Изборът на електроди за начинаещи. Предна полярност и обратна полярност. Заваръчни материали - кои електроди да изберете?
Когато задачата е да закупите електроди, разбира се, е по-добре да разберете този въпрос задълбочено: какви са видовете метал, как се различават, за какво са предназначени металите и какви видове и марки електроди има.
Сега, за да започнете да практикувате шевовете възможно най-бързо, ще бъде разгледан по-лесен начин за избор.
Що се отнася до избора на магазин, за предпочитане е да купувате в специализиран магазин, който продава заваръчно оборудванеи консумативи, а не в обичайното домакинство, защото в специализиран магазин най-вероятно продавачите разбират тази тема и ще могат да предложат нещо.
На същото място, където се продава всичко, най-вероятно продавачите нямат необходимата компетентност при избора на заваръчни електроди.
Освен това често се случва цените да са по-високи в обикновените магазини за хардуер. Може би се подразбира, че човекът, който купува такива материали в неспециализираните, не разбира достатъчно добре въпроса, за да има добра представа колко струват.
Когато дойдете в специализиран магазин, достатъчно е да кажете, че имате нужда от обикновена качествена въглеродна стомана, или обикновена въглеродна стомана.
Всеки тип електрод може да има няколко степени. Например е дадена таблица 5 с електроди тип Е46.
| Тип | марка |
| E46 | MP3C; ANO-21, ANO-4; ОЗС-4, ОЗС-6, ОЗС-12 и др. |
Понякога буквата "А" се поставя в маркировката - например E46A. Това означава повишена пластичност заварка.
Тъй като тип E46 е взет за пример, по-нататъшното обяснение на принципите на избор ще се проведе на примера на същия тип електроди. Има широка гама от електроди марка ANO (21, 36, 4 и др.), OZS, MP-3.
Малко вероятно е магазинът да има цялата "линия" на определена маркировка. Най-вероятно ще има една или две опции. Има смисъл да закупите най-малката част, която могат да предложат, и да опитате кои електроди ще произведат най-висококачествени шевове в тази конкретна ситуация.
Също така има смисъл да опитате да готвите с електроди UONI 13/55, това е тип E50. Различава се от типа E46, в някои ситуации ще бъде възможно да се получи по-добра заварка с тяхна помощ.
Във всеки случай първо трябва да опитате: купете малка партида и след това, ако получите висококачествен резултат, можете да вземете необходимото количество за целия обем. заваръчни работи.
Принципът на действие на електрода
Фигурата показва диаграма на процеса на ръчно дъгово заваряване (MAW).
Електродът е метален прът, покрит с покритие или покритие.
В резултат на изгарянето на дъгата 3 и под въздействието на нейната температура металният прът 5 се топи и металът от този прът се прехвърля в заваръчната вана 2. Също така покритието се топи от високата температура. В резултат на неговото топене се образува защитни газове, които предпазват дъгата и заваръчната вана от въздействието на кислород, азот и други газове, съдържащи се във въздуха. В допълнение, получените газове допринасят за стабилизирането на дъгата.
По време на топенето на покритието се образува течна шлака, която се разпространява по повърхността на заваръчната вана. В същото време течната шлака деоксидира метала, освобождавайки заваръчната вана от кислород и, обратно, добавя легиращи добавки за подобряване на качеството на заваръчния метал и завареното съединение като цяло. Когато шевът се охлади, течната шлака се превръща в шлакова кора 10, която впоследствие трябва да бъде отстранена.
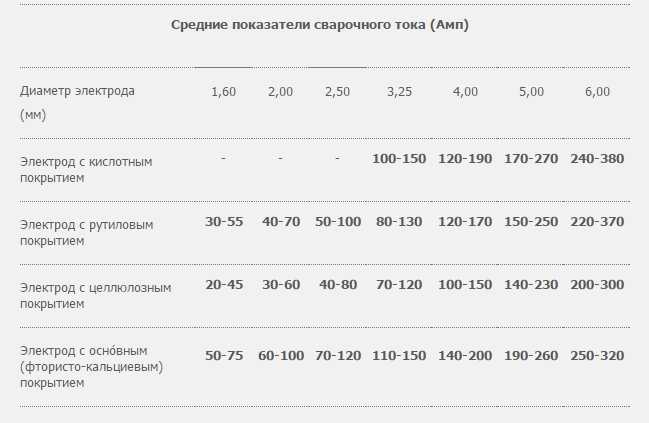
- Какъв диаметър на електрода е подходящ за конкретна дебелина на метала;
- Който заваръчен токизлагайте, за да получите качествен шев.
- Разликата между режимите на заваряване при директен и обратен полярност
Диаметри на електродите
Измерени в милиметри, тези стойности са стандартни и според руския GOST са: 1,6; 2; 2,5; 3; 4; пет; 6 и т.н. Вносните имат и други диаметри, например 2,6 вместо 2,5; 3.2 вместо 3.
Диаметри по-големи от 4 mm не представляват интерес за домашно заваряване, тъй като битовата електрическа мрежа не произвежда такава мощност, която би позволила използването на електроди с диаметър 5-6 mm или повече.
Дори и с диаметър от 4 мм, често е невъзможно да се използва, тъй като заваръчните машини като правило не произвеждат необходимия заваръчен ток, а някои електрически мрежи, особено извън града, не позволяват заваряване с такива електроди.
Диаметърът на електрода, посочен в милиметри, означава диаметърът на самия метален прът, тоест без да се отчита дебелината на покритието. Обикновено колкото по-голям е, толкова по-голяма е дължината му.
Дефекти
Покритието трябва да се нанесе върху електрода равномерно по цялата дължина и по цялата обиколка. Ако покритието е неравномерно по дебелина, тоест някъде по-дебело и някъде по-тънко, това е брак. Когато покритието е нанесено равномерно по дължината, но по-дебело от едната страна и по-тънко от другата, това също е брак. В такива случаи е по-трудно да се получи качествен шев.
Покритието не трябва да се разпада и да пада. Ако покритието е паднало в края на електрода, ще бъде много по-трудно да се запали дъгата. В допълнение към случаите на производствени дефекти, покритието може също да се разпадне, когато електродът е стар или неправилно съхраняван. По един или друг начин ще бъде много трудно, ако не и невъзможно, да се работи с такъв прът.
Краища на електродите
В това изпълнение металният прът е покрит с шлака и когато се опитате да стартирате дъгата, няма да има електрически контакт между металния прът и метала на детайла и дъгата няма да изгори. Необходимо е да се удари достатъчно силно върху твърда диелектрична повърхност, за да се отбие шлаката.

