Изпитни билети за специалност електро-газозаварчик. Билети за обучение по професия електро-газозаварчик на допълнително образование
БИЛЕТ 1", "
1. Ниско въглерод.
2. Легиран.
3. Високо легиран.
2. Големината на напрежението на дъгата.
1. Променлива.
2. Увеличаване.
3. Падане.
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
3. АНО-7, АНО-8.
1. Газови пори.
2. Шлакови включвания.
3. Втвърдяване пукнатини.
1. Кратерни пукнатини
2. Липса на синтез
3. Пори
3. Заваряване с дълга дъга.
1. Трябва.
1. 220 V.
2. 36 V.
3. Не по-висока от 12 V.
2. Посочени са GOST, вид на свързване, метод и метод на заваряване, крак на шева, дължина или стъпка, специални обозначения.
Изпитни билети за проверка на знанията на специалистите заваръчно производство 1 ниво
БИЛЕТ 2
ВЪПРОС 1. Каква позиция на електрода по време на заваряване води до увеличаване на дълбочината на проникване при RDS?
1. Заваряване "ъгъл напред".
2. Заваряване на заден ъгъл.
3. Заваряване с вертикален електрод.
ВЪПРОС 2. Зависи ли напрежението на дъгата от заваръчен токпри използване на захранвания с падаща характеристика.
1. Зависи.
2. Не зависи.
3. Зависи от малки и големи стойности на заваръчния ток.
ВЪПРОС 3. Към какъв клас стомани принадлежи заваръчната тел Sv-12Kh11NMF, Sv-10Kh17T, Sv-06Kh19N9T?
1. Ниско сплав.
2. Легиран.
3. Високо легиран
ВЪПРОС 4. Кой от следните фактори оказва най-голямо влияние върху ширината на шева при RDS?
1. Напречни вибрации на електрода.
2. Напрежение на дъгата.
3. Стойността на заваръчния ток.
ВЪПРОС 5. Защо един от краищата на електрода е непокрит?
1. За осигуряване на подаване на ток към електрода.
2. За да спестите покритие.
3. Да се определи марката на електрода.
ВЪПРОС 6. Какъв трябва да бъде вида и полярността на тока при заваряване на съединения от въглеродни стоманиелектроди с основно покритие?
1. Променлив ток.
2. Д.Кобратна полярност.
3. Постоянен ток с постоянна полярност.
ВЪПРОС 7. Какви са изискванията за складово помещение заваръчни консумативи?
1. Заваръчните материали се съхраняват в специално оборудвано помещение без ограничения за температура и влажност.
2. Заваръчните материали се съхраняват в специално оборудвано помещение при положителна температура на въздуха.
3. Заваръчните материали се съхраняват в специално оборудвано помещение при температура не по-ниска от 15 0С и относителна влажност на въздуха не повече от 50%.
ВЪПРОС 8. За заваряване на коя група стомани се използват електроди от тип E50, E50A, E42A, E55?
1. За заваряване на конструкционни стомани с повишена и висока якост.
2. За заваряване на въглеродни стомани.
ВЪПРОС 9. Защо заварчикът се нуждае от гащеризони?
1. За защита на заварчика от вредни аерозоли.
2. За предпазване на заварчика от токов удар.
3. За предпазване на заварчика от термични, светлинни, механични и други влияния на процеса на заваряване.
ВЪПРОС 10. Как се променя силата на заваръчния ток с увеличаване на дължината на дъгата при ръчно електродъгово заваряване с пръчкови електроди?
1. Увеличаването на дължината на дъгата води до намаляване на силата на тока.
2. Увеличаването на дължината на дъгата води до увеличаване на силата на заваръчния ток.
3. Заваръчният ток остава непроменен.
ВЪПРОС 11. Какво регулира режима на отгряване на електродите?
1. Производствен опит на заварчика.
2. Технически паспорт за заваръчни консумативи.
3. Препоръки на надзорните органи.
ВЪПРОС 12. Каква е целта на калцинирането на електродите?
1. За отстраняване на сярата и фосфора.
2. За увеличаване на здравината на покритието на електрода.
3. За отстраняване на влагата от покритието на електродите.
ВЪПРОС 13. Кои стомани са въглеродни стомани?
1. Стомана St3sp5, Стомана 10, Стомана 15, Стомана 20L, Стомана 20K, Стомана 22K.
2. 45X25H20.
3. 08X14MF, 1X12V2MF, 25X30N.
ВЪПРОС 14. Какво означават буквата и цифрата след нея при маркирането на стомани и сплави?
3. Символ на легиращия елемент в стоманата и неговото процентно съдържание.
ВЪПРОС 15. Кои стомани спадат към групата на задоволително заварените?
1. Със съдържание на въглерод 0,25-0,35%.
2. Със съдържание на сяра и фосфор до 0,05%.
3. Със съдържание на силиций и манган до 0,5%.
ВЪПРОС 16. Кое от следните технологични нарушения може да доведе до порьозност на фугите?
1. Лошо почистване на ръбовете преди заваряване от ръжда, следи от грес.
2. Велика силазаваръчен ток.
3. Малка междина в ставите.
ВЪПРОС 17. Какво определя в по-голяма степен степента на деформация на заварения метал?
1. От склонността на стоманата към втвърдяване.
2. От неравномерно нагряване.
3. От марката на електрода, който се използва за заваряване.
ВЪПРОС 18. Посочете размера на пролуката между заварените ръбове на листови елементи с дебелина до 5 мм в съответствие с GOST 5264-80?
1. 1 - 2 мм.
2. 3 - 4 мм.
3. 5 - 6 мм.
ВЪПРОС 19. В какъв цвят се препоръчва боядисване на стени и оборудване на заваръчни цехове?
1. Червен, оранжев.
2. Бяло.
3. Сив (стоманен) цвят с матово покритие.
ВЪПРОС 20. Посочете символите за заварени съединения?
1. C - челно, U - ъглово, T - тройник, H - припокриване; буквата и цифрата след нея са символ на завареното съединение.
2. C - челно, U - ъгъл, H - припокриване, T - точково заваряване; цифрите след буквите показват метода и метода на заваряване.
3. C - приклад, U - ъглов, T - тройник, P - шев на тавана; цифрите след буквите показват методите и степента на контрол.
БИЛЕТ 4
ВЪПРОС 1. Назовете основните външни дефекти на шева в RDS.
1. Нарушаване на размера и формата на шева, подрязвания, изгаряния, увисване, фистули, незаварен кратер.
2. Нарушаване на размера и формата на шева, пукнатини, пори, шлакови включвания.
3. Изгаряния, увисване, фистули, оксидни волфрамови включвания, несливане.
ВЪПРОС 2. До каква степен се променя стандартният ъгъл на скосяване по време на V-образно рязане на елементи от стоманена конструкция в съответствие с GOST 5264-80
1. 23-27 градуса.
2. 25-30 градуса.
3. 60-90 градуса.
ВЪПРОС 3. Коя буква от руската азбука обозначава алуминия и медта в стоманата?
1. Алуминий - А, мед - М.
2. Алуминий - B, мед - K.
3. Алуминий - Ю, мед - Д.
ВЪПРОС 4. Посочете начин за премахване на влиянието на магнитния взрив
1. Увеличаване на параметрите на режима на заваряване, механично почистване на ръбовете, които се заваряват.
2. Промяна на местоположението на подаването на ток, ъгъла на наклон на електрода, замяна на постоянен ток с променлив ток.
3. Промяна на ъгъла на разделяне на ръбовете, намаляване на пролуката в фугата.
ВЪПРОС 5. Какъв е режимът на празен ход на заваръчния трансформатор?
1. Първичната намотка на трансформатора е свързана към електрическата мрежа, а вторичната е затворена от консуматора.
2. Първичната намотка на трансформатора е свързана към електрическата мрежа, а вторичната намотка е изключена от консуматора.
3. Първичната намотка на трансформатора не е свързана към мрежата, а вторичната намотка е затворена от консуматора.
ВЪПРОС 6. Кое от следните влияе върху избора на диаметър на електрода и заваръчен ток?
1. Марка и дебелина на заварения метал.
2. Температура на околната среда.
3. Всичко по-горе в параграфи 1,2.
ВЪПРОС 7. Посочете правилното разделение на електродите според вида на покритието съгласно GOST 9466?
1. Съдържащи силиций, манган и неутрални покрития.
2. Оксидационни, редукционни и пасивиращи покрития.
3. Киселинни, основни, целулозни и рутилни покрития
ВЪПРОС 8. За заваряване от какъв клас стомани се използват електроди тип Е70, Е85, Е100, Е125, Е150?
1. За заваряване на топлоустойчиви стомани.
3. За заваряване на въглеродни и нисколегирани конструкционни стомани.
ВЪПРОС 9. Кое от изброените е причината за шлаковите включвания?
1. Лоша защита на мястото на заваряване от вятъра при инсталацията.
2. Следи от влага и масло по заварените ръбове.
3. Лошо качество на покритието на електрода с ръчно електродъгово заваряване.
ВЪПРОС 10. Кога се наблюдава пренос на метал с малки капки при заваряване в защитни газове?
1. При ниски стойности на плътността на заваръчния ток.
2. При високи стойности на плътността на заваръчния ток.
3. При средни стойности на плътността на заваръчния ток.
ВЪПРОС 11. Кой от следните фактори оказва най-голямо влияние върху ширината на шева при RDS?
1. Стойността на заваръчния ток.
2. Напречни вибрации на електрода.
3. Напрежение на дъгата.
ВЪПРОС 12. Посочете изискванията за режима на нагряване при заваряване на разнородни перлитни стомани
1. Режимът се задава в съответствие с по-легираната от стоманите, които ще се заваряват.
2. Задава се режимът, съответстващ на по-малко легираната стомана, която се заварява.
3. Задава се средният режим на отопление.
ВЪПРОС 13. Посочете как увеличаването на диаметъра на електрода (при постоянен ток) при ръчно дъгово заваряване влияе върху пространствената стабилност на дъгата
1. Увеличава се, защото лутането на активното петно намалява.
2. Намалява, тъй като лутането на активното петно по напречното сечение на края на електрода се увеличава.
3. Няма ефект.
ВЪПРОС 14. Каква токово-волтова характеристика трябва да има захранването за RDS?
