Как да изберем волфрамов електрод. Характеристики на приложението и маркирането на волфрамови електроди
НЕРЪЖДАЕМА НЕРЪЖДАЕМА ТИГ ЗАВАРЯВАНЕ ЗА НАЧИНАЕЩИ
Изправени пред необходимостта да се готви неръждаема стомана, възникнаха доста въпроси, отговорите на някои бяха намерени, някои все още висят във въздуха.
Като истински мързелив човек се качих в YouTube, надявайки се бързо да овладея заваряването в Argon, но се сблъсках с доста сериозен проблем - по-голямата част от видеоклиповете на руски език имат доста слабости по отношение на теоретичната част и по отношение от качеството на снимане, това като цяло е пълно блокиране...
веднага ще ти кажа - даден материалсъщо ще е далеч от идеалното, но поне ще се опитам да рационализирам умното, което успях да събера.
Да започнем с оборудването.
За заваряване в среда с аргон е необходимо заваръчна машина, което ви позволява да работите в този режим. Има доста подобни устройства и цената им също се различава доста. Ето защо, когато избирате устройство, на първо място, трябва да решите за каква работа имате нужда от него. Моето устройство е предоставено от работодателя, но изборът на модел е направен от мен. От какви критерии изхождах при избора на устройство:
1. Апаратът трябва да готви всички видове цветни метали, както и за заваряване алуминиеви сплавиИзисква се променливотоково заваряване, т.е. уредът трябва да готви както постоянно, така и променливо.
2. Предполага се, че ще е необходимо да се готви неръждаема стомана с дебелина от 0,5 до 5 мм, следователно трябва да има настройка на тока от 10-15 ампера до 100-120. Тъй като обемът на заваръчните работи към момента на покупката не беше известен, беше зададен допълнителен параметър - PV при ток от 100 ампера трябва да бъде най-малко 70-80%. PV - продължителността на включване при определен ток, обикновено максимален. Ако е включен максимален токфотоволтаичният апарат има повече от 50%, тогава това е или полупрофесионален, или професионален апарат.
3. Трябва да остане работоспособен при входно напрежение 180-190 волта - в извън сезона напрежението в нашата мрежа пада до 190-200 волта.
Първоначално изборът падна върху Cedar TIG-200P AC/DC, но скоро стана ясно, че има устройство със същата функционалност, със същия външен вид и управление, но само в различен цвят и по-евтино, и AuroraPRO INTER TIG 200 AC/DC PULSE беше закупен.
Тази заваръчна машина има следните характеристики:
Видове ръководство за заваряване електродъгово заваряване(MMA), аргонова дъга (TIG)
Заваръчен ток (MMA) 10-200 A
Заваръчен ток (TIG) 5-200 A
Входно напрежение 187-253 V
Брой фази на захранването 1
Напрежение на отворена верига 44 V
Тип на изходния ток постоянен и променлив
Работно напрежение 18-28V
Мощност 4,5 kW
Работен цикъл при максимален ток 60%
Максимална дебелина на метала 10 мм
допълнителни характеристики
Високочестотен тип запалване на дъга
Клас на изолация F
Степен на защита IP21
Работен температурен диапазон -20 до 50 °C
Размери, ДхШхВ 498х328х302 мм
Тегло 20 кг
Пълен комплект горелка TIG 26, 4 метра - 1 бр. кабел 16мм2, 3 метра - 2 бр. електрододържател 200А - 1 бр. щипка на земята 300А - 1 бр.
От името на това устройство става ясно, че е наистина професионално и всъщност устройството ви позволява да работите в доста голям брой режими. Това включва регулиране на баланса при заваряване на променлив ток, възможност за работа на пулсиращ ток, при промяна на заваръчния ток в зададения диапазон, което позволява по-добро заваряване на тънки детайли. Запалването на дъга с високо напрежение в режим TIG значително увеличава ресурса волфрамови електроди. За дълги шевовеОсигурен е 4-тактов режим на работа. Възможно е свързване на педал.
Тази вложка беше направена много по-късно, отколкото беше написана основната статия - реших да издуха праха от заварчика и да видя какво има вътре, това много AuroraPRO INTER TIG 200 AC/DC PULSE:
Разбира се, първите включвания бяха направени в режима ръчно заваряванезащото имаше поне някакъв опит в тази област. Впечатленията бяха много положителни - уредът работи лесно с електроди от 2 до 4 мм, когато електродът залепне, електродът не прегрява, дъгата гори равномерно и се запалва без проблеми. Опитах няколко вида електроди, изборът беше "Монолит" - цена/качество за домашна употреба е повече от приемливо.
За всеки случай, плоча с диаметри на електродите и заваръчни токове:
| дебелина на метала | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-11 | 11-15 | 15-18 |
| Диаметър на електрода | 1,0-1,5 | 1,5-2,0 | 2,0-2,5 | 2,5-3,0 | 3,0-4,0 | 4,0-5,0 | 5,0-6,0 | > 6,0 |
| заваръчен ток | 20-60 | 50-90 | 60-100 | 80-120 | 110-150 | 140-180 | 180-220 | 220-260 |
Но нека се върнем към заваряването на неръждаема стомана с аргон и да разберем какви марки неръждаема стомана за какво се използват.
Видове стомана 300 серия
Хромоникеловата неръждаема стомана от тази група по своя химичен състав е аустенитна, аустенитно-феритна и аустенитно-мартензитна, в зависимост от процента на въглерод, никел, хром и титан. Това е най-универсалната неръждаема стомана, чиито свойства осигуряват постоянно високото й търсене на пазара.
AISI 304 (08X18H10)
Търсена във всички индустрии, тази неръждаема стомана обаче придоби слава като "храна". Тя химичен състави свойствата го правят най-подходящ за употреба в хранително-вкусовата промишленост. Лесно се заварява, показва високи характеристики на устойчивост на корозия в агресивна среда. Също така често се избира за химическата, фармацевтичната, петролната и текстилната промишленост.
AISI 316 (10X17H13M2)
Неръждаемата стомана 316 се получава чрез добавяне на молибден към неръждаема стомана 304, което допълнително повишава устойчивостта на корозия и способността за запазване на свойствата в агресивна киселинна среда, както и при високи температури. Това неръждаема стоманапо-скъп от 304, той се използва в химическата, нефтената и газовата и корабостроителната промишленост.
AISI 316 и L - конструктивна криогенна стомана
AISI 316 Ti - устойчива на корозия обикновена стомана
AISI 316T (10X17H13M2T)
Този клас неръждаема стомана съдържа малко количество титан, което увеличава здравината на материала, което го прави устойчив на високи температури, както и на хлоридни йони. Използвано в заварени конструкции, за производство на лопатки на газови турбини, в хранителната и химическата промишленост. Достъпна цена и висока спецификацииправят тази неръждаема стомана много популярна.
AISI 321 (12-08X18H10T)
Неръждаема стомана, чиито характеристики се дължат на повишеното съдържание на титан. Лесно заваряеми, устойчиви на температури до 800 o C. Широко търсени за производството на безшевни тръби, както и тръбопроводни фитинги - фланци, тройници, огъвания и преходи.
