Огъване на метал в менгеме. Огъване на ламарина - цена и снимки на работа, бързо изпълнение на поръчката
коментари:
- Какво представлява технологията за огъване на метал?
- Направи си сам огъване на метал
- Как да направите скоба чрез огъване
- Как да направите машина за огъване на метал със собствените си ръце?
Как се извършва огъването на метал на ръка? Докато прави строителни работичесто е необходимо да се огъват метални елементи. Например, може да се наложи огъване на ламарина или тръби. Тръбите с малък диаметър се огъват с менгеме.
Огъването на метални листове на машина за огъване става без заваряване и не нарушава структурата на метала.
Често при извършване на строителни работи става необходимо да се огъват тръби с голям диаметър. За такава работа са необходими специални машини, които огъват тръби и метални листове. Огънатият елемент не получава повреди.
При огъване на части се взема предвид пластичността на материала, неговата дебелина и се определя радиусът на кривината.
Какво представлява технологията за огъване на метал?

Схема за монтаж на домашно приготвен листов огъвач: 1 - основа; 2 - гайка на ръчното колело; 3 - скоба; 4 - огъващ лист; 5 - скоба; 6 - перфоратор.
огъване ламарина- това е извършването на определени действия, в резултат на които металният лист придобива желаната форма. Огъването на детайла става без помощта на заваряване или други връзки, които намаляват здравината и издръжливостта на материала.
Когато продуктът е огънат, външните му слоеве се разтягат, а вътрешните се компресират. Технологията на огъване е огъване на една част от детайла спрямо другата до необходимия ъгъл.
По време на огъване материалът е подложен на деформация. Размерът на възможната деформация зависи от дебелината на материала, ъгъла на огъване, пластичността и скоростта на огъване.
Огъването се извършва с помощта на оборудване за огъване на части. Това оборудване огъва елемента по такъв начин, че готовата конструкция да не се повреди.
Ако елементът не е огънат правилно, тогава на повърхността му ще възникнат различни дефекти, в резултат на което материалът ще получи такива повреди по линията на огъване, че готовата конструкция може да се счупи. Огъването се извършва за листове с различна дебелина.
Напрежението на огъване на материала трябва да бъде по-голямо от неговата граница на еластичност. В резултат на огъване трябва да се получи пластична деформация на материала. В този случай завършената конструкция след операцията на огъване ще запази формата, която й е дадена.
Чертеж на огъващ лист (детайл): 1 - скоба; 2 - буза; 3 - основа; 4 - скоба; 5 - заварена скоба; 6 - ос; 7 - ъгъл на перфоратора.
Предимства на процеса на огъване:
- Процесът е много продуктивен.
- В резултат на огъване се получава детайл, който няма шев.
- Готовата конструкция е много устойчива на корозия.
- Продуктът е много издръжлив.
- Ръжда не се появява на завоя на продукта.
- Структурата е здрава.
недостатъци:
- Процесът на ръчно огъване е доста трудоемък.
- Оборудването за огъване е скъпо.
За разлика от конструкциите, направени чрез огъване на ламарина, на заварени конструкцииима заварка, която корозира и ръждясва.
Огъването на продуктите се извършва ръчно или с помощта на оборудване. Ръчното огъване е много трудоемко. Прави се с чук и клещи. Огъването на материала с малка дебелина се извършва с чук.
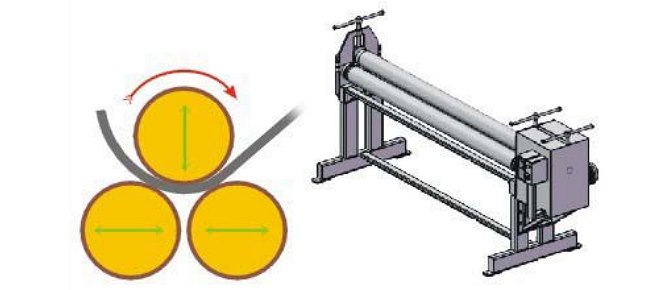
Огъването на ламарина се извършва с помощта на ролки, преси или ролкови машини. За оформяне на лист в цилиндър се използват ръчни, хидравлични или електрически задвижвани ролки. Тръбите се правят по този начин.
![]()
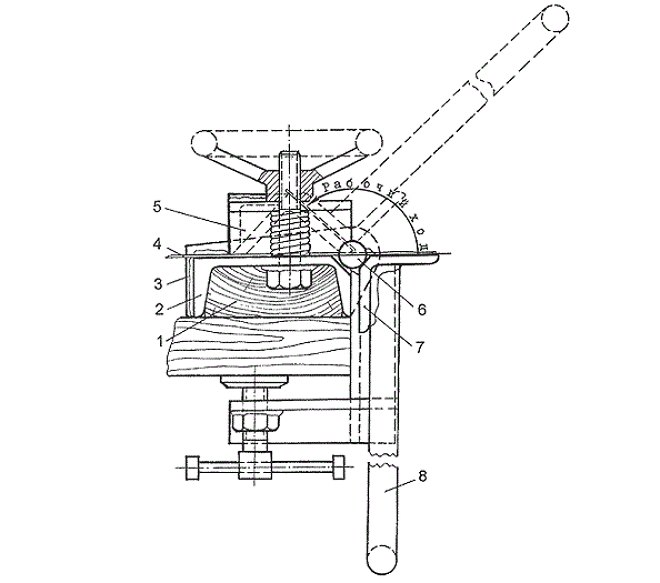
Схема на монтаж на работния ход: 1 - вложка от дърво; 2 - основа; 3 - дясната буза; 4 - огъващ лист; 5 - скоба; 6 – ос на перфоратора; 7 - перфоратор; 8 - лост за перфоратор.