1. Увеличаване.
2. Падане.
3. Всякакви.
ВЪПРОС 15. Посочете изискванията за качество на подготовка на повърхността на ръба преди заваряване.
1. Разрешено е използването на метал в състояние на доставка.
2. Свързващите повърхности на ръбовете на детайла и прилежащата към тях зона трябва да са чисти, без котлен камък, ръжда, масло, мазнини и замърсявания.
3. Повърхностите на фугата на ръбовете на детайла и прилежащата към тях зона трябва да са без влага.
ВЪПРОС 16. Посочете как е избрана плътността на защитното стъкло заваръчна маскапри електродъгово заваряване
1. В зависимост от метода на заваряване.
2. В зависимост от големината на заваръчния ток.
3. В зависимост от зрителната острота на заварчика.
ВЪПРОС 17. Кога се появяват временни заваръчни деформации?
1. Образувани по време на заваряване.
2. Възникват след заваряване.
3. Появяват се след охлаждане на заварения метал.
ВЪПРОС 18. Какви дефекти могат да бъдат отстранени от заварчик (без привличане на ръководител на работата)?
1. Всички дефекти, включително дефекти като липса на сливане и пукнатини.
2. Пукнатини и несплавление между валците.
3. Повърхностни пори, включвания на шлака, несливане на междуролките, подрязвания.
ВЪПРОС 19. Каква е минималната стойност на тока, която може да бъде фатална за човек, когато е изложен на електрическо напрежение?
1. Сила на тока, равна на 1 mA.
2. Сила на тока, равна на 10 mA.
3. Сила на тока, равна на 50 mA.
ВЪПРОС 20. Коя линия представлява невидимото заваркана чертежа?
1. Твърдо ядро.
2. Пунктиран.
3. Штрих – пунктиран.
БИЛЕТ 3
ВЪПРОС 1. За заваряване на кои стомани са предназначени електроди от типа Е38, Е42, Е46, Е50.
1. Топлоустойчив.
2. Въглеродни структурни и нисколегирани.
3. Високо легиран.
ВЪПРОС 2. Какво означават буквите и цифрите в маркировката нисколегирани стомании сплави?
1. Марки на производителя.
2. Обозначения на номера на топене и партида метал.
3. Обозначение химични елементии съдържанието им в стомана.
ВЪПРОС 3. Посочете причините за образуването на кратера?
1. По време на процеса на заваряване на мястото на отделяне на газ се образува кратер.
2. Поради рязкото прибиране на дъгата от заваръчната вана.
3. Поради значително свиване на метала по време на кристализация.
ВЪПРОС 4. Зависи ли напрежението на дъгата от нейната дължина при ръчно електродъгово заваряване?
1. Зависи
2. Не зависи
3. Зависи от малки и големи стойности на заваръчния ток
ВЪПРОС 5. Кой трябва да включва и изключва източника на заваряване към електрическата мрежа?
1. Електрически персонал на това предприятие.
2. Заварчик, работещ на тази машина.
3. Заварчик, работещ върху тази инсталация под наблюдението на бригадир.
ВЪПРОС 6. Какъв трябва да бъде видът и полярността на тока при горещи фуги от въглеродна стомана с целулозни електроди?
1. Променлив ток.
2. DC обратна полярност.
3. Постоянен ток с постоянна полярност.
ВЪПРОС 7. Какви повърхности трябва да се почистят при подготовката за монтажа на части на тръбопровода за пара и вода?
1. Краищата на тръбите трябва да бъдат почистени от мръсотия и ръжда до метален блясък.
2. Ръбовете и външните повърхности на частите трябва да бъдат почистени от мръсотия и ръжда до метален блясък.
3. Ръбовете, както и вътрешните и външните повърхности на прилежащите към тях части трябва да бъдат почистени от мръсотия и ръжда до метален блясък.
ВЪПРОС 8. За заваряване от какъв клас стомани се използват електроди от тип E-09M и E-09MH?
1. За заваряване на топлоустойчиви нисколегирани стомани.
2. За заваряване на конструкционни стомани с повишена и висока якост.
3. За заваряване на високолегирани стомани.
ВЪПРОС 9. Каква е целта на покриване на пръчката на електрода?
1. За да стабилизирате дъгата, легирайте заваръчния метал и предпазете заваръчната вана от навлизането на газове от въздуха и образуването на заваръчния шев.
2. За предпазване на пръта от влага.
3. За да се намали вероятността от студени и горещи пукнатини в заваръчния метал.
ВЪПРОС 10. Как дължината на дъгата влияе върху стабилността на нейното горене?
1. С увеличаване на дължината на дъгата стабилността на горене намалява.
2. С увеличаване на дължината на дъгата стабилността на горене се увеличава.
3. Няма практически ефект.
ВЪПРОС 11. Изберете най-пълните препоръки за защита на мястото на заваряване в инсталационната среда?
1. Необходимо е да се предпази мястото на заваряване от вятъра.
2. Необходимо е да се осигури защита под формата на навес от въздействието на валежите.
3. Трябва да бъдат защитени от вятър, течение и валежи.
ВЪПРОС 12. Листове с каква дебелина могат да се заваряват чрез ръчно дъгово заваряване без режещи ръбове?
1. 16 мм.
2. 8 мм.
3. 4 мм.
ВЪПРОС 13. Как се отразява увеличаването на тока при ръчно електродъгово заваряване геометрични размеризаваряване?
1. Дълбочината на проникване намалява и височината на армировката на заваръчния шев се увеличава.
2. Увеличава се дълбочината на проникване и височината на армировката на заваръчния шев.
3. Височината на армировката на шева намалява и дълбочината на проникване се увеличава.
ВЪПРОС 14. Как се включва амперметър в електрическа верига?
1. Последователно към електрическа верига с волтметър.
2. Последователно към обща електрическа верига.
3. Успоредно на обща електрическа верига.
ВЪПРОС 15. Защо заварчикът се нуждае от гащеризони?
1. За предпазване на заварчика от термични, светлинни, механични и други влияния по време на заваряване.
2. За да го предпази от вредни аерозоли и блясък на дъгата.
3. За да го предпазите от токов удар.
ВЪПРОС 16. Кое от следните най-силно влияе върху заваряемостта на метал?
1. Химичен състав на метала.
2. Механични свойства на метала.
3. Електрическа проводимост на метала.
ВЪПРОС 17. Как стойността на обема метал, депозиран за едно преминаване, влияе върху стойността на деформациите?
1. Увеличава трайната деформация заварени конструкции.
2. Намалява остатъчните деформации на заварените конструкции.
3. Не влияе на остатъчни деформации на заварени конструкции.
ВЪПРОС 18. В кой момент трябва да се коригират дефектите в заварените съединения, подложени на последваща термична обработка?
1. Преди термична обработка
2. По съгласуване с водещата материалознание.
3. След термична обработка.
ВЪПРОС 19. Гражданите на каква възраст могат да бъдат разрешени да участват заваръчни работи?
1. 18 години.
2. 16 години.
3. 20 години.
ВЪПРОС 20. Коя линия условно изобразява видима заварка на чертежа?
1. Твърдо ядро.
2. Пунктиран.
3. Штрих – пунктиран.
джонхес
Джонхес
- Град: Няган
Изпитни билети за проверка на знанията на специалистите по заваряване ниво 1
- file:///C:\DOCUME~1\6F1E~1\LOCALS~1\Temp\msohtmlclip1\01\clip_image001.gif
ВЪПРОС 1. Кои знаци най-правилно отразяват същността на ръководството електродъгово заваряванеелектроди на парче (RDS)?
1. Топенето на метален прът с ограничена дължина и основния метал се извършва чрез електрическа дъга със защита на разтопените метали от въздействието на атмосферата.
2. Защита на дъгата и заваръчната вана с газ от разтопяване на покритието на електрода.
3. Топене на основния метал от термично излагане електрическа дъга, покритие на пръчки и електроди.
", "
ВЪПРОС 2. Коя група стомани включва заваръчна тел марки Sv-08A, Sv-08AA, Sv-08GA, Sv-10GA?
1. Ниско въглерод.
2. Легиран.
3. Високо легиран.
ВЪПРОС 3. Посочете какъв ефект оказва увеличаването на тока при ръчно дъгово заваряване върху геометричните размери на заваръчния шев?
1. Увеличава дълбочината на проникване и височината на армировката на шева.
2. Дълбочината на проникване се увеличава, а височината на армировката на заваръчния шев намалява.
3. Дълбочината на проникване намалява и височината на армировката на заваръчния шев се увеличава.
ВЪПРОС 4. Кое е най-правилното определение на заваръчната дъга?
1. Електрически дъгов разряд в точката на прекъсване на веригата.
2. Електрически дъгов разряд в междуелектродното пространство в частично йонизирана смес от метални пари, газ, електродни компоненти, покрития, потоци.
3. Електрически дъгов разряд в смес от въздушни атоми и молекули.
ВЪПРОС 5. Какви параметри на режима определят мощността на заваръчната дъга?
1. Съпротивлението на електрическата верига.
2. Големината на напрежението на дъгата.
3. Стойността на заваръчния ток и напрежението на дъгата.
ВЪПРОС 6. Каква трябва да бъде текущата стойност за електродъгово заваряване позиция над главатаспрямо количеството на тока при заваряване в долна позиция?
1. Текущата стойност при заваряване в горно положение трябва да бъде по-малка, отколкото при заваряване в долно положение.
2. Стойността на тока при заваряване в горно положение трябва да е по-голяма, отколкото при заваряване в долно положение.
3. Големината на тока не зависи от позицията на заваряване в пространството.
ВЪПРОС 7. Какви са изискванията към заваръчните консумативи при входяща проверка?
1. Наличие на сертификат: пълнота и коректност на данните, посочени в него, наличие на етикети на всяко опаковъчно място с контрол на данните в тях, състоянието на материалите и опаковката.
2. Наличие на удостоверение: пълнота и коректност на данните, посочени в него.
3. Изисквания за контрол се установяват във всеки отделен случай, в зависимост от изискванията на Клиента.
ВЪПРОС 8. За какъв клас стомани се използват за заваряване електроди от тип Е38, Е42, Е42А, Е46, Е46А?
1. За заваряване на топлоустойчиви нисколегирани стомани.
2. За заваряване на въглеродни стомани.
