Какво означава заваръчният ток, консумиран от мрежата. Изчисляване на консумацията на мощност на заваръчния инвертор
- Видове заваръчни инвертори
- Инверторно устройство
- Какво трябва да знаете?
- Изчисляване на мощността
- Избираме електроди
Консумация на енергия заваръчен инвертордоста лесно да се изчисли с проста формула. За да разберете всички нюанси, свързани с работата на заварчик, и аспектите на изчисляването на неговата мощност, трябва да изясните няколко точки, които всеки, който се занимава със заваряване, трябва да знае. И без значение къде харчите заваръчни работи, у дома, в гаража, на село или в професионален екип на голям цех или завод.
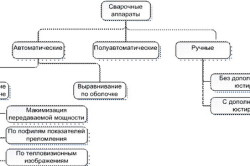
Видове заваръчни инвертори
Апарат тип инверторса разделени на три категории. Битовите инвертори са проектирани за кратко време на включване и работа от еднофазна променлива мрежа от 220 V. Това означава, че такова устройство може да работи на максимална мощност само за кратко време - 20-30 минути, което му дава почивка, равна на това време или надвишаваща го с порядък. Полупрофесионалните устройства ви позволяват да увеличите времето за работа от 5 на 8 часа без прекъсване. При полупрофесионалните инвертори времето за почивка е намалено поради конструктивни характеристики. Професионалните инвертори са проектирани за консумация на ток от 220/380 V, често от трифазна мрежа електрически ток.
Домакинските, полупрофесионалните и някои професионални заваръчни машини са проектирани да работят от мрежа 220 V. Все пак трябва да се помни, че за битови електрически мрежи максималният ток на натоварване не може да надвишава 160 A. Консумацията на мощност на всички фитинги, като напр. контакти, щепсели и електрически машини не се изчислява да надвишава този праг.
Следователно, с по-високи скорости, това или ще задейства работата на машините, или ще доведе до изгаряне на контакта на кръстовището щепсел-контакт, или, най-опасното, ще доведе до изгаряне на електрическото окабеляване. Това противоречи на всички правила за безопасност. Така че, когато захранвате професионален уред от домакинско захранване за работа със заваръчен ток над 160 A, бъдете подготвени за проблеми. Но е по-добре това да не се случва.
Обратно към индекса
Инверторно устройство
Устройството на заваръчния инвертор е такова, че първо променливо напрежение от 220 V с честота 50 Hz се преобразува в постоянно, а след това в променливо високочестотно напрежение с работна честота на трептене до 200 Hz. След това напрежението отново се преобразува в DC и се прилага към заваръчната дъга. Контролът на качеството на дъгата се извършва автоматично, като се използва микропроцесорното пълнене на блока за управление на инвертора. Залепването на електрода, толкова често при заваряване с трансформатор, практически изчезва.

В случай на късо съединение с продължителност по-малко от 0,5 секунди, управляващият блок генерира поредица от краткотрайни, но много мощни токови импулси. Това води до разрушаване на възникващи течни метални мостове. Когато късото съединение продължи 0,5 секунди, инверторът просто се изключва, без да замръзва електрода и без да прегрява веригата на уреда. Това устройство е основно за всички видове инвертори и ги отличава от трансформаторите и токоизправителите на базата на диоден мост.
Най-важното свойство на заваръчния инвертор е консумацията на енергия. Няма значение каква е консумацията на енергия на устройство от инверторен тип, тя почти напълно се изразходва за заваряване. От това можем да заключим, че ефективността на инверторния блок е много висока. От 85 до 95%.
Обратно към индекса
Какво трябва да знаете?
Преди да започнете да броите консумираните, трябва да знаете следното:
- Диапазон на входното напрежение.
- Обхват на заваръчния ток.
- Напрежение на дъгата.
- Ефективност на конкретен модел заваръчна машина.
- По продължителност.
- Специфичен за модела фактор на мощността.

Диапазонът на заваръчния ток е необходим, за да разберем при какви характеристики на електрическата мрежа ще трябва да работим. Със сигурност за никого не е тайна, че често в нашите електрически мрежи не се наблюдава номинално напрежение от 220 V. Често то едва достига 200 V. Трябва да се помни: спадът на напрежението при свързване на заваръчен инвертор от домакински тип е 5-10 % от общата номинална мрежа. Следователно най-добрите индикатори за мощност ще бъдат за такива инвертори, които са проектирани за захранващи напрежения от 150-170 V до 220-250 V.