Огъването на метал се използва в домашното строителство за производство на улуци, профили, метални рамки, тръби и други конструкции. Когато огъвате ламарина със собствените си ръце, можете да направите тръби с различни диаметри. С помощта на машини поцинкованият материал се огъва.
Ако трябва да огънете метал у дома, можете да направите машина за огъване със собствените си ръце. За производството на машината трябва да направите шаблон от дърво, който има контур с определена извита форма.
Когато огъвате продукта, трябва да определите неговите размери. Дължината на конструкцията се изчислява, като се вземе предвид радиусът на огъване на листа. За детайли, които са огънати под прав ъгъл, без да създават закръгляване, допустимото огъване трябва да бъде 0,6 от дебелината на листа.
Със собствените си ръце можете да огънете конструкции, изработени от пластични метали: мед, месинг, алуминий. Радиусът на огъване зависи от качеството на материала и метода на огъване. Продуктите с малък радиус на кривина са изработени от пластмасови материали.
Обратно към индекса
Направи си сам огъване на метал
Обратно към индекса
Как да направите скоба чрез огъване

Когато огъвате стоманена лента на ролкова машина, горният изрез на шината трябва да съответства на размера на лентата.
Материали и инструменти:
- метален лист;
- менгеме;
- чук;
- кадър;
- бар;
- електрически трион за метал.
Първо, трябва да изчислите дължината на лентата на детайла според схемата и да изчислите огъването на металния лист.
При изчисляване за всяко огъване се прави марж от 0,5 дебелина на лентата и 1 mm на огъване на краищата встрани.
Според схемата детайлът се изрязва, правят се марки за мястото на огъване. Заготовката се огъва в менгеме с квадрати.
Първо трябва да затегнете детайла в менгеме на нивото на огъването. След това с помощта на чук се прави първият завой.
След това детайлът се пренарежда в менгеме и се захваща с рамка заедно с прът. След това направете втори завой.
След това детайлът се издърпва, правят се маркировки за дължината на краката на скобата.
Скоба с рамка на прът е огъната в менгеме, а двата й крака са огънати. Огъването се посочва с триъгълник. Ако огъването не е направено правилно, то се коригира с чук и рамкова пръчка. След процеса на огъване, конструкцията се изрязва до желаните размери.
Процесът на огъване на ламарина се състои в промяна на формата на метална плоча под въздействието на натиск от външна сила. При правилно професионално огъване целостта не се нарушава, а се променя само позицията на материалните частици.
Фирма "Перфостал". Професионално огъване на метал
За да се извърши висококачествен процес на огъване на метал, е необходимо да се използва професионално оборудване и машини. LLC "Perfostal" използва в своята работа уникална техника и технология за деформиране на продукти.
Професионално огъване по чертежи на клиента се извършва на немска преса за огъване. Оборудването е с висока точност, може да огъва метал с всякаква дебелина. Свободното огъване ви позволява да правите части с огъвания под различни ъгли в различни посоки. За да получат желания резултат, специалистите могат да прибягнат до различни методи за предварително огъване или разгъване на продукти преди основната процедура на деформация. Универсалната машина се сменя лесно. Тази функция улеснява настройването на матрици и щанци за производството на продукт според желания чертеж.
Цената зависи от дебелината, дължината и броя на завоите. Освен това се взема предвид времето за работа на машината при обработка на ламарина, обемът на поръчката. Максималната дължина на листа е ограничена до 3000 мм. Освен високо прецизно огъване, фирмата предоставя следните услуги по обработка на метали:
сложни завои и огъвания на части без следи;
радиус на огъване;
огъване с усилватели;
трапецовидно профилиране на дебели листове, широкоформатно огъване на извънгабаритни изделия.
Нашите експерти осигуряват индивидуален подход към всеки клиент. Има система от отстъпки и специални оферти.
Изработка на продукти по поръчка
Фирма Perfostal извършва огъване на ламарина по поръчка с помощта на високопрецизно немско оборудване: многоосна хидравлична огъваща преса за свободно огъване с CNC модел EHT Multipress 135-30. Оборудването, на което се извършва огъването на листова стомана, има дължина на работния плот 3,05 метра, обхват 30,5 сантиметра и точност на ограничителите от 0,02 милиметра. Максималната сила на машината достига 135 тона, така че огъването на метален лист, дори и с голяма дебелина, е лесно.