3. За заваряване на аустенитни стомани.
ВЪПРОС 9. Посочете предназначението на електродното покритие
1. Опростява запалването на дъгата, увеличава коефициента на топене на метала на електрода и дълбочината на проникване.
2. Предпазва метала на електродния прът от окисляване, подобрява санитарно-хигиенните условия на работа на заварчика.
3. Повишава стабилността на дъгата, образува комбинирана защита от газ и шлака на разтопения електроден метал и заваръчната вана, легира и рафинира заваръчния метал и подобрява образуването му.
ВЪПРОС 10. Какъв вид ток и полярност се препоръчват за ръчно дъгово заваряване на конструкции от мека стомана с основни електроди?
1. Променлива.
2. DC обратна полярност.
3. Постоянен ток с постоянна полярност.
ВЪПРОС 11. Какво се разбира под издухване на магнитна дъга?
1. Отклонение на дъгата от оста на заваръчния шев под действието магнитно полеили излагане на големи феромагнитни маси.
2. Периодично прекъсване на дъгата.
3. Трептения на капка електроден метал при дълга дъгова заварка.
ВЪПРОС 12. Каква е токово-волтажната характеристика на заваръчен източник на захранване за ръчно електродъгово заваряване?
1. Твърдо или леко потапяне.
2. Увеличаване.
3. Падане.
ВЪПРОС 13. Кои марки електроди имат рутилово покритие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
3. АНО-7, АНО-8.
ВЪПРОС 14. Какви дефекти се образуват при заваряване с дълга дъга с електроди с основно покритие?
1. Газови пори.
2. Шлакови включвания.
3. Втвърдяване пукнатини.
ВЪПРОС 15. Какъв дефект може да се образува главно при бързо отстраняване на електрода от частите?
1. Кратерни пукнатини
2. Липса на синтез
3. Пори
ВЪПРОС 16. Посочете най-правилното определение на понятието заваряемост?
1. Технологичното свойство на металите или техните комбинации да образуват съединения по време на заваряване, които осигуряват здравина и пластичност на нивото на основните материали.
2. Металургичното свойство на металите, което прави възможно получаването на заварено съединение с общи граници на зърната в зоната на топлинно въздействие и отлятата заварка.
3. Технологичното свойство на металите или техните комбинации да образуват съединения при заваряване, отговарящи на проектните и експлоатационни изисквания за тях.
ВЪПРОС 17. Какво може да допринесе за образуването на прогаряне при заваряване?
1. Малко притъпяване на ръбовете на детайли с V-образен жлеб.
2. Липсата на празнина в съединението, сглобено за заваряване.
3. Заваряване с дълга дъга.
ВЪПРОС 18. Посочете дали е необходимо да се отстранят лепки с неприемливи външни дефекти (пукнатини, външни пори и др.) въз основа на резултатите от визуалната проверка?
1. Трябва.
2. Не трябва да се прави, ако лепката е напълно препечена по време на заваряване.
3. Трябва да се отстранява само ако се открие пукнатина в халбата.
ВЪПРОС 19. Какво трябва да бъде напрежението на лампите при извършване на работа вътре в съда?
1. 220 V.
2. 36 V.
3. Не по-висока от 12 V.
ВЪПРОС 20. Как е посочено завареното съединение на чертежа?
1. Посочени са видът на свързване, методът на сглобяване и методът на заваряване, методите за управление.
2. Посочени са GOST, вид на свързване, метод и метод на заваряване, крак на шева, дължина или стъпка, специални обозначения.
джонхес
Джонхес
- Град: Няган
Изпитни билети за проверка на знанията на специалистите по заваряване ниво 1
БИЛЕТ 5
ВЪПРОС 1. Какво е заваряване с консумативи електроди?
1. Дъгата гори между детайла, който ще се заварява, и консумативия електрод или електродната тел.
2. Заваръчната вана е защитена от газ и шлака, които се образуват при топенето на основата и заваръчните материали.
3. Електродът се стопява от топлината на дъгата или газовия пламък.
ВЪПРОС 2. Коя буква от руската азбука обозначава волфрам и ванадий в стоманата?
1. Волфрам - G, ванадий - V.
2. Волфрам - B, ванадий - F.
3. Волфрам - К, ванадий - В.
ВЪПРОС 3. Кои марки електроди имат рутилово покритие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
3. АНО-7, АНО-8.
ВЪПРОС 4. Какво е общото напрежение на няколко идентични източника на ЕМП, свързани последователно?
1. Напрежението на един от свързаните източници на ЕМП.
2. Частното от разделянето на произведенията на напреженията на свързаните източници на ЕМП на сумата от техните напрежения.
3. Алгебрична сума от напреженията на източниците на ЕМП.
ВЪПРОС 5. Каква честота на променлив ток се произвежда от електроцентралите в Русия?
1. Променлив ток с честота 100 Hz.
2. Променлив ток с честота 60 Hz.
3. Променлив ток с честота 50 Hz.
ВЪПРОС 6. Посочете размера на пролуката между заварените ръбове на елементи с дебелина до 5 мм в съответствие с GOST 5264-80?
1. 1-2 мм.
2. 3-4 мм.
3. 5-6 мм.
ВЪПРОС 7. За коя група стомани се използват за заваряване електроди от тип Е38, Е42, Е42А, Е46, Е46А?
1. За заваряване на топлоустойчиви нисколегирани стомани.
2. За заваряване на въглеродни конструкционни стомани.
3. За заваряване на нисколегирани конструкционни стомани.
ВЪПРОС 8. Какво означава буквата "Е" и цифрите след нея при маркировката на електродите?
1. Марка на електрода и номер на разработка.
2. Производител и номер на покритието.
3. Тип електрод и гарантирана якост на опън на отложения от тях метал в kgf/mm2.
ВЪПРОС 9. Видът и полярността на тока влияят ли на степента на проникване по време на RDS?
1. Влияе леко.
2. Не влияе.
3. Значително влияе.
ВЪПРОС 10. Как дължината на дъгата влияе върху ширината на шева?
1. Не влияе.
2. С увеличаване на дължината на дъгата ширината на шева намалява.
3. С увеличаване на дължината на дъгата, ширината на шева се увеличава.
ВЪПРОС 11. При какви условия се препоръчва съхраняването на електродите?
1. В сухо отопляемо помещение при температура не по-ниска от +15 и влажност на въздуха не повече от 50%.
2. В склад при температура над 00С.
3. В кутии, опаковани.
ВЪПРОС 12. Какви дефекти могат да бъдат в заваръчния шев, ако притъпяването на ръбовете надвишава препоръчителната стойност?
1. Възможно е да има липса на проникване на корена на шева.
2. Може да се получи студено напукване.
3. Може да се появи порьозност.
ВЪПРОС 13. Каква е целта на източниците на захранване на заваръчна дъга за ръчно дъгово заваряване да имат напрежение на отворена верига, по-високо от напрежението на дъгата при заваряване?
1. За увеличаване на дълбочината на проникване в началото на шева.
2. За подобряване на възбуждането на дъгата.
3. За намаляване на металните пръски.
ВЪПРОС 14. Какви въглеродни и нисколегирани стомани трябва да се нагряват предварително по време на заваряване?
1. С еквивалентно съдържание на въглерод над 0,5%.
2. Със съдържание на сяра и фосфор над 0,05% всяко.
3. Със съдържание на силиций и манган до 0,5 ... 1,5% всеки.
ВЪПРОС 15. Какви методи на рязане се препоръчват за подготовка на детайли от аустенитни стомани?
1. Кислород.
2. Кислород-поток, плазмено-дъгов, механичен.
3. Въздушна дъга
ВЪПРОС 16. Какво е включено в понятието за металургична заваряемост на металите?
1. Ефект върху заваряемостта химичен съставметал и липсата на дефекти в резултат на химичното взаимодействие на елементите в заваръчната вана и кристализиращия заваръчен метал.
2. Влияние върху заваряемостта на метода на заваряване и възможността за дефекти в резултат на излагане на термичен цикъл върху заваръчната вана и кристализиращ заваръчен метал.
3. Влияние върху заваряемостта на обема на заваръчната вана и кристализиращия заваръчен метал.
ВЪПРОС 17. Какви заваръчни деформации се наричат остатъчни?
1. Деформации, които се появяват по време на заваряване.
2. Деформации, появяващи се в края на заваряването.
3. Деформации, образувани под действието на експлоатационни натоварвания.
ВЪПРОС 18. Допускат ли се пукнатини заваркипри заваряване на нисколегирани стомани?
1. Допуска се, ако дължината им не надвишава дебелината на заваръчния метал.
2. Допуска се, ако краищата на пукнатината след заваряване са заварени чрез газово заваряване.
3. Не е позволено.
ВЪПРОС 19. Какъв вид ток е по-опасен, когато човек бъде ударен от електрически ток при напрежение 220V?
1. Променлив ток 50 Hz.
2. Постоянен ток.
3. Високочестотен ток.
ВЪПРОС 20. Каква лична екипировка трябва да има заварчик при извършване на заваряване на таван?
1. Предпазен колан.
2. Барета и ръкавици.
3. Ръкохватки, шлем и пелерини.
Васили4
Васили4
А, ключът от апартамента, къде са парите?Всеки атестационен център има свои собствени изпитни билети, съответно те са различни за всяка атестация, така че ако искате помощ, напишете номера на центъра, в който се сертифицирате.
Веденей
Веденей
- град: Благовещенск (Амурска област)
Здравейте!
Ще отворя следните точки: NGDO 1.3 (като се вземат предвид изискванията на STO Gazprom 2-2.2.136-2007), 4.5 и SK 1.3. Кажете ми кой знае каква номенклатура можете да прочетете, за да преодолеете теорията наведнъж (с практика, норма, въпреки че няма да откажа съвет).
Има няколко седмици преди изучаване, има място и желязо, с което ще тренирам: тръба f250, h8 (изрезки от обекта). Той работеше с chernukha, главно топлопроводи, от време на време вътре. Направено drbrotno: почистване, ръбове, притъпяване; но пропуските не винаги се връщаха към нормалното, понякога MP трябваше да бъде зареден и с марж за извайване на корена.
Благодаря предварително.