Покритието на електрода е покрито със шлака
Важно: можете да ударите електрода с всяка твърда диелектрична повърхност. Допустимо е удряне на детайла, който ще се заварява, но в този случай е необходимо да се уверите, че върху него няма работно напрежение!
Ако в края на електрода се вижда метал, тогава стартирането на дъгата няма да причини проблеми. Снимката по-долу показва обратното. Покритието падна. В този случай ще бъде трудно да запалите електрода по друга причина.
Покритието изпълнява функцията на защита на дъгата, стабилизира изгарянето на дъгата - грубо казано, „помага на дъгата да гори“. Ако няма покритие, дъгата или няма да изгори изобщо, или ще изгори много нестабилно и доброто заваряване няма да работи. Проблемът се решава чрез отхапване на тази част от електрода.

Покритието на електрода е паднало
Има и друга възможност за по-опитни заварчици - да „ударят“ с електрода, като едва докосват метала и предотвратяват залепването на електрода към детайла. За да направите това, трябва да приложите минимална сила във вертикална посока и достатъчна сила - в посоката на движение на електрода успоредно на детайла, без да държите електрода на едно място. Извършете необходимия брой движения по този начин, докато металният прът изгори.
Оставащ електрод
При направата на заварка електродът изгаря и възниква въпросът колко време трябва да се използва. С други думи, колко дълго трябва да остане сгурията.
По принцип оптималната дължина е 3 см, но тази цифра може да варира. Например, ако са останали 4 см и трябва да водите следващия относително дълъг шев, тогава няма смисъл да изгаряте този сантиметър. По-добре е веднага да вземете нов.
Не е желателно пръчката да се изгаря преди държача, тъй като в този случай самият държач на електрода се влошава. Освен това, по време на изпълнение на заваръчния шев с малка дължина на електрода, заваръчната вана се блокира от държача и става невъзможно визуално да се контролира изпълнението на шева.
Заваряване на тънък метал
При заваряване на тънък метал, тоест с дебелина 0,5-1 mm, дълбочината на заваръчната вана е по-голяма от дебелината на метала. Следователно, ако просто заварявате такъв метал без подготовка на ръбовете, той ще изгори. За да не се случи това, фланците се правят при заваряване на две части от край до край.
Когато ръбът на перли се стопи от топлината на дъгата, огънатите части се разтопяват навътре, затваряйки цялата междина между детайлите и заедно с метала, който идва от електрода, образуват шев. Така няма проникване на метала през него, а се получава напълно запълнен шев. (Опитни и висококвалифицирани заварчици могат да заваряват такива тънък метали без фланцоване, но заварчиците любители като правило не успяват.)
Чугунени електроди
За декоративно заваряване на повърхностни дефекти се използват стоманени електроди Sv-08.
Електродите TsCh-4 се използват за заваряване на дефекти на обработени неработни повърхности при ремонт на безотговорни чугунени продукти с малки размери с малки обеми на отлагане, които не изискват механична обработка след заваряване.
Също така при заваряване на чугун се използват електроди UONI-13/45. Заваряването се извършва на постоянен ток с обратна полярност.
Медните електроди, като OZCH-2 и OZCH-6, се използват за заваряване на малки по размер продукти с малки дефекти, работещи при ниски статични натоварвания и изискващи плътни шевове от сив или ковък чугун. Тези електроди осигуряват достатъчно силен заварено съединениекойто е добре обработен. могат да бъдат направени и с пълнежни материали под формата на чугунени сплави на основата на никел със съдържание на никел над 20%. Получената заварка се характеризира с висока пластичност и ниска твърдост.
За заваряване на продукти от сив чугун с висока якост, както и за изпълнение на различни съединения от чугун със стомана, се използват електроди от класа TsCh-4A.
Горещо заваряване се извършва, както следва: обработка на детайла; формоване на заварени части; топлина; заваряване и охлаждане на заварени части. Частите могат да се нагряват с помощта на газова горелка.
Електродите за този вид заваряване са направени от пръти, които са хомогенни спрямо основния метал. Използват се например EC-1, EC-2, FC-1, FC-1, FC-2.
Температурата на нагряване, в зависимост от марката чугун и обема на заварената част, е 300-700 ° C, последвано от охлаждане със 100%. Заваряването на чугун се извършва на ток с обратна полярност. Препоръчителните режими на заваряване са представени в таблицата.
| Диаметър на електрода, mm | Сила на тока, А | |
|
Долна позиция |
Вертикална позиция |
|
| 3,0 | 90-110 | 80-100 |
| 4,0 | 120-140 | 100-120 |
| 5,0 | 160-190 | 150-170 |
| 6,0 | 220-250 | 210-240 |
Заваряването трябва да се извършва на малки участъци с дължина 30-60 mm с послойно охлаждане на въздух до 60°C. Веднага след заваряването шевът се изковава с леки удари с чук.
Заваръчните инвертори напоследък станаха по-популярни от стандартни трансформатори. Това се дължи на факта, че тяхната цена е сравнително ниска, а операцията е доста проста и не е скъпа. С тяхна помощ можете бързо да заварявате необходимия дизайн, без дълги подготвителни стъпки. , както и други метали, има доста високо качество на изпълнение. Свързването на частите се извършва чрез топене. Мнозина не знаят как да изберат електроди за заваряване с инвертор, въпреки че този процес не е толкова сложен, но изборът е доста голяма отговорност. Една от характеристиките на инвертора е стабилността на показанията на параметрите на заваръчния ток, така че практически никакви отрицателни фактори не влияят на шева.