Диапазонът на заваръчния ток ни дава стойностите на максималните и минималните нива, мощността на устройството директно зависи от тези параметри. За домакински инвертори тези индикатори в долната граница варират от 10 до 50 A, а в горната част 100-160 A. Изходното напрежение, което може да се нарече и напрежението на заваръчната дъга, варира от 20 до 30 V за евтини домакинства модели. инвертори с максимален изходен ток от 160 A, като правило, рядко надвишава 0,85%. Високата ефективност на заваръчния блок директно зависи от продължителността на включването.
Обратно към индекса
Изчисляване на мощността
Продължителността на включването е характеристика, която показва колко висококачествено е устройството, което ще използвате. Това обикновено е процент от времето, през което инверторът е работил непрекъснато спрямо общото време, през което е бил използван. Индикатор на ниво 50% ще покаже, че при работа в продължение на 2,5 минути устройството трябва да почива за 2,5 минути. Колкото по-ниска е стойността, толкова по-дълго трябва да почиват веригите и толкова по-бързо ще работи автоматичното реле за прегряване.
Напротив, висок процент ще покаже, че машината може да се използва дълго време, прекъсвано само със смяна на електродите и проверка на заварката.
Процентът на мощността се изчислява като се раздели времето за непрекъсната работа на сумата от времето за непрекъсната работа и времето за пауза до повторното включване на машината. Резултатът се умножава по 100. Например устройството работи правилно в продължение на 3 минути, докато заработи защитата от прегряване, след това беше в покой за 2 минути, след което отново беше готов за работа:
3 минути / (2 минути + 3 минути) x 100 = 60
Коефициентът на мощност за битови или полупрофесионални заваръчни машини от инверторен тип рядко надвишава прага от 0,6-0,7. Просто трябва да се помни.
Всички стойности, необходими за изчисляване, могат лесно да бъдат намерени в техническата документация за това устройство, на уебсайта на производителя или на корпуса на самата заваръчна машина.
Представете си, че например имаме заваръчна машина, захранвана от AC мрежа от 160-220 V, с максимална стойност на тока 160 A при максимално напрежение на заваръчната дъга от 23 V. Ефективността на този инверторен модел е 0,89, и PV индикаторът, времето за включване, е 60%.
Сега изчисляваме максималната консумация на мощност на инвертора с горните параметри. За да направите това, първо умножете максималната стойност на изходния ток по максималното изходно напрежение. Полученият резултат се разделя на стойността на ефективността на устройството.
160 A x 23 V / 0,89 = 4135 вата
4,1 kW е мощността, която машината консумира директно по време на заваряване. Средната мощност се изчислява чрез умножаване на максималната стойност на мощността по работния цикъл:
4135 вата x 0,6 = 2481
Средната мощност на инвертора е най-подходящият показател, тъй като заваряването обикновено не работи непрекъснато в продължение на много часове или дни. Има паузи, когато заварчикът трябва да смени електрода или да подготви части за по-нататъшна обработка. Често заваряването може да се извършва при по-нисък ампераж, като в този случай общата консумирана мощност от инвертора също ще намалее. Заместваме в първата формула стойностите, които могат да бъдат зададени на конзолата на заваръчния блок, и намираме необходимите параметри на мощността.
Уважаеми начинаещи заварчици, в тази статия ще говорим накратко за електродите и ще дадем практически препоръки за тяхното използване.
За да изберете електрод, е необходимо да определите:
- Дебелината на метала - (колкото по-дебел е металът, толкова по-голям е диаметърът на електрода).
- Марка стомана - (черен метал, неръждаема стомана, топлоустойчив и др.).
- Определяме тока от електрода!
- Позиция на заваряване - (долно, хоризонтално, долен тройник, вертикално - заваряване отдолу нагоре, таван, тройник на тавана).
Що се отнася до заваръчния ток, който ще приложите към електрода. Всеки производител на електроди твърди различно заваръчен ток. По-долу даваме класическите параметри, заварчиците, които работят в професията повече от една година, се съгласиха с тези параметри.
Изборът на ток също зависи от пространствена позицияи размер на пролуката. Например: за диаметър 3 мм се препоръчва ток от 70-80 А. Това е токът за заваряване в позиция над главатаили вертикално нагоре, а също и ако междината е съизмерима или по-голяма от диаметъра на електрода. Ако готвите в долна позиция, докато няма празнина и дебелината на метала позволява, тогава можете да дадете 120 A на обикновен електрод.
Опитните заварчици се съветват да използват следната формула. Можете да опитате да следвате тази формула.
Силата на тока, изчислена по формулата 30-40 A. на 1 mm от електрода, т.е. на електрод d 3 mm. настройваме тока 90-120 A., на електрода d 4mm задаваме тока 120-160A и т.н. При заваряване вертикално положениенамалете тока с 15%.