Видове стомана серия 400
Тази серия има по-тесен диапазон от 300-та. Включва неръждаема стомана с високо съдържание на хром - почти не съдържа други легиращи елементи, което има положителен ефект върху цената му. Ниското съдържание на въглерод прави тези неръждаеми стомани пластични и заваряеми.
AISI 430 (12X17)
Това е неръждаема стомана с висок процент на хром и нисък процент въглерод. Това съотношение допринася за висока якост и същевременно пластичност. AISI 430 се огъва добре, заварява, щампова. Запазва свойствата си в корозивни и съдържащи сяра среди, устойчив на резки температурни промени. Използва се в нефтената и газовата промишленост, както и като декоративен материал за довършителни работи на сгради и помещения.
Видове стомана 200 серия
Засега можем да говорим само за една марка стомана в тази серия, но тя успешно настига своите конкуренти от сериите 300 и 400.
AISI 201 (12X15G9ND)
Неръждаемата стомана AISI 201 е много по-евтина от неръждаемата стомана от други серии, подобни по свойства. В него скъпият никел е частично заменен от манган и азот. Изгодно балансираният химичен състав прави характеристиките на неръждаемата стомана AISI 201 не по-ниска от AISI 304 и AISI 321. Тя е намерила своето приложение в медицинската и хранително-вкусовата промишленост. Използва се и при производството на кръгли и профилни тръби, които са необходими за създаване на парапети, парапети и огради.
Към заварчика беше включена горелка тип 26, а първите експерименти по заваряване на неръждаема стомана бяха направени със стандартна горелка. Въпреки това, по време на избора на заваръчната машина, се промъкна информация, че с помощта на газови лещи за TIG заваряване качеството на шева може да се получи малко по-добро.
Тази информация е проучена по-подробно в Интернет. За съжаление не беше възможно да се говори на живо с опитни заварчици - аргонът е любопитство в нашия район и собствениците на уредите не покриват всички тънкости на заваряването. Но това си е тяхна работа като цяло...
Като цяло имаше много повече положителни отзиви за газови лещи, отколкото неутрални и отрицателни. Значението на газовата леща е, че пренасочва газовия поток в еднородна струя, което ви позволява да не се притеснявате твърде много над ъгъла на заваряване и прави възможно изтласкването на електрода от горелката на по-голямо разстояние. Най-очевидният е потокът от дим, преминаващ през горелката със и без газова леща:
Като цяло лещите от Китай бяха поръчани и тествани. Продавачът, от който взех стоката, вече не е наличен, така че само резултати от търсенето. Когато избирате лещи, ВИНАГИ обръщайте внимание на какъв тип горелка са, в противен случай можете да си купите нещо нередно. Не знам защо, но оборудването за горелка тип 26 е по-скъпо и изборът е по-малък, но вече имах готова горелка, затова избрах лещи специално за горелка 26.
Четейки форумите попаднах на един въпрос - на човек му трябваха прозрачни газови лещи. Съобщението е от средата на 2016 г. и не е получил разумен отговор. Но най-смешното е, че самият той не можа да отговори защо му трябват прозрачни газови лещи, защото това не променя същността на въпроса и умение за заваряванене добавя. Най-вероятно съм гледал достатъчно американски видео уроци или съм решил, че това е неописуема готина. Това всъщност съм аз към факта, че прозрачните газови лещи вече се продават и в преследване на демонстрации те могат да бъдат закупени
Освен това има смисъл да погледнете броя на продадените комплекти и рейтинга на продавача, но всеки вече трябва да знае това. Като цяло беше закупен следният комплект:
Първите експерименти с лещи наистина показаха по-добра защита- консумацията на аргон при заваряване на неръждаема стомана от 8 литра в минута беше намалена до 6 литра в минута, наистина стана възможно удължаването на електрода с 14-16 mm без видима загуба на качество. Освен това различните дължини и диаметри на керамичните дюзи значително разшириха възможностите ми, тъй като трябваше да готвя на доста тесни места.
Обаче лещите са си лещи и без електроди няма да има заваряване. Заедно със заварчика ми донесоха и няколко пакета волфрамови електроди. Тъй като нямах голям опит, поръчах електроди с тъмносиня маркировка и зелена. Накратко, синьото е за непрекъснато заваряване, а зеленото е за заваряване с вдлъбнатина. Те се различават по примесите, въведени във волфрама, които донякъде променят свойствата на самия волфрам. Чисто за общо развитие ще дам маркировката и разликите на волфрамовите електроди:

WP (зелено) - "чист волфрам"
Електрод със съдържание на волфрам най-малко 99,5%. Такива електроди осигуряват добра стабилност на дъгата при заваряване с променлив ток.
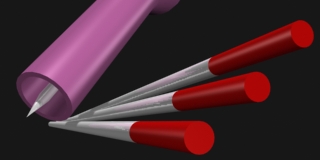
WT-20 (червен), съдържа 2,0% ториев диоксид
Приложение: Заваряване въглеродни стомани, нисколегирани и неръждаеми стомани, титан, мед и техните сплави при постоянен ток (DC).
Най-често срещаните електроди, тъй като те са първите, които показват значителни предимства на легираните електроди пред чистия волфрам при DC заваряване. Торият обаче е радиоактивен материал ниско нивопо този начин изпаренията и праха, генерирани по време на заваряване и шлайфане на електроди, могат да бъдат вредни за здравето на заварчиците.

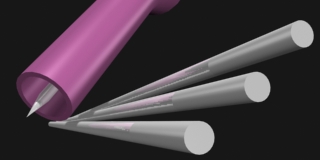
WC-20 (сив), съдържа 2,0% цериев диоксид
Добавянето на 2% цериев диоксид към електрода подобрява излъчването на електрода, подобрява първоначалното стартиране на дъгата и увеличава допустимите стойности заваръчен ток.
Церият, от всички редкоземни метали, е най-разпространеният нерадиоактивен елемент. Електродите WC-20 са универсални, могат успешно да се заваряват на променлив и постоянен (директен полярност) ток.

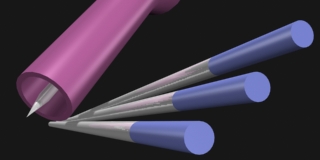
WY-20 (тъмно синьо), съдържа 2,0% итриев диоксид
Приложение: заваряване на критични конструкции от въглеродни, нисколегирани и неръждаеми стомани, титан, мед и техните сплави при постоянен ток (DC).
Итираният волфрам е най-издръжливият неконсумируем електрод, използван днес.
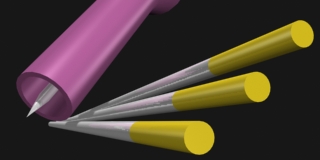
WZ-8 (бял), съдържа 0,8% циркониев оксид
Приложение: заваряване на алуминий (Al), магнезий (Mg) и неговите сплави на променлив (AC) ток.