Инверторът включва система за управление, честотен преобразувател, токоизправител, високочестотен трансформатор, филтър и други допълнителни неща, които подобряват качеството и удобството на заваряването. По този начин най-добрите електроди за инверторно заваряванедават отлични резултати при свързване. Заваръчните електроди не трябва да бъдат само Високо качествопроизводство, но също така идеално пригодени за метала, за който са избрани за заваряване.
Критерии, по които е необходимо да изберете електроди за инвертора
Всеки специалист знае, че няма единна опция, която да е подходяща за всички случаи, следователно, за да изберете електроди за заваряване с инвертор, е необходимо да разчитате на някои основни характеристики. Един от тях е материалът на производство. Създаденият шев във всеки случай ще бъде най-слабата точка на заварения продукт. Как повече металелектродът за повърхността ще се различава от основния, толкова по-малко ще бъде силата на връзката. По този начин трябва да се внимава съставът на консумативите да съответства на основния метал. По-специално, това се отнася за свързването на цветни метали, тъй като те са много трудни за заваряване и изискват не само специални режими, но и допълнителни устройства.
Следващият критерий при избора на кои електроди е по-добре да готвите с инвертор е диаметърът на пръта. Голямата дебелина ви позволява да заварявате метала на по-голяма дълбочина, ако мощността на апарата позволява. Ако трябва да изберете материали за домашен инвертор, рядко се случва моделът да поддържа повече от 3 мм електроди, така че изборът трябва да се направи в този диапазон. В професионалното промишлено оборудване няма такива ограничения, следователно можете да спрете на всяка удобна дебелина, която е подходяща за размера на детайла. Особено дебели продукти също не са подходящи за вертикални и горни заваръчни позиции, тъй като в режимите често има ограничения за модели от 5 и 6 mm, следователно тук са подходящи максимум 4 mm електроди. В долно положение дебелината на пръта не трябва да надвишава дебелината на детайла, който ще се заварява с повече от 1 mm.
Следващият критерий, как да изберем електроди за инвертора, е видът на тока, за който са предназначени. Съвременните модели устройства често имат всички необходими допълнителни неща, за да се адаптират към всеки режим на електрозахранване, независимо дали е променлив или Д.К.определен полярност. Но електродите са настроени само за определен диапазон на работа, следователно те трябва да бъдат избрани за вашия апарат, така че да могат най-добре да покажат своите качества. Много от тях служат както за постоянен, така и за променлив ток, но разликата е в празен ход на инвертора, за който е предназначена тази или онази марка.
Това също е важен критерий. Има няколко основни разновидности, които помагат за преодоляване на негативните ефекти от ръждата върху повърхността или дават на шева допълнителна защита от водород, така че да не е необходимо да се нагрява след това. Също така материалите в покритието могат да придадат на съединението по-голяма пластичност, следователно при отговорно заваряване това ще бъде значителен фактор.
Подходящи марки
Когато решавате кои електроди да изберете за инверторно заваряване, можете да разгледате статистиката, която ще покаже най-популярните опции. Сред тях са:
- – те са по-подходящи за опитни заварчици. Те служат за създаване на стегнат шев, който има висока якост. Могат да се използват дори при ниски температури.

- MP-3C - може да се превърне в незаменимо решение в случаите, когато към шева са поставени високи изисквания за качество. Подходящи са за работа с постоянен ток при обратна полярност и за AC.

MP-3 - е универсална марка, тъй като пръчката е подходяща за повечето от необходимите операции. Те могат да се използват при всякакви условия, дори ако металната повърхност е замърсена с нещо, включително ръжда. Те издържат добре на влагата и предпазват шева от проникване на водород.
![]()
- ANO - серия се състои от няколко марки, но като цяло е най-популярната в употреба. Предимството им е, че електродите не се нуждаят от предварително пробиване. Дъгата се запалва добре както първия, така и следващите пъти. Качеството на шева е доста високо. Подходящо за начинаещи.

Характеристики на избора на електрод за инвертора, в зависимост от режимите на заваряване на метала
Когато се чудите как да изберете електроди за инверторно заваряване, първо трябва да разберете какво точно ще трябва да се заварява. Когато избирате консумативи за стомани, трябва да разберете техния състав. Тук много важен момент е нивото на тяхното легиране, какви допълнителни елементи са включени там и в какви количества. Факт е, че ако неръждаема стомана е заварена, тогава след самия процес, когато се направи грешен избор, тогава неръждаема стоманагуби своите антикорозионни свойства и с течение на времето може да се появи ръжда по шева. За да предотвратите това, е необходимо да изберете електроди, които ще компенсират температурните загуби.