Уредът е оборудван с универсални инструменти, което дава възможност за профилиране на заготовки, огъване на метал по чертежи на клиента от валцувани ленти и листове.


Рязане и огъване на ламарина по Ваши чертежи
Цената за огъване на метал в Perfostal винаги е на достъпно ниво. Нашата основна специализация остава обработката на огъване на листов материал с дължина до 3000 милиметра и дебелина до 5 милиметра, по-специално:
- високо прецизно рязане и огъване на ламарина;
- създаване на сложни силуети, с предварителни и последващи завои/огъвания;
- радиус тип огъване;
- огъване на сгъване (180 градуса);
- създаване на усилватели;
- профилиращи листове с дебелина над 2,5 мм в трапецовиден тип;
- огъване на критични повърхности без следи.
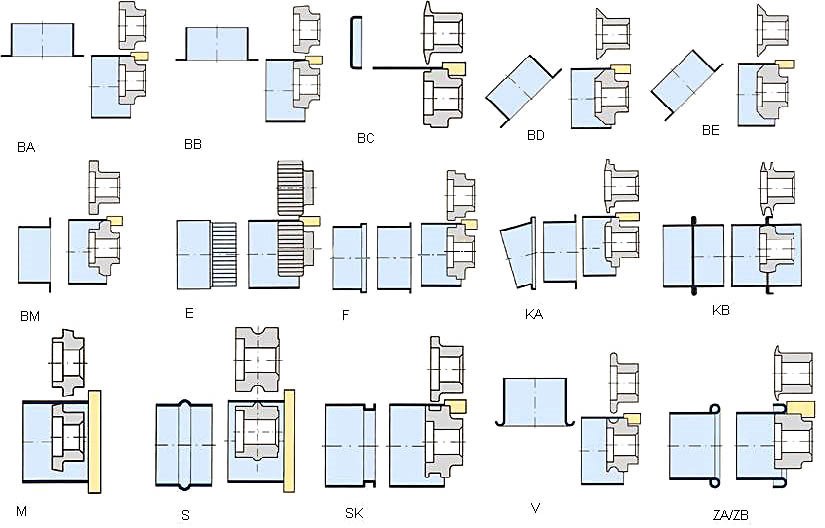
Видове огъване.
Студеното огъване включва деформация без предварително загряване на детайла. Има няколко начина, които са разновидности на студена деформация на метала.
Формиране на метал на мелниците. Това включва движение на детайла между постоянно въртящи се ролки, които определят крайната форма на продукта. Такова профилиране се използва основно за масово производство, където няма възможност и необходимост от пренастройка на оборудването за промяна на дебелината и размерите.
Огъване на печат. Използва се за бързо и мащабно производство на еднотипни продукти с еднаква дебелина. Калибрирането се извършва на специална машина за щамповане, чийто принцип е преса между инструментите без празнина. Под въздействието на скоба и преса металът приема желаната форма на тези инструменти.
Огъването на метал е безплатно, "на въздух". Тази технология се използва за средно и дребномащабно производство, тъй като не е трудно да се пренастрои машината към други параметри. На такава CNC машина могат да се огъват листове с различна дебелина. В основата на метода „огъване във въздух“ е въздействието върху листа в три точки, в резултат на което се образува „въздушен джоб“ между дъното и листа на детайла.
Деформирането на метал на професионално оборудване с помощта на чертежи и програми ви позволява да запазите всички характеристики на продукта без загуба на здравина, което е невъзможно да се постигне с помощта на технологията на рязане и последващо заваряване на части. Професионалното огъване на метал елиминира появата на корозия и увреждане на целостта на частите в процеса на по-нататъшната им употреба. Технологиите на оборудването за огъване позволяват да се създават почти всякакви детайли и геометрични форми от плосък лист.
Огъване на цените
| Описание на продукта | Рисуване | Брой продукти в поръчката (бр.) | Цената на огъване на 1 продукт (рубли с ДДС) |
|
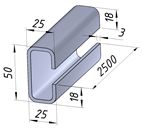
С-образен равнорафтов профил 18 x 25 x 50 x 25 x 18 mm, дължина 2500 mm, изработен от 3 mm студена стомана |
|
||
|
U-образен профил 25 x 53 x 25 mm, дължина 1250 mm, изработен от студена стомана 1,5 mm |
|||
|
Специален профил 30 x 64,5 x 368,5 x 220 x 65 x 30 mm, дължина 2693 mm от студена стомана 1,5 mm |
 |
Не е трудно да направите машина за огъване със собствените си ръце, но досега няколко домашни занаятчии и специалисти, които използват в дейността си продукти от огъната листова стомана, се занимават с производството на такова оборудване за собствени нужди. Междувременно такова устройство, което има достатъчно висока надеждност и лекота на работа, ще ви помогне да спестите много.