Аргонавт
Аргонавт
- град: Тверска област
Колко пъти да казвам, че това е поредната реквизиция. Например, човек е завършил лицей (сега дори преподават аргон) След това идва на моя стаж. никога не е плащал такса за обучение. Тук при един майстор, може би бивш монтажник е бил хванат. Съветът беше да навиете кабела на ръката си. Защо е необходимо това. шевът е повреден. Само кой кого щеше да учи. Ако например АБН е назначен за шеф на НАКС. Всички заварчици в страната биха одобрили това.
Изпитни билети
по предмет
„Технология на ръчно електродъгово и газово заваряване”.
Професия: "Електрогазов заварчик"
Период на обучение: 6 месеца.
Разработено от учителя:
Мелихова G.N.
Михайловка
2015 г
1.1 Изпитни билети
дисциплина: „Технология на ръчно електродъгово и газово заваряване”.
Специалност: електрогазов заварчик.
Билет 1.
1. Класификация на видовете заваряване.
2. Видове и устройство на заваръчна газова горелка.
3. Общи изискванияпредпазни мерки при заваряване.
Билет 2.
1. Класификация заваръчни съединения
2. Разположение на бутилки за втечнени газове (кислород)
3. Изисквания за безопасност преди започване на заваряване.
Билет 3.
Заваръчни трансформатори, устройство и принцип на действие.
2. Цилиндрични устройства за разтворени газове (ацетилен).
3. Изисквания за безопасност при заваряване.
Билет 4 .
1. Заваръчни токоизправители, устройство и принцип на действие
2. Материали за газово заваряване:горими газове, тел за пълнене, флюси.
3. Изисквания за безопасност в края на заваряването.
Билет 5.
1. Основни и пълнителни материали за заваряване на стоманени метали.
2. Генератор на ацетилен, устройство, видове.
3. Изисквания за безопасност при аварийно заваряване.
Билет 6.
1. Изисквания към електродите. Класификация на електродите.
2. Структура и видове газови пламъци.
3. Изисквания към гащеризони и лични предпазни средства за електрозаварчик.
Билет 7.
1. Изисквания към източниците на захранване на заваръчната дъга.
2. Методи и режими на заваряване на тръби (тръбопроводи ).
3. Правила съхранение на бутилки по време на газово заваряване.
Билет 8.
1. Заваръчна дъга, нейните свойства, методи на запалване на дъгата.
2. Методи за извършване на газово заваряване.
3. Мерки Пожарна безопасностпо време на заваряване
Билет 9.
1. Методи за контрол на заварените шевове.
2. Правила за подбор заваръчни проводници, свързването им към източника на захранване, към електрическия държач и продукта.
3. Основни изисквания за безопасност при газово заваряване и рязане.
Билет 10.
1. Заваръчни преобразуватели, устройство и принцип на действие.
2. Техника заваръчни шевове"към прохода", "каскада" и "пързалка".
3. Квалификационна характеристика на електро- и газозаварчик: какво трябва да знае, какво трябва да може да прави.
Билет 11.
1. Основните зони на заваръчната дъга.
2. Устройството и принципът на действие на водната брава за ниско налягане.
3. Видове газови ръкави (маркучи), изисквания за тяхното съхранение.
Билет 12
1. Влияние на прилепването, монтажа и подготовката на заварените ръбове върху качеството на заваръчния шев.
2. Оборудване заваръчна станцияпри газово заваряване.
3. Изисквания за охрана на труда в заваръчните цехове.
Билет 13
1. Класификация на заварките.
2. Калциев карбид и кислород.
3. Общи изисквания за безопасност за електрозаваръчни работиох.
Билет 14
1. Техника на движение на електродите при заваряване.
2. Избор на режими на заваряване
3. Общи изисквания за безопасност за газови заваръчни работиох.
Билет 15
1. Техника на заваряванев долно положение, вертикално и хоризонтално положение.
2. Особености на заваряването на тръби с ротационни и неподвижни съединения.
3. Видове инструктажи по безопасността, целта на тяхното провеждане.
Билет 16
1. Електроди, тяхната структура и обозначение.
2. Дефекти в заваръчните шевове, техните причини.
3. Общи изисквания за безопасност при заваряване на височина.
Билет 17
1. Покрития за заваръчни електроди, предназначение и видове.
2. Предимства и недостатъци на газовото заваряване.
3. Защитна земяпри заваряване, видове и предназначение.
Билет 18
1. Концепцията за заваряемост на метала. Класификация на металите по заваряемост.
2. Заваръчни редуктори (назначение, класификация, устройство, принцип на действие, предпазни мерки по време на работа)
3. Първа помощ за пострадали от токов удар.
Билет 19
1. Заваръчна тел (назначение, изисквания, химичен състав, маркировка).
2. Предпазни врати (назначаване, класификация, устройство).
3. Правила за съхранение, транспортиране, експлоатация на газови бутилки.
Билет 20
1. Напрежения и деформации по време на заваряване (понятия, видове, класификация, причини за тяхното възникване, методи на борба)
2. Защитни газове (назначение, класификация, свойства).
3. Поддръжка на заваръчни трансформатори.
Билет 21
1. Технология на наваряване и заваряване на ъглови заварки.
2. Характеристики и режими на заваряване на различни метали.
3. Схема за производство на ацетилен.
Критерии и норми на дейностите по оценяване на устния теоретичен изпит.
Критериите за оценка на учебната дейност на учениците се основават на обективност и единен подход. С оценка от 5 точки се установяват общи дидактически критерии за всички.
Оценка на устен изпит:
С оценка "5" поставен, ако ученикът:
1) отговори на всички въпроси без грешки и недостатъци;
2) направи не повече от един дефект.
С оценка "4"
се задава, ако ученикът е отговорил напълно, но е разрешен в него:
1) не повече от една незначителна грешка и един дефект;
2) или не повече от два недостатъка.
Оценка "3"
се поставя, ако ученикът е отговорил правилно на поне два въпроса или е разрешил:
1) не повече от две груби грешки;
2) или не повече от една груба и една негруба грешка и един дефект;
3) или не повече от две или три леки грешки;
Оценка "2" поставен, ако ученикът:
1) направи редица грешки и недостатъци, надвишаващи нормата, при които може да се постави оценка "3";
2) или ако сте отговорили неправилно на два въпроса.
Забележка.
1) Учителят има право да даде на ученика оценка по-висока от предвидената в нормите, ако ученикът е отговорил на въпросите по оригинален начин.
1.2 Списък на практическите дипломи квалификационни работиза квалификация електро-газов заварчик 2-3 категория:
1. Заваряване на плочи с фланциране на ръба чрез газово заваряване.
2. Повърхностно наваряване с електрод с покритие.
3. Изпълнение на многослойно наваряване върху триещи се повърхности с покрити електроди.
4. Извършване на газово заваряване на профилирана стомана.
5. Заваряване на носещата конструкция на сградата (подови настилки) чрез ръчно електродъгово заваряване.
6. Заваряване на тръбната конструкция чрез газово заваряване.
7. Заваряване на гредови конструкции от профилна стомана чрез газово заваряване.
8. Заваряване ламаринасвързване на припокриване.
9. Извършване на кръпка, при ремонт метални конструкцииръчно дъгово заваряване.
10. Заваряване на липса на сплав, при ремонт на метални конструкции чрез газово заваряване.
11. Заваряване на тънкостенни тръби (с помощта на шалове) чрез ръчно дъгово заваряване.
12. Заваряване на шевове чрез газово заваряване.
13. Заваряване на отвори с малък диаметър чрез газово заваряване.
14. Заваряване на решетъчната конструкция чрез ръчно дъгово заваряване.
15. Наваряване върху цилиндрични повърхности чрез газово заваряване.
16. Технология на многослойно наваряване върху режещия инструмент с покрити електроди.
17. Технология на заваряване на тръби с козирка чрез ръчно дъгово заваряване.
18. Технология на заваряване на тръби със завой D=250mm чрез ръчно дъгово заваряване.
19. Технология на заваряване на кутията чрез ръчно дъгово заваряване.
20. Технология фиксирано заваряванетръби D = 250mm чрез ръчно електродъгово заваряване.
Критерии за оценяване на дипломните практически квалификационни работи:
Оценка "5" (отличен) - сертифицираното лице уверено и точно познава методите на работа на практическа задача, спазва изискванията за качество на извършената работа, умело използва оборудване, инструменти, рационално организира работно място, отговаря на изискванията за безопасност на труда;
Оценка "4" (добър) - владее методите на работа на практическа задача, но са възможни малки грешки, коригирани от сертифицираното лице, правилно организира работното място, спазва изискванията за безопасност на труда;
Оценка "3" (задоволително) - дава се при недостатъчно познаване на методите на работа на практическа задача, наличие на грешки, коригирани с помощта на бригадир, отделни незначителни грешки в организацията на работното място и спазване на изискванията за безопасност на труда ;
Главен инженер на организацията
_______________ (ПЪЛНО ИМЕ.)
"___" ______________ 20__ г.
БИЛЕТИ
за проверка на знанията на електро- и газови заварчици.
БИЛЕТ №1
- Бутилките за втечнен газ, тяхното предназначение, устройство и видове.
- Редът за допускане до работа на работници, обслужващи оборудване за газопламъчна обработка на метали.
- Оборудване за работното място на електро- и газов заварчик.
БИЛЕТ №2
- Основните свойства на втечнения пропан-бутан.
- Предназначение, общо устройство и принцип на действие на регулатор на налягането на газ в бутилки тип RDG.
- Източници на заваръчна дъга, заваръчна тел, електроди за електродъгово заваряване.
- Изисквания към помещенията за съхранение на бутилки с горими газове.
- Какви мерки за безопасност трябва да се спазват при товаро-разтоварни операции и съхранение на бутилки.
____________________________________________________________________________
БИЛЕТ №3
- Електрическа безопасност.
- Оцветяване на цилиндри и надписи върху тях.
- Какви мерки за безопасност трябва да се спазват при товаро-разтоварни операции и съхранение на бутилки.
- Действия на работника в случай на пукане или обратен пламък.
- Какви мерки за безопасност трябва да се спазват при транспортиране на бутилки с втечнен газ с автомобил.
____________________________________________________________________________
БИЛЕТ №4
- Лични предпазни средства при извършване на електрическо и газово заваряване.
- Какво трябва да се направи, ако по време на работа се открие неизправност в цилиндъра или спирателния клапан към него.