Електроди за заваряване на неръждаема стомана с инвертор
Подобни схеми работят със стомани с високо съдържание на въглерод. Ако, напротив, в метал, ниско нивовъглерод, тогава е необходимо да се осигури допълнителна защита, така че този елемент да не попадне в шева, в противен случай цялата става ще стане доста крехка. За да работите с чугун, трябва да използвате специални консумативи, които са насочени специално към този метал, в противен случай има висок риск от брак.
Всеки от металите има свои собствени характеристики в режим на заваряване, поради разликата в температурата на топене и свойствата на потока. Ако електродите са избрани от същия състав, тогава не трябва да има големи проблеми с приложението, тъй като е достатъчно просто да зададете посочените параметри, които са подходящи за желаната позиция и да започнете работа. Следователно, когато се преценява кои електроди са най-добри за инвертора, трябва да се вземат предвид горните фактори.
Основни режими и нюанси на приложение
След като изберете кои електроди са най-добри за инверторна заваръчна машина, трябва да се запознаете с режимите на тяхното използване. Ето текущите параметри за всички позиции за най-често срещаните модели:
- MR-3S
| Стойност на диаметъра, mm | Сила на тока, А |
Брой електроди за 1 кг заваряване, бр. |
||
| 2,0 | 30…80 | 94 | ||
| 2,5 | 50…90 | 53 | ||
| 3,0 | 70…120 | 38 | ||
| 4,0 | 110…160 | 19 | ||
| 5,0 | 150…200 | 12 | 70…90 | 70…90 |
| 4 | 130…150 | 130…140 | 130…140 | |
| 5 | 180…210 | 160…180 | ||
| 6 | 210…290 |
В тази статия отговаряме на въпроси, които възникват при избора на електроди за заваряване. различни видове- десетки и стотици. Всяка марка е разработена за собствени цели. Всичко има значение: материалът на пръта, неговият диаметър, покритие, заваръчен ток. Нека да разберем при какви условия кои електроди са по-добри.
Какви електроди да готвим с инвертор
На изхода инверторът произвежда постоянен заваръчен ток. Следователно заваряването изисква или DC електроди, или универсални електроди. Допълнителният избор зависи от вида и дебелината на метала. Например, за ежедневни задачи са достатъчни електроди от 2-4 мм.
Какви електроди да готвим от неръждаема стомана
Неръждаемата стомана е по-трудна за заваряване от всеки черен метал. Провежда топлина по-лошо и е склонен към кипене в заваръчната вана. При прегряване легиращите елементи изгарят и крехкостта се увеличава няколко пъти. Идеален, особено за тънкостенна стомана - заваряване волфрамов електродв защитна среда(аргон). Това осигурява по-малко проникване на шева.
В електродъгово заваряванеизползвайте:
- за хранителни (обикновени) неръждаема стомана - OZL-8, TsL-11;
- за устойчиви на корозия стомани - NZh-13, TsT-15, EA-400/10U;
- за топлоустойчиви стомани - OZL-6, KTI-7A, TsT-28;
- за разнородни стомани - EA-395/9, ANZHR-1, OZL-312.
Какви електроди да готвя алуминий
Алуминият и неговите сплави са трудни за заваряване. Обикновено се използва един от 2 метода:
- TIG заваряване - изисква неконсумативни волфрамови електроди.
- MMA заваряване (ръчна дъга) - с помощта на електроди с покритие, като OZANA или OZA.
Те също прибягват до полуавтоматично заваряване(MIG), но тогава вместо електроди се използва заваръчна тел.
Какви електроди да готвя чугун
Чугунът е един от най-трудните за заваряване материали. Не е пластмасов, при нагряване често се появяват пукнатини по шева. Ето защо се използват специални електроди:
- TsCh-4 - състоят се от желязо с основно покритие. Подходяща за пластичен и сив чугун. Можете да готвите само в долна позиция, на ток с обратна полярност.
- МНЧ-2 - използва се за наваряване на детайли, заваряване на дефекти на отливка. Подходящ за три вида чугун: пластичен, ковък и сив. Придава стегната и чиста става. Гответе не само в долно, но и във вертикално положение.
- OZCH-4 - оборудван с рутилово покритие. Осигурява чиста повърхност на шева. Можете да готвите във всяка позиция, с изключение на вертикална (отгоре надолу).
- OZZHN - състоят се от желязо с добавка на никел. Използва се за детайли от ковък чугун. Приготвя се на постоянен ток, като се правят вертикални или долни шевове.
Техниката на заваряване също има значение. Често използван метод студено заваряване. Шевовете се правят къси (25-35 мм), така че материалът да не се нагрява. Вторият метод е точно противоположен на първия: ставите на детайлите се нагряват, за да се избегнат температурни разлики.
Какви електроди за готвене на тръби, канал и тънък метал