Един от най-достъпните огъващи листове е домашният LGS-26, цената е около 38 хиляди рубли. Ние ще го направим по-евтино и ще го оптимизираме за вашите нужди
Особено производството и използването на машина за огъване е от значение за тези, които трябва да извършват технологични операции за огъване на листов материал не ежедневно и в големи обеми, а периодично.
Видове огъващи листове и тяхната конструкция
Преди да започнете да правите домашен ръчен огъващ лист, трябва ясно да определите списъка със задачи, за които е необходимо. Това ще зависи от основната цел на такова устройство, според коя схема ще бъде изпълнено.
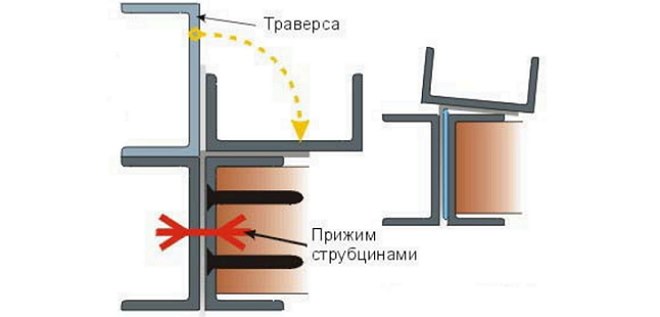
Най-простото е приспособление, в което ламарина се огъва с помощта на специална траверса. С помощта на такова устройство е възможно лесно да се огъне метален лист под ъгъл от 90 градуса, като се използва само силата на ръцете без допълнителни устройства, ако ширината на листа не надвишава 0,5 метра. Основата на листа е фиксирана със скоби или в менгеме, а огъването му се извършва поради натиска, упражняван от траверсата. В някои случаи, за да получите ъгъл на огъване от точно 90 градуса, може да се нуждаете от вграден дистанционер (на фигурата - вдясно), който е обикновена метална лента, която ще помогне за компенсиране на еластичността на листа.
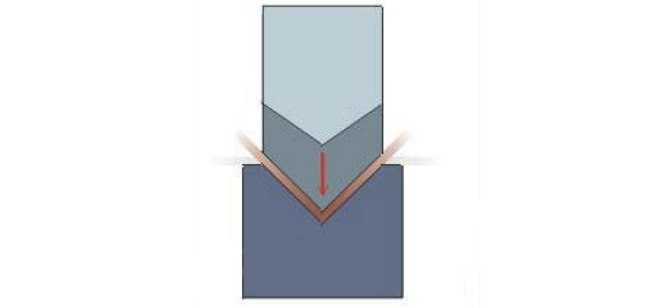
По-сложен в дизайна е спирачката за преса, чийто дизайн е матрица и перфоратор. Ламарина в такова устройство е разположена върху матрицата, а перфораторът се спуска върху детайла отгоре, придавайки му необходимия профил. Вкъщи спирачката за преса едва ли ще намери приложение, тъй като е доста сложна и опасна за използване.
Версия на домашно приготвена пресова спирачка, работеща в тандем с. Ако вече имате преса, тогава няма да е трудно да я допълните с устройства за огъване на тесни метални листове. Ще получите нещо подобно:

Много по-съвършена е машина за огъване, в която се извършва огъване на метал поради действието на три вала върху нея. Такова оборудване се нарича проходно. Едно от основните му предимства е, че регулируемите му ролки ви позволяват да получите различни радиуси на огъване. Такъв инструмент за огъване на метал може да бъде ръчно или електрически задвижван, а ролките му могат да имат различен дизайн.
- Ролките с гладка работна повърхност са предназначени за повечето работи с ламарина, която включва огъване на заготовки, изработване на секции от тръби с голям диаметър и др.
- Профилираните ролки са необходими за огъване на елементи на покривни конструкции (хребети, долини, канали, фланци и др.).
- Машината за огъване на протягане може да бъде допълнително оборудвана с опора, скоба и траверса, което позволява да се използва за ръчно огъване на детайли.
Такива машини са оборудвани с набор от валове от различни профили, които също могат да бъдат закупени допълнително, за да направят оборудването по-гъвкаво.
Как да започнете да правите машина за огъване
За да направите машина за огъване на ламарина, ще ви е необходим чертеж на такова устройство или негово подробни снимки. Освен това трябва да се вземат предвид редица важни фактори, като силата, която ще трябва да се приложи, за да се използва машината за огъване, нейното тегло и размери (от които зависи мобилността), цената и наличността на компонентите. В резултат на това получаваме следните начални параметри.
- Максималната ширина на листа, който трябва да бъде огънат, е 1 m.
- Максимална дебелина на листовия материал: поцинкована - 0,6 мм, алуминий - 0,7 мм, мед - 1 мм.
- Броят на работните цикли, които ще бъдат извършени без пренастройка или ремонт е 1200.
- Максималният ъгъл на огъване на металния профил, получен без ръчна обработка, е 120 градуса.