Диаметър 2 мм. - 40 - 80 ампера. "Два" - може би най-капризният електрод. На мнозина изглежда, че колкото по-малък е диаметърът на електрода, толкова по-лесно е да се работи. Но не е така. Например: "двойка" изисква определени умения и сръчност, изгаря бързо и се нагрява много, ако зададете висок ток. "Два" е добър, защото изисква малък ток и заварява тънки метали. Но това изисква умение и търпение.
Диаметър 3 мм или 3,2 мм. - 70-80 ампера. ПРИ УСЛОВИЯ НА ЗАВАРЯВАНЕ НА ПОСТОЯН ТОК. Всички са съгласни, че 80 ампера е максималната стойност на тока, всичко, което е по-високо, вече не е заваряване, а рязане. Опитайте се да започнете да заварявате със 70 ампера, ще разберете, че не кипи - добавете 5-10 ампера, ако 80 ампера не са достатъчни - завъртете копчето за регулиране на заваръчния ток до 120 A., но не повече. Ако готвите на AC - трябва да зададете 110-130 ампера. Понякога дори до 150 ампера. Но най-вероятно нямате нужда от него, тъй като имате инверторна заваръчна машина, а не трансформаторна.
Диаметри от 5 мм и повече- това вече са професионални електроди, като правило се използват от професионални заварчици. Няма да им даваме препоръки, те вече знаят как да работят с тях, а начинаещите заварчици просто не се нуждаят от тях. Нека просто кажем, че такива диаметри се използват по-често не за заваряване, а за наваряване.
Кой заваръчен електрод да изберете?
Сега ще говорим за основните видове заваръчни електроди.
MP-3 и ANO- тези електроди се използват най-добре на променлив ток. Не са капризни към влагата. Тези електроди не са за критични конструкции, с тях никога не се заваряват мостове и покривни греди, с тях се заваряват огради, порти и оранжерии в страната, огради, малки домакински метални конструкции. Ако няма претоварване, това са електродите за вас. Най-популярните марки сред любители заварчици и летни жители.
УОНИИ 13/55- това са отлични електроди, но много "специфични". UONII 13/55 се приготвя от професионалисти. Трябва да готвите на къса дъга! Това са електроди за критични структури. Те горят само на постоянен ток, харесват стабилна дъга и не обичат скокове на напрежение. Започнете да работите с UONII 13/55 само когато се научите да готвите MP-3 и ANO.
LB-52U– препоръчваме да закупите тези електроди от японската фирма KOBELCO. Тези електроди се вземат за заваряване на тръби под високо налягане. Много висококачествен шев. Електродите LB-52U са едни от най-скъпите, като правило се купуват от предприятия и структури, свързани с ремонта на градски топлинни / водни мрежи.
Запознахме ви с най-популярните електроди. По-долу ще опишем накратко електродите на концерна ESAB (Швеция), може би ще намерите точно това, от което се нуждаете. Всички електроди на ESAB започват с буквите OK, в чест на основателя на концерна Оскар Келберг.
ОК 46,00 ESAB (Русия)- с тези електроди е възможно да се заваряват метали при постоянен и променлив ток. Често тези електроди се наричат УНИВЕРСАЛНИ или ЕЛЕКТРОД ЗА СТОМАНА. Ако не знаете какво да изберете, вземете тези електроди - няма да загубите. Електродите са добри, защото имат широк диапазон от диаметри. Винаги можете да изберете най-подходящия за вас.
ОК 48,00 ESAB (Швеция)- само постоянен ток. Идеален за критични структури.
специални електроди.
ОК 61,30 ESAB- заваряване на неръждаема стомана / неръждаема стомана (класове стомана 304, 308L, 03X18H11, 06X18H11, 08X18H10, 08X18H10T, 12X18H10).
ОК 67,60, ОК 67,62 ESAB- заваряване на неръждаема стомана/стомана.
OK 63,30 ESAB (руски колеги ANV-26)- (стомана клас 316 , 03X17H14M2, 10X17H13M3T, 06X19H11G2M2) са идеални за заваряване на тънкостенни тръби и листови изделия.
Ако не разбирате каква стомана е пред вас, вие не знаете нейния състав - ваш избор ОК 68.81, ОК 68.82- тези електроди могат да се използват за заваряване на различни стоманени продукти и стомани с неизвестен състав.
При заваряване на чугун има много нюанси!
Заваряване на чугун/стомана ESAB OK 92.18 (ново име OK Ni-Cl)- предназначени за заваряване на тънък чугун (не повече от 3 слоя).