- Заваряването на тръби е трудно, защото трябва да заварявате в различни позиции. Необходимо е да се регулира наклонът на електрода и скоростта на заваряване. Електродът се избира според диаметъра в зависимост от дебелината на стената на самата тръба. След това трябва да вземете предвид материала на тръбата. За стоманени електроди се препоръчват OK 53.70 и OK 74.70 (компании ESAB). Благодарение на силен шевподходящи са и за тръби високо налягане. За свързване на медни тръби се използват или волфрамови (неконсумативни) или консумативи електроди, например UTP 39 (Bohler).
- Заваряването на канал (валцована стомана) изисква шев с повишена якост. Факт е, че каналът се използва като носещ или подсилващ елемент на критични конструкции. Дебелината на стената на канала може да достигне 7-13 милиметра. За такива масивни греди са подходящи електроди UONI 13/55U. Заваряването е възможно във всеки пространствени позиции. Е, за по-тънки канали препоръчваме универсални електроди ANO-21 с диаметър до 5 мм.
- Заваряването на тънка ламарина (до 2 мм) изисква точност, за да не се изгори металът. Първо, имате нужда от електрод с малък диаметър (от 0,5 до 2,5 мм, в зависимост от дебелината на листа). Второ, електрод със специално покритие - така че да се топи бавно и да гори стабилно. Подходящите марки включват OMA-2, MT и MT-2. За най-трудните случаи - полуавтоматично заваряване с помощта на заваръчна тел.
Кои електроди да готвя с какъв ток
Всички електроди са разделени на два вида: за променлив ток и за постоянен ток. Заваряването на "смяна" е по-лесен начин, докато "постоянното" се счита за по-надеждно. Разбивката на серията изглежда така:
- За AC - AHO, MP, OZS, ESAB OK (може да работи и на DC);
- За постоянен ток - UONI, OZANA, TsL, OZL, EA, ANTs / OZM и др.
Кои електроди да изберете за начинаещи
По-добре е да придобиете първоначалния опит от електрическо заваряване на заваръчни електроди от марката ANO (например ANO-21). Това са универсални електроди с рутилово покритие. Удобни с това, че позволяват заваряване във всички пространствени позиции. Лесно се запалва. Металът се пръска по-малко, шлаката се отстранява лесно. Друг плюс - можете да готвите мокри, лошо почистени и дори ръждясали повърхности.
По същите критерии могат да се препоръчат електроди OZS-12 или MP-3. Препоръчителният диаметър е 3-4 мм. След като овладеете работата с тези електроди, можете да преминете към OK 53.70, UONI, LB52U, Kessel и Bohler (последните два са произведени в Австрия и Германия).
За подробни инструкции за избор на електроди вижте този видеоклип:
За начинаещ заварчик изборът на електрод може да бъде проблем: има повече от двеста марки с различни свойства, цели и характеристики. Освен това около 100 марки са подходящи за ръчно електродъгово заваряване. инверторни устройства. Невъзможно е да се каже за всички, да, за начало, и не е необходимо. Нека само накратко опишем основните видове и кои електроди за инверторно заваряване са по-подходящи за начинаещи от други. Ще говорим също какъв диаметър да вземем и какъв ток да зададем за заваряване на метал с различна дебелина.
Какво е електрод и за какво е покритието?
Електродът представлява парче метална тел със специално покритие - покритие. По време на заваряване сърцевината се топи от температурата на дъгата. В същото време покритието изгаря и се топи, създавайки защитен газов облак около зоната на заваряване - заваръчната вана. Той блокира достъпа на кислород, съдържащ се във въздуха. По време на изгарянето на покритието част от него преминава в течно състояние и покрива разтопения метал с тънък слой, като също така го предпазва от взаимодействие с кислород. Така покритието гарантира добро качество на шева.
Всеки електрод се проверява преди заваряване: покритието не трябва да има чипове. В противен случай няма да постигнете равномерно нагряване и висококачествен шев. Обърнете внимание и на върха на електрода: дебелината на покритието трябва да бъде еднаква от всички страни. Тогава дъгата ще излезе в центъра. В противен случай ще бъде преместен. За опитни заварчици това не е страшно, но за начинаещи може да създаде осезаеми проблеми.
Необходимо е да се следи влажността на покритието. Някои от тях се запалват много слабо при висока влажност (например SSSI). Във връзка с такава "капризност" на покритието, те трябва да се съхраняват на сухо място, като се осигурява, ако е възможно, херметична опаковка. Можете да поставите кутията в торба и да поставите няколко торби сол там, които са в кутии за обувки.
Купуването на мокри електроди не си струва: те, разбира се, могат да бъдат изсушени, но тяхната производителност ще намалее. Ако все пак се случи, че електродите се навлажнят, те могат да се изсушат в конвенционална домакинска фурна при ниски температури (обикновено са посочени на опаковката). Вторият начин е да го поставите на сухо, добре проветриво място за дълго време.

Видове покрития и техните характеристики
Има само четири вида покрития:
- Основен.
- рутил.
- Кисела.
- пулпа.
Основните (SSSI) и целулозните покрития са подходящи само за DC заваряване. Могат да се използват при критични шевове: създават здрав, еластичен шев, устойчив на ударни натоварвания.

Другите две (рутил и киселинна) могат да работят както с AC, така и с постоянен ток. Но киселинното покритие е много токсично: можете да работите на закрито само ако работно мястооборудвани с принудителна тяга.
Рутилното покритие има зеленикав или син оттенък, електродите се отличават с лесно запалване. Те се запалват добре, дори ако инверторът има ниско напрежение на отворена верига (за надеждно запалване на основното покритие е необходима добра характеристика на тока-напрежение). При заваряване с рутилни електроди (MP-3) металът почти не се пръска, но има много шлака и не се отделя лесно: трябва да се работи с чук.
Как да изберем електроди за инверторно заваряване
На първо място се избира съставът на сърцевината: той трябва да бъде подобен на вида на заварявания метал. Най-често се използва в домакинството конструкционни стомани. Електродите трябва да са от същия проводник. Понякога все още трябва да готвите неръждаема стомана. Тогава сърцевината също трябва да бъде изработена от неръждаема стомана, а за високолегираните и топлоустойчиви те са изработени от метал със същите характеристики.
Можете да извършвате цялата работа около къщата или на строителна площадка, като използвате само няколко марки електроди:
- УОНИ 13/55
- ANO 21
- ОК 63.34
Те са признати от много от най-добрите електроди за начинаещи, които работят с тях: с тях се работи по-лесно, в същото време ви позволяват да заварявате качествени шевове дори без значителен опит. По-долу са характеристиките и общото приложение на тези консумативи, които много специалисти считат добри електродиза инвертора. Във всеки случай те често се препоръчват на начинаещи заварчици, за да придобият опит.
Електроди с рутилово покритие MP 3