- Крайно нежелателно е да се използват детайли от специални стомани (например неръждаема стомана).
- При проектирането на машината за огъване трябва да се избягва заварени съединения, лошо пренасят редуващи се товари.
- Трябва да ограничите колкото е възможно повече броя на частите на машината за огъване, които ще трябва да поръчате отвън, като прибягвате до помощта на стругари или фрези.
Много е трудно да се намери чертеж на устройство, което да удовлетвори всички тези изисквания, но е възможно да се прецизира най-успешното от тях.
Най-популярният дизайн за огъване на листове и неговото подобрение
Конструкцията на ръчната машина за огъване, показана на чертеж № 1, може лесно да бъде подобрена. Според горния чертеж може да се види, че устройството за огъване на ламарина се състои от такива елементи като:
Чертеж № 1: За да изградим нашата машина за огъване, ще приложим тази схема
- възглавница от дърво;
- носеща греда от канал 100–120 mm;
- буза, за производството на която се използва лист с дебелина 6–8 мм;
- обработен лист материал;
- затягаща греда, изработена от ъгли 60–80 mm, свързани чрез заваряване;
- ос за въртене на траверсата (направена от метална пръчка с диаметър 10 мм);
- самата траверса е ъгъл с размери 80–100 мм;
- дръжка на уреда, изработена от пръчка с диаметър 10 мм.
При траверса на огъването на листове (точка 7), което според оригиналния чертеж се предполага, че е направено от ъгъл, условно е показан вариант на изпълнение от канал. Такава модернизация значително ще увеличи издръжливостта на траверса, който при използване на ъгъл неизбежно ще се огъне в средата в определен момент и ще спре да създава висококачествен огъване на листа на това място. Подмяната с канал ще ви позволи да направите не 200 огъвания без изправяне или подмяна на този елемент (което е много малко при повече или по-малко активна работа), а повече от 1300.
Дизайнът на такава домашна машина за огъване на плочи може да бъде допълнително подобрен, което ще я направи по-ефективна и гъвкава.

Чертеж No 2: Основните елементи на листоогъването
Чертеж № 2 ви позволява да разберете по-подробно дизайна на домашно направена машина за огъване:
- самоделна скоба, изработена от подходящ ъгъл (40-60 милиметра) и винт с пета и яка;
- буза;
- канал, действащ като опорна греда на машината;
- скоба за затягане на гредата, изработена от ъгъл от 110 милиметра;
- затягащата греда на самия огъващ лист;
- ос на въртене на траверсата;
- самият траверс.
Подсилване на притискащата греда
По-долу ще разгледаме схемата за укрепване на затягащата лента. Въпреки това, ако първоначално имате доста масивен ъгъл като скоба и не планирате да огъвате прекалено дебели листове на вашата машина за огъване, тогава е напълно възможно да направите, без да подсилвате стягащата шина по описания начин.

За да се удължи експлоатационният живот на затягащата греда и да се направи сравним с експлоатационния живот на траверсата, този конструктивен елемент, който първоначално е направен от ъгъл според чертежа, трябва да бъде допълнен с основа, изработена от метална лента с размери 16х80 мм. На предния ръб на тази основа трябва да се даде ъгъл от 45 градуса, за да се изравни равнината му с равнината на самия затягащ ъгъл и трябва да се направи фаска от около 2 милиметра директно към работния ръб на този елемент.
На чертеж No 2 получената част в секцията е посочена на допълнителната фигура горе вдясно. Тези мерки ще позволят на затягащия метал да работи не при огъване (което е крайно нежелателно), а при компресия, като по този начин умножи експлоатационния живот без ремонт.
Допълнителен 60-ти ъгъл, заварен към задния фланец на главния ъгъл на натиск, ще го предпази от огъване. На чертеж № 2 това е показано по-подробно на допълнителната фигура горе вляво.
Трябва също да се погрижите за фрезоването на долната равнина на притискащата греда, която образува гънката. Неравномерността на тази равнина, според общоприетите правила, не трябва да надвишава половината от дебелината на огъната заготовка. В противен случай няма да работи за огъване на детайла равномерно, без подута линия на сгъване. Трябва да се има предвид, че гредата трябва да се дава за фрезоване само когато вече има всички заваръчни шевове, тъй като тяхното изпълнение води до промяна в геометричните параметри на конструкцията.
Повишаваме надеждността на машинните закрепвания
Има още един голям недостатък на машината за огъване - схемата за закрепването й към работния плот. Скобите, предоставени в това устройство, са много ненадежден вариант за закрепване, особено ако вземете предвид умората заварки. Такива крепежни елементи могат да бъдат напълно отхвърлени, което също така ще избегне необходимостта от заварени съединения и бузи. Следните стъпки ви позволяват да разрешите този проблем:
- производството на носеща греда, която ще стърчи извън работния плот;
- правене на U-образни очи в краищата на носещата греда;
- закрепване на носещата греда към работната маса с болтове (M10) и профилни гайки с лапи.
