Cusătură în funcție de compoziție. Sudura pentru incepatori. Lecția II. Tehnica sudării. Prindere, suport, poziție electrod. cusatura de fir
Sub tehnica executiei suduriînțelegeți alegerea modurilor de sudare și a metodelor de manipulare a electrodului.
Excitarea unui arc electric
Lovirea arcului este una dintre operațiunile principale procesul de sudare. Aprinderea se efectuează de fiecare dată înainte de începerea procesului de sudare, reaprinderea arcului - în timpul procesului de sudare când acesta se rupe.
Excitarea arcului de sudare se realizează prin atingerea suprafeței piesei de sudat cu capătul electrodului, urmată de îndepărtarea rapidă a capătului electrodului de pe suprafața piesei de prelucrat. În acest caz, dacă decalajul nu este prea mare, există o apariție instantanee a curentului și stabilirea unei coloane cu arc. Atingerea electrodului cu produsul ar trebui să fie pe termen scurt, în caz contrar, acesta va fi sudat pe produs („stick”).
Pentru a rupe electrodul „aderat” ar trebui să-l învârtiți brusc la dreapta și la stânga. Excitarea arcului poate fi efectuată fie printr-o serie de mișcări alternative cu o atingere ușoară pe suprafața metalului care este sudat și retragerea ulterioară de la suprafața produsului cu 2-4 mm, fie prin mișcări de zgâriere cu capătul electrodului. de-a lungul suprafeței produsului, care seamănă cu lovirea unui chibrit. Folosiți calea cea mai convenabilă pentru dvs.
După pornirea arcului, electrodul trebuie ținut ceva timp la punctul de început al depunerii până când se formează o sudură și se topește metalul de bază. Concomitent cu topirea electrodului, este necesar să îl introduceți uniform în bazinul de sudură, menținând astfel lungimea optimă a arcului. Indicatorii lungimii optime a arcului sunt un trosnet ascuțit, transferul uniform al picăturilor de metal prin spațiul arcului și stropii reduse.
Lungimea arcului afectează semnificativ calitatea sudurii. Arcul scurt arde constant și calm. Ea. asigură o sudură de înaltă calitate, deoarece metalul topit al electrodului trece rapid prin golul arcului și este mai puțin supus oxidării și nitrurării. Dar un arc prea scurt poate face ca electrodul să se „lipească”, arcul este întrerupt și procesul de sudare este întrerupt. Un arc lung arde instabil cu un șuierat caracteristic. Adâncimea de penetrare este insuficientă, metalul topit al electrodului este stropit și mai oxidat și nitrurat. Sudura este fără formă, iar metalul sudat conține o cantitate mare de oxizi.
Dacă, din orice motiv, arcul de sudare se stinge în timpul sudării, se folosește o tehnică specială de reaprindere a arcului pentru a se asigura că sudarea începe cu o fuziune și un aspect bun. La reaprindere, arcul trebuie excitat la marginea anterioară a craterului, apoi prin tot craterul trebuie transferat pe marginea opusă, pe metalul nou depus, apoi din nou înainte, în direcția sudării. executat. Dacă electrodul nu este tras înapoi suficient de mult când arcul este reaprins, va rămâne o depresiune între începutul și sfârșitul sudurii. Dacă, totuși, electrodul este tras prea mult înapoi în timpul reaprinderii, atunci se formează o umflătură mare pe suprafața cordonului de sudură.
Poziția și mișcarea electrodului în timpul sudării. În timpul sudării, electrodului sunt raportate următoarele mișcări:
- translație de-a lungul axei electrodului către bazinul de sudură, în timp ce pentru a menține o lungime constantă a arcului, viteza de mișcare trebuie să corespundă cu viteza de topire a electrodului;
- mișcarea de-a lungul liniei cusăturii sudate, care se numește viteza de sudare; viteza acestei mișcări este setată în funcție de curent, diametrul electrodului, viteza de topire a acestuia, tipul de cusătură și alți factori;
- deplasarea electrodului peste cusătură pentru a obține o cusătură mai lată decât rola de fir, așa-numita rolă lărgită.
Dacă viteza de sudare este prea mare, margelele depuse se dovedesc a fi înguste, cu o umflătură mică, cu fulgi mari. Dacă viteza de mișcare a electrodului este prea lentă, cordonul de sudură are prea mult umflătură, cusătura este neuniformă ca formă, cu înclinare de-a lungul marginilor.
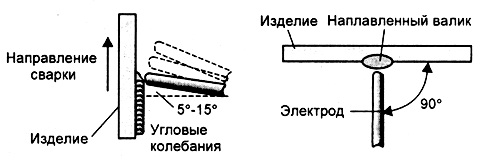
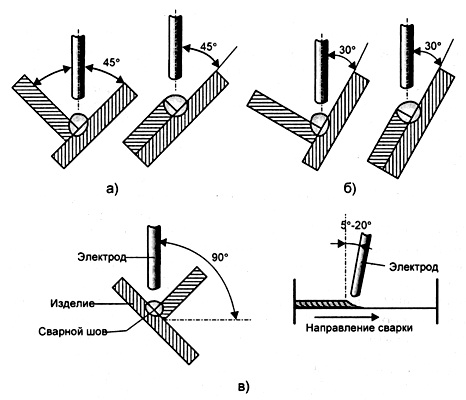
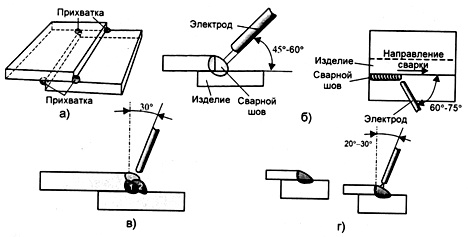
Poziția electrodului în timpul sudării trebuie să corespundă cu fig. 2. Sudarea se realizează atât în direcția de la stânga la dreapta cât și de la dreapta la stânga, de la sine și spre sine.
Orez. 2. Unghiul de înclinare al electrodului: a - în plan orizontal; b - în plan vertical.
La sfârșitul sudurii, este imposibil să rupeți brusc arcul de sudură și să lăsați un crater pe suprafața metalică, care este un concentrator de stres și o zonă cu un conținut ridicat de impurități nocive. Pentru a evita formarea unui crater, este necesar să opriți mișcarea electrodului, adică să faceți o întârziere de 1-2 secunde, apoi să vă deplasați înapoi cu 5 mm și să rupeți arcul cu o mișcare rapidă în sus și înapoi.
Dacă sudarea nu este finalizată corect, se formează întotdeauna un crater adânc la capătul cusăturii, unde arcul s-a stins. Craterul poate servi ca un indicator al adâncimii de penetrare, cu toate acestea, la sfârșitul sudării și suprafeței, aceste cratere trebuie umplute și sudate. Acest lucru se face prin inițierea unui arc în crater, stabilirea unui arc scurt și menținerea electrodului în această poziție până când craterul este umplut cu metal topit. Nu se recomandă sudarea craterului prin întreruperea și pornirea arcului de mai multe ori, din cauza formării de oxid și a contaminării cu zgură a metalului.
O sudură formată ca urmare a două mișcări ale capătului electrodului (de translație și de-a lungul liniei de cusătură) se numește „filet”. Lățimea sa la viteza optimă de sudare este (0,8-1,5) de. Rădăcina cusăturii este umplută cu o cusătură de fir, piesele subțiri de prelucrat sunt sudate, se efectuează lucrări de suprafață și sunt sudate subtăieri.
Pentru a suda o sferă fără vibrații transversale ale electrodului, este necesar să inițiezi un arc, să-l întindeți și să-l țineți într-un singur loc timp de ceva timp pentru a încălzi metalul de bază. Apoi reduceți treptat lungimea decalajului arcului până când se formează un bazin de sudură de dimensiunea corespunzătoare. Ar trebui să fuzioneze bine cu metalul de bază până în momentul în care începe mișcarea înainte a electrodului în direcția sudării. În acest caz, se recomandă efectuarea unor mișcări mici ale electrodului de-a lungul axei cusăturii. Cu toate acestea, majoritatea sudorilor preferă să miște electrodul de-a lungul axei sudurii fără oscilații longitudinale, determinând viteza de sudare din formarea cordonului.