За заваряване с променлив ток се предпочитат електродите с добавка на циркониев оксид, когато не се допуска дори минимално замърсяване на заваръчната вана. Електродите дават изключително стабилна дъга. Допустимото токово натоварване на електрода е малко по-високо, отколкото на цериеви, лантанови и ториеви електроди.
Електроди от лантанов оксид: WL-15 и WL-20
WL-15 (златен), съдържа 1,5% лантанов оксид
WL-20 (син), съдържа 2,0% лантанов оксид
Приложение: заваряване на всички видове стомани и сплави на променлив и постоянен (AC/DC) ток.
Електродите от волфрамова сплав от лантанов оксид имат много лесно първоначално стартиране на дъгата, ниска склонност към изгаряне, стабилна дъга и отлична ефективност при повторно запалване на дъгата. Добавянето на лантанов оксид увеличава стойността на максимално допустимия ток, носещата способност на електрода е приблизително 50% по-голяма (за даден размер) при заваряване на променлив ток от чистия волфрам. В сравнение с WC и WT класовете, WL електродите имат по-малко износване на върха на електрода.
Има и междинни цветове, показващи процента на определен примес, но те са доста редки на вътрешния пазар.
Е, самата работа вече започна...
Заваряването в среда с аргон прилича повече на газово заваряване, отколкото на заваряване на консумативи електроди, а в първата двойка беше много неудобство да се коригира шевът директно с електрода. Електродът често се потапяше в разтопения метал, искайки да ускори потока на метала, в резултат на което върхът на волфрамовия електрод буквално започваше да гори - когато неръждаемата стомана изгори, той стопи самия електрод и при заваряване на постоянен ток върхът на електрода трябва да е остър.
Електродите за DC заваряване се заточват върху остър конус, височината на конуса е равна на един до три диаметъра на електрода. При заваряване с променлив ток заточването също се извършва върху конус, но след това острият участък се смила върху сфера. По този начин краят на електрода е полукръг.

Заточването на волфрамов електрод ви позволява да получите дъга с предвидима посока и тази посока няма да се промени, когато електродът е наклонен, тъй като от училищния курс по физика е известно, че максималното напрежение се образува в острия край на проводника.
Самият волфрам е доста твърд метал. режещи колелана български е обработен доста зле. Ето защо, за заточване на електроди е по-добре да използвате шкурка под формата на венчелистче шлифовъчни колелаили велкро. Зърност 60-100. Необходимо е да се заточва по протежение на електрода, така че микродраскотините на върха да са точно по дължината, а не напречно.
Диаметърът на електрода се избира в зависимост от материалите, които ще бъдат заварени, и неговата дебелина. Естествено, заваръчният ток зависи и от дебелината на електрода. Разбира се, можете да говорите и 100 ампера на тънък електрод, но той ще започне да прегрява и в крайна сметка ще прегрее фрезата и ще започне да се топи. Ето защо е по-добре да се придържате към таблицата по-долу:
| Диаметър на електрода | Д.К |
Променлив ток |
В таблицата по-горе стойностите на максималните токове са донякъде подценени - за начинаещ заварчик това са най-приемливите режими на работа без страх от прегряване на електрода и ви позволява да поддържате разумна консумация на аргон, тъй като също така участва в охлаждането както на самия електрод, така и на дръжката на горелката.
Сега трябва да се каже как самото заваряване с постоянен ток се различава от заваряването с променлив ток.
При заваряване с постоянен ток с директна полярност към детайла се свързва положителен извод заваръчен инвертор, а на електрода се прилага минус. Сега си припомняме училищния курс по физика, а именно какво е актуално.
Токът е подреденото движение на електрони от отрицателния терминал към положителния терминал. Говорим за движението на електроните, а не обща концепциятекущ поток. Получената дъга е тази част от проводника, през която веригата се затваря, но тъй като загубите на енергия в дъгата са доста прилични, те причиняват нагряване на точките на контакт на дъгата с проводниците и самата дъга, както и частта, която приема електроните се нагряват повече. Отдаващата част, заедно с отделените електрони, е готова да загуби част от атомите, но волфрамът е в твърдо състояние и разрушаването на самия електрод е много, много бавно.
Това е причината след доста тънки електродиможете да преминете доста приличен ток - в комбинация с огнеупорността на волфрама получаваме електрод, който е доста устойчив на топене. Но си струва да потопите края на електрода в заваръчната вана, където металът е в течно състояние, тъй като процесите, които разрушават електрода, започват незабавно. Течният метал започва да се изпарява, образувайки различни оксиди, които, реагирайки с волфрам, започват да го втечняват и в крайна сметка електродът, заточен под иглата, се превръща в пън с грозен връх.
Когато полярността е обърната, само разтопеният метал на детайла започва да се изпарява енергично и електродът започва да се нагрява по-силно. При превишаване на допустимия ток заостреният връх на електрода може да прегрее и да загуби формата си. Тук е необходима сферична форма - тя отвежда топлината по-добре.
Възниква въпросът - защо тогава имаме нужда от режим на заваряване с променлив ток, ако при обратна полярностЕлектродът прегрява ли?
Факт е, че не всички метали се заваряват лесно поради тяхната химични свойства. Най-капризният е алуминият и неговите сплави. Алуминият не само провежда топлината добре, което води до необходимостта от загряване на мястото на заваряване за доста дълго време - целият детайл се нагрява, но все още има един проблем - алуминият реагира с кислород доста бързо, образувайки оксиден филм, който предотвратява съединяването на вече течния метал. Да, и точката на топене на този оксид е повече от хиляда градуса, а самият алуминий вече е течен при температура от 700 градуса.
Именно тази ситуация е причината за използването на обратна полярност, по време на която се получава отделяне на атомите на оксидния филм от заваръчната вана и тъй като този филм е с дебелина само няколко атома, продължително действие на обратната полярност не е задължително. Резултатът е следната картина:
При директна работа на директна полярност металът се нагрява, а при обратна полярност оксидите и оксидите на повърхността на метала се разрушават и при следващата промяна на полярността дъгата вече нагрява пречистения течен метал, който е свързан много по-лесно.
 |
Особено трябва да се отбележи, че при заваряване на всякакви метали в среда с аргон, както заготовките, така и самите пълнежи трябва да бъдат добре почистени, а при заваряване на алуминий окончателното почистване се извършва непосредствено преди заваряване, или с фина шкурка или фина метална четка . Това отличава заваряването в аргон от конвенционално заваряване, което прощава наличието на ръжда и следи от боя върху частите, които ще се заваряват - получените химически примеси вътре в шева на обикновената стомана не причиняват много вреда, а наличието на примеси вътре в шева от неръждаема стомана може да доведе до корозия и мръсотията в зоната за заваряване на алуминий може дори да предотврати образуването заварка.
Така че трябва да се даде чистотата на метала в зоната на заваряване с аргон повишено внимание. Същото важи и за самия аргон. Попаднах на един цилиндър, в който нещо беше смесено и дебитът трябваше да се увеличи до 12 литра в минута, иначе неръждаемата стомана просто започна да кипи. Но в нашите затънтени гори не е умно да правите претенции - ако не ви харесва, не го приемайте.
