie într-un pasaj de la mijloc la margini, fie înapoi treptat(Fig. 1). Cusăturile lungi sunt, de asemenea, sudate într-un mod invers sau în secțiuni aleatorii.
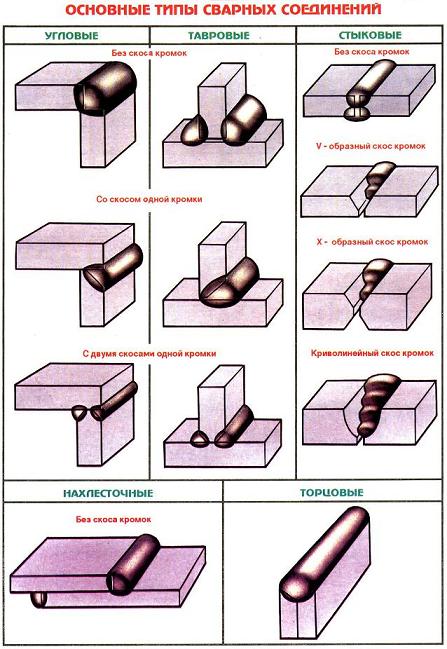
Fig.2
La sudarea metalului gros, cusătura se realizează în mai multe treceri. În acest caz, umplerea canelurii se poate face în straturi (Fig. 3, a) sau role (Fig. 3, b). La umplerea canelurii în straturi, fiecare strat al cusăturii este realizat într-o singură trecere. La umplerea canelurii cu margele în părțile mijlocii și superioare ale canelurii, fiecare strat al cusăturii este realizat în două sau mai multe treceri, prin aplicarea de margele separate. Din punctul de vedere al reducerii deformațiilor în afara planului, prima metodă este de preferat celei de-a doua. Cu toate acestea, atunci când sudați suduri cap la cap, nu este întotdeauna convenabil să faceți margele foarte largi în părțile superioare și mijlocii ale canelurii. Prin urmare, în practică, prima metodă este mai des folosită la sudarea sudurilor în colț, a doua - cap la cap.
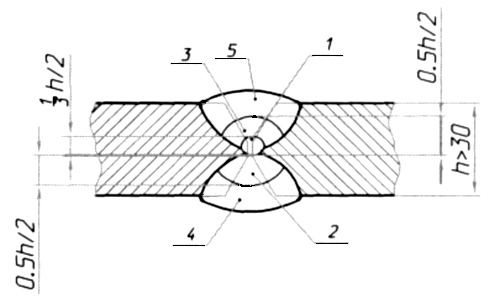
Fig.3a
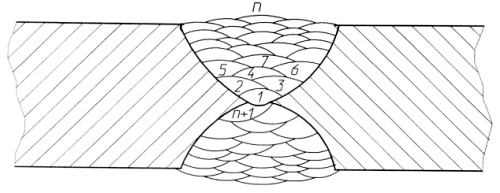
Fig.3b
La sudarea metalului gros, executarea fiecărui strat pe trecere este nedorită, deoarece aceasta duce la deformații semnificative și poate duce, de asemenea, la formarea de fisuri în primele straturi. Formarea fisurilor este cauzată de faptul că primul strat al cusăturii are timp să se răcească complet (sau aproape complet) înainte de aplicarea celui de-al doilea strat. Datorită diferenței mari dintre secțiunile transversale ale stratului depus și ale metalului care se sudează, toate deformațiile care apar în timpul răcirii metalului încălzit neuniform vor fi concentrate în metalul de sudură. În acest caz, marginea de ductilitate poate fi insuficientă, ceea ce va duce la fisurare.
Pentru a preveni formarea fisurilor, umplerea canelurii la sudarea metalului gros trebuie efectuată cu un interval mic de timp între aplicarea straturilor individuale. Acest lucru se realizează prin utilizarea metodei în cascadă de umplere a canelurii (Fig. 4, a) sau umplerea canelurii cu o glisă (Fig. 4, b).
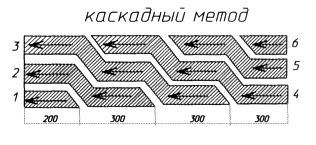
Fig. 4, a
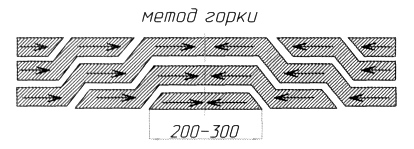
Fig. 4b
Cu metoda în cascadă de umplere a canelurii, întreaga cusătură este împărțită în secțiuni scurte și sudarea se efectuează astfel încât după terminarea sudării stratului din această secțiune, fără oprire, următorul strat să fie continuat în stratul adiacent. secţiune, etc., după cum se arată schematic în Fig. 4, dar.
În acest caz, fiecare strat ulterior este suprapus pe metalul stratului anterior care nu a avut încă timp să se răcească. Glisiera de sudare este un fel de metodă în cascadă. De obicei, sudarea cu un glisier se efectuează de la mijlocul cusăturii până la margini simultan de doi sudori, așa cum se arată schematic în Fig. 4, b.
Un alt factor important în sudare este modul în care sunt deplasate pistolul de sudură și sârma sau electrodul. Un exemplu de mișcări de sudare preferate este prezentat în (fig. 5).
Fig.5
Dacă, la sfârșitul sudurii, arcul este rupt imediat, atunci se formează un crater neumplut cu metal, care slăbește secțiunea transversală a sudurii și poate fi începutul formării fisurilor. Prin urmare, la sfârșitul cusăturii, craterul trebuie să fie întotdeauna umplut, ceea ce se realizează prin sudură pentru o perioadă de timp fără a deplasa electrodul de-a lungul marginilor care urmează a fi sudate, apoi prin prelungirea treptată a arcului până la rupere.