La suprafața mărgele pe polaritate inversă unii electrozi tind să se subdecupe. Pentru a preveni această tendință, nu mutați arcul în spatele craterului până când nu s-a depus suficient metal, astfel încât sudura să aibă dimensiunea corectă, iar subtăierea să fie umplută cu metal de sudură.
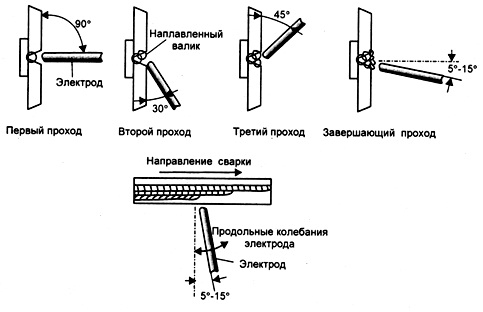
Oscilațiile transversale ale electrodului de-a lungul unei anumite traiectorii, efectuate la o frecvență și amplitudine constante și combinate cu mișcarea de-a lungul cusăturii, fac posibilă obținerea unei suduri de lățimea necesară. Mișcările oscilatorii transversale ale capătului electrodului sunt determinate de forma canelurii, dimensiunea și poziția cusăturii, proprietățile materialului sudat și priceperea sudorului. Cusăturile largi (1.5-5)d3 se obțin folosind vibrațiile transversale prezentate în fig. 3.
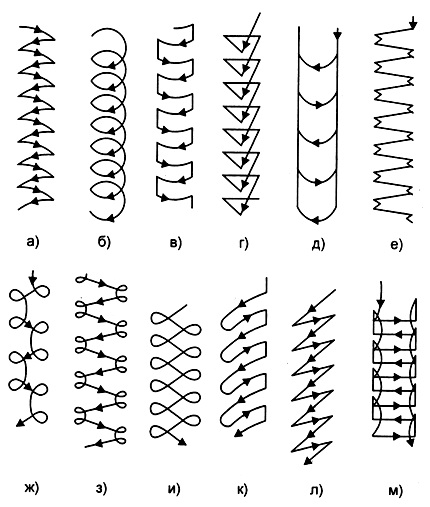
Orez. 3. Principalele metode de mișcări transversale ale capătului electrodului
Pentru a realiza o sferă lărgită, este necesar să setați electrodul în poziția prezentată în fig. 4. În acest caz, trebuie avut în vedere că vibrațiile transversale sunt efectuate de suportul electrodului, poziția electrodului în orice punct al cusăturii este strict paralelă cu poziția sa inițială. Unghiul de înclinare al electrodului în planurile vertical și orizontal nu trebuie să se modifice în timpul mișcărilor oscilatorii de-a lungul suprafeței sudurii.

Orez. 4. Poziția electrodului la suprafața mărgelelor cu vibrații transversale
Oscilațiile electrodului trebuie să se facă cu o amplitudine care să nu depășească trei diametre a electrodului utilizat. În timpul procesului de formare a mărgelelor, stratul topit trebuie menținut în stare topit. Dacă mutați electrodul prea departe și întârziați întoarcerea acestuia, atunci este posibilă răcirea și cristalizarea metalului bazinului de sudură. Acest lucru duce la apariția incluziunilor de zgură în metalul de sudură și înrăutățește aspectul acestuia.
Când sudați, este necesar să observați cu atenție bazinul de sudură, să monitorizați lățimea și adâncimea de penetrare a acestuia, fără a muta electrodul prea repede. Opriți electrodul momentan la sfârșitul fiecărei mișcări. Amplitudinea vibrațiilor transversale ar trebui să fie puțin mai mică decât lățimea necesară a margelei depuse.
Când sudați în polaritate dreaptă, de regulă, nu există probleme cu subtăieri. Atunci când sudați cu polaritate inversă, pot apărea probleme cu subtăieri. Problema decupajului poate fi depășită prin menținerea mai îndelungată a arcului în punctele extreme ale mișcărilor transversale, precum și prin efectuarea acestor mișcări cu o amplitudine care nu o depășește pe cea necesară obținerii lățimii dorite a cordonului depus.
Convexitatea sudurii va fi mai mică decât la sudarea cu polaritate dreaptă, pătrunderea va fi mai adâncă. Va fi mai puțină zgură, va fi mai puțin fluidă și se va cristaliza puțin mai repede decât la sudarea cu polaritate dreaptă.
Pe o suprafață verticală, margele orizontale înguste sunt depuse, de regulă, pe polaritatea inversă, în timp ce curent de sudare nu ar trebui să fie prea mare.
Sudarea trebuie făcută pe un arc scurt. La sudare, trebuie avut grijă ca metalul bazinului de sudură să nu curgă în jos și să nu formeze o umflătură pe marginea inferioară. Pentru a face acest lucru, este necesar să faceți mișcări alternative ale electrodului în direcția axei sudurii. Fiecare sferă nouă ar trebui să se suprapună cu sferul sudat anterior adiacent cu cel puțin 45-55%. Pentru a preveni formarea de tăieturi, este necesară oscilarea electrodului în convexitatea cordonului de sudură.În majoritatea cazurilor, sudarea în pozitie verticala realizat de jos în sus, în special pentru îmbinările critice. Această tehnică de sudare este utilizată pe scară largă în construcția conductelor. presiune ridicata, în construcţiile navale, în construcţia de recipiente sub presiune şi în lucrari de constructii.
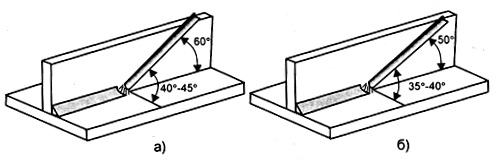
Suprafața mărgelelor înguste pe o suprafață în poziție verticală, la sudarea de jos în sus, se realizează la polaritatea inversă a curentului de sudare, în timp ce curentul de sudare nu trebuie să fie prea mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 5. Este necesar să se folosească mișcarea alternativă a electrodului. Suprafața mărgelelor trebuie efectuată cu un arc scurt, în partea superioară a traiectoriei oscilațiilor electrodului, arcul trebuie întins, dar nu trebuie lăsat să se rupă în această zonă.
Orez. Fig. 5. Poziția electrodului în timpul suprafeței bilelor înguste fără oscilații transversale ale electrodului în poziție verticală de jos în sus
Acest tip de mișcare a electrodului permite metalului depus să se cristalizeze, formând o treaptă pe care se depune următoarea porțiune a metalului electrodului. Unii sudori preferă să mențină un bazin de sudură constant, pe care îl construiesc încet de jos în sus în timp ce folosesc mici mișcări oscilatorii ale electrodului. Acest mod de desfășurare a procesului de sudare duce la suprafața cordonului cu o convexitate mare, precum și la apariția probabilității de fisuri în metalul de sudură.
Metoda de realizare a sudării cu vibrații longitudinale ale electrodului vă permite să obțineți o sudură mai plată, cu o convexitate scăzută și, de asemenea, reduce riscul incluziunilor de zgură.
Sudarea în poziție verticală de sus în jos este destul de rară în industrie, mai ales în munca normală. Scopul acestei metode de desfășurare a procesului de sudare este de obicei limitat la lucrările de sudare în timpul construcției conductelor principale și la sudarea tablei. La suprafața pe o suprafață plană, această metodă de sudare duce la o pătrundere nu foarte adâncă, existând și riscul de incluziuni de zgură.
Sudarea mărgelelor înguste în poziție verticală de sus în jos se efectuează cu polaritate inversă și trebuie acordată o atenție deosebită setării curentului de sudare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 6.
Orez. Fig. 6. Poziția electrodului în timpul suprafeței perlelor înguste fără vibrații transversale ale electrodului în poziție verticală de sus în jos.
În timpul procesului de sudare, este necesar să se mențină un arc foarte scurt, astfel încât zgura să nu curgă în capul bazinului de sudură. Vibrațiile transversale ale electrodului, de regulă, nu sunt utilizate, astfel încât viteza de mișcare este destul de mare. Așa se explică lățimea mică a mărgelelor depuse în acest fel, precum și convexitatea lor mică. Decupările sunt aproape inexistente.