Заваряване на чугун \ чугун; чугун\стомана ESAB ОК 92.60. (ново име OK NiFe-Cl)- те просто могат да готвят чугун с всякаква дебелина и чугун със стомана
алуминиево заваряване. Алуминият е много сложен метал, изисква нагряване преди заваряване, бързо се топи и бързо се втвърдява. Обикновено алуминият се заварява чрез TIG или MIG заваряване. Готвенето на алуминий с електрод е много трудно, но ако успеете, можете да се смятате за майстор!
ОК 96,20 ESAB- те могат да готвят много ограничен брой класове алуминий. Проучете внимателно състава.
Най-универсалният алуминиев електрод е ОК 96,40. ВАЖНО е алуминиевият електрод да се използва при едно запалване. Незавършен електрод трябва да бъде заменен с нов. Плюс това, за разлика от стоманите, е необходимо да се правят кръгови движения с края на електрода.
Защо е необходимо да се отгряват електродите?
Запалете електродите, за да премахнете влагата от тях. Ако електродът е влажен, по време на заваряване могат да възникнат дефекти заваръчен шевили електродът ще се залепи за постоянно към детайла.
Моля, имайте предвид, че всички електроди в нашия онлайн магазин са „пресни“, ние ги купуваме от доставчици, които имат специални отопляеми складове, електродите не се съхраняват в складове повече от месец, всички опаковки са запечатани.
Строителните фирми разполагат със специално оборудване за отгряване на електроди, любители заварчици, като правило, нямат такива инсталации. Ако сте отворили нова опаковка, препоръчваме да я използвате напълно или да премахнете остатъците от неизползвани електроди от опаковката на сухо и топло място. Не съхранявайте електродите на открито, на тавани или мазета.
Полезна информация.
Предна полярност и обратна полярност.
Ако електродът е на "+", а терминалът е на "-", тогава електродът се топи повече. Това се нарича обратна полярност.
Ако електродът е на "-" и терминалът е на "+", тогава металът, който се заварява, се топи повече. Това се нарича директна полярност.
Д.Ке DC, променлив токе AC. По правило всички заваръчни машини са ръчни електродъгово заваряванеприготвени на постоянен ток (постоянен ток).
При заваряване при директна полярност проникването е по-малко (заваряване на тънколистови продукти) и съответно когато обратна полярностповече (дебелостенни продукти).
Наскоро получих няколко въпроса от читатели и всички те бяха за заваръчен ток и диаметър на електрода. Реших, че ще е полезно за много любители заварчици да знаят отговорите ми и ги пиша за всички. Ще префразирам въпросите със собствени думи.
Заваръчният ток и диаметърът на електрода не съвпадат
ПРОБЛЕМ. Моят четец използва 3 мм електрод и слага ток от 50-60 ампера. В същото време той експериментира с различни разстояния от електрода до метала, но не получава висококачествени шевове. Ако електродът се доближи до метала, тогава електродът залепва и ако се премести по-нататък, се получават отделни капки метал и „сополи“. И когато се опитате, и дори при голям ток, металът се изгаря.
РЕШЕНИЕ. В тази ситуация грешката се крие в несъответствието между зададения заваръчен ток и използвания диаметър на електрода. Тъй като при ток от 50-60 ампера трябва да използвате електрод с диаметър 2 мм или дори по-малко. И когато използвате електрод от 3 мм, трябва да настроите тока на около 100 ампера.
за заваряване тънък металтрябва да използвате и 2 мм електрод и за предпочитане 1,6 мм. (Въпреки че, разбира се, би било по-добре да знаете какъв метал моят читател нарича тънък.) Също така, за заваряване на тънък метал, заварчиците любители ще се възползват от импулсния режим на инвертора и ако няма такъв режим, тогава можете да използвате техника на изработване на заварки с прекъсване на дъгата.
Когато токът намалява, диаметърът на електрода също трябва да бъде намален.
ПРОБЛЕМ. Друг мой читател си купи инвертор с максимална консумация на мощност 3 kW и 2,8 kW бензинов генератор, а няма достатъчно мощност за нормална работа. Въпросът е може ли да се направи нещо друго освен да се купи по-мощен генератор или друга заваръчна машина.
РЕШЕНИЕ. Ако мощността на генератора не е достатъчна за работата на заваръчната машина, тогава е необходимо да се намали заваръчният ток, с който се правят шевовете. Но тогава, заедно с намаляването на тока, ще е необходимо да се използва електрод с по-малък диаметър - в противен случай той ще се залепи и ще се задържи. Но с намаляване на диаметъра на електрода, в зависимост от дебелината на метала, който се заварява, може да се наложи да отрежете ръбовете за по-добро проникване заварено съединение. За съжаление, в своя въпрос читателят не посочи режимите на заваряване и дебелината на заварения метал, следователно без тези цифри е невъзможно да се дадат по-конкретни съвети.