- Съхранение на бутилки с втечнен газ на територията на предприятието.
- Където е забранено да се извършват работи по пламъчна обработка на метали и други материали с втечнен газ.
____________________________________________________________________________
БИЛЕТ №5
- Какви мерки за безопасност трябва да се спазват при поставяне на инсталации за втечнен газ и газови бутилки за газопламъчна обработка на метали в цеха.
- Правила за работа с бутилки за сгъстени и втечнени газове.
- Стабилни горелки. Явленията на приплъзване и отделяне на пламъка от горелките, техните причини и методи за предотвратяване.
- Подреждане и оборудване на мобилни постове за газопламъчна обработка на метали.
- Изисквания за гумата, реда на тяхното свързване.
БИЛЕТ №6
- Общо устройство и оборудване на стационарни стълбове за газопламъчна обработка на метали, за електрозаваряване.
- Какви мерки за безопасност трябва да се спазват при работа с бутилки с втечнен газ директно в помещението.
- Основните свойства на втечнения газ - пропан-бутан.
- Пълнители, използвани при пламъчна обработка, изискванията към тях.
- На колко факли или резци могат да бъдат прикрепени ръчна работадо един цилиндър и какво е максималното допустимо налягане на газа в газопровода на работния пост.
БИЛЕТ №7
- Назначаване на горелка за газово заваряване.
- Където е забранено инсталирането на бутилки с втечнен газ.
- Изисквания за складови гънки на бутилки за втечнен газ.
- Изисквания към ръкави (маркучи), използвани при пламъчна обработка.
- Какви изисквания за безопасност трябва да се спазват при поставяне на бутилки с втечнен газ в промишлени помещения, обществени сгради в комунални съоръжения.
____________________________________________________________________________
БИЛЕТ №8
- Изисквания за безопасност при извършване на електрозаваряване.
- Процедурата за подмяна на бутилки с втечнен газ директно по време на работа на поста или инсталацията.
- Причини за аварии и аварии при експлоатацията на оборудване за пламъчна обработка.
- Мерки за безопасност при заваряване, наваряване и рязане на метал.
- Най-характерните причини за аварии и аварии при експлоатацията на оборудване за пламъчна обработка на метали и мерки за предотвратяването им.
_____________________________________________________________________________
БИЛЕТ №9
- Отравяне с газ, неговите признаци и мерки за първа помощ.
- Принципът на работа на скоростната кутия.
- Причини за експлозии на балони.
- Изисквания към количките, превозващи цилиндри.
- Извършване на газозаваръчни работи извън местата на постоянна работа.
_____________________________________________________________________________
БИЛЕТ №10
- Първа помощ при изгаряния, отравяне с газ, токов удар.
- На кого е разрешено да извършва газово заваряване с пропан.
- Максимално допустимата температура на цилиндър LPG.
- На какво разстояние от бутилки с кислород и горими газове може да се работи пламъчно рязане, заваряване.
- Посочете причините за обратните реакции и мерките за предотвратяването им.
_____________________________________________________________________________
СЪСТАВЕН ОТ: ______________ (пълно име)
ИЗПИТНИ БИЛЕТИ
по професия "Електрозаварчик 3-4 категория"
Електрозаварчици 3-4 категория.
БИЛЕТ №1.
1. Класификация на процесите на заваряване с топене.
2. Основни физични, химични и технологични свойства на металите.
4. Технология на заваряване на нисковъглеродни стомани. Заваръчни материали. Избор на режими на заваряване. Характеристики на заваръчни шевове със симетрични канали.
5. Основни изисквания към персонала, допуснат да извършва електрозаваръчни работи.
6. Задача.
БИЛЕТ №2.
1. Същността на процеса на заваряване чрез ядене.
2. Класификация на стоманите според: химичен състав, предназначение, съдържание на въглерод и легиращи елементи.
3. Топлинен ефект на електрическия ток.
4. Технология на заваряване на нисколегирани силициево-манганови стомани с дебелина над 30 мм. Заваръчни материали. Термична почивка на заварени съединения. Обозначение на заваряване на чертежите.
5. Изисквания за безопасност за оборудване, което е източник на електрически ток за заваряване.
6. Задача.
БИЛЕТ №3.
1. Заваръчна дъга, нейните характеристики.
2. Класификация на стоманите по заваряемост.
3. Късо съединение. Променлив ток.
4. Технология на заваряване високовъглеродни стомани. Заваръчни материали. Същността на топлинната обработка е "ваканция". Обозначаване в чертежите на заварени съединения, направени по затворен контур и шевове, направени в шахматна дъска.
5. Изисквания за безопасност при организиране на постоянни работни места по електрозаваряване.
6. Задача.Определете консумацията на електроди от марката UONII 13/55 за заваряване на еднопроходна заварка с напречно сечение 0,6 cm3, дължина 10,5 m, ако g = 7,8 g / cm3 (плътност на отложения метал), като се вземе предвид отчитане на консумацията на електроди - k = 1.6.
БИЛЕТ №4.
1. Условия за стабилен процес на изгаряне на дъга.
2. Въглерод конструкционни стоманиобикновени и висококачествени стомани. Обозначаване.
3. Измервателни уреди за измерване: ток, напрежение, съпротивление, мощност.
4. Технология на заваряване на високолегирани аустенитни стомани. материал за заваряване. Същността на термичната обработка е "втвърдяване". Дешифрирайте обозначението на заваряването
Методи за контрол на качеството на заварени съединения.
5. Посочете дължината на първичната верига между източника на захранване и мобилната заваръчна машина. Какво може и не може да се използва като връщащ проводник?
6. Задача.Определете по формулата силата на заваръчния ток за електроди f 4 mm клас UONII 13/55 при заваряване в вертикално положение, ако: k - коефициентът е равен на 30-45 A/mm2.
БИЛЕТ №5.
1. Вид на тока, използван за захранване на заваръчната дъга. Полярността на тока, когато дъгата се захранва с постоянен ток.
2. Легирани стомани, тяхната класификация според съдържанието на легиращи елементи.
3. Източници на захранване на заваръчната дъга, изисквания към тях.
4. Технология на заваряване на двуслойни стомани. материал за заваряване. Видове канали за подготовка на ръбове за заваряване. Същността на ултразвуковия метод за контрол на качеството на заварките.
5. Мерки за безопасност при извършване на заваръчни работи в затворени контейнери, ями.
6. Задача.Определете масата на нанесения метал от 1 m на еднопроходна заварка с напречно сечение 0,6 cm2, ако g = 7,8 g/cm3 (плътност на нанесения метал).
БИЛЕТ №6.
1. Влияние на магнитното поле и феромагнитните маси върху заваръчната дъга.
2. Определение механични свойстваметали и сплави.
3. Заваръчни трансформатори, заваръчни токоизправители. устройство. Начини за регулиране на заваръчния ток.
4. Технология на заваряване на топлоустойчива стомана марка 12ХМ. материал за заваряване. Същността на топлинната обработка е "отгряване". GOST за заваряване на тръби. Процедурата за заваряване на I-греди. Дефекти в заварените съединения.
5. Мерки за безопасност при извършване на електрозаваряване в пожароопасни помещения.
6. Задача.
БИЛЕТ №7.
1. Механизмът на образуване на студени и горещи пукнатини.
2. Заваръчни материали, използвани за заваряване.
3. Външни характеристики на източниците на захранване на заваръчна дъга.
4. Технология на заваряване на хром-силиций-манганови стомани 20KhGSA; 30HGSA. Каква е разликата в символа за заваряване на чертежа? :
Как се заваряват шевове с различни дължини и дебелини?
5. Избор на светлинни филтри, тяхната класификация.
6. Задача.Определете по формулата силата на заваръчния ток за електроди f 4 mm клас UONII 13/55 при заваряване във вертикално положение, ако: k - коефициентът е 30-45 A / mm2.
БИЛЕТ №8.
1. Влияние на вредните примеси и легиращи елементи върху заваряемостта на стоманите.
2. Правила за съхранение и издаване на заваръчни материали за производство.
3. Коя външна характеристика на захранващия източник е най-подходяща за ръчно дъгово заваряване?
4. Технология на заваряване на средно въглеродни стомани. материал за заваряване. Режими на заваряване в зависимост от диаметъра на електрода, марката стомана, дебелината, пространствена позиция. Същността на топлинната обработка е "Нормализация". Процедура за отстраняване на пукнатини в заваръчни шевове.
5. Видове лични предпазни средства за електрозаварчици, използвани в зависимост от конкретните условия на работа.
6. Задача.Определете масата на нанесения метал от 1 m на еднопроходна заварка с напречно сечение 0,6 cm2, ако g = 7,8 g/cm3 (плътност на нанесения метал).
БИЛЕТ №9.
1. Въздушно-дъгово издълбаване на метали, обхват.
2. Дешифриране на заваръчните материали според указанията на изпитната комисия: 3sv08G2S; 2sv08A; 4sv10Kh16N25AM6 и др.
3. Във връзка с какво е ограничено напрежението на отворена верига и тока на късо съединение на захранването?
4. Предварително загряване преди заваряване, назначаване. Причини за образуване на студени и горещи пукнатини в метала на заварената връзка. Характеристики на технологията на заваряване на високохромни мартензитни стомани със съдържание на хром в стоманата до 12-13%. Мерки за борба с напреженията и деформациите при заваряване.
5. Ефектът на електрическия ток върху човешкото тяло, основните мерки за защита от увреждане.
6. Задача.Определете консумацията на електроди от марката UONII 13/55 за заваряване на еднопроходна заварка с напречно сечение 0,6 cm3, дължина 10,5 m, ако g = 7,8 g / cm3 коефициент на "плътност на отложения метал", като се вземе предвид отчитане на консумацията на електроди - k = 1.6.
БИЛЕТ №10.
1. Фактори, от които зависи производителността на процеса на заваряване.
2. Какви компоненти са включени в състава на електродното покритие?
3. Устройство и принцип на действие на заваръчния преобразувател.
4. Технология на заваряване на комбинирани заварени съединения от стомани от различни структурни класове (Vst3ps4+12Kh18N10T). материал за заваряване. Дешифрирайте символа за заваряване на чертежа според указанията на специалист. Назначаване на електроди E - 10X25N13G2 - OZL-6Æ 3 HP.
