Електрическа дъга: разрядна мощност в действие
Дължината на дъгата при работа със заваръчни електроди оказва голямо влияние върху качеството на образуваното заваръчен шев, неговата форма, ширината на шева и неговата люспест. В по-малка степен засяга самата дълбочина на проникване.
При заваряване с електроди дължината на дъгата се разделя на къса дъга, средна, много къса и дълга дъга.
Късата дъга се характеризира със следното - разстоянието между заваряването електроди повърхността на продукта - приблизително 50% от диаметъра на заваръчния електрод. При заваряване с такава къса заваръчна дъга се увеличава заваръчният ток и дълбочината на самото проникване. Значително намалено напрежението и ширината на заваръчния шев. В същото време трябва да се отбележи, че защитата на самия заваръчен басейн е добра.
Използването на къса заваръчна дъга се препоръчва за вертикални, хоризонтални и горни заварки. Освен това при заваряване долна позициякоренови заварки в ъглови и челни съединения.
При използване на средна дъга разстоянието между заваръчните електроди и повърхността на продуктите е от една до една и две десети от диаметъра на използвания заваръчен електрод. При работа с такава дъга напрежението се увеличава и ширината на заваръчния шев се увеличава значително. Дълбочината на проникване е намалена доста. Освен това се образува добра защитазаваръчна вана. При заваряване се препоръчва използването на средна дъга, както и наваряване в долно положение, а в някои отделни случаи и в хоризонтално положение.
Когато се използва дълга заваръчна дъга, разстоянието между заваръчния електрод и повърхността на детайлите, които ще се заваряват, е един и половина диаметъра или повече от използваните заваръчен електрод. В този случай ширината на заваръчния шев се увеличава в по-голяма степен, дълбочината на проникване намалява, защитата на самата заваръчна вана и образуването на заваръчния шев на електрода се влошават значително, разпръскването на метала на електрода и образуването на пори в заваръчния шев се увеличава.
Използването на дълга дъга при работа със заваръчни електроди е крайно нежелателно и не се препоръчва използването му.
При използване на много къса дъга, заваряването се извършва "отзад към гръб" - чрез поддържане на покритието заваръчен електродкъм повърхността на продукта. В този случай при заваряване с опора се извършва при заваръчен ток в диапазона от максимални и средни стойности, без да се използват осцилаторни напречни движения. Ширината на заваръчния ръб е ограничена.
Много къса дъга се използва при заваряване на коренови заварки в тройникови, ъглови, челни и наклонени фуги във всички пространствени позиции. В същото време, в челни ставизаваряването с електроди се извършва с минимална междина.
Като цяло, способността на професионалния заварчик да поддържа постоянна дължина на заваръчната дъга има много положителен ефект върху стабилното изгаряне на заваръчната дъга, висококачественото образуване на заваръчен шев - формата на шева и неговата ширина, проникване, лющене и др.
Не се препоръчва използването на много къса дължина на дъгата - т.е. челно заваряване - когато е свързано с напречни движения на заваръчния електрод. Това обикновено може да доведе до груби и дълбоки капки между люспите на шевовете. При напречни преходи на заваръчния електрод се получава известно „подрязване“ на кристализиращия метал на заваръчния шев с пика на покритието на заваръчния електрод. Това обикновено се случва при заваряване с метода "ъгъл напред" отпред и запълване на шевове в челните фуги на тавана и вертикални позиции. В допълнение - при заваряване с електроди от хоризонтално разположени и фиксирани тръби.
Нашият уебсайт svarak.ruпубликува статии по темата. За първи път феноменът на волтова дъга е наблюдаван от руския академик Петров, след като е получил искров разряд.
Волтовата дъга се характеризира с две свойства:
- отделяне на голямо количество топлина
- силно излъчване.
И двата имота електрическа дъгаизползвани в технологията.
За технологията на заваряване първото свойство е положителен фактор, второто е отрицателно.
Всички електропроводими материали могат да служат като електрически проводници за електрически разряд. Най-често като проводници се използват въглеродни и графитни пръти с кръгло напречно сечение (дъгови светлини).
Типичен вариант между два въглища е показан на фигурата.