Това са може би най-популярните заваръчни електроди за инвертори сред начинаещите: UONI 13/55 (За да увеличите размера на картината, щракнете с десния бутон върху нея)
Най-често начинаещите се съветват да започнат да овладяват заварки с електроди MP-3. Лесно се запалват, дори и при не много добра токово-волтова характеристика на заваръчната машина, дават добра защитазаваръчна вана, улеснява контрола на нейната позиция. Ако електродът не се запали, изпечете го при температура 150-180° за 40 минути.
Използват се в устройства с променлива ( заваръчни трансформатори) и с постоянен ток (заваръчни токоизправители и инвертори). Инверторите обикновено се свързват с обратна полярност (+ на електрода). Подходящ за всякакъв вид шев, с изключение на вертикален отгоре надолу.
Електродите MP 3 не са капризни към качеството на заварените повърхности. Могат да се използват дори върху недовършени, ръждясали и мокри части. Заваряването се извършва със средна (2-3 мм) или къса дъга.
Функцията MP 3 е много важна за начинаещи заварчици: те „държат“ добре дъгата, лесно е да се работи с тях. За това не всички професионалисти обичат тази марка: наричат ги искри. Те се готвят твърде меко: за добро затопляне са необходими бавни движения. Това, което професионалистите не харесват, начинаещи - това, от което имате нужда. Опитайте се да започнете обучение по заваряване с MP3. Трябва да можете да правите всичко.
| Диаметър на електрода LEZ MR-3, мм | Дължина, мм | Тегло на опаковката, кг | Цена, руб | |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
UONI 13/55 с основно покритие

Предпочитаните от професионалистите електроди за инвертора UONI 13/55 (За да увеличите размера на картината, кликнете върху нея с десния бутон на мишката)
Това са може би най-разпространените и популярни електроди с основно покритие. Препоръчват се за заваряване на въглерод и нисколегирани стомани. Подходящ за връзки на критични конструкции. Шевовете са издръжливи на ударни натоварвания и пластмаса, понасят добре въздействието на ниските температури.
Недостатъкът на тези електроди е, че се запалват добре само при достатъчно голяма стойност на празен ход на инвертора (над 70 V). Вторият значителен недостатък: високи изисквания за почистване и обработка на заварени метали. Ако по ръба останат ръжда, прах, масло или други замърсители, той ще бъде порест.
Можете да работите само с UONI 13/55 заваръчни машинипостоянен ток, включително с инвертори, с обратна полярност (+ се прилага към електрода) и с къса дъга (дръжте върха на електрода по-близо до повърхността, която ще се заварява). Минимално напрежение на отворена верига 65 V.
| Диаметър на електрода UONI 13/55 (производител "Межгосметиз") | Дължина на електрода, mm | Препоръчителен заваръчен ток, А | Цена на дребно на опаковка, руб |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 рубли |
| 3 | 350 | 80-100 А | 116 търкайте |
| 4 | 450 | 130-160 А | 111 търкайте |
| 5 | 450 | 180-210 А | 110 търкайте |
ANO 21
Този тип електрод с рутилово покритие е предназначен за работа въглеродни стоманималка дебелина. () Когато ги използвате, дъгата се запалва лесно (включително при повторно запалване), шевът се оказва фино люспест (от малки вълни), шлаката лесно се отделя. Електродите ANO 21 могат да се използват за заваряване на тръби за вода или газ.

Те работят както с променлив, така и с постоянен ток с всякаква полярност. Преди заваряване е необходима термична обработка: те се калцинират при температура 120 ° C в продължение на 40 минути.
Електроди от неръждаема стомана ОК 63.34
Ако трябва да заварявате неръждаема стомана, опитайте ОК 63.34. Могат да заваряват и конструкционни стомани. Това води до шев с фина вълна с плавен преход към основната повърхност на метала. Количеството шлака е малко, лесно се бори.
Добре е да готвите с този електрод върху метал 6-8 мм, преминаващ отгоре надолу. Подходящ за многопроходно заваряванечелни и припокриващи се фуги. Работи с постоянен и променлив ток с всякаква полярност, минималното напрежение на отворена верига е 60 V.

Ще ви трябва и маска за заваряване. За да улесните работата, вземете
Как да изберем диаметъра на електрода, как да го свържете и каква сила на тока да настроите
Изборът на марката електроди за инвертора не е всичко. Дори и да сте решили, остават поне три въпроса:
- какъв диаметър на електрода да използвате при заваряване;
- какъв ток да настроите;
- към кой изход "+" или "-" за свързване на електрода.
За всичко по ред. Нека започнем с какъв диаметър на електрода е необходим за заваряване. По принцип се препоръчва да се изхожда от дебелината на металите, които се заваряват: за малки дебелини електродът се взема с диаметър от същия размер като метала. Ако заварявате метал с дебелина 3 мм, вземете електродите със същия размер. Ако готвите нещо по-дебело, вземете съответно 4 мм. Но за начинаещите ще бъде трудно да работят с големи електроди. Започнете да овладявате заваряване с дебелина на метала 3-4 мм. За да направите това, използвайте електроди 3 мм, или както се казва "тройка".

Относно кой изход да свържете електродите. IN технически спецификациина опаковката най-вероятно е посочено за коя полярност е предназначен електродът. Когато е свързан обратно, електрод е свързан към положителния изход, а щипка е свързана към отрицателния изход, който е прикрепен към детайла. При директна полярност върху детайла се поставя плюс, върху електрода се прилага минус. Как изглежда на заваръчен инверторпоказано на снимката.