Процедура за заваряване на дълги заварки.
5. Редът за оказване на първа помощ при изгаряния, фрактури, изкълчвания и навяхвания.
6. Задача.Определете по формулата силата на заваръчния ток за електроди f 4 mm клас UONII 13/55 при заваряване във вертикално положение, ако: k - коефициентът е 30-45 A / mm2.
ИЗПИТНИ БИЛЕТИ
по професия "Електрозаварчик 5-6 категория"
Електрозаварчици 5-6 категория.
БИЛЕТ №1.
1. Електрическа заваръчна дъга.
2. Методи за производство на стомани.
3. Видове и предназначение на електродите за електродъгово заваряване. заваръчни проводници, неконсумативни електроди, защитни газове, заваръчни флюси.
4. Външни характеристики на захранванията. Предназначение и принцип на действие на баластните реостати. Видове заварени съединения и шевове.
5. Заваряване на нисколегирани стомани. Заваръчни материали. Изберете режима на заваряване с електрод тип E-46A Æ4 mm във вертикално положение. Посочете последователността на заваряване на шев с X-образен канал с дължина 4 m.
6. Основни изисквания към персонала, допуснат да извършва електрозаваръчни работи.
7. Задача.
Отговор: q n = 2 582 кал / см.
БИЛЕТ №2.
1. Зони на заваръчната дъга и нейните характеристики.
2. Класификация на стоманите според съдържанието на въглерод в стоманата.
3. Класификация на електродите: за заваряване и наваряване; по уговорка; технологични характеристики; вид и дебелина на покритието; химичен състав на пръта и покритието; естеството на шлаката; механични свойства на заваръчния метал; заваръчни проводници; потоци.
4. Заваръчни трансформатори. Законът на Ом. Конструктивни елементиформи на подготовка на ръбове за заваряване, тяхната роля.
5. Заваряване на нисколегирани силициево-манганови стомани с дебелина 32мм, материал за заваряване. Предварително загряване преди заваряване и по време на заваряване, неговата роля. Последователност на заваряване на пукнатини.
6. Изисквания за безопасност за оборудване, което е източник на електрически ток за заваряване.
7. Задача.Определете масата на отложения метал с помощта на електроди UONII 13/55 за заваряване на еднопроходна заварка с напречно сечение F = 0,6 cm3, дължина 10 m; специфично тегло на метала g=7,8 g/cm2.
Отговор:~4,7 кг.
БИЛЕТ №3.
1. Условия за стабилно горене на дъгата.
2. Химичен състав и маркировка на въглеродните стомани.
3. Назначаване на електроди. Видове електродни покрития.
4. Заваръчни преобразуватели, устройство, принцип на действие. Дешифрирайте VDU-1201. Изисквания за монтаж на заварени съединения.
5. Технология на заваряване на стомана 35. Заваръчен материал. Причини за образуването на горещи пукнатини в стоманите. Последователност на заваряване за греда с кутия с дължина 8 m.
6. Изисквания за безопасност при организиране на постоянни работни места по електрозаваряване.
7. Задача.
Отговор: 0,435 кг.
БИЛЕТ №4.
1. Действие на феромагнитни маси върху заваръчната дъга.
2. Класификация на стоманите според съдържанието на легиращи елементи.
3. Класификация на електродите по тип според GOST 9467; ГОСТ;
4. Едностанционни и многостанционни токоизправители. Дешифрирайте TDM-250. Чертежът показва: завареното съединение е направено в съответствие с GOST S-15, какъв метод на заваряване и вид съединение е това?
5. Технология на заваряване на стомана 10Kh17N13M3T, материал за заваряване, вид термична обработка. Методи за определяне на дефекти в заваръчни шевове.
6. Посочете дължината на първичната верига между източника на захранване и мобилната заваръчна машина. Какво може и не може да се използва като връщащ проводник?
7. Задача.Определете стойността на топлинния внос на повърхността на перлото в режим:
Ib = 220 A; Ud = 22 V; скорост на заваряване Vw = 0,36 cm/sec; коефициент h=0,8.
Отговор: q n = 2 582 кал / см.
БИЛЕТ №5.
1. Механизъм на образуване на пори.
2. Химичен състав и маркировка на легирани стомани.
3. Маркиране заваръчни проводниции електроди. декодиране:
4. Закон на Ленц-Джоул, неговото практическо приложение. Дешифрирайте дали има обозначение на чертежа
ГОСТ 5264-80 Т3 10RZ40 .
5. Необходимо е да се заварява двуслойна стомана 09G2S + 12X18H10T, дебелина 14 мм, вид подготовка на ръба, заваръчен материал, процедура на заваряване за тази стомана. Същността на ултразвуковия метод за изпитване на заваръчни шевове.
6. Мерки за безопасност при извършване на заваръчни работи в затворени контейнери, ями.
7. Задача. Определете масата на отложения метал с помощта на електроди UONII 13/55 за заваряване на еднопроходна заварка с напречно сечение F = 0,6 cm3, дължина 10 m; специфично тегло на метала g=7,8 g/cm2.
Отговор:~4,7 кг.
БИЛЕТ №6.
1. Образуване на горещи и студени пукнатини.
2. Механични свойства на стоманите.
3. Начини за повишаване на производителността на труда с различни методи на заваряване, дайте примери. Какъв тип покритие на електродите, ако обозначението на марката на електродите включва: - B...?
4. Видът на външната характеристика е най-подходящ за заваряване с ядене, защо? Какво устройство измерва тока, включването му в заваръчната верига. Дешифрирайте дали чертежа има обозначение
ГОСТ R-S-17- - RZ40
5. Технология на заваряване на топлоустойчива стомана марка 12ХМ, материал за заваряване. Методи за намаляване на заваръчни напрежения и деформации на заварени съединения.
6. Мерки за безопасност при извършване на електрозаваряване в пожароопасни помещения.
7. Задача.Определете количеството на отложен метал, ако заваряването се извършва с електроди UONII 13/55 при ток Іw = 160 A, време на заваряване t = 0,32 часа и del = 8,5 g / A. з.
Отговор: 0,435 кг.
БИЛЕТ №7.
1. Характерни зони на заварено съединение.
2. Влияние на вредните примеси и легиращи елементи върху заваряемостта на стоманите.
3. Правила за съхранение и издаване на заваръчни материали. Задържането им на работа. Какъв тип покритие на електродите, ако обозначението на марката на електродите съдържа: - Р...?
4. Видове електрозаваръчни стълбове. Постоянни и променлив ток. Чертежът има обозначение: - какво означава това?
5. Технология на заваряване на стомана 12Х18Н10Т, материал за заваряване. Изберете режима на заваряване с електрод тип E -08X20N9G12B в долна позиция. Вътрешни дефекти на заваръчните шевове, причините за тяхното образуване. Мерки за намаляване на деформациите при заваряване на шев с V-образен жлеб с дължина 400 mm.
6. Избор на светлинни филтри, тяхната класификация.
7. Задача.Определете стойността на топлинния внос на повърхността на перлото в режим:
Ib = 220 A; Ud = 22 V; скорост на заваряване Vw = 0,36 cm/sec; коефициент h=0,8.
Отговор: q n = 2 582 кал / см.
БИЛЕТ №8.
БИЛЕТ №10.
1. Кой е основателят на електрозаваряването?
2. Методи за изпитване на заваръчни шевове.
3. Къде се поставя буквата "А" в обозначенията на стоманите и заваръчните проводници и с каква цел?
4. Как могат да се обяснят причините за образуването на студени и горещи пукнатини в метала на заварено съединение?
5. Противопожарни мерки.
http://osvarke.info/
Серия "Начално професионално образование"
Н.Г. Носенко
ЗАВАРЧИК. ЕЛЕКТРИЧЕСКИ И ГАЗОВ ЗАВАРЧИК Окончателно атестиране
Ростов на Дон Феникс 2007 г
Този наръчник ще помогне на завършилите основно професионално образование да се подготвят за окончателното сертифициране.
Наръчникът представя въпроси, които могат да се формират изпитни билети, примерни варианти за изпитни билети, конкретни отговори на теоретични въпроси и практическата част на билетите, както и дадени ориентировъчен списъкдопълнителни въпроси, предложени на изпита.
ПРЕДГОВОР
Според закона Руска федерация„За образованието“, разработването на програмата на курса за теоретично обучение за студенти от професията „заварчик“ завършва със задължителна окончателна атестация.
Формата на окончателна атестация е изпит, който включва контрол на знанията по три учебни предмета: „Основи на теорията на заваряването и рязането на метали“, „Оборудване, техника и технология на заваряване.
И рязане на метал”, „Технология на електрозаваръчни и газозаваръчни работи”.
IN По време на изпита студентите трябва да покажат:
владеене на основните теоретични понятия за заваряване и рязане на метали;
добри познания за решаване на практически задачи или решаване на производствени ситуации;
способността логично и разумно да изградите своя отговор;
способността да се правят независими преценки.
Подготовката на абсолвентите за изпита е затруднена от факта, че те трябва да изпълняват работа с различно съдържание, свързана с голямо количество материал, както и от факта, че студентите в момента изучават въпроси по специални технологични предмети, използвайки различни учебници.
Ето защо основната цел на това ръководство- да очертае за възпитаниците на училището кръга от задължителни знания, умения в съответствие с изискванията на стандарта при подготовката на електро- и газозаварчици.
Всички предложени материали от учебното ръководство са разделени на три глави.
IN Глава 1 представя примерни изпитни билети. Съдържанието и структурата на изпитните работи са разработени, като се вземат предвид изискванията на софтуерния стандарт OST 9 2.4-2003
да се професия "заварчик". Те съдържат два теоретични въпроса и задача, свързани с решаване на производствени ситуации при електрическо и газово заваряване.
IN Глава 2 дава отговори на изпитни билети, както и решаване на практически задачи. Отговорите на теоретичните въпроси, предложени в това ръководство, са само
основата на отговори, които учениците подготвят сами.
Глава 3 предоставя списък с примерни допълнителни въпроси, предлагани на изпита.
По този начин събирането на материали е специално уроккоето помага на учениците да повторят курса по предмети по специална технология и да обобщят знанията си.