Sudarea cu vibrații transversale ale electrodului în poziție verticală este foarte des utilizată în construcția conductelor de înaltă presiune, a vaselor de înaltă presiune, în sudarea structurilor navelor, precum și în fabricarea structurilor metalice. Această tehnică de sudare este foarte des utilizată pentru sudarea sudurilor cu caneluri cu treceri multiple, precum și suduri de filet in pozitie verticala.
Suprafața perlelor cu oscilații transversale ale electrodului în poziție verticală, de regulă, se realizează de jos în sus la polaritatea inversă a curentului de sudare. Sudarea în polaritate dreaptă în această poziție este rar utilizată. Și mai rar este sudarea în poziția de sus în jos.
La sudarea granulelor cu vibrații transversale ale electrodului în poziție verticală, curentul de sudare nu trebuie să fie prea mare, dar ar trebui să fie suficient pentru o bună penetrare. Poziția electrodului trebuie să corespundă cel puțin aproximativ cu cea prezentată în fig. 7.
În partea inferioară a îmbinării este sudat un raft de cel mult 12 mm lățime, în timp ce deplasarea electrodului față de axa sudurii nu trebuie să depășească 3 mm. Electrodul trebuie deplasat de-a lungul unei traiectorii (Fig. 7b). Pentru a preveni apariția de tăieturi, este necesar să se efectueze opriri scurte ale electrodului când ajunge la marginile laterale ale sudurii.
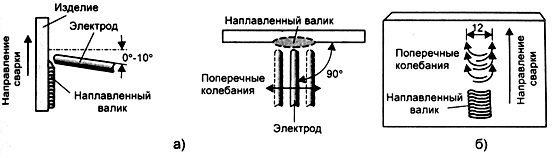
Orez. Fig. 7. Poziția electrodului în timpul suprafeței bilelor în poziție verticală de jos în sus cu vibrații transversale ale electrodului (a) și traiectoria electrodului (b).
Sudarea se poate face și prin menținerea în mișcare constantă a bazinului de sudură, fiind foarte atent să nu lase metalul topit din bazinul de sudură să curgă afară. Dacă această condiție este îndeplinită, electrodul poate fi deplasat în sus de-a lungul oricărei părți a îmbinării sudate, în timp ce este necesar să se< растяжение >arcul de sudură, dar nu lăsați-l să se rupă. Nu păstrați arcul prea mult în afara craterului - acest lucru poate răci craterul și poate cauza stropii excesive de metal înaintea cusăturii.
Când sudați margele cu polaritate dreaptă, curentul de sudare ar trebui să fie puțin mai mare decât atunci când sudați cu polaritate inversă. Deoarece viteza de depunere este mai mare la sudarea cu polaritate dreaptă, precum și cantitatea de zgură este mai mare, viteza de mișcare a electrodului trebuie să fie mai mare. Decupările nu constituie nicio problemă semnificativă, deci nu este nevoie să țineți electrodul pe suprafețele laterale ale marginilor care urmează să fie sudate.
Suprafața perlelor în poziție verticală cu vibrații transversale ale electrodului în poziție verticală de sus în jos se efectuează la polaritate inversă, acordând o atenție deosebită setării curentului de sudare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 8. În timpul procesului de sudare, este necesar să se mențină un arc foarte scurt, astfel încât zgura să nu curgă în capul bazinului de sudură. Pentru a preveni apariția de tăieturi, este necesar să se efectueze opriri scurte ale electrodului când ajunge la marginile laterale ale sudurii.
Orez. Fig. 8. Poziția electrodului în timpul suprafeței bilelor în poziție verticală de sus în jos cu vibrații transversale ale electrodului (a) și traiectoria electrodului (b)
În ciuda faptului că în prezent industria a urmat un curs către excluderea completă a sudării în poziție deasupra capului printr-o poziționare adecvată, astăzi fiecare sudor trebuie să poată lucrari de sudareîn această poziţie spaţială. Sudarea în poziție deasupra capului este obișnuită în construcția conductelor, în construcțiile navale și în construcții munca de instalare.

Orez. 9. Poziția electrodului la suprafața mărgele înguste în poziția deasupra capului
Suprafața mărgelelor înguste în poziție deasupra capului poate fi efectuată atât în polaritate inversă, cât și în polaritate directă. Cantitatea de curent de sudare cu polaritate inversă este aceeași ca la sudarea în poziție verticală. La sudarea cu polaritate dreaptă, această valoare este puțin mai mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 9. Sudorul trebuie să fie într-o poziție astfel încât să poată observa metalul sudat și arcul de sudare. Acest lucru este deosebit de important la sudarea țevilor, dar se întâmplă adesea ca direcția de sudare să fie îndreptată către sudor.
În timpul procesului de sudare în polaritate inversă, trebuie menținut un arc scurt, bazinul de sudură nu trebuie să fie prea fierbinte. Când sudați cu polaritate dreaptă, lungimea arcului ar trebui să fie puțin mai mare. Ușoare oscilații ale electrodului înainte și înapoi în raport cu direcția de sudare servesc la preîncălzirea sudurii, în plus, ajută la prevenirea scurgerii zgurii topite în capul bazinului de sudură. Unii sudori cu polaritate dreaptă preferă să miște electrodul în timpul sudării în zone foarte mici, cu atenție la pericolul unei suduri cu o umflătură mare, precum și la formarea unei cruste groase de zgură. La sudarea cu polaritate dreaptă, riscul de decupări este practic eliminat.
În multe cazuri, atunci când se realizează îmbinări sudate în poziție deasupra capului, devine necesară sudarea mărgelelor cu oscilații transversale ale electrodului. Acest lucru este mult mai dificil decât suprafața margelelor înguste.
Suprafața perlelor cu oscilații transversale ale electrodului în poziția deasupra capului se efectuează la polaritate inversă. Curentul de sudare nu trebuie să fie prea mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 10a. De mare importanță este menținerea unui arc scurt, precum și stabilitatea intervalului de arc pe întreaga lățime a margelei depuse.
Fațarea dură se poate face prin mutarea întregului bazin de sudură, dar trebuie avut grijă pentru a preveni ca metalul topit din bazinul de sudură să devină prea fluid, ceea ce va duce în cele din urmă la curgerea bazinului de sudură. Dacă acest obstacol este îndepărtat, atunci electrodul poate fi deplasat înainte de-a lungul oricărei margini de sudat (Fig. 106). În acest caz, este permisă prelungirea arcului, fără ruperea acestuia.
Arcul de sudare nu trebuie lăsat să rămână în crater mai mult timp decât este necesar pentru sudarea sa completă. Electrodul trebuie să se miște rapid pe suprafața sudurii pentru a nu supraîncălzi metalul depus în mijlocul sudurii.
La sudarea într-o poziție deasupra capului, pot apărea probleme de subtaiere. Acestea sunt rezolvate prin întârzieri ale electrozilor pe marginile laterale ale îmbinării. Se recomanda a nu depasi latimea sudurii peste 20 mm.

Orez. Fig. 10. Poziția electrodului în timpul suprafeței bilelor cu vibrații transversale ale electrodului în poziția deasupra capului (a) și traiectoria electrodului (b)
Sudarea racordului final în poziția inferioară
Conexiunile de capăt sunt utilizate pe scară largă în proiectarea vaselor care nu sunt supuse la presiune înaltă. Conexiunile de capăt sunt conexiuni foarte economice, dar nu suportă sarcini semnificative de tracțiune sau încovoiere. Pentru realizarea acestei îmbinări sunt necesari puțini electrozi, deoarece proporția de metal depus în metalul de sudură este mică. Sudarea la capăt nu prezintă dificultăți și poate fi realizată într-o gamă largă de moduri de sudare, atât în polaritate directă, cât și invers.
În timpul sudării, pentru a acoperi în totalitate întreaga suprafață a îmbinării, se recomandă efectuarea de mici oscilații transversale ale electrodului. Cu toate acestea, ar trebui să fim conștienți de pericolul de a fi purtat de astfel de fluctuații. Cu fluctuații excesiv de mari ale electrodului, metalul va începe să atârne de marginile conexiunii. Trebuie avut grijă să se topească ambele margini și să se asigure o bună penetrare.