По принцип пуснах по-голямата част от цилиндъра за обучение по заваряване на алуминий - колкото по-лоши са условията, толкова по-бързо идва изживяването.
За начинаещи е по-добре да използвате по-дебели електроди - все още е твърде рано да готвите тънки метали при ниски токове, но ще бъде много по-удобно да напълните ръката си - ако по-дебел електрод попадне в заваръчната вана, трябва да шлайфате по-тънък слой - електродът няма време да бъде силно разрушен.
Получих първата партида електроди заедно със заваръчната машина. Имаше електроди за 1,6 и 3,2 мм, разбира се започнах да използвам 3,2. Производителят не е посочен на опаковката, така че не мога лично да похваля никого, но електродите не са достатъчно лоши и се държат здраво.
Един електрод за константата беше намален наполовина на третия аргонов цилиндър и все още може да се използва.
За промяна пробвах 1,6 мм. По принцип, като свикнете, можете да готвите алуминий. Основното нещо, което трябва да разберете, е, че различните алуминиеви сплави могат да бъдат много трудни за заваряване. Опитах се да заваря заедно два малки радиатора от транзистори от телевизора. Честно казано, това беше доста труден ден на глупост, тъй като не можах да разбера защо единият радиатор вече започваше да се сгъва под собствената си тежест, докато другият тъкмо започваше да бъде покрит с филм от течен метал. Накрая ми просветна - единият радиатор е алуминиев, а вторият е от дурал и имат различни точки на топене. С мъка наполовина все пак заварих тези радиатори, но използвах втори електрод, с който разбърках метала в заваръчната вана. Така е по-забавно...
Тъй като работата започна да възниква въпросът за закупуване на междинни диаметри на електродите. След като потърсих в интернет и сравних цените, стигнах до извода, че купуването в Китай е много по-евтино и тъй като в момента нямам нужда от тях, времето за доставка не ме притесняваше много. Бяха закупени две опаковки електроди по 10 броя WP и WL20 с диаметър 2,4 мм. Имаше известни опасения относно качеството, но нямаше гаранция, че електродите в нашите онлайн магазини не са изпратени от Китай. Не се занимавах с вида на електродите - избрах зелени, т.е. чист волфрам и с лантанов оксид. Първият за работа на променлив ток, вторият - на постоянен ток. Купих от Banggud, на английската версия на сайта:
Пробното заваряване не е работа, така че подготвих метала за едно нещо и просто изчаках да пристигнат електродите.
Тогава всичко е както трябва - разопаковане на фотоапарата, подготовка за работа, а след това и самата работа. Беше сглобена тестова проба от един резервоар и бяха използвани само прясно закупени електроди. Общите впечатления са много положителни - електродите са доста устойчиви на температура и не започват да горят, докато не го потопите във ваната. Тъй като не съм толкова изтънчен заварчик, имаше няколко потапяния по време на монтажа и естествено след всяко потапяне електродът беше повторно заточен.
Неръждаемата стомана може да се заварява със или без пълнител. Няма да притеснявам себе си и хората твърде много, просто ще цитирам малък фрагмент от ръководство за начинаещи заварчици:
При заваряване с проводници ER-308 LSi, ER-309 LSi и ER-316 LSi, шевът, заварен с тел ER-316 LSi, ще има най-висока якост и устойчивост на удар. От друга страна, поради наличието на молибден в този проводник, той ще бъде по-труден за заваряване, отколкото при заваряване с проводници 308 LSi и 309 LSi.
Шев, заварен с тел ER-309 LSi, ще бъде по-устойчив на корозия, т.к този проводник съдържа най-голямо количество хром.
Най-финозърнеста ще бъде заваръчната структура, заварена с проводници ER-309 LSi и ER-316 LSi.
Най-издръжливият шев, разбира се, ще бъде шевът, направен с помощта на пълнеж, тъй като изглежда, че малко излишен метал компенсира нарушаването на металната структура по време на заваряване.
Има няколко техники за заваряване на неръждаема стомана, но основният принцип може да се изведе от няколко правила.
На първо място, неръждаемата стомана не трябва да се прегрява, тъй като съдържащият се в неръждаемата стомана хром се окислява при прегряване и гарантирано ще получите шев с микропукнатини, които освен това ще започнат да ръждясват.
Ето защо професионалистите използват доста устройства, които изключват прегряване, особено на задната страна на частите, които ще бъдат заварени, които не са защитени от аргон. Най-популярна е заваръчната маса с охлаждане. В някои видеоклипове те дори се похвалиха с медни маси, но за домашна употреба това е доста скъпо удоволствие и не е толкова лесно да получите парче мед - в пунктовете за събиране на цветни метали такива твърди парчета мед не са идвали напречно за дълго време и купуването на лист от един и половина за двама е много пагубно удоволствие.
Първата ми маса обикновено беше направена от стоманена ламарина и докато се нагряваше, се охлаждаше чрез потапяне в леген с вода. Малко по-късно беше сглобена маса с водно охлаждане. Охлаждането, разбира се, не е мигновено, но използването дори на този примитивен дизайн направи възможно пълното елиминиране чрез изгаряне на неръждаема стомана. Ребра за твърдост бяха заварени към стоманения лист, а в средата беше просто запоена медна тръба, през която циркулира вода. Водата се задвижва от помпа от термопод, а пластмасова кутия, лежаща отстрани, служи като контейнер.
Ако работата е доста интензивна и водата се загрява до 40-50 градуса в самия контейнер, тогава просто сменям водата на студена.
Някои, особено напреднали, правят маси с аргон, подаван в него. Това разбира се е много добре, но отново е малко трудно да се произведе у дома и консумацията на аргон се увеличава значително.
В по-голямата част от видео уроци електродът се завърта по време на заваряване. С това имам трудности и то доста сериозни. Факт е, че по едно време завърших художествено училище и там се скараха много силно, когато нещо различно от четка докосна статива, т.е. пет години ме учеха да държа ръката си на тегло. Неведнъж се хванах на факта, че дори започвайки да готвя, опирам ръба на чашата върху метала и се опитвам да сложа ръката си, така че да не трепне, но в процеса на работа не е произволно и ръката се отделя и вече държа ръба на чашата във въздуха. Във всеки случай дъгата трябва да се запали върху по-дебел метал, ако два листа са заварени в ъгъл, тогава дъгата се запалва над края и краят се загрява повече, тъй като металът всъщност трябва да се нагрее над по-голяма дебелина .
Външен ъглови заваркиможе да се направи по няколко начина.
С празнина от 0,3 ... 0,5 mm, която е запълнена с метал от прът за пълнене.
В плътно, с помощта на пълнител, металът на който е просто заварен отстрани.
В плътен, без използване на пълнеж прът.
Затворете, без използване на пълнител, когато краят на единия лист е с 2-4 мм по-висок от втория лист и тази част се разтопява и забива в заваръчната вана. Но този метод изисква повишена консумация на аргон.
Вътрешните ъглови заварки могат да бъдат направени само с помощта на прът за пълнене. По-добре е веднага да запалите дъгата върху шината, като я притиснете към горната част и след това, нагрявайки дъгата, я насочете надолу, сякаш показвайки къде трябва да се оттича разтопеният метал.