ПРИМЕРНИ БИЛЕТИ ЗА ИЗПИТ
Билет номер 1
1. Предимства и недостатъци на заваряването пред други методи за съединяване на части, неговите обща класификацияи същност.
2. Заваряване на тръбни конструкции чрез дъгова заварка.
3. Задача.
Билет номер 2
1. Заварени съединения(видове, определение, предимства, недостатъци, приложение).
2. Заваръчни редуктори (назначение, класификация, устройство, принцип на работа, предпазни мерки по време на работа).
3. Задача.
Билет номер 3
1. Класификация на заварките.
2. Контрол на качеството на заварките (назначение, видове).
3. Задача.
Билет номер 4
1. Обозначаване на заварките в чертежите.
2. Осцилаторни движения на електродите (назначение, разновидности).
3. Задача.
Билет номер 5
1. Подготовка на метал за заваряване.
2. Заваръчни горелки (назначаване, класификация, устройство, маркировка, подготовка за работа, изисквания за безопасност).
3. Задача.
Билет номер 6
1. Оборудване и класификация на заваръчната станция на електрозаварчик и газозаварчик.
2. Режими на дъгово заваряване (назначаване, същност, принцип на избор на основни и допълнителни индикатори).
3. Задача.
Билет номер 7
1. Заваръчна дъга (определение, физическа същност, методи на запалване, условия за стабилно горене, структура, влияние на дължината на дъгата върху производителността и качеството на заваръчния шев, край на заваръчния шев).
2. Технология за изработване на шевове с различни дължини.
3. Задача.
Билет номер 8
1. Устройството и предназначението на заваръчния трансформатор.
2. Начини за запълване на шева по секцията.
3. Задача.
Билет номер 9
1. Заваръчен пламък (методи на производство, видове, основни характеристики, структура).
2. Технология и техника за направа на шевове в долна позиция.
3. Задача.
Билет номер 10
1. Дефекти в шевовете на заварени съединения (причини за възникване, методи за тяхното отстраняване).
2. Генератор на ацетилен (предназначение, класификация, устройство, подготовка за поддръжка, изисквания за безопасност).
3. Задача.
Билет номер 11
1. Концепцията за заваряемост на метала. Класификация на стоманите по заваряемост.
2. Техника и технология за направа на шевове в хоризонтално, вертикално и надглавно положение.
3. Задача.
Билет номер 12
1. Заваръчна тел (назначение, изисквания, химичен състав, маркировка).
2. Високопроизводителни видове ръчно дъгово заваряване (стойност, видове, техника).
3. Задача.
Билет номер 13
1. Електроди (класификация, маркировка, изисквания за съхранение).
2. Предпазни врати (назначаване, класификация, устройство, изисквания за безопасност).
3. Задача.
Билет номер 14
1. Предназначение и устройство на заваръчния токоизправител.
2. Защитни газове (назначение, класификация, свойства).
3. Задача.
Билет номер 15
1. Основни изисквания за заваряване на ниско и средно въглеродни стомани.
2. Заваръчни машини (назначение, устройство, принцип на работа, основни характеристики).
3. Задача.
Билет номер 16
1. Потоци (назначаване, класификация, приложение).
2. Методи за газово заваряване (назначаване, техника на изпълнение).
3. Задача.
Билет номер 17
1. Металургични процеси при заваряване чрез ядене.
2. Ръчни фрези (назначение, устройство, принцип на работа, изисквания за безопасност).
3. Задача.
Билет номер 18
1. Устройството и предназначението на заваръчния преобразувател.
2. Повърхностни работи (видове, предназначение, технология, материали).
3. Задача.
Билет номер 19
1. Напрежения и деформации по време на заваряване (понятия, видове, класификация, причини за възникването им, методи на борба).
2. Технология и техника на кислородно рязане (основни условия за рязане на метали, предназначение, същност).
3. Задача.
Билет номер 20
1. Кислороден потокрязане на метал.
2. Бутилки за сгъстени и втечнени газове (видове, налягане, цвят, надписи на бутилките, изисквания за безопасност).
3. Задача.
Билет номер 21
1. Заваряване на цветни метали (мед и сплави, алуминий, титан).
2. Заваръчни полуавтоматични устройства (назначаване, класификация, устройство, изисквания за безопасност).
3. Задача.
Билет номер 22
1. Характеристики на заваряване на легирани стомани.
2. Газово заваряване на тръбни конструкции.
3. Задача.
Билет номер 23
1. Газови маркучи (втулки) (назначаване, класификация, изисквания за безопасност).
2. Заваряване на чугун (газ, дъга).
3. Задача.
ОТГОВОРИ НА ИЗПИТНИ ВЪПРОСИ И ПРАКТИЧЕСКИ ЗАДАЧИ Билет №1
Въпрос 1. Предимства и недостатъци на заваряването пред други методи за съединяване на части, неговата обща класификация и същност.
Заваряването е едно от изключителните руски изобретения и е усвоено за първи път у нас. Без съмнение Русия е лидер по броя на важни открития в областта на науката и технологиите. Сега е невъзможно да си представим нито една индустрия в икономиката или машиностроенето, където не би се използвало заваряване.
През 1802 г. руският академик Василий Владимирович Петров за първи път в света изследва и описва явлението електрическа дъга, която възниква при преминаване на електрически ток през две пръчки от въглища и метал и има много висока температура; той също така посочи възможността за използване на топлината на електрическа дъга за топене на метали.
След 80 години руските инженери Николай Николаевич Бенардос и Николай Гаврилович Славянов разработиха индустриални методи за електрическо заваряване на метали.
Н.Н. Бенардос през 1882 г. изобретява метод за електродъгово заваряване с помощта на въглероден електрод. И след като разработи следните методи на заваряване: горяща дъга между два и повече електрода; в атмосферата защитен газ; контакт точково заваряване, с помощта на клещи. Той също така изобретява редица дизайни на заварени машини, патентова много изобретения в областта заваръчно оборудванеи заваръчни процеси.
Н.Г. Славянов през 1888 г. изобретява консумативната дъгова заварка метален електрод. С помощта на специално обучен екип от заварчици той коригира дефекти на отливка чрез дъгова заварка, възстановява части на парни машини и др. Създава първия заваръчен генератор и автоматичен регулатор на дължината на дъгата, разработва флюси, подобряващи качеството на нанесения метал.
Голям принос за развитието на заваряването направи Институтът по електрозаваряване на името на Е.О. Патон, който през 1934 г. в Киев е организиран от известния съветски учен, академик Евгений Оскарович Патон. Под негово ръководство екипът на института разработва нов прогресивен метод за автоматично заваряване под флюс, който започва да се използва през 1940 г.
Заваряването е процес на получаване на интегрална връзка чрез установяване на междуатомни връзки между частите, които ще бъдат заварени по време на тяхното локално нагряване или пластична деформация, или чрез комбинирано действие на двете.
Преди появата на заваряването, занитване и болтови съединения бяха широко използвани. Използването на заваряване позволява използването на голямо разнообразие от метални профили.
Междуатомните връзки могат да се установят само когато свързаните атоми получат допълнителна енергия за преодоляване на определената енергийна бариера, която съществува между тях. Тази енергия се нарича енергия на активиране.При заваряване се въвежда отвън чрез нагряване (термично активиране) или пластична деформация (механично активиране).
В зависимост от вида на енергията при направата на съединение се разграничават два вида заваряване: сливане и натиск.
При заваряване с топене частите по съединените ръбове се разтопяват под действието на източник на топлина. Общият обем на течния метал се образува при топенето на два ръба, наречени заваръчна вана. Тъй като заваръчната вана се охлажда, течният метал се втвърдява и образува заварка.
Същността на заваряването под налягане е непрекъсната или периодична съвместна пластична деформация на материала по ръбовете на частите, които ще се заваряват.
Именно видът на енергията на активиране е в основата на физическите характеристики на видовете заваряване, а има повече от 150 вида от тях. Според физическите характеристики заваряването се класифицира в три класа (сх. 1): термично, термомеханично, механично.
ДА СЕ термичният клас включва всички видове заваряване с ядене, извършени с топлинна енергия - газ, дъга, електрошлака,електронен лъч, лазер и др.
ДА СЕ Термомеханичният клас включва всички видове заваряване, извършвани с използване на топлинна енергия и налягане - контактно, дифузионно, газово и дъгово налягане, коване и др.
ДА СЕ механичен клас включва всички видове заваряване под налягане, извършвано с помощта механична енергия, - студ, триене, ултразвук, експлозия и др.
Класификация на заваряването по физически характеристики
Заваряването има редица предимства, основните от които са следните:
1. Спестяване на метал поради най-пълното използване на работните секции на елементите на заварените конструкции, като им се придава по-подходяща форма, в съответствие с експлоатационни натоварванияи намаляване на теглото на свързващите елементи.
2. Намаляване на времето за работа и намаляване на разходите за производствени конструкции чрез намаляване на потреблението на метал и намаляване на интензивността на работа.
3. Възможността за широко използване на заваряване, наваряване и рязане по време на ремонт, където тези методи на обработка на метал ви позволяват бързо и с най-ниска цена да възстановите износено, повредено оборудване и разрушени конструкции.
4. Възможност за производство на заварени изделия сложна формаот щамповане и листови елементи вместо коване и леене.
5. по-евтино технологично оборудване, тъй като няма нужда от скъпи машини за пробиване, щанцоване и занитване.
6. Плътност и надеждност на получените заварени съединения.
7. Намаляване на производствения шум и подобряване на условията на труд в магазините.
Чрез заваряване е възможно да се получи заварено съединение с якост, по-висока от основния метал. Поради това заваряването се използва широко при производството на критични конструкции, работещи при високи налягания и температури, както и динамични (ударни) натоварвания - парни котли, химически апарати високо налягане, мостове, самолети, парни турбини, хидравлични конструкции, ракети, космически кораби, изкуствени спътници на Земята и др.
Ако говорим отделно за газово заваряване, тогава неговите недостатъци са:
1. Намаляване на производителността на процеса с увеличаване на дебелината на заварения метал. Ето защо газово заваряванеизползва се предимно за метал с дебелина до 10 мм.
2. Голяма зона на топлинно въздействие върху основния метал, което води до значително изкривяване на заварените части.
Предимствата на газовото заваряване включват:
1. Простотата на метода и неговата гъвкавост.
2. Лекота на оборудването.