Sudarea unei îmbinări cap la cap fără teșire în poziția inferioară
Acest tip de îmbinare sudată este utilizat pe scară largă în industrie pentru structurile convenționale. Cu sudarea pe două fețe a metalului, a cărei grosime nu depășește 6 mm, această conexiune va fi foarte puternică. Cu toate acestea, de regulă, astfel de îmbinări sunt sudate doar pe o singură parte. În acest caz, rezistența va fi determinată de adâncimea de penetrare, care, la rândul său, depinde de diametrul electrozilor utilizați, de valoarea curentului de sudare, de dimensiunea spațiului dintre părți și, de asemenea, de grosimea piesele care trebuie sudate. La sudarea unilaterală, obținerea unei pătrunderi complete fără un spațiu între marginile de sudat pentru metal cu o grosime mai mare de 5 mm este foarte problematică.
Sudarea îmbinării cap la cap fără margini teșite pentru a asigura un aport crescut de căldură se efectuează la polaritate inversă. La sudare, este necesar să se asigure mișcarea alternativă a electrodului de-a lungul axei sudurii. Acest lucru va duce la preîncălzirea metalului înainte de sudare, va minimiza riscul de ardere și va asigura că zgura topită este forțată să iasă la suprafața bazinului de sudură, ceea ce elimină posibilitatea formării de incluziuni nemetalice de zgură. în metalul de sudură.
În procesul de sudare, este deosebit de important să se mențină o viteză constantă și o uniformitate a mișcării electrodului de-a lungul axei sudurii, precum și dimensiunea spațiului dintre electrod și piesa de prelucrat (lungimea arcului). Dacă viteza de mișcare a electrodului este prea mare, cusătura se dovedește a fi îngustă, se formează subtăieri. Dacă viteza de sudare este prea mică, bazinul de sudură se încălzește până la o temperatură la care este posibilă arderea.
Un arc care este prea lung are ca rezultat un aspect slab al sudurii, o penetrare slabă, stropire excesivă și o performanță slabă a sudurii. proprietăți mecanice metal de sudare.
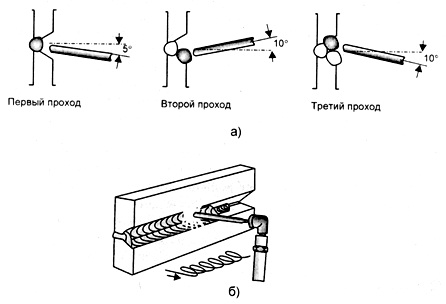
Sudarea în poziția inferioară a îmbinării în T (sudarea cu barca) cu o sudură de colț cu o singură trecere
La formarea unei suduri de filet, pentru a evita lipsa de penetrare, suprafetele care trebuie sudate sunt inclinate pe planul orizontal la un unghi de 45 ° - sudarea "in barca" (Fig. 11a), iar cand sunt inclinate intr-un unghi. de 30 sau 60 ° - într-un „single” asimetric (Fig. 116). Sudarea se realizează la valori crescute ale curentului de sudare, atât pe polaritatea curentului continuu, cât și invers. Sudarea pe polaritate inversă se realizează cu un arc scurt și pot apărea subtăieri. Poziția electrodului în timpul sudării trebuie să corespundă cu cea prezentată în fig. 11c
Orez. 11. Poziția electrodului la sudarea „în barcă”: a - sudarea într-o „barcă” simetrică; b - sudura in asimetric< лодочку >; in - atitudine electrod
La începutul procesului de sudare, electrodul trebuie adus la marginea plăcii de sudat. După încălzirea marginii plăcii cu un arc întins, începe aplicarea unei suduri cu lățimea și adâncimea de penetrare necesare. În acest caz, electrodul efectuează mici mișcări alternative în direcția axei sudurii. Aceasta asigură preîncălzirea rădăcinii sudurii și previne scurgerea zgurii topite în fața capului bazinului de sudură.
Electrodul trebuie îndreptat direct către rădăcina sudurii, arcul de sudare nu trebuie lăsat să ajungă la suprafața plăcii în afara zonei de formare a sudurii. Nu este permis să depună prea mult metal într-o singură trecere.
Sudarea în poziția inferioară a îmbinării în T (sudura cu barcă) cu o sudură de filet cu mai multe treceri.
Foarte frecvente la sudare conexiune teeîn poziţia inferioară), este necesar să sudare cu mai multe treceri. Sudurile filetate cu o singură trecere trebuie să aibă picioare care să depășească diametrul electrodului utilizat cu cel mult 1,5-3,0 mm. În sudarea în mai multe treceri a sudurilor de colț, numărul de straturi este determinat în funcție de diametrul electrodului, în timp ce grosimea fiecărui strat nu trebuie să depășească (0,8-1,2) de.
Deoarece o îmbinare în T în poziția inferioară formează margini, similare unei îmbinări cap la cap teșite, sudarea poate fi efectuată folosind tehnica de sudare cu oscilație transversală, în timp ce lățimea sudurii nu trebuie să depășească (1,5-5) dee. Dacă stratul de sudură depășește lățimea permisă de sudură, atunci suprafața fiecărui strat se realizează cu numărul necesar de margele.
La sudarea acestei îmbinări, prima trecere se face cu un electrod de 4-6 mm grosime fără vibrații transversale. Trecerile ulterioare se fac cu electrozi cu diametru mai mic. La sudarea acestor treceri, este necesar să se utilizeze oscilații transversale ale electrodului, în timp ce amplitudinea oscilațiilor electrodului nu trebuie să depășească lățimea admisă a cusăturii.
La sudarea cu polaritate inversă, se menține o lungime de arc puțin mai scurtă decât cu polaritatea dreaptă. În acest caz, este necesar să se controleze cu atenție procesul de sudare pentru a evita apariția unor posibile subtăieri. Pentru aceasta, întârzierile electrodului pot fi aplicate în punctele extreme ale amplitudinii oscilațiilor transversale ale electrodului, controlând în același timp cu atenție lățimea sudurii și amplitudinea oscilațiilor transversale ale electrodului.
Înainte de suprafața fiecărui strat sau mărgele, este necesar să curățați cu atenție suprafața sudurii de zgură, altfel apariția incluziunilor de zgură este inevitabil. La inceput si cand se reia sudarea, craterele cordonelor de sudura trebuie sigilate cu grija.
Sudarea unei îmbinări de filet cu un colț exterior în poziția în jos
Îmbinările filetate cu suduri filetate exterioare sunt mult mai puțin obișnuite decât îmbinările cap la cap, suprapuse și tee. Această conexiune este foarte tehnologică, deoarece este foarte ușor de pregătit pentru sudare, iar parametrii modului de sudare seamănă cu cei utilizați în sudare. articulațiile cap la cap cu margini teşite.
Pentru a asigura o rezistență maximă într-o îmbinare sudata, este necesar să se obțină pătrunderea din spate. Adăugarea unei suduri de filet interior la o sudură de filet exterioară crește foarte mult rezistența întregului conexiune la colț. După cum sa menționat deja, costul pregătirii unei astfel de îmbinări este foarte mic, cu toate acestea, atunci când sudăm astfel de îmbinări din metal gros, o cantitate semnificativă de costuri va fi costul electrozilor.
Sudarea unei îmbinări de filet cu un colț exterior în poziția inferioară se realizează cu polaritate inversă. La sudarea acestei îmbinări, poziția electrodului trebuie să corespundă cu cea prezentată în fig. 12. La prima trecere se foloseste o tehnica de sudare care se aplica la aplicarea unei cusaturi inguste, fara vibratii transversale. Valoarea curentului de sudare nu trebuie să fie prea mare. Sudura din prima trecere trebuie să asigure pătrunderea completă a reversului îmbinării și o bună fuziune cu ambele plăci. De mare importanță pentru atingerea acestui obiectiv este menținerea unui arc scurt.

Orez. 12. Poziția electrodului la sudarea unei îmbinări file cu un colț exterior în poziția inferioară
Când se efectuează a doua, a treia și următoarele treceri, curentul de sudare ar trebui setat la un mod mai mare. La efectuarea acestor treceri se folosește tehnica oscilațiilor transversale ale electrodului. A treia trecere trebuie făcută cu o amplitudine de oscilație mai mare decât a doua. Tehnica de efectuare a celei de-a doua treceri și a următoarelor treceri este similară cu realizarea acestor treceri atunci când sudați într-o „barcă” cu o sudură de filet cu mai multe treceri.