Ако в подобрената машина за огъване няма бузи, тогава как да прикачите траверс към нея? Можете да разрешите този проблем съвсем просто: използвайте за това панти на вратите тип пеперуда, които обикновено се използват за окачване на тежки метални врати. За да фиксирате такива бримки, осигурявайки достатъчно висока точност, можете да използвате винтове с вдлъбната глава. На чертеж #2 това е допълнително илюстрирано в долния десен ъгъл.
Възможно е да се огъват много детайли на машина за огъване с траверс, прикрепен към бримки за пеперуда, тъй като тези бримки са много надеждни.
Пълна структура
След монтажа подобреното устройство за получаване на метален профил изглежда така:
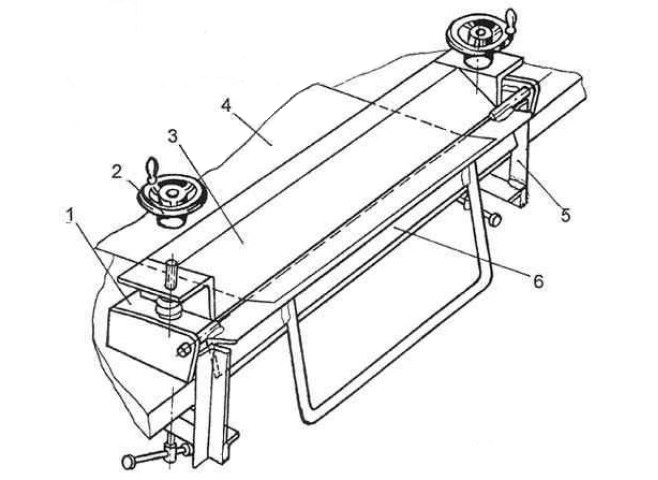
- подсилена опорна греда;
- маховик - резбован елемент;
- греда, която осигурява захващане на детайла;
- скоба за закрепване на устройството към работния плот;
- траверс, с помощта на който всъщност можете да огънете детайла.
На чертежите са показани маховици под налягане, каквито на практика малко хора имат. По-често използвайте обикновени винтове със заварени копчета. След заваряване на копчетата е задължително да завиете конеца върху тях, тъй като заваряването може да повлияе изключително негативно.
Чертежи на друга версия на огъване на листове
Подробни чертежи на машина за огъване, много сходни по дизайн, но се различават по закрепването на траверса. Диаграмите показват размерите, които, разбира се, могат да се променят в зависимост от предназначението на машината.

Подпорна греда Чертеж на носеща греда Чертеж на траверса
Затягаща греда Чертеж на затягащата греда Общ изглед на монтажа Приставка за скоба
Какво е зиг машина и как се прави
Машина за зиг (или зиговочно устройство) ви позволява да огъвате ръбовете на усилвателя върху изделия от ламарина, които се наричат зиги. Такива машини принадлежат към категорията специално оборудване и могат да бъдат направени с електрическо или ръчно задвижване. Ръчните зиг машини, също фиксирани със скоба, могат да бъдат доста компактни по размер и да се носят в обикновена чанта за работни инструменти.

Такива устройства позволяват да се направи висококачествено фланциране с едно преминаване не само върху кръгли продукти (същите черупки на метални контейнери), но и върху прави метални листове. Тези устройства са просто незаменими при производството на отделни части от покривни конструкции.
Работните елементи на зиг-машината са ролки, а използването му ви позволява значително да спестите от закупуването на фабрично произведени покривни елементи. Ако гледате видео, показващо работата на такова устройство, става ясно, че можете да го използвате дори на мястото на директен монтаж на покривната конструкция.
За да изберете правилното приспособление за производство на огънати елементи от ламарина, можете да следвате следните препоръки.
- За домашен майстор, който от време на време се нуждае от машина за огъване, е доста подходящо просто устройство, направено от импровизирани средства.
- Тези, които от време на време изпълняват поръчки за монтаж на покрив, ще се нуждаят от ръчна машина за огъване на ламарина и обикновена зиг машина.
- Професионалистите, които непрекъснато се занимават с производството на елементи за покривни конструкции и ламарина, се нуждаят от фабрично устройство за огъване на ламарина.
- Ръководството е полезно за тези, които се занимават професионално с производството на елементи от покривни конструкции. Оптимално за такива специалисти е професионалното оборудване, което се характеризира с по-висока надеждност и издръжливост.

Листогиб руско производство SKS-2in1, цена 64 хиляди рубли
Ако плановете ви все още включват активното използване на домашно приготвен листов огъвач за работа на повече или по-малко голям поток, тогава бъдете готови за факта, че в даден момент производството ви може да спре поради повреда. Тъй като стоманата, използвана от домашни занаятчии за производството на машини за огъване, най-вероятно, няма да издържи на големи натоварвания, бързо ще се умори и просто ще плува.
Но за домакинство, не особено натоварено приложение, домашната машина за огъване ще бъде отличен помощник и ще спести много пари. Трябва да вземете предвид този момент и да не очаквате чудеса на издръжливост и производителност от обикновена домашна машина.