Посоката на дъгата понякога е важна. Ако частите са дебели и е трудно да се направи програма, тогава е по-добре да наведете дъгата напред, като по този начин задълбочите дебелината на заварявания шев. Методът обаче не е много удобен - ако шевът е достатъчно дълъг, тогава скоро ръката е над нагрятия метал и тук качеството на защитните ръкавици става важно. Ръкавиците са необходими за всички видове заваряване, тъй като по време на изгарянето на дъгата се образува твърдо ултравиолетово лъчение, което е доста интензивно и е гарантирано изгаряне при продължително заваряване.
Можете да използвате памучни ръкавици, ако имате достатъчно опит, за да не хващате очевидно горещи части. И неръждаемата стомана в тази област е доста коварна, тъй като има относително висока термична устойчивост, т.е. буквално на разстояние от няколко сантиметра, температурата на метала може да се различава няколко пъти.

По-добре е да не пестите ръкавици, най-оптималният материал е кожата. Разбира се, ръкавиците трябва да седят удобно на ръката и да не са твърде дебели. Не трябва да обръщате внимание на първоначалната твърдост на ръкавиците - те ще станат много по-меки доста скоро. Ръкавиците от свинска кожа са по-дебели, но обикновено са сравнително евтини. Телешките са по-тънки, но по-скъпи. От козата, най-тънките, по-удобни, но изискват избор по размер и са много по-скъпи. Тук трябва да се отбележи, че ръкавиците трябва да са изцяло кожени, без парцалени вложки, които скоро ще започнат да се разкъсват и в крайна сметка ще летят в кофата за боклук.
Не се препоръчва използването на ръкавици дори с малък процент синтетика – при контакт с горещ метал синтетиката започва да се топи и може да залепне по кожата, което ще причини много по-голямо изгаряне от простото нагряване на кожата.
Докато гледах видеоуроците, забелязах също, че някои заварчици използват топлоизолационни върхове на пръстите. Когато бях озадачен от търсенето на такива на Али, не ги намерих, но бяха на Бангуд.

Трябва да се отбележи, че на Banggud има различни цени за един и същ връх на пръста, но след подробно проучване стана ясно, че единият е с дължина 15 см, а вторият - 16 см. Взех този, който е по-дълъг.
Първите впечатления бяха много приятни, но след като свали и сложи този пръст на ръкавицата десетина пъти, той пропълзя по шева. Дори не знам, може би първоначално качеството е такова, може би ръцете ми са куки. Да, и не беше съвсем удобно, както изглеждаше във формата.

По принцип не вдигнах ръка, за да изхвърля това парче изолация на тялото и без да мисля много, го разкъсах, отрязах ръбовете, обработени с овърлок.
След като го прикрепих към ръкавицата, направих няколко марки, за да получа шаблон и го изрязах. За да не се пухка материалът, крайната страна се третира с полиуретаново лепило, оставя се да изсъхне добре и след това се залепва към ръкавицата със същото лепило, но не цялата повърхност се намазва с лепило, а само ръбовете до ширина от около 6-8 мм. Факт е, че основният контакт с горещия метал се случва точно на ръба на дланта и от висока температурадори изсушеното полиуретаново лепило започва да кипи и да придобива твърдост, която не е необходима на това място. Следователно, на ръба на дланта, тази тъкан не се обработва с лепило.
Хареса ми това усъвършенстване много повече от върха на пръста - не е нужно да го сваляте и слагате, покрива много по-голяма площ, въпреки че топлоизолацията се е влошила донякъде, но във всеки случай дланта се затопля много по-рано отколкото кожата на самата ръкавица започва да гори. Като цяло останах много доволен от моето извращение на ръкавицата.

Подобни върхове на пръстите се появиха на Али, но днес на Али цената е около 70-100 рубли повече. По-точно цената е същата, но на Banggud доставката е безплатна, а на Али само тези 70-100 рубли. Аз купих .
Следващият препъване по време на заваряване с аргон беше необходимостта от постоянно или завъртане на масата, или завъртане около частите, които ще бъдат заварени, осигурявайки оптимален контакт на дъгата с повърхностите, които ще бъдат заварени.
Видях, видях във видео уроци фрези с променлив ъгъл на електрода спрямо дръжката. Има няколко варианта за такива държачи за електроди, но тъй като бюджетът е малък, а аз все още не съм толкова сложен заварчик, взех един от най-евтините варианти. Бях по-заинтересован от самия принцип на работа и ако впечатленията са положителни, тогава в бъдеще, когато този притежател поръча да живее дълго време, вече мисля за закупуване на същото или по-изискано.
Общите впечатления са много, много положителни. В резачката, която идваше със заваръчната машина, държача на електрода стана като роден и предназначението на предоставената дръжка не ми е съвсем ясно. Въпреки че това може да е вярно за напълно домашни резачки.
При смяната на държача на електрода нямаше никакви проблеми - дръжката беше разглобена, държача на електрода се развинти и на мястото му се завинти нов без подрязвания, пили и други танци с тамбура. Газовите лещи също не станаха проблем.
Купен. Не знам защо, но има повече стоки на английската версия на уебсайта на Banggood, така че използвам английската версия чрез Google Chrome, който има интегриран преводач. Стоката се доставя от два склада, от Китай излиза по-евтино.
Стана много по-удобно да се заваряват вътрешни ъглови заварки - държачът на електрода може не само да промени ъгъла на електрода, но и да се завърти малко и да получи желаната посока на дъгата, без да усуква рамото, стана много по-лесно. Като цяло бях много доволен от тази играчка.
По време на работата се оказа още едно не съвсем удобно малко нещо. По време на залепването на сглобяемия монтаж, маската не е съвсем удобна, въпреки факта, че се използва стъкло Chameleon. Детайлите трябва да се регулират доста точно, ако е необходимо, коригирайте ъгъла и трябва да повдигнете маската и след това да я спуснете отново. На първата ми маска беше използван някакъв трик - стъклото застана под ъгъл и, като леко повдигна глава в пролуката между стъклото и маската, всичко се виждаше перфектно. И точно преди да започнем дъгата, беше достатъчно да спуснем главата и очите бяха защитени от стъкло.
Някак си не исках да измисля същото с Хамелеона, така че след малко размисъл бяха закупени очила със стъкло Хамелеон. Купени са очила.

Очакванията се оправдаха, но не на 100%. Трябваше да шлайфам допълнителен жлеб в заключването на ъгъла на наклона на стъклото, за да може стъклото да се фиксира под ъгъла, от който се нуждаех. Но след това изпълзя друг проблем - дори при малък ъгъл на чувствителност на сензорите, включително затъмняване на стъклото, то става недостатъчно и стъклото започва да мига, особено забележимо при заваръчни токове под 30 ампера. Трябва да накланяте главата си повече, а това не е много удобно. Когато стъклата са напълно затворени, стъклото мига при заваръчен ток по-малък от 10 ампера. Като цяло трябва да измислите нещо, за да увеличите чувствителността. Първата мисъл е да смилате леща от прозрачни светодиоди и да се опитате да я залепите към сензорите.