În timpul sudării, este necesar să se monitorizeze limitarea lățimii vibrațiilor transversale ale electrodului. Pentru a elimina decupările, se recomandă efectuarea unei scurte opriri a electrodului în punctele extreme ale traiectoriei oscilațiilor transversale. Asigurați-vă că se realizează o fuziune bună cu straturile aplicate anterior și cu ambele suprafețe ale plăcii. Ultima trecere nu ar trebui să fie prea inaltime mare. După fiecare trecere, este necesar să curățați cu atenție metalul depus de crusta de zgură.
Sudare cap la cap cu margini teșite pe căptușeală în poziția inferioară
Acest tip de îmbinare sudata este adesea folosit la sudarea conductelor, a vaselor sub presiune și a structurilor navelor.
Sudarea acestei conexiuni se realizează pe polaritate inversă. Pentru prima trecere, se setează o valoare scăzută a curentului de sudare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 13. Sudarea se realizează cu un cordon îngust, fără vibrații transversale ale electrodului. Trebuie avută grijă în timpul sudării pentru a asigura o fuziune bună cu suprafețele de suport și caneluri de la rădăcina îmbinării. Suprafața cusăturii trebuie să fie cât mai plană posibil.

Orez. 13. Poziția electrodului la sudarea îmbinării cap la cap cu margini teșite pe căptușeală în poziția inferioară
A doua, a treia și următoarele treceri pot fi făcute la curenți de sudare mai mari. Mișcarea de-a lungul axei cusăturii nu ar trebui să fie prea rapidă, altfel suprafața cusăturii va fi neuniformă, cu solzi mari, pot apărea pori. Mișcările transversale ale electrodului trebuie limitate de lățimea necesară a cusăturii. Acest lucru va asigura că nu au loc subtăieri. În timpul sudării, este important să se monitorizeze lungimea arcului, să se îndepărteze cu atenție zgura din straturile suprapuse și să se asigure că sudura suprapusă are fuziune cu straturile anterioare și cu marginile de sudat. La aplicarea ultimului strat, utilizați marginile canelurilor ca indicație pentru determinarea lățimii de îmbinare necesare.
Sudarea unei îmbinări cap la cap cu marginile teșite în poziția inferioară
Acest tipîmbinările se găsesc adesea în sudarea conductelor, precum și în sudarea îmbinărilor critice.
Sudarea acestei conexiuni se realizează pe polaritate inversă. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. paisprezece.
Orez. 14. Poziția electrodului la sudarea îmbinării cap la cap cu marginile teșite în poziția inferioară
Pe fig. 15a prezintă ordinea straturilor/margele într-o sudură cap la cap teșită în poziție în jos. Prima trecere este destinată sudării rădăcinii cusăturii și se efectuează de obicei cu electrozi cu un diametru de 3 mm, în timp ce curentul de sudare nu trebuie să fie prea mare. Sudarea se efectuează pe un arc scurt cu mișcări alternative în raport cu linia sudurii, în timp ce este necesar să se asigure că electrodul însuși rămâne tot timpul în golul regiunii rădăcinii îmbinării sudate. În timpul sudării, întreruperea arcului nu trebuie permisă atunci când electrodul este deplasat înainte și trebuie avut grijă ca picăturile de metal să nu cadă în fața cusăturii, aceasta putând interfera cu procesul de sudare și progresul acestuia. Pe partea din spate a articulației ar trebui să se formeze o mărgele mică. Suprafața frontală a primei treceri trebuie să aibă o convexitate minimă.
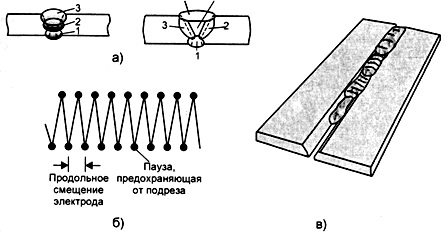
Orez. 15. Sudarea unei îmbinări cap la cap cu marginea teșită în poziția inferioară: a - ordinea straturilor; b - traiectoria electrodului în timpul ultimei treceri; c - îmbinare sudata
A doua trecere și următoarele se fac la valori mai mari ale curentului de sudare și electrozi cu diametru mai mare. Suprafața se realizează cu oscilații transversale ale electrodului, în timp ce este important să se asigure constanța și uniformitatea oscilațiilor și mișcarea electrodului de-a lungul axei sudurii, în caz contrar, sudura rezultată nu va fi uniformă în calitate și aspect. În timpul sudării, trebuie avut grijă pentru a evita decupările (Fig. 156). Este necesar să se obțină fuziune cu straturile depuse anterior, precum și cu marginile laterale ale canelurii produsului sudat. Partea frontală a celui de-al doilea și a straturilor următoare ar trebui să aibă o suprafață plană. Este necesar să curățați cu atenție fiecare strat de zgură pe toată lungimea sa.
Trecerea finală se efectuează cu același tip de electrod ca și cele precedente. Tehnica de execuție este aceeași la efectuarea celei de-a doua treceri și a următoarelor, cu excepția faptului că în timpul trecerii finale, amplitudinea oscilațiilor transversale ale electrodului va fi mai mare. Pentru a controla lățimea cusăturii de față, este necesar să folosiți margini teșite ale îmbinării cap la cap. Suprafața cusăturii de față trebuie să fie ușor convexă.
Sudarea îmbinării împletite în poziție inferioară
Acest tip de conexiune este utilizat pe scară largă în industrie, în special în rezervoare, construcții și structuri de nave. Îmbinarea cu articulație este foarte economică, nu necesită costuri semnificative de pregătire și asamblare. Rezistența maximă a îmbinării cu suprafață este atinsă atunci când este sudată pe ambele părți cu o sudură în filet.
Sudarea acestei conexiuni se realizează atât în polaritate directă, cât și inversă, în timp ce curentul de sudare nu trebuie să fie prea mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 16.
Orez. 16. Sudarea îmbinării suprapuse în poziţia inferioară: a - pregătirea îmbinării pentru sudare; b - poziția electrodului la sudarea cu o cusătură cu o singură trecere de grosime egală; c - poziția electrodului în timpul celei de-a doua și a treia treceri la efectuarea unei suduri cu mai multe treceri; d - pozitia electrodului la sudarea diferitelor grosimi
Sudarea în flex în poziție în jos necesită un arc foarte scurt în polaritate dreaptă și un arc și mai scurt în polaritate inversă. Arcul trebuie să fie orientat în direcția rădăcinii de legătură și a suprafeței orizontale a plăcii. În timpul sudării, este necesar să se efectueze, în raport cu axa cusăturii sudate, mici vibrații alternative ale electrodului. Aceasta contribuie la preîncălzirea îmbinării în fața arcului de sudură în mișcare, asigură crearea unei umflături de dimensiune completă și acoperă coada bazinului de sudură cu o crustă de zgură.
Este absolut esential sa se obtina o imbinare de calitate care sa existe patrundere completa la radacina sudurii si o buna fuziune cu ambele suprafete ale celor doua placi. Când sudați cu polaritate dreaptă, marginea superioară a plăcii superioare tinde să ardă, așa că atunci când sudați, trebuie să aveți grijă în mod constant atât de umplerea insuficientă a cordonului de sudură, cât și de faptul că arcul de sudare nu este suficient de scurt. Undercuts apar foarte rar.
La sudarea în polaritate inversă, trebuie acordată atenție menținerii unui arc mai scurt, precum și eliminării posibilelor subtăieri, atât pe suprafața plană a plăcii, cât și de-a lungul marginii superioare a plăcii superioare. Pentru a reduce probabilitatea de tăiere, mișcarea arcului trebuie limitată la dimensiunile sudurii.
Sudarea îmbinării prin suprapunere în poziție orizontală
Sudarea îmbinării în poziție orizontală cu o singură trecere de sudare filet în polaritate dreaptă este adesea folosită în structurile de rezervoare și clădiri.