Горният електрод е свързан към положителния полюс на машината (анод). Вторият въглен е свързан към отрицателния полюс (катод).
Електрическа заваръчна дъга
Температурата на електрическата дъга, нейното въздействие.
Отделянето на топлина не е еднакво в различните точки на дъгата. При положителния електрод се освобождава 43% от общото количество, при отрицателния 36%, а в самата дъга (между електродите) останалите 21%.
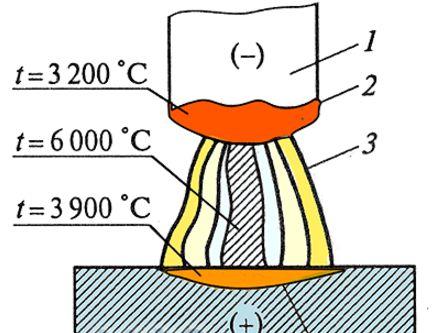 Схема на зоните и техните температури в заваръчната дъга
Схема на зоните и техните температури в заваръчната дъга Във връзка с това и температурана електродите не е същото. Анодът има около 4000°С, и катода 3400°.Средно вземете предвид температурата на електрическата дъга 3500°С.
Благодарение на различни температурана полюсите на волтова дъга, въглеродни проводници
идват в различни дебелини. Положителните въглища се вземат по-дебели, отрицателните -
по-тънък. Дъговата пръчка (средната част) се състои от поток от електрони, изхвърлени от катода, който с страхотна скоростбързат към анода. Притежавайки висока кинетична енергия, те удрят повърхността на анода, превръщайки кинетичната енергия в топлинна енергия.
Зеленикавият ореол около него е мястото химична реакциявъзникващи между парите на веществото на електродите и атмосферата, в която гори волтовата дъга.
 Процесът на възникване на заваръчната дъга
Процесът на възникване на заваръчната дъга Появата на електрическа дъга
Образователен процес волтова дъгасе представя в следната форма. В момента на контакт на електродите преминаващият ток отделя голямо количество топлина в кръстовището, тъй като тук има голямо електрическо съпротивление (законът на Джоул).
Поради това краищата на проводниците се нагряват до ярък блясък и след като електродите бъдат изключени, катодът започва да излъчва електрони, които, летейки през въздушната междина между електродите, разделят въздушните молекули на положително и отрицателно заредени частици (катиони и аниони).
В резултат на това въздухът става електропроводим.
IN технология на заваряванеНай-голямо приложение има разрядът между метални електроди, като единият електрод е метален прът, който в същото време служи като пълнеж, а вторият електрод е самият детайл.
Процесът остава същият като при въглеродните електроди, но тук се появява нов фактор. Ако в въглеродна дъга проводниците постепенно се изпаряват (изгарят), тогава в метална дъга електродите се топят много интензивно и частично се изпаряват. Поради наличието на метални пари между електродите, съпротивлението (електрическото) на металната дъга е по-ниско от това на въглеродната дъга.
Въглеродният разряд гори при средно напрежение 40-60 V, докато напрежението на метална дъга е средно 18-22 V (с дължина 3 mm).
Дължина на дъгата, кратер, проникване.
Процесът на електродъгово заваряване протича по следния начин.
Веднага щом докоснем продукта под напрежение с електрод и веднага го отведем на определено разстояние, се образува волтова дъга и веднага започва топенето на основния метал и метала на проводника. Следователно краят на електрода винаги е в разтопено състояние и течният метал от него под формата на капки преминава към шева, който трябва да бъде заварен, където металът на електрода се смесва с разтопения метал на детайла, който ще се заварява.
Проучванията показват, че около 20-30 такива капки преминават от електрода в секунда, тоест този процес протича много бързо.
Въпреки че волтовата дъга се развива много висока температура, топлината се отделя от него в много малко пространство точно под дъгата.