Преди да направите машина за огъване със собствените си ръце, можете не само да изучите многобройните чертежи на такива устройства, публикувани в интернет, но и да гледате видеото за обучение. Може би за някои размерът на описаната машина за огъване ще изглежда твърде малък, тогава можете да разгледате опцията за домашно приготвена машина за огъване с по-голям формат. Разбира се, това вече не е мобилна машина, тя е подходяща за малка частна работилница:
Предимства на домашно приготвен листоогъвач
Производството на машина за огъване със собствените си ръце или закупуването на ръчна машина за огъване през прохода често се интересуват от тези, които искат да спестят много от закупуването на велпапе серийно производство. Простата теоретична аритметика показва: ако огънете велпапето с помощта на такова устройство, тогава цената на последното ще бъде с 40% по-ниска в сравнение с цената на фабричните продукти. Но не всичко е толкова просто.

Ако закупите фабрична проходна машина за велпапе ръчен типс поглед върху малко собствено производство, това ще струва около 60 хиляди рубли. Междувременно такава ръчна машина за огъване на листове не гарантира стабилното качество на получената с нейна помощ велпапе. Проблемът е, че търкалянето с едно преминаване най-вероятно ще доведе до появата на преизчертани ъгли, от които впоследствие могат да се развият пукнатини. И търкалянето на един лист многократно, постепенно променяйки степента на натиск, е твърде дълго, трудоемко и в резултат на това нерентабилно. Но от друга страна е доста удобно да се правят по-прости части от листова стомана с негова помощ.
За пълноценна китайска линия за валцуване за велпапе ще трябва да платите около 20 000 долара. Разбира се, той консумира много електричество (от 12 kW) и инсталирането му изисква голяма площ, което очевидно не се вписва в плановете и бюджета на повечето домашни майстори.

Най-важното нещо, което трябва да имате предвид при закупуването на машина за огъване, е възможността за нейното бързо изплащане. За да постигне това за майстор, който използва такова устройство частно, е доста трудно. В този случай е по-препоръчително да използвате домашно приготвен листов огъвач, който е подходящ за производство на огънати листови продукти от всякакъв вид. С помощта на такова оборудване е възможно да се огъват както листове със стандартни размери, така и нестандартни продукти, които са много търсени по време на покриви, както и много други.
Как работи машината за огъване
Преди да се чудите как да направите машина за огъване, трябва да разберете конструктивните характеристики на такова оборудване. На първо място, такива устройства се различават по вида на тяхното задвижване. И така, има устройства с механично, електрическо, хидравлично и ръчно задвижване.
Машините за огъване с механично задвижване могат да използват маховик с фрикционен съединител и манивела или система от макари, лостове и въжета с падащо тегло. Такива устройства, характеризиращи се с ударен импулс в началото на работния ход, който след това постепенно отслабва, далеч не са идеални по отношение на качеството на резултата поради механиката на тяхната работа и се използват все по-рядко.

Ефективността на оборудването за огъване на ламарина, което е оборудвано с електрическо задвижване, намалява значително с увеличаване на натоварването под формата на намаляване на размера на детайла или увеличаване на неговата якост. Ако се опитате да огънете твърд метален детайл (например неръждаема стомана) на такава машина за огъване, може да срещнете факта, че роторът на електродвигателя ще започне да се плъзга, намалявайки въртящия момент и увеличавайки консумацията на енергия.
Точното регулиране на развитата сила към съпротивлението на детайла позволява оборудване с хидравлично задвижване, но не е евтино. Обикновен хидравличен крик, който може да се използва и като задвижване за огъване на ламарина, не осигурява равномерно разпределение на силата от него по цялата дължина на завоя.
За да обобщим всичко по-горе, се оказва, че ръчната машина за огъване е най-добрият вариант за домашни майстори. Може да се изработи в различни дизайни.(гласове: 3 , среден рейтинг: 5,00 от 5)
Огъването на ламарина и метални заготовки е сложна и трудоемка операция, за улесняване и опростяване на която се търси постоянно технологии за нейната механизация и разработване на нови видове оборудване. Нека се опитаме да разгледаме някои технологии за огъване на метали или метални заготовки.
Listogibochny ролки.
Ролките за огъване на листове са предназначени изключително за огъване на ламарина. Списъкът на приложимите материали е изключително широк и е ограничен само от крехкостта на някои редки метали. Конструкцията на листоогъвача включва два долни вала, както и горна ролка, фиксирана върху плочата. Горната ролка се движи нагоре и надолу спрямо детайла, което прави възможно да се даде на листа необходимия радиус. Възможно е да се получи конична форма на детайла, за това горната ролка се премества, придавайки му ъгъл на наклон, за да образува конус.
Натиснете спирачките.