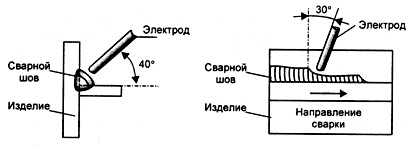
La sudarea acestei îmbinări, curentul de sudare nu trebuie să fie prea mare. Electrodul trebuie îndreptat către rădăcina cusăturii. Poziția electrodului în timpul sudării trebuie să corespundă cu cea prezentată în fig. 17. Sudarea se face cel mai bine cu mici mișcări alternative ale electrodului în direcția axei sudurii, pot fi utilizate și ușoare oscilații transversale ale electrodului. Bazinul de sudură nu trebuie să fie prea fierbinte, deoarece acest lucru va cauza fisuri în metalul de sudură.

Orez. 17. Poziția electrodului la sudarea unei îmbinări în poziție orizontală
La sudare, trebuie acordată o atenție deosebită mișcării electrodului pentru a preveni apariția arsurilor prin marginea plăcii și, de asemenea, pentru a se asigura că arcul de sudură nu intră în contact cu suprafața plăcii verticale din exterior. sudarea, altfel decupările sunt inevitabile.
Sudarea îmbinării în T în poziția inferioară
O mare parte din sudurile efectuate în practică de către sudor sunt suduri în colț efectuate în poziție inferioară. Tehnologia de sudare poate include atât sudura cu o singură trecere, cât și cu mai multe treceri, cu toate tipurile de electrozi. Deși electrozii proiectați pentru sudarea cu polaritate inversă nu sunt cel mai bun tip electrozi pentru realizarea sudurilor de filet cu o singură trecere, utilizarea acestor electrozi în astfel de scopuri este o practică destul de comună.
Când sudați o îmbinare în T în poziție în jos cu polaritate dreaptă, curentul de sudare trebuie să fie suficient pentru a produce un bazin de sudură mare. Când sudați în polaritate inversă, curentul de sudare ar trebui să fie ceva mai mic. Poziția electrodului la sudarea în polaritate directă trebuie să corespundă cu cea prezentată în fig. 18a, pe polaritate inversă - fig. 18b.
Orez. 18. Poziţia electrodului la sudarea unei îmbinări în T în poziţia inferioară: a - pe polaritate dreaptă; b - pe polaritate inversă
Electrodul trebuie îndreptat către rădăcina îmbinării sudate. Când sudați cu polaritate inversă, lungimea arcului ar trebui să fie mai scurtă. Mișcarea electrodului trebuie efectuată uniform în întreaga îmbinare, fără a pierde bazinul de sudură.
Cu toate acestea, unii sudori preferă să utilizeze mici mișcări alternative ale electrodului în direcția axei de sudare. Acest lucru poate avea un efect pozitiv sub forma preîncălzirii marginilor care trebuie sudate și a rădăcinii îmbinării situate în fața electrodului în mișcare, îmbunătățește formarea metalului depus pe planul vertical al plăcii și, de asemenea, ajută la prevenirea scurgerilor. de zgură topită în capul bazinului de sudură. Când sudați cu polaritate dreaptă, subtăierile nu reprezintă niciodată o problemă. Sudarea cu polaritate inversă necesită măsuri sporite pentru a preveni decupările.
Sudarea unei îmbinări în T în poziția inferioară cu o sudură cu mai multe treceri
Sudurile de filet mari se realizează foarte des prin aplicarea repetă a mărgelelor înguste fără vibrații transversale ale electrodului. În cele mai multe cazuri, stratul de față sau ultima cordonă se realizează fără oscilația laterală a electrodului, în unele cazuri fiind necesar ca ultima trecere să fie efectuată cu oscilație laterală. În special, acestea sunt cerințele pentru sudarea conductelor și a recipientelor sub presiune. Sudarea poate fi efectuată atât pe polaritatea directă, cât și pe cea inversă a curentului de sudare.
La realizarea acestei conexiuni, curentul de sudare este setat la același ca și atunci când sudați cu o cusătură îngustă cu o singură trecere. Poziția electrodului se va schimba în funcție de secvența straturilor (Fig. 19a). Mișcarea electrodului este similară cu mișcarea la sudarea cu o cusătură cu o singură trecere. Amplasarea sau dispunerea margelelor pe părțile laterale trebuie efectuată astfel încât stratul de față să se potrivească exact cu dimensiunea specificată a piciorului sudurii filetate. Ordinea suprapunerii straturilor este prezentată în fig. 19b.

Orez. 19. Poziția electrodului la sudarea îmbinării în T cusătură cu mai multe treceriîn poziția inferioară (a) și ordinea straturilor (b)
Tehnica de realizare a stratului de fațare este destul de complicată. Curentul de sudare nu trebuie să fie prea mic. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 20a. Cântarile sunt stivuite într-un plan diagonal. Picăturile de metal sunt aplicate numai atunci când electrodul se mișcă în jos. Deplasarea electrodului în sus trebuie făcută rapid, pe arcul cel mai întins, dar fără a rupe arcul.

Orez. Fig. 20. Poziția electrodului în timpul execuției stratului de față (a) și traiectoria mișcărilor oscilatorii ale electrodului (b)
Două margini paralele ale cordonelor de sudură realizate anterior pot servi ca indicatori ai lățimii mișcării electrodului în timpul sudării stratului de față. Pentru a preveni apariția decadurilor, este necesar să întârziați electrodul în partea de sus și marginile de jos sudură. Trebuie reținut că în sudarea cu mai multe treceri este necesară curățarea temeinică a crustei de zgură a fiecărui strat suprapus.
La sudarea în polaritate inversă, pot apărea dificultăți semnificative din cauza apariției subtăierilor. Puteți scăpa de aceste probleme prin toate metodele descrise anterior.
Sudarea unei îmbinări în T în poziția inferioară cu o sudură cu mai multe treceri folosind oscilații transversale ale electrodului
În practică, destul de des există cazuri în care este necesară sudarea sudurilor de filet de secțiune transversală mare în poziția inferioară. De obicei, pentru aceasta se folosește sudarea în mai multe treceri, folosind tehnica oscilațiilor transversale ale electrodului. Cel mai adesea, astfel de cusături se găsesc în lucrările de construcții navale și de instalare.
Sudarea acestui tip de conexiune se realizează pe polaritate inversă. Curentul de sudare este setat la mare. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 21. Prima trecere se efectuează în același mod ca și în cazul sudării convenționale în colț cu o singură trecere. Suprafața primei role trebuie să fie cât mai plană posibil.
Orez. Fig. 21. Poziția electrodului la sudarea unei îmbinări în T cu o sudură cu mai multe treceri în poziția inferioară folosind oscilații transversale ale electrodului
A doua cusătură este suprapusă cu oscilații transversale ale electrodului peste primul. Electrodul trebuie îndreptat către o placă verticală pentru a asigura transferul metalului de la electrod pe această suprafață. Fluctuațiile transversale ale electrodului nu trebuie să depășească lățimea necesară a cusăturii care se execută. În caz contrar, pot apărea subtăieri. Este necesar să se asigure o bună fuziune a sudurilor aplicate cu suprafața straturilor depuse anterior și cu suprafața plăcii de sudat.
Sudarea unei îmbinări cap la cap cu o margine teșită pe o căptușeală în poziție orizontală
Această legătură, precum și poziția spațială în care se află, se găsesc foarte des în sudarea țevilor, rezervoarelor, precum și în lucrările de construcții navale.
Sudarea se efectuează pe polaritate inversă atât cu perle înguste, fără oscilații transversale, cât și cu oscilații transversale ale electrodului. Prima trecere se efectuează la valori mai mari ale curentului de sudare fără oscilații transversale ale electrodului. Poziția electrodului trebuie să corespundă cu cea prezentată în fig. 22. La sudare, este necesar să se asigure fuziunea garantată cu căptușeala, precum și cu marginile părții radiculare a îmbinării.
Orez. Fig. 22. Poziția electrodului la sudarea unei îmbinări cap la cap cu margini teșite pe căptușeală în poziție orizontală
A doua și toate trecerile ulterioare pot fi făcute cu curenți de sudare și mai mari. Poziția electrodului la sudarea cu perle înguste fără vibrații transversale ale electrodului trebuie să corespundă cu cea prezentată în fig. 22. Este foarte important ca toate cusăturile să aibă o fuziune bună cu suprafața straturilor aplicate anterior, precum și cu suprafața marginilor canelurilor. Trebuie avut grijă pentru a preveni decupările.