 Диаграма на дължината на дъгата
Диаграма на дължината на дъгата Ако разгледаме през тъмно стъкло дъга, възбудена от метален електрод, тогава ще се уверим, че на мястото, където се образува дъгата между електрода и основния метал, върху основния метал се освобождава до бяло нагорещена повърхност, която директно под удара има формата на вдлъбнатина, пълна с течен метал . Създава се впечатлението, че тази вдлъбнатина се образува като че ли чрез издухване на течен метал с дъга. Тази вдлъбнатина се нарича заваръчна вана. Той е заобиколен от метал, нагрят до бяла топлина, а температурата на нагряване на съседната зона бързо пада до червено и вече на кратко разстояние, чиято стойност варира в зависимост от диаметъра на електрода и силата на тока, температурата се сравнява с температурата на обекта, който се заварява.
Добра и лоша заваръчна дъга, как да различим? Полезни съвети.
Разстоянието между края на електрода и дъното на ваната, т.е. повърхността на разтопения метал, се нарича дължина на дъгата. Тази стойност е много важна в технологията на заваряване. За да се получи добро заваряване, е необходимо дължината на дъгата да бъде възможно най-къса, т.е. дъгата да е по-къса, а дължината й не трябва да надвишава 3-4 мм. Разбира се, дължината на дъгата не е постоянна стойност, тъй като краят на електрода се топи през цялото време и следователно разстоянието между него и кратера ще се увеличи; ако електродът се държи неподвижен до прекъсване на връзката. Следователно при заваряване е необходимо електродът да се доближи до основния метал, докато се топи, за да се поддържа дължината на дъгата приблизително постоянна в рамките на 2-4 mm.
Необходимостта от поддържане на къса дъга (т.е. не по-дълга от 3-4 mm) се дължи на факта, че разтопеният метал на електрода абсорбира кислород и азот от въздуха около дъгата по време на прехода си от електрода към кратера, което влошава механичните му качества (относително удължение и устойчивост на удар). Ясно е, че вредното въздействие на въздуха ще бъде по-малко, колкото по-малко време ще премине течният метал през въздуха.
Къс:
При къса дъга това време ще бъде по-малко, отколкото при дълга и следователно металът на електрода няма да има време да абсорбира толкова кислород и азот, колкото би могъл, преминавайки дълъг път поради дълга дъга. Тъй като желанието на всеки заварчик винаги трябва да бъде да получи възможно най-добрия шев, следователно, използваната къса дъга е задължителна за добра заварка. Късата дъга може да се различи не само от зрението, но и от слуха, тъй като късата дъга издава характерно сухо пукане, напомнящо звука на пукащо олио, излято в горещ тиган. Този звук на къса дъга всеки заварчик трябва да познава добре.
дълго:
С дълга дъга (т.е. с дължина по-голяма от 4 мм) никога няма да получим добър шев. Да не говорим за факта, че при дълга дъга ще настъпи силно окисление на заваръчния метал, самият шев също има много неравномерен вид. Това се случва, защото дългото разреждане е по-малко стабилно от краткото, искрата има тенденция да се лута и да се отклонява встрани от мястото на заваряване, в резултат на което нагряването от него не се създава както при къса дъга, а се разпространява на голяма площ. Поради това топлината, излъчвана от дъгата, не отива изцяло за топене на метала на мястото на заваряване, а частично се разсейва напразно върху голяма повърхност.
Следователно при дълга дъга се получава лошо проникване и освен това капки от електрода, попадащи върху лошо загрято място, не се сливат с основния метал, а се разпръскват отстрани.
от външен видвинаги можете веднага да различите шев, заварен с къса или дълга дъга. Правилно заварен с къса дъга, шевът има правилна форма, гладка изпъкнала повърхност и чист, лъскав външен вид. Шев, заварен с дълга дъга, има неравномерен безформен вид и е заобиколен от множество капки и пръски втвърден метал от електрода. Такъв шев, разбира се, е напълно безполезен.
Защита от дъга
 Примери за защитни костюми срещу електрическа дъга
Примери за защитни костюми срещу електрическа дъга Ако заварчициизползвайте дъга, след това много други устройства, а освен това човек трябва да я избягва. Рискът от образуване на дъга върху оборудването зависи от няколко параграфа:
- честотата на използване на оборудването от служителя;
- опит и познания на служители, занимаващи се с хардуер
- ниво на износване на оборудването;
Ако човек няма необходимия личен защитен костюм и попадне в зоната на действие на електрическа дъга, шансовете за оцеляване са доста рязко намалени. Вероятността от тежки изгаряния е изключително висока.