Технологията за огъване с пресови спирачки е най-разпространената в малките и средни металообработващи индустрии поради най-широките си възможности и гъвкавост. Огъващите листове се използват за широк спектър от задачи, от огъване на профили под различни ъгли, завършвайки с гъвкави ръбове. Процесът на огъване на профили се извършва с помощта на перфоратор, монтиран върху рамката на плъзгача, и с помощта на матрица, която се поставя върху облицовката на пресата или върху самата плоча. Има няколко вида щанци, те се различават по радиуси на огъване и форма. Матрицата, която участва в работата, като правило, има формата на прав жлеб или ъгъл.
Пресите са най-универсалното оборудване за изработка на изделия от ламарина. Опитните оператори на спирачките могат не само бързо да сменят части, но и бързо и точно да преконфигурират машината за друга работа. Като цяло, ако анализираме съвременните технологии за производство на корпуси и други продукти от листова стомана, може би вече няма такъв универсален и технологичен метод като огъване на метал.
Машини за огъване на ролки.
Използва се главно за огъване на профили различен размер. Има както триролкови, така и четириролкови. Конструкцията на триролковата машина, чието основно приложение е огъването на алуминиеви ленти с дебелина до 2,5 мм, е следната: горната ролка, която се регулира чрез завъртане на дръжката, спрямо две притискащи ролки. Ролките трябва да се плъзгат свободно по профилните рафтове, в противен случай профилът ще се усука, този факт трябва да се вземе предвид при монтажа на скобата.
Четириролковите машини се използват за огъване на профили, които имат криволинейна форма, както и формата на спирали, кръгове. Конструкцията на такива машини е следната: рамка с задвижващ механизъм, монтиран вътре в нея, водещи ролки, които захранват детайла, както и две ролки, които огъват детайла. Необходимият радиус на огъване се регулира чрез завъртане на дръжките.
Машини за огъване на тръби с високочестотно нагряване
С помощта на машини с високочестотно нагряване се огъват тръби с диаметър от 95 до 300 мм. По дизайн те се състоят от две части, те са електрически и механични. Електрическата част включва отоплителна инсталация с високочестотни токове и директно захранващо оборудване на машината. Механичната част на машината за огъване чрез нагряване с високочестотни токове се състои от заварена рамка, с монтирана на нея каретка за фиксиране на тръби, направляваща ролкова карета, притискаща ролкова карета, механизъм за подаване на тръби и индуктор, който директно извършва индукционно нагряване на детайла. Самата рамка е с форма на кутия. Движението на носача за фиксиране на тръбата се извършва с помощта на надлъжен захранващ винт. Самата тръба се фиксира в каретката с помощта на две челюсти, едната от които е фиксирана, към която детайлът се фиксира с помощта на подвижна челюст. Не забравяйте да вземете предвид, че оста на детайла за огъване трябва да е ексцентрична спрямо леглото (стойността на ексцентриситета е различна, в зависимост от диаметъра).
Ролята на ролковия носач е (както подсказва името) да насочва тръбата по време на процеса на огъване и да получава реакцията от силата на огъване. Неговото движение се осъществява с помощта на ходови винтове, работещи на принципа на конусната предавка. Ролката, разположена на плъзгача, може да се мести ръчно с помощта на винт. Въртенето на ролките около оста е свободно. На носача на направляващите ролки също са монтирани държач на индуктор, елементи на охладителната система и високочестотен трансформатор.
Каретката на притискащата ролка е монтирана в неподвижно състояние. По основата на каретата се движи плъзгач с пресована ос, върху която е разположена въртяща се притискаща ролка. Движението на плъзгача става с помощта на водещ винт, чието движение се осъществява от напречен предавателен механизъм. Два крайни превключвателя, разположени върху каретката на притискащата ролка, изпълняват функцията за ограничаване на хода въз основа на избрания ъгъл на огъване. Охлаждането на сменяемия тръбен нагревателен индуктор се извършва с помощта на протичаща вода гъвкав маркуч. Огъваемият детайл се поддържа от специална ролка, прикрепена към машината с възможност за движение, в зависимост от дължината на огънатата тръба. Като допълнителна функция е възможно да се прикрепят удължители, което ви позволява да огъвате дълги тръби.
Правила за извършване на работа с ръчно огъване на метал.
1) При работа с лента и ламарина е необходимо точно и без отклонение да се настрои маркиращата линия, която е нагласена на нивото на челюстите към огъването.
2) Когато работите с лента, ъгли, пръстени и подобни части, преди да започнете работа, е необходимо да се изчисли общата дължина на отвора, по пътя, като се отбележат завоите. Ако е необходимо, можете да използвате измервателни дорници.
3) При серийното производство на скоби или части, подобни на тях, трябва да използвате дорници, които съответстват по размер на елементите на произведените части. Използването на дорници в този случай отменя операцията по маркиране на точките на огъване.
4) При извършване на операции по огъване на лента и ламарина в машини е необходимо стриктно да се спазват приложените към тях инструкции.
5) Шевът в тръбите по време на операции на огъване трябва да бъде разположен вътре в огъването. Това правило важи за всички видове огъване.