Как се различават тези два типа връзка? Потокът от електрони има различна посока. Както знаете, електроните се движат от "минус" към "плюс". Следователно при заваряване се оказва, че елементът, който е свързан към „+“, се нагрява повече. Чрез промяна на режимите на свързване можете да контролирате интензивността на нагряване на метала.
Нека разгледаме няколко ситуации. Например, имате 3 мм електрод, 2 мм метал. Ако поставите „+“ към частта, може да се получи изгаряне. Ето защо в този случай е по-добре да използвате обратна полярност, при която електродът ще се нагрее повече. Ако искате да заварявате 6 мм метал със същото трио, по-добре е да го направите на директна полярност: по този начин нагряването на метала ще бъде по-дълбоко и шевът ще бъде по-издръжлив.
Заваръчен ток
По принцип при монтажа на електрода заваръчният ток за инвертора се задава в зависимост от диаметъра на използвания електрод. Като цяло има препоръки за всяка опаковка, но можете да направите без тях: за всеки милиметър диаметър се вземат 20-30 ампера ток. Оказва се доста широк диапазон, но тогава също трябва да помислите как ще поставите шева: със или без празнина. За заваряване без разделяне се задават по-ниски токове, с разделяне - по-високи токове.
Например, за електрод с диаметър 3 mm, изчисленият ток е от 60 A до 90 A. Всъщност те работят в диапазона от 30 ампера до 140 ампера. При заваряване без прекъсване се задава ток от порядъка на 70-90 A, с разделяне - 90-120 A. Тези параметри могат да „вървят“ в двете посоки: зависи и от скоростта на върха на електрода, от марка и „течливост“ на заваряваната стомана, от позицията на шева (за вертикални и хоризонтален шевсложете малко по-малко, за тавана - още по-малко).
Като цяло дори токове, препоръчани от производителя, далеч не са изискване. Започнете с тях и след това изберете така, че да ви е удобно да работите и шевът да е добър. Трябва да получите висококачествена връзка и експериментално ще изберете съотношението на текущата сила и скоростта на движение. В този случай се ръководете от състоянието на заваръчната вана. Тя е вашият основен показател за качество.
Сега знаете не само как да изберете електроди за инверторно заваряване, но и как да ги свържете, какъв диаметър ви е необходим за тази работа и как да изберете тока за всеки тип електрод и шев. Сега нека поговорим малко за държачите за електроди.
Държачи за електроди
Един от заваръчните кабели има държач (държач), в който се вкарва заваръчният електрод. Те са два вида:
- с ключ за задействане електродът се захваща в тях автоматично при освобождаване на пружинния ключ, освобождава се при натискане;
- с резба - дръжката се усуква и развива, освобождавайки или захващайки поставената електродна сърцевина.
Кой е по-добър? Това зависи от вас, но чрез случайно натискане на клавиша можете да изпуснете електрода по време на заваряване. Нищо лошо не се случва, но е досадно...
Когато избирате държач за електроди, основното нещо, на което трябва да обърнете внимание, е силата на тока, за която е предназначен. Изберете по максималния параметър, който е наличен за вашата заваръчна машина.
Как да свържете кабела към държача заваръчен електродсъс скоба с резба, показана във видеото.
Недостатъкът на държача за щипки е, че с течение на времето пружината, която притиска сърцевината на електрода, е отслабена, контактът се влошава. Трябва да сложите нов. Как да го направите на щипка за дрехи, вижте видеоклипа.
Свързването на държача на електрода за заваряване е лесно. Има само едно предупреждение: при честа работа заваръчният кабел се протрива от ръба си. Можете, разбира се, да скъсите кабела и да го запечатате отново, но не винаги искате да отрежете дори 10-20 см. За да предотвратите това, намерете маркуч, чийто вътрешен диаметър е същият или малко по-малък от външния диаметър на заварения кабел. Отрежете малко парче от него - 15 сантиметра - и разрежете по протежение. Сега можете да го поставите на кабела, да го издърпате нагоре и да го фиксирате там.
В областта на заваряването способността да се избират правилните електроди в зависимост от вида на съединенията и марката стомана е много важно професионално умение. В тази статия ще ви разкажем за основните разновидности на MMA заваръчни електроди и ще обясним как да ги използвате по предназначение.
Как работят и как се различават
Електродът е обикновен метален прът, който се стопява в запалена електрическа дъгаи запълва шева между две части, като едновременно нагрява ръбовете им. Покритието на електрода, когато се изгори, йонизира средата и поддържа непрекъсната дъга. Освен това, по време на горенето, съставът отделя газове, които изместват кислорода от заваръчната вана и образуват шлака, която изплува на повърхността на разтопения метал и го покрива, като го предпазва от корозия, напукване и други негативни ефекти по време на охлаждане.

Разбирането как работят електродите е много важно, за да се обясни това голямо количествотехните разновидности. Те се различават не само по якостните характеристики на шева, но и по неговата позиция и вида на използвания заваръчен ток.
Разликата между електродите според местоположението на шева
Нека си припомним накратко как може да се промени ориентацията на заваръчната вана в пространството и как това се отразява на техниката на заваряване. Най-удобно е долното положение на хоризонталния шев, който може да бъде плосък и ъглов. В този случай стопилката ефективно запълва шева и фаската, а отгоре се образува еднородна шлакова кора, която лесно се отделя. Почти всички марки електроди, с изключение на специалните, могат да бъдат заварени в долно хоризонтално положение.

Вертикалните шевове са по-трудни за заваряване. Обикновено се използва техника на изтегляне на заваряване отдолу нагоре. Съответно, покритието на електрода трябва да позволява бързо и краткотрайно запалване на дъгата и ефективно насочване на разтопения метал. Също вертикални шевовеможе да се заварява без разделяне, но за това покритието трябва да има дебелина, по-голяма от обичайната, така че в точката на контакт на електрода да се образува полукръгла дупка.