Но тук не би било честно да не се отбележи фактът, че стъклото на очилата има малко по-малко затъмняване на стъклото в изключено състояние, отколкото при обикновените очила Chameleon и е по-добре да се вижда дори без отваряне на затъмняващата част на стелката .
Разбира се, какво да проведем пълноценно заваръчни работине можете да носите тези очила - лицето ви ще изгори доста бързо. Но в него е много по-удобно да се правят държачи и при решаване на проблема с ниската чувствителност на сензорите ще има шоколад като цяло.
Пробвах тези очила при работа с плазмен резак. Но тук роля изигра специфичната работа на плазмения резачка - почти през цялото време дъгата е скрита в пролуката, която изгаря и само от време на време избухва. Следователно не е необходимо силно затъмняване на стъклото, а самото стъкло включва затъмняване от време на време. При тези очила времето за изключване на затъмняването е много малко и при лека промяна в яркостта на дъгата се получава мигане, което скоро започва да дразни. Този проблем беше решен по много примитивен начин - за времето на плазмения резак просто запечатах сензорите с черна електрическа лента.
Тъй като говорим за заваряване на стъкла, не би било честно да премълчаваме още един факт. Бях свидетел как в един цех за "заваряване" отглеждаха мъж. Човекът зададе конкретен въпрос - Имам нужда от маска за TIG заваряване.
Че започна тук ... Продавачът наистина започна да продава маски на селянина от 10 000 рубли. И човекът се закачи. Някак си нямам нищо против, че трябва да плащаш за глупостта, но този развод беше твърде труден. Имам две чаши, и двете са купени. Използвам единия от септември 2016 г., вторият е на рафта като резервен, въпреки че го купих за видеокамера, но не се разрасна.
И така, две очила, и двете Хамелеони, и двете са с еднакъв размер, и двете имат настройки за чувствителност, време за изключване и степента на самото затъмняване, т.е. функционалността е напълно същата, но в едното стъкло има батерия, а във второто не. Стъклото с батерия е малко по-скъпо и има дистанционно за степента на затъмняване.
При работата на MMA заварчик те се държат напълно еднакво, но при работа с TIG има разлика. Факт е, че при заваряване в аргонова среда спектърът и интензитетът на излъчване са различни и при ниски токове стъклото без батерия започва да мига. При токове под 20 ампера стъклото е по-скоро като клубен стробоскоп, а при токове под 10 ампера е почти безполезно - затъмняването се включва само от време на време. Не знам причината за това явление, но има подозрения, че интензитетът на дъговата радиация просто не е достатъчен за нормалната работа на слънчевите панели, монтирани върху стъкло, тъй като "Хамелеон" с батерия е постоянно затъмнен при всяко заваряване текущ.
Не видях други разлики в работата - и двете очила предпазват очите доста стабилно и при затъмняване на 9 DIN след 8-часов работен ден, на следващата сутрин очите имат леко зачервяване, точно същото като от 10-часов седя на компютъра, за да не се превърне езикът ми в грях върху стъкло.
Още няколко думи за дръжките. Тъй като като цяло правилното сглобяване на продукта зависи пряко от това как са направени правилно халките. Колкото по-точно е било сгънато всичко преди първите заваръчни скоби, толкова по-правилно ще изглежда продуктът. Ето защо не трябва да преоткривате колелото - вече са разработени достатъчно инструменти, които могат много здраво да фиксират части преди заваряване.
Най-популярни при мен са клещи - клещи с фиксация. Има няколко конфигурации и размери. Имам две средни (едната е като клещи за дълги носове, другата е с работна повърхност, която наподобява дръжка на газов ключ) и една голяма. Все още не мога да се съглася с жабата за покупката на четвъртия. Нещото наистина е много удобно и много универсално. Такива клещи могат не само твърдо да фиксират части към масата за заваряване, но и полукръгли равнини могат да се използват като гаечен ключ или газов ключ. На снимката по-долу три клещи държат заготовка за плазмен резак. Някои притискам детайла към масата, а другите две притискат линийката към детайла, по който ще се реже плазменият нож.
 |
Те са закупени от местен магазин за хардуер. Средната цена е 340 рубли. Все още се усмихвах широко - на Али бяха много по-скъпи. Но когато отидох за следващия чифт пари, имах достатъчно пари само за един - прясна доставка. Оттук и конфликтът с жабата - дали да купя на място и да не чакам, или да поръчам от Китай - цената не е много по-ниска.
Освен това ще ви трябват скоби. Купих първия чифт скоби за 120 рубли през есента на 2016 г. Като цяло - просто изхвърли пари. Първият се счупи за една седмица. Мъдър от опит, втория бряг, но все пак два месеца по-късно се спука. През зимата купих за триста точно такава плъзгаща се красота. Два месеца буквално се държи тази скоба в опашката и в гривата. Вярно е, че в задната пета мелницата трябваше да направи прорез, така че краят на листа да не се изплъзне.
 |
След няколко месеца вземам четиристотин със себе си, отивам в магазина и се връщам без нищо - не съм готов да платя 640 рубли за такава скоба. По-лесно е да закупите стоманена лента и да поръчате винт и гайка с широк ход към стругар и да я заварите сами. Е, или потърсете аналози в Китай. Скоби случайно намерих, най-вече скоби за фиксиране под прав ъгъл и разнообразието от опции за клещи с фиксация ме зарадва, но тук основната правилна дума е да отпечаташ в търсачката. Като цяло, ИЗБЕРЕТЕ ПИНТА.
Пробиването и нарязването на неръждаема стомана е толкова празнично събитие, за което мечтае всеки начинаещ заварчик. Обикновените бормашини седят след първите два или три отвора; резбоването може да се извърши само с два или три крана. Като цяло първите експерименти в тази област бяха, макар и успешни, но интензивността на труда наистина беше твърде висока. Четенето на форумите даде някои разумни съвети - за пробиване трябват бормашини с минимум 5% съдържание на кобалт, а за предпочитане 8%. Чуждестранна маркировка на такива бормашини M35 (5% кобалт) и M42 (8% кобалт). Впечатление направи една екскурзия до онлайн магазини - има тренировки, но цената им е твърде висока.
На ваш собствен риск, бормашини са закупени в Китай с маркировката M42 с различни диаметри. За всеки случай купих конус от стомана М35. Има доста подробен видео репортаж по тази тема - взех правилното решение при закупуването на бормашини M42. Не знам точно химическия им състав, но пробиват неръждаема стомана доста уверено, наистина вече счупих една бормашина - ръката ми трепереше на изхода. Именно тук изплува коварството на производителя.
Не, тези свредла не са покрити с кобалт, както някои твърдят - след заточване на фрагмента, той също толкова добре захапва в неръждаемата стомана, но ако има поне малка дупка. Те са технологично направени по такъв начин, че джъмперът, свързващ режещите ръбове с опашката на свредлото, се удебелява и ако свредлото се счупи, става доста трудно да се пробива с накрайник след заточването му и трябва да го шлифирате отново под огромен лупа с фин абразив, шлайфане на твърде широк джъмпер.