3. Липса на източник на електрическа енергия.

Въпрос 2. Заваряване на тръбни конструкции чрез дъгова заварка.
При изграждането на тръбопроводи заварените тръбни съединения могат да бъдат ротационни, неподвижни и хоризонтални (фиг. 1).
Ориз. един. Заварени съединениятръби:
а - въртящ се; b - фиксирана; в - хоризонтално
Преди монтажа и заваряването тръбите се проверяват за съответствие с изискванията на проекта, по който се изгражда тръбопровода и техническите условия. Основните изисквания на проекта, както и техническите условия са: наличие на сертификат за тръби; липса на елипсовидни тръби; липса на вариация на стените на тръбите; съответствие на химичния състав и механичните свойства на метала на тръбата с изискванията, посочени в техническите спецификации или GOST.
Когато подготвяте тръбни съединения за заваряване, проверете перпендикулярността на равнината на срязване на тръбата към нейната ос, ъгъла на отваряне на шева и количеството притъпяване. Ъгълът на отваряне на шева трябва да бъде 6070 °, а количеството притъпяване трябва да бъде 2-2,5 mm (фиг. 2). Скосите се отстраняват от краищата на тръбите чрез механични средства, газово рязане или други методи, които осигуряват необходимата форма, размери и качество на обработените ръбове.
Отклонението в дебелините на стените на заварените тръби и изместването на техните ръбове не трябва да надвишава 10% от дебелината на стената, но не повече от 3 mm. При съединяване на тръби трябва да се осигури еднаква междина между съединените ръбове на съединените елементи, равна на 2-3 мм.
Преди монтажа ръбовете на тръбите, които трябва да се съединяват, както и вътрешните и външните повърхности, прилежащи към тях, се почистват от масло, котлен камък, ръжда и замърсявания с дължина 15-20 mm.
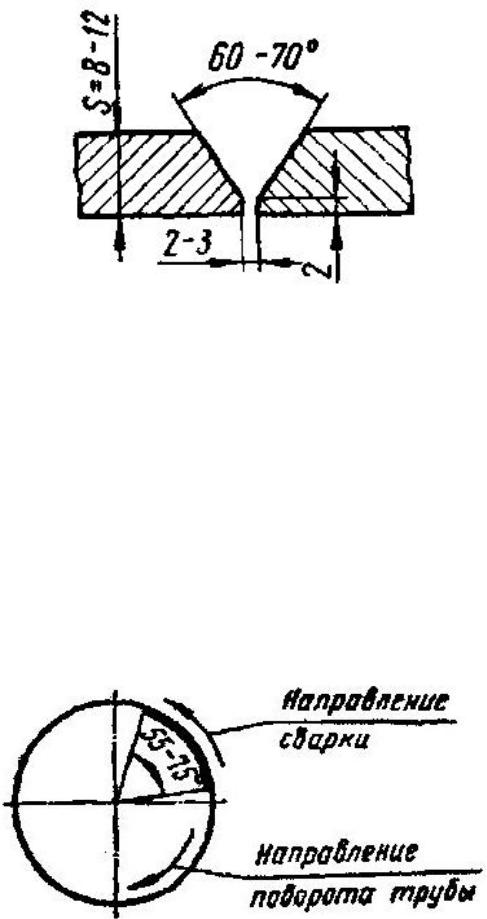
Ориз. 2. Подготовка на тръбни ръбове за заваряване с дебелина на стената 8-12 мм
Прихватите, които са неразделна част от заваръчния шев, се извършват от същите заварчици, които ще заваряват фугите, като използват едни и същи електроди.
При заваряване на тръби с диаметър до 300 mm, залепването се извършва равномерно около обиколката на 4 места с шев с височина 3-4 mm и дължина 50 mm. При заваряване на тръби с диаметър повече от 300 mm, прихватите се поставят равномерно по цялата обиколка на съединението на всеки 250-300 mm.
При инсталиране на тръбопроводи е необходимо да се стремим да гарантираме, че възможно най-много съединения са заварени в ротационно положение.
Броят на заваръчните слоеве при дъгово заваряване на тръби се определя от дебелината на стените на тръбата и техния диаметър. При дебелина на тръбата над 8 mm и диаметър над 300 mm, заваряването се извършва на четири слоя (корен, два основни, декоративен). В случай, когато дебелината на стената на тръбата е до 8 мм, заваряването се извършва на два слоя с непрекъснат шев.
от външен видзаваръчният шев трябва да има леко изпъкнала повърхност с плавен преход към повърхността на основния метал. Височината на армировката на шева трябва да бъде еднаква по целия периметър в диапазона от 1 до 3 mm, ширината не трябва да надвишава 2,5 дебелина на стената на тръбата.
Заваряването на тръби с малък диаметър и малка дебелина на стената се извършва по ротационен начин. По време на заваряване завъртете тръбата (фиг. 3) в посока, противоположна на посоката на заваряване. Вторият слой се изпълнява подобно на първия, но в обратна посока.
Заваряване на дебелостенни тръби.Тръбите с дебелина на стената 8-12 мм се заваряват на три слоя плюс декоративен шев.
Ориз. 3. Схемата на заваряване на съединението на тръби с малък диаметър
Първият слой създава локално проникване в основата на шева и надеждно сливане на ръбовете. За да направите това, е необходимо отложеният метал да образува тесен валяк с резба вътре в тръбата с височина 1-1,5 mm, равномерно разпределен по цялата обиколка. Използвайте електроди с диаметър 2-3 мм.

За да се получи проникване без ледени висулки и дупки, движението на електрода трябва да бъде възвратно-постъпателно с кратко забавяне на електрода в заваръчната вана, леко напречно трептене между ръбовете и образуване на малък отвор в горната част на ъгъла на скосяване. Отворът се получава в резултат на проникването на основния метал с дъга. Размерът му не трябва да надвишава 2 мм - повече от установената междина между тръбите.
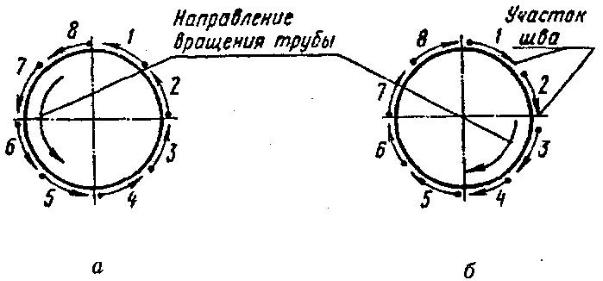
Вторият и третият слой се изработват с електрод с диаметър 4-5 мм и при повишен ток по един от следните начини: чрез завъртане на тръбата на 180° и чрез завъртане на тръбата на 90°.
Въртене на тръбата 180° (фиг. 4). 1. Ставата е разделена на четири секции.
Първо, секции 1-2 се заваряват, след което тръбата се завърта на 180 ° и секциите се заваряват
3 и 4 (фиг. 4, а).
Ориз. 4. Схема на заваряване на тръбни съединения:
но - вторият слой; б - трети слой
2. Тръбата се завърта на още 90° и секции 5 и 6 се заваряват, след това тръбата се завърта на 180° и секции 7 и 8 се заваряват (фиг. 4, б).
В процеса на заваряване е необходимо да се гарантира, че началото и краят на шева не съвпадат, припокриването на съседния слой е 20-25 мм.
Завъртете тръбата на 90°.
Ставата също е разделена на 4 секции. В началото се заваряват секции 1-2. След това тръбата се завърта на 90° и се заваряват секции 3-4 (фиг. 5, а). 5 Б).
Ориз. Фиг. 5. Схема на заваряване на тръбни съединения: а - втори слой; б - трети слой
Четвъртият декоративен слой във всички разгледани по-горе методи се нанася в една посока с въртенето на тръбата.
Тръбите с диаметър над 500 mm се заваряват по обратна стъпка. Дължината на всяка секция зависи от диаметъра на тръбата и е 150-300 мм (фиг. 6).
Ориз. 6. Схемата на заваряване на съединението на тръби с голям диаметър:
но - първи слой; б - втори слой
3. Задача. Обяснете и покажете как да проверите работата на инжектора на горелката преди стартиране
За да проверите инжектора на горелката, маркуч от кислородния редуктор е свързан към кислородния нипел, а накрайникът е свързан към тялото на горелката. Накрайникът се затяга с гаечен ключ, ацетиленовата клапа се отваря и с кислороден редуктор се настройва необходимото кислородно налягане според номера на накрайника.
Пуснете кислород в горелката, като отворите кислородния клапан. Кислородът, преминавайки през инжектора, създава вакуум в ацетиленовите канали и ацетиленовото зърно, което може да се открие чрез поставяне на пръст върху ацетиленовото зърно.
Ако има вакуум, пръстът ще се залепи за зърното. При липса на вакуум е необходимо да затворите кислородния клапан, да развиете върха, да развиете инжектора и да проверите дали дупката му е запушена.
Ако е запушен, трябва да се почисти. В същото време трябва да се проверят и отворите на смесителната камера и мундщука. След като се уверите, че са в добро състояние, повторете теста за засмукване (вакуум).
Билет номер 2
Въпрос 1. Заварени съединения (видове, определение, предимства, недостатъци, приложение).
Завареното съединение е трайна връзка на няколко части, направена чрез заваряване.
При заваряване се разграничават четири вида съединения: челно, ъглово, тройник, скута. Дупето ставаима редица предимства:
неограничена дебелина на заварените елементи;
равномерно разпределение на напреженията по време на прехвърляне на сили;
минимална консумация на метал за образуване на заварено съединение;
лесен контрол на качеството на шева.
Недостатъци на челното съединение: необходимостта от по-точно сглобяване на елементи за заваряване.
Ъглов и тройни фугисе използват при заваряване на греди, ферми, увеличаване на твърдостта на конструкцията. Те могат да бъдат както едностранни, така и двустранни. Двустранните шевове на филе и тройник имат висока якост при статични натоварвания.
Набедрената става има предимства пред другите стави:
без скосени ръбове за заваряване;
лекота на сглобяване на връзката (възможност за регулиране на размерите поради размера на припокриването).
недостатъци:
повишена консумация на основния метал за припокриването в фугата. Свързките се използват за метал с дебелина не повече от 6 мм. Количеството припокриване (припокриване)