Горното (таванно) разположение на хоризонталния шев се счита за най-трудно при MMA заваряване. Практически е невъзможно да се заваряват такива шевове без разделяне, по-често те се заваряват по точков метод с припокриване от 3/4 от предишния заваръчен шев. Покритие на електроди за шевове на таванадопринася за бързото топене на малки порции метал и също толкова бързото им охлаждане. Шлаката от електродите също се държи по различен начин. В по-голямата си част той отлита настрани (електродът се държи под ъгъл) и покрива предишната точка на залепване. Електроди за заваряване на таванса най-чувствителни към спазването на текущия режим и полярност.

Вид и полярност на заваръчния ток
Както знаете, инверторите имат променлив или постоянен ток на изхода, като последният има връзка с директна и обратна полярност. Повечето задачи за заваряване на електроди се решават чрез обратна полярност, при която електродът е свързан към положителния контакт "+", а детайлът - към отрицателния "-". Особеността на обратната полярност е, че електроните, непрекъснато движещи се от отрицателния към положителния полюс, нагряват електрода и неговото покритие, а металът на детайла се нагрява само от непряко излъчване.

При директна полярност потокът от електроди се насочва от електрода към детайла и го нагрява директно. Електродът гори по-бавно чрез добавяне на малки порции разтопен метал към ваната. Безполезно е да се очаква, че такова заваряване ефективно ще запълни съединение с широка междина, използва се директна полярност за свързване на добре монтирани части с еднаква дебелина на заварката. Например, по този начин е добре да се заваряват метални листове, шевът е минимално забележим. Благодарение на повече висока температуразаваръчен басейн с директна полярност, оптимално е да се заваряват масивни части, които изискват максимална дълбочина на нагряване.
Заваряването с променлив ток обикновено се характеризира със силно пръскане на разтопен метал. Покритието на електродите за AC заваряване има добавки за стабилизиране на дъгата и специални легиращи примеси, които правят стопилката по-вискозна. Качеството на заварката при работа с електроди на променлив ток се счита за най-високо за RDS.
Обяснение на символите
Има две основни спецификации, според които са маркирани електродите: вътрешният GOST 9466 и европейският стандарт ISO 2560. Всеки от тях използва своя собствена конвенция за именуване.

ГОСТ
Горна линия - Т11-XXX-Y-ZN:
· T - тип електроди, "E" за MMA заваряване;
· 11 - граница на провлачване на метал в МРа;
· ХХХ - марка електроди;
· Y е диаметърът на електрода;
· Z - предназначение на електрода (U - нисколегиран и въглероден до 60 kgf / mm, L - легиран над 60 kgf / mm);
· N е дебелината на покритието.
Долен ред - E-AAA-B-C-D:
· E-AAA - тип и стандартен индекс, които определят якостните характеристики на шева;
B - вид покритие;
· C - позиция на шева;
· D - характеристики на тока.
ISO
T XX Y SS 01:
· T - обозначение на типа електроди, "E" - за MMA заваряване;
· XX - граница на провлачване на метал в MPa;
· Y - индекс на устойчивост на счупване при удар в MPA;
· SS - тип покритие на електрода;
· 0 - индекс на производителност на настилка, вид ток и полярност;
· 1 - индекс на позицията на шева.
Видове покрития
Киселинното покритие (A) силно стопява заваръчната вана, поради което металът е склонен към напукване по време на втвърдяване. В момента е заменен с рутилова киселина.
Основното (B, B) покритие осигурява висок вискозитет на метала във ваната и равномерно нагряване на детайла. Такива електроди са предназначени за заваряване на натоварени конструкции, но те трябва да бъдат калцинирани преди употреба, за да се избегне образуването на пори в метала.
Целулозното (C, C) покритие изгаря в дъга почти напълно, почти без да образува шлака. Този тип електрод е един от малкото, които могат да заваряват вертикални шевове отгоре надолу.

Основата на рутилното (P, R) покритие е титанов диоксид. Електродите са оптимални за заваряване с празнина: те запалват и задържат дъгата добре и равномерно отлагат метал. Покритие с рутилосигурява пълен контрол върху процеса на заваряване и ви позволява да променяте дължината на дъгата в широк диапазон.

Рутил-целулозните (RC, RC) покрития наследяват положителните качества и на двата вида. Именно тези електроди се използват за монтаж в тесни условия, оставят естетичен лицев шев, който не изисква допълнителна обработка.
Най-популярни марки
Колкото по-ниска е сложността на шева, толкова по-удобни са електродите, някои буквално се готвят сами. Те на първо място включват известния E46 на търговската марка MONOLITH, те също са ANO-36, популярно наричани "училищни" електроди. Готвенето с тях е наистина просто: рутил-целулозното покритие държи добре дъгата дори при много ниски токове, металът се пренася с малки и средни капки, запълвайки добре ваната. Въпреки това, не трябва да се приближават до критични структури с такива електроди: поради повишеното съдържание на силиций, шевът губи своята пластичност и якост на удар.

Възли и връзки, работещи на открито, включително метални рамкови конструкции с шарнирна облицовка, се препоръчва да се заваряват с електроди, чието покритие съдържа легиращи добавки. Такива шевове имат много по-висока граница на провлачване и са подложени на корозия в много по-малка степен поради ниския водороден индекс. Пример за такава марка е OK-48. Те имат основно покритие и топят метала до вискозно-течно състояние, задавайки оптимална степен на нагряване, подходяща за заваряване във всяка позиция. Ако е необходимо проникване от 12 mm или повече, се препоръчва предварително заваряване на шева с електроди с органично покритие от тип ANO-7 и ANO-8.

Електродите OK 61.35 се използват за заваряване на конструкции с колебателни видове товари и контейнери под налягане. Тяхното покритие е основно, металът е много вискозен по време на топене, шевът е практически нечувствителен към междукристална корозия.
http://www. rmnt . ru/ - уебсайт на RMNT. en