 Таблица: степента на излагане на електрическа дъга
Таблица: степента на излагане на електрическа дъга Какви са възможностите за защита срещу имейл. Дъги?
- спазват всички необходими правила и разпоредби за безопасност;
- при продължителна употреба на защитен материал, често пране, костюмът не трябва да се влошава; (всичко зависи от модела);
- тъканта трябва да има максимум 2 секунди остатъчно запалване;
- трябва да носите специални обувки, които имат и антистатичен ефект костюм за защита от електрическа дъга.
Дължината на дъгата при работа със заваръчни електроди оказва много голямо влияние върху качеството на заваръчния шев, неговата форма, ширина и мащабиране на заваръчния шев. В много по-малка степен дължината на дъгата влияе върху дълбочината на проникване.
При работа със заваръчни електроди дължината на дъгата се разделя на следните видове: къса, средна дъга, много къса и дълга дъга.
Късата дъга се характеризира със следното - разстоянието между заваръчните електроди и повърхността на продукта е приблизително 50% от диаметъра на заваръчния електрод. При заваряване с такава къса дъга се увеличава заваръчният ток и дълбочината на проникване. Значително намалено напрежение и ширина на заваръчния шев. Трябва да се отбележи, че защитата на самата заваръчна вана е добра.
При използване на средна дъга разстоянието между заваръчните електроди и повърхността на продуктите е равно на една до една и две десети от диаметъра на приложеното заваръчен електрод. При работа с дъга от този тип напрежението се увеличава и ширината на заваръчния шев се увеличава значително. Дълбочината на проникване намалява доста леко и се образува добра защита на заваръчната вана. Препоръчва се използването на средна дължина на дъгата за заваряване и наваряване в долно положение, в някои отделни случаи и в хоризонтално положение.
Когато се използва дълга заваръчна дъга, разстоянието между заваръчния електрод и повърхността на заваряващите се детайли е един и половина или повече от диаметъра на използвания заваръчен електрод. В този случай ширината на шева се увеличава в по-голяма степен, дълбочината на проникване намалява, защитата на самата заваръчна вана и образуването на шева на заваръчния електрод се влошават значително. Разпръскването на течния електроден метал и образуването на пори в заваръчния шев се увеличават.
Използването на дълга дъга при работа със заваръчни електроди е крайно нежелателно и не се препоръчва използването му.
При използване на много къса дъга заваряването се извършва „отзад към гръб“ – чрез опиране на покритието на заваръчния електрод върху повърхността на самия продукт. В този случай при заваряване с опора се извършва на заваръчен токв диапазона от максимални и средни стойности без използване на осцилаторни напречни движения. Ширината на заваръчната ролка е ограничена.
Много къса дъга се използва при заваряване на коренни заварки в ъглови, тройникови, челни и наклонни съединения във всички позиции в пространството. В челните съединения заваряването се извършва с електроди с минимална междина.
От голямо значение е способността на професионалния заварчик да поддържа постоянна дължина на заваръчната дъга. Това има много положителен ефект върху стабилното изгаряне на заваръчната дъга, висококачественото образуване на заваръчния шев - формата на шева и неговата ширина, проникване, мащабиране и др.
Най-добре е да не използвате много къса дължина на дъгата, т.е. челно заваряване - при свързване на заваръчния електрод с напречни движения. Това може да доведе до груби и дълбоки капки между люспите на шева. При напречни преходи на заваръчния електрод се получава известно „подрязване“ на кристализиращия заваръчен метал на заваръчната козирка на покритието на електрода. Това обикновено се случва при заваряване по метода „ъгъл напред“ на предната част и запълване на шевове в челните фуги във вертикално и надземно положение, както и при заваряване с електроди на хоризонтално разположени и фиксирани тръби.
Използването на определена специфична фиксирана дължина на заваръчната дъга във всеки конкретен случай допринася за изпълнението на висококачествен заваръчен шев с необходимата специфична височина, форма и ширина.