Купих бормашини в магазин, специализиран в режещи инструменти. Все още има голяма разлика в Banggood с подобен продукт. Има още няколко опции на Али, но ИЗПИТАЙТЕ СИ.
Нарязването на резби в неръждаема стомана по-малки от М4 е доста проблематично - трябват ви много добри метчици, не просто добри, а МНОГО добри и определено двуходови. M5 и M6 вече са изрязани по-добре, поне счупването на крана е малко по-трудно. Резбите M8 и 1/8 са относително лесни за нарязване - вече е доста трудно да се счупи кранчето и бавно, като се използва лубрикант и се дърпа кранът назад с половин оборот, резбата все още се нарязва.
Купих кранове с метрични резби от Китай, единият комплект по принцип работи само на черна стомана и почти не работи, вторият комплект, въпреки че струваше стотинка - 200 рубли за 5 броя, но все още реже резбите в неръждаема стомана с трудност. Купен.
Купих си и инчови кранове и инчови леркове. Ползвам го рядко, но вече подкопах купената от нас 1/4 кранчето, но китайците все още държат. Магазинът често обновява продукти, така че давам линк към самия МАГАЗИН ЗА РЕЖЕЩИ ИНСТРУМЕНТИ, изберете сами.
 |
В крайна сметка обаче загубата на време за резба се умори, беше решено да се използва готов конец - съединители от неръждаема стомана 1/8 и по-високи са на Али, а съединителите са пълноценни - няма резба в средата на съединителя, а от краищата има пълноценен конус за уплътняване на уплътнителния материал, по-специално лентов фум. Съединителят се разрязва наполовина и след това се заварява срещу пробития отвор в детайла.

Тук няма голям нюанс - дебелината на стената на съединителя е доста тънка и за да се избегнат изгаряния, капки пълнеж първо се засаждат върху съединителя с малки токове, след което няколко капки се задвижват чрез дъга върху частта, към която ще бъде заварена съединителя, т.е. се прави прихват и едва след това, чрез добавяне на заваръчен ток, съединителят се попарва по периметъра.
След заваряване резбата трябва да се задвижва с кран - понякога съединителят води до температура и той престава да бъде кръгъл, става овален или има вдлъбнатина. Може да не се вижда от окото, но чрез усукване на фитинг или тръба става много трудно да се направи това. Следователно, нишката преди инсталиране на съединителя се проверява с кран.
Съединители купих ТУК ТАКИВА, но поскъпнаха за съжаление. Преди това те можеха да се купуват в партиди от 5 броя и излизаха доста забележимо по-евтини.
Е, докато разказвах приказки тук, чехълът беше заварен, но, разбира се, няма търговски вид - цветовете на потъмняване от нагряване го развалят доста зле външен вид. Трябва да се обработи.

Но преди обработката трябва да се уверите, че всичко е заварено правилно и няма неразрешени дупки. Напълваме обувката с вода, свързваме тестера за налягане и повишаваме налягането с 30-40% повече от работното налягане. Вътре в тази обувка ще има около 4 атмосфери, настигнах 6. Няма фистули, никъде не изтича и капе. Сега можете да представите обувката.
Най-лесният начин за третиране на неръждаема стомана след заваряване е химически. Много си подсвиркнах цените на пасти за мариноване - кутиите ще са болезнено скъпи, ако се намажат и с пасти за мариноване.
Пак чета форумите...
Сярна киселина, по-точно решението му изяжда перфектно продуктите от горенето на неръждаема стомана. Казвам и повтарям веднага - трябва да излеете киселина във вода, а не вода в киселина. Когато водата навлезе в киселината, първите капки могат да предизвикат бурна реакция и пръски, а това вече е изпълнено с наранявания. Ето защо, повтарям - трябва да излеете киселина във вода.
И така, банята за мариноване се състои от рамка ( профилна тръба), в който е монтиран пластмасов контейнер. Пластмасовата връзка е направена с епоксидно лепило, подсилено с найлон, всяка фуга - 4 слоя материал, ъгли - 5 слоя. Три кофи вода + 5 бутилки сярна киселина, закупени от търговец на автомобили. За ускоряване на процеса се използва процес на хидролиза, т.е. в разтвора е монтиран електрод, към който се подава минус, а плюс се подава към самата част от традиционна заваръчна машина. Токът зависи от разстоянието между електрода и детайла, както и от размера на детайла и може да достигне 40-50 ампера. За обработка на вътрешната повърхност вътре се изсипват приблизително 200 грама чиста киселина - при потапяне се разрежда с разтвор и концентрацията става по-висока. След това прилагаме ток и след пет минути го изключваме, обръщаме частта от другата страна в електрода и го включваме отново. В резултат на това след 15-20 минути се получава част с разрушен оксиден слой.
Не знам колко бързо решението ще стане неизползваемо - докато работи и вече има дузина гравюри в него. Такава вана трябва да се постави в неработещо, добре проветрено помещение - по време на мариноване се отделя доста неприятен газ. Сложих банята си в коридора и по време на мариноването отварям вратата на улицата.
Остава да почистите тази обувка. Отвън премахването на цялата тази мръсотия не беше проблем - четка с метални влакна върху мелница придаваше на тази играчка напълно представителен вид. Вярно, скоростта на мелницата трябваше да бъде намалена - четката е много лошо центрирана и е много трудно да държите мелницата в ръцете при нормална скорост за мелницата. За регулиране на скоростта се използва тример, закупен от Али.
Но вътрешността на обувката е също толкова мръсна, колкото и външната. Почистих първия резервоар, като изсипах вътре едър пясък и добавих малко вода. След това дълго разклащаше всичко с ръцете си и след това измиваше пясъка още по-дълго. Напълних и втория резервоар с пясък и вода и хвърлих тъста ми в колата - той ходи на риболов за няколко дни, а нашите пътища са просто идеални за такова треперене. И след това отново, много дълго време, той измива пясъка отвътре.

На третия резервоар вече мислех да механизирам този процес, а на петия разбрах, че изобщо не съм умен. Е, какъв вид блясък трябва да се почисти с пясък?
Сол. Да да. обикновена солгрубо смилане. Изсипваме толкова много сол в резервоара, че престава да се разтваря в това малко количество вода и в резултат получаваме същия абразив като пясъка, но който се измива много по-лесно. След разклащане изсипете разтвора в съдовете, налейте отново вода, разклатете отново и отново изсипете в съдовете. Останалата част просто се измива - останалата сол се разтваря и резервоарът става чист отвътре. Саламурата се утаява, мръсотията се събира с парцал - изскача. Освен това разтворът се изпарява сам, образувайки нови доста големи кристали, които могат да бъдат използвани повторно.