Sudarea unei îmbinări cap la cap cu marginile teșite în poziție orizontală
Această conexiune, precum și poziția spațială în care se află, este foarte frecventă la sudarea țevilor, precum și a îmbinărilor cap la cap critice. La efectuarea unor lucrări, uneori există cerințe ca aceste cusături să fie realizate cu oscilații transversale ale electrodului, cu toate acestea, în majoritatea cazurilor, se utilizează sudarea cu margele înguste fără oscilații transversale ale electrodului.
Sudarea se face cu polaritate inversă. Curentul de sudare în timpul primei treceri nu trebuie să fie prea mare. Poziția electrodului la sudarea cu margele înguste fără vibrații transversale trebuie să corespundă cu fig. 23, iar la sudarea cu vibrații transversale - fig. 24a.

Orez. 23. Poziția electrodului la sudarea unei îmbinări cap la cap cu margini teșite în poziție orizontală: cu margele înguste fără fluctuații transversale ale electrodului.
La sudare, este necesar să se mențină un interval scurt de arc, forțând metalul electrodului să se sude direct în golul rădăcinii îmbinării. Când sudați, puteți utiliza mișcarea alternativă a electrodului. La deplasarea înainte, arcul de sudare nu trebuie lăsat să se rupă.
În timpul acestor mișcări, este necesar să se asigure preîncălzirea metalului înainte de sudarea sudurii. În același timp, trebuie avut grijă să vă asigurați că metalul topit al bazinului de sudură se solidifică suficient de repede și nu curge pe placa de jos. Trebuie să existe o penetrare completă pe partea din spate a îmbinării.
Pentru a doua trecere și următoarele, curentul de sudare poate fi crescut semnificativ. Se poate folosi sudarea cu margele inguste, fara vibratii transversale. se poate folosi si sudarea cu oscilatii transversale ale electrodului (Fig. 24b). Este important să se asigure fuziunea garantată a tuturor trecerilor cu suprafața tuturor trecerilor anterioare, precum și cu suprafețele plăcilor care urmează să fie sudate. În timpul sudării, este necesar să se monitorizeze aspectul tăierilor.
Orez. 24. Poziția electrodului la sudarea unei îmbinări cap la cap cu marginile teșite în poziție orizontală: a - sudarea cu oscilații transversale ale electrodului; b - un exemplu de mișcări transversale ale capătului electrodului
Cordonul de sudură trebuie să aibă dimensiuni ale secțiunii transversale definite și constante de-a lungul lungimii sudurii. Dacă aceste dimensiuni sunt mai mici decât cele normale, cusătura este incompletă. Dacă secțiunea transversală a cordonului de sudură este mai mare decât norma, sudarea este considerată excesiv de întărită.
Cordonul de sudură trebuie să aibă dimensiuni ale secțiunii transversale definite și constante de-a lungul lungimii sudurii. Dacă aceste dimensiuni sunt mai mici decât cele normale, cusătura este incompletă. Dacă secțiunea transversală a cordonului de sudură este mai mare decât norma, sudarea este considerată excesiv de întărită.
Mai mult, curba 1 descrie forma în schimbare a profilului cordonului de sudură, iar impulsul 2 determină defectul.
Desigur, țevile sudate longitudinal au dezavantajul unui cordon de sudură în comparație cu țevile fără sudură sau decupate.
În timpul sudării, se formează un bazin de sudură de metal topit, care este colectat într-un cordon de sudură prin presiunea gazului și o tijă de umplere.
Ambreiaj de siguranță. După cum se poate observa din fig. 111 - 11, cuplajul de siguranță are o creastă specială în partea din mijloc, în interiorul căreia se află un cordon de sudură a conductei de gaz. După instalarea pe conducta de gaz, ambele jumătăți ale cuplajului sunt sudate împreună și sudate la conducta de gaz pe ambele părți libere.
Nuff de siguranță. Cuplajul (Fig. 2.4) este format din 2 jumătăți și are un zig special 2 în partea din mijloc, în interiorul căruia se află cordonul de sudură 5 al conductei de gaz. După instalarea pe conducta de gaz 3, ambele jumătăți ale cuplajului / și 6 sunt sudate împreună și sudate la conducta de gaz pe ambele părți libere. Cusăturile longitudinale 4, care conectează jumătățile de cuplare, nu trebuie sudate pe peretele conductei de gaz. In coama se face o gaura cu filet de 3/8 care serveste la testarea sudurilor si se sudeaza la finalul probelor.
Dispozitiv de suprafaţare a arborilor cu răcire.| Restaurarea arborilor prin suprafața automată a arcului cu un electrod vibrant. La uzina de alcool sintetic din Omsk a fost dezvoltat un dispozitiv pentru suprafața arborilor cu răcire, prezentat în fig. 2.18. Cea mai mare parte a arborelui 3 este scufundată în apă care umple baia /, iar pe partea a arborelui care iese deasupra apei sunt aplicate una sau două perle de sudură.
După cum sa menționat, în inspecția tradițională a sudurilor cu un traductor cu un unghi mare de înclinare și unde polarizate vertical, apare o undă Rayleigh și este foarte sensibilă la neregulile suprafeței. Reflexia sa din cordonul de sudură interferează foarte mult cu controlul.
Inele de topire a căptușelii a - pentru țevi cu o grosime a peretelui de până la 4 mm. b - pentru conducte cu un diametru mai mare de 100 mm. c - pentru tăiere în formă de V, d - îmbinare pe inelul de topire al suportului. Arg manual si automat sudare cu arc O electrod neconsumabil(cu și fără aditiv) oferă o stare stabilă, calitate superioarăîmbinare sudata. La sudarea rotativă și îmbinări fixe se realizează o mai bună formare a mărgelelor exterioare și inverse ale sudurii. În plus, sudare cu argon-arc cu neconsumabile electrod de wolfram permite obținerea rezistentei la coroziune îmbinări sudate. Suflarea de argon1 în cavitatea internă a unității (elementului) de sudat îmbunătățește calitatea îmbinare sudatași rezistența sa la coroziune. Costul sudării cu arc cu argon este mai mare decât sudarea cu arc, iar productivitatea este oarecum mai mică, astfel încât această metodă de sudare poate fi recomandată cu cerințe sporite pentru calitatea fiabilității și durabilității conductelor.
Dependența unghiului de înclinare.
Sudarea se realizează cu încălzirea continuă a marginilor metalice de către o flacără a arzătorului și introducerea unui fir de umplere în zona de încălzire. Când metalul este topit, se formează un bazin de sudură, în partea de coadă a căruia metalul se cristalizează într-un cordon de sudură; înălțimea rolei depinde de presiunea gazului și de volumul topitului fir de sudura, care este plasat la un unghi de aproximativ 45 în direcția opusă înclinării piesei bucale a arzătorului. Firului i se transmit mișcări oscilatorii în zig-zag opus în direcția arzătorului. Acest lucru contribuie la o bună amestecare a metalului în baie și la distribuția sa uniformă pe secțiune transversală.
O carcasă cu pereți subțiri sub presiune internă este luată ca principală schemă de proiectare pentru evaluarea rezistenței țevilor. Calculul luat în considerare nu ia în considerare posibila neomogenitate a distribuției tensiunilor în peretele țevii, cauzată de abaterile secțiunilor țevii de la forma geometrică corectă datorită prezenței cordonului de sudură, deplasării marginilor în acesta, și ovalitatea secțiunii în ansamblu.
Conductele de petrol moderne sunt complexe structura de inginerie. În acest caz, neomogenitatea distribuției tensiunilor în peretele țevii din cauza defectelor, precum și cele cauzate de abaterile secțiunilor țevii de la forma geometrică corectă datorită prezenței cordonului de sudură, deplasarea marginilor în acesta și ovalitatea secțiunii în ansamblu, nu au fost luate în considerare.
Pentru a controla sudurile în țevi cu un diametru de 28 - 100 mm, V. D. Korolev a creat sonde combinate separate de dimensiuni mici ale tipurilor RSP-1, RSP-2 la o frecvență de 5 MHz și recent la 10 - 15 MHz. Sunt fabricate din rasina epoxidica solida turnata. Plăcile au un unghi mic de convergență, ceea ce asigură că focalizarea razelor lovește cordonul de sudură după o singură reflexie de la suprafața interioară a țevii. Dimensiunea mică a PET permite controlul la distanta minima intre tevi 30 mm.
Deplasări unghiulare în timpul sudării îmbinărilor. La realizarea îmbinărilor cap la cap cu un gol (Fig. 23), din cauza încălzirii neuniforme a plăcilor care sunt sudate pe lățimea lor, plăcile se îndoaie odată cu deschiderea golului. Răcirea metalului în zona cusăturii deja sudate duce la convergența și rotația plăcilor, ceea ce tinde să închidă golul. Deformațiile de încovoiere apar în timpul sudării tablelor, tijelor și carcasei și sunt rezultatul unei poziționări asimetrice a cusăturilor față de centrul de greutate al secțiunii, al executării nesimultane a cusăturilor situate simetric sau al umplerii nesimultane a canelurilor cu sudură. margele. După terminarea sudării, grinda se scurtează și tee-ul se îndoaie.
În ultima lecție am discutat aparat de sudurași toate uneltele necesare pentru sudare. Acum să trecem la tehnica sudării în sine.
Maner suport
Pentru a începe să gătiți, mai întâi trebuie să ridicați corect suportul.
O greșeală comună pentru începător: mulți pur și simplu iau suportul cu mâna, lăsând cablul atârnând. Acest lucru este greșit: în timpul manipulărilor cu peria, cablul se va mișca, va doborî mișcările noastre, ceea ce va înrăutăți precizia sudurii. Prin urmare, facem acest lucru (instrucțiuni pentru dreptaci, pentru stângaci - la fel, doar invers): luăm suportul în mâna stângă, apăsăm cablul pe corp cu cotul mâinii drepte, înfășurăm cablu în jurul exteriorului brațului și luați suportul în mâna dreaptă. Cu această metodă, mâna și antebrațul rămân libere, cablul nu atârnă și putem manipula mâna în siguranță.
Raft
Pentru un sudor, standul ar trebui să fie primul. Standul ar trebui să fie astfel încât să nu vă legănați, astfel încât să stați ferm pe picioare - unii sudori își desfășoară picioarele larg pentru aceasta. Dacă aceasta este sudarea scăzută, atunci sudorul poate să îngenuncheze, să stea jos, să se întindă și așa mai departe. Poziția însăși a corpului trebuie să fie stabilă. Direct în momentul sudării, nu apăsăm manșonul pe corp. Nu apăsăm cotul pe corp, dimpotrivă, îl luăm ușor. O persoană respiră, pieptul se mișcă, iar dacă apăsați cotul pe corp, respirația va încurca mișcările mâinii și va avea un efect negativ asupra sudurii.
Au luat cotul, au luat suportul. Pentru a învăța sudarea, este indicat să luați piese de prelucrat foarte mari - cel puțin 20 cm. Orice sudor începător, după aprinderea arcului, încetează să mai respire fără să-l observe. Am niște aer - OP! - si dintr-o respiratie incearca sa fiarba intregul electrod. Dacă piesa de prelucrat este scurtă, atunci va reuși, dar obiceiul de a-și ține respirația va rămâne și se va sufoca pe piese mari de prelucrat. Prin urmare, în etapa de antrenament, este important să luați o piesă lungă, în timpul sudării căreia nu vă puteți ține respirația. Și, desigur, va trebui să vă controlați. Îmbrăcat, coborât masca și începu să respire. În timp, respirația se va dezvolta în timp cu mișcările mâinii, în timp cu manipulările și nu vei observa acest lucru, sub mască, în mica ta lume. Te vei gândi la a ta, iar mâinile tale vor face treaba.
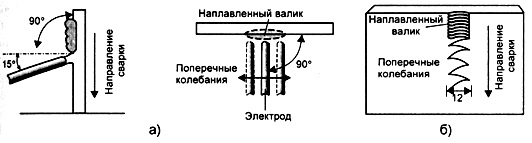
Poziția electrodului
În fața noastră este o placă metalică: vă puteți poziționa vertical sau orizontal - nu contează. Luăm un electrod. L-am prins în suport cu partea în care nu există acoperire. În momentul sudării, așezați electrodul perpendicular pe planul metalului. Acum luăm electrodul la cincisprezece grade spre cusătură. Aprindem arcul și începem să ne mișcăm. Asigurați-vă că rețineți că panta de cincisprezece grade merge spre cusătură. Dacă sudarea este înclinată în spate. Dacă sudăm cu un unghi înainte, atunci înclinăm la cincisprezece grade față de cusătură. Distanța dintre electrod și cusătură trebuie să fie de cel puțin 1-2 mm. Ar trebui să vă simțiți ca și cum ați trece un creion pe o foaie de hârtie. Vă rugăm să rețineți că odată cu momentul sudării, electrodul arde și scade, deci mișcarea este cu o pantă de 15 grade. Și aceste 15 grade nu ar trebui să se schimbe. Nu umplem electrodul, pentru că nu vom avea pătrunderea metalului, nu va exista pătrundere în profunzime. Nu o punem perpendicular, pentru că pătrunderea va fi doar mai adâncă. În viitor, atunci când sudați țevi, iar acesta este un lucru dificil, va trebui să mențineți electrodul la 15 grade față de perpendiculară de-a lungul diametrului țevii tot timpul. Este foarte dificil, dar realizabil.
cusatura de fir
Primele ochiuri pe care le vom studia sunt ochiuri simple cu fir.
Așadar, primul lucru pe care trebuie să-l obții este să aprinzi arcul și să-l faci să ardă constant. În momentul în care întindeți arcul, se poate opri pur și simplu. Trebuie să se poată determina distanța cu care electrodul este scurtat în timpul arderii și tot timpul să coboare mâna în jos, menținând aceeași lungime a arcului.
Aprindeți electrodul în două moduri. Prima este o ciugulă, adică atunci când lovim metalul. Iar a doua cale este ciripitul. Dacă luăm, de exemplu, dispozitive cu invertor atunci sunt atât de frumoase în producție de sudare că pot fi aprinse pur și simplu prin lovire. Am aprins arcul și am început să gătim.
Am sudat. Cum se determină integritatea cusăturii? Integritatea cusăturii este indicată de suprafața sa netedă. Adică, scalarea cusăturii ar trebui să fie minimă. Cusătura trebuie doar turnată. Sudorii verifică acest lucru într-un fel: dacă loviți cu un ciocan lângă cusătură, atunci stratul și zgura ar trebui să zboare imediat. Aceasta este ceea ce vom încerca să facem. BOOM! După cum puteți vedea, zgura a zburat complet. Acest lucru sugerează că cusătura noastră este netedă, fără nereguli și pur și simplu nu era nimic de care să se agațe zgura. Setarea corectă a temperaturii. Dacă supraîncălziți cusătura, aceasta va fi roșie, în viitor structura dvs. s-ar putea să se destrame, să se rupă. Dacă subîncălziți, atunci nu va exista nicio pătrundere. Cum se verifică dacă temperatura este corectă? Asigurați-vă că cusătura este ușor ridicată după procesare.
Primul lucru pe care îl vom face cu tine este o cusătură de fir. O cusătură de fir se realizează fără nicio manipulare, pur și simplu prin ghidarea electrodului. Este necesar să se măsoare viteza electrodului, distanța, unghiul. Vor fi necesare manipulări în cazul metalului gros și trebuie încălzit. Apoi este necesar să întârziați electrodul, creând o temperatură la un anumit punct. Pentru aceasta, au fost inventate diverse manipulări: paranteze simple, diverse bibelouri - cine este bun pentru ce. Există spirale, cu o străpungere de metal.
Metalul poate fi gros și subțire, așa că manipulările trebuie alese astfel încât electrodul să zăbovească mai mult pe metalul gros.
De asemenea, cusăturile sunt cu o singură trecere și cu mai multe treceri. O sudură cu o singură trecere se realizează pe metal de până la 3 mm, adică într-o singură trecere putem completa grosimea metalului cu un electrod, transferând metalul de pe electrod pe suprafața de sudat. Dar dacă metalul are 8, 9, 10 sau mai mulți milimetri, atunci nu vom putea compensa această grosime dintr-o singură mișcare, nu vom avea un monolit, așa că trebuie să trecem prin mai multe cusături.