Въпреки това, когато разклащах следващия резервоар, дори се напуках в рамото си и трябваше да отложа разклащането за няколко дни. Докато рамото дойде на себе си, беше решено да се сглоби кола за такава работа, тъй като все още е доста трудно с ръце. Двигател от съветска месомелачка, колан от скенер или принтер, вече не помня, скоростна кутия от полуавтоматична пералня като задвижване. Водачи - валове от принтера, диаметър 8 мм. Веднага ще кажа, че за такива неща е необходим вал с 10-12 мм - за тези валове е трудно да се справят с такова натоварване, но засега се дръжте. Държачи на валове и линейни лагери са закупени миналата година от Али. Исках да поставя малка мелница върху тях, но нямах време - разклащащата се кола се оказа по-важна.
Лагерите са празни, т.е. без смазване пропуснах този момент и успяха да оставят следа по валовете от топките, така че имайте предвид - при покупка на такива лагери проверявайте за смазване вътре в лагера.
Платформата има упор и, според принципа на скоба, затягащ болт, с който частта е фиксирана върху този апарат. Тогава всичко е просто - включете го, задайте скоростта, изчакайте пет минути, изключете го, обърнете го и го включете отново.
Колата още не е напълно завършена - поръчах лагери за биела и коляновия вал. Сега това е просто резбова връзка. Веднага след като този възел бъде завършен, жиците ще бъдат подредени. Тази машина е подвижна - на краката й има пети със заварени болтове, с които машината е фиксирана към масата. Натоварването на конструкцията е доста сериозно, така че мисля да инсталирам допълнителни стрии.
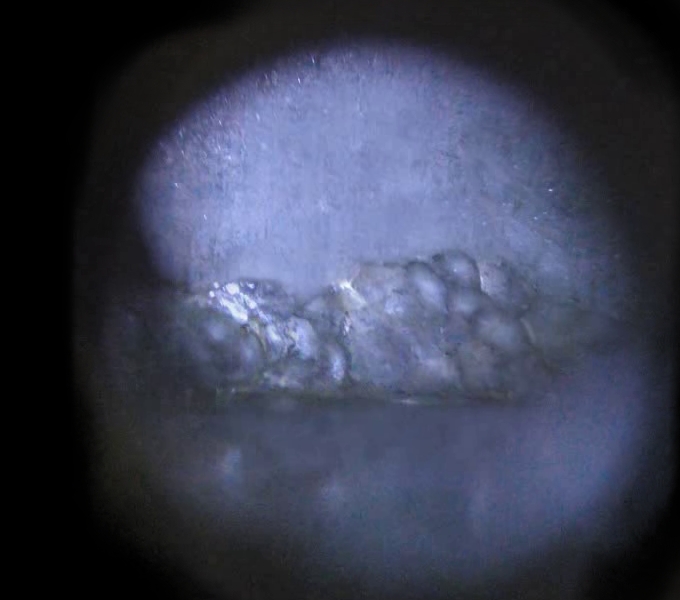
От време на време отваряме всяка дупка и проверяваме чистотата на шевовете. Сякаш нямаше норми за вода и сол, в този резервоар се изсипаха 200 грама сол и се изсипаха 200 грама вода, но тя изглежда твърде малка и бяха добавени още 100 грама вода и 300 грама сол - при разклащане ръцете звукът придоби по-метален нюанс. Първа проверка след 15 минути:

Шевът стана забележимо по-чист, но все още далеч от идеалния, така че го затваряме и го поставяме отново върху шейкъра. След още 15 минути проверете отново:
Е, всъщност всичко се почиства както отвън, така и отвътре. Можем да предположим, че чехълът за Пепеляшка е готов.
За пореден път, гледайки вътре в резервоар, заварен от неръждаема стомана, ми хрумна бунтовна мисъл - ендоскопът вече трябва да е доста евтин, защото по същество е уеб камера, а уеб камерите не са скъпи. След преглед на няколко опции. Тъй като компютърът ми не е далеч от мястото на заваряване, взех ендоскоп за компютъра. Поръчах го, струва почти 4 долара, продавачът все още има 3000 броя на склад, а 4500 броя вече са продадени. Кратки характеристики:
Има, разбира се, с много по-висока разделителна способност, до FULL-HD, но всъщност не ми трябва такава - за да проверя качеството на шевовете и степента на почистване, това е напълно достатъчно. По-голямата част от прегледите казват, че ендоскопът е разпознат като камера и не са били необходими драйвери.
Външен диаметър на главата на камерата: 7 мм
резолюция: 640*480 (VGA), 30 ftps
LED: 6 бели LED ярка светлина
фокусно разстояние: 6см-10см
ниво на водоустойчивост: IP67
поддръжка на системата: Windows 2000/XP/VISTA
Температура: -20~100°C
Ако работилницата е далеч от компютъра, но можете да използвате ендоскопа за андроиди - цената е малко по-висока, отколкото за компютрите, но не значително.
ИЗБЕРЕТЕ ANDROID ЕНДОСКОП
Не мисля, че някой ще има затруднения да свърже ендоскопа към телефона.
Няма да има отговор какво е и защо не е нужно да питате, това е просто поръчка.
Заваръчните електроди могат да имат различно качество в зависимост от приложението и модела на заваръчната машина. Волфрамови електроди, които не се топят и са с отлично качество, са много популярни. Но при избора на електроди от волфрам е необходимо да се обърне внимание на цвета на тяхната маркировка и други параметри. Как да направите това, ще разкажем по-долу.
Волфрамови електроди: класификация, описание
Волфрамът е метал, който често е почти невъзможно да се намери в чиста форма използван при аргонова дъга, тъй като се характеризира с нетопимост и е способен на дълготраен процес на заваряванезапази силата си. Освен това за заваряване на волфрамови елементи се нуждаете от много малко количество.
Когато купувате волфрамови електроди, обърнете внимание не само на цвета им, но и на страната на произход. Много е желателно това да е Китай, защото тази страна е такава най-голям доставчикметал в света.
Волфрамови електроди попадат в три ключови категории:
Преди да закупите волфрамови електроди от един или друг тип, не забравяйте да проверете свойствата на материала, който ще се използва при заваряване за избор на елемент от един или друг тип.
Волфрамови електроди, тяхната маркировка
 В околната среда се използват волфрамови електроди инертен газпри заваряване с аргон. Те са с високо качество и безопасност, така че могат да се използват за работа дори от начинаещи в заваряването.
В околната среда се използват волфрамови електроди инертен газпри заваряване с аргон. Те са с високо качество и безопасност, така че могат да се използват за работа дори от начинаещи в заваряването.
Символи и цветни маркировки, приложени към всеки електрод, посочете неговия вид и състав. И така, буквата W показва наличието на волфрам. Втората буква след нея означава оксида на елемента, който действа като добавка.
Като легиращи оксиди в състава на електрода могат да присъстват:
- C - цериев оксид;
- Z е циркониев оксид;
- L е лантанов оксид;
- Т е ториев оксид;
- P - чист волфрам без легиращи добавки.
След втората буква, която обозначава сплавното вещество, е число, което показва процентното съдържание на такова вещество. Например, ако числото е 20, това показва наличието на легиращо вещество в състава от 2 процента. След това следващото число минава през тире - това е дължината в милиметри, най-често е 175 мм, но има и 50, и 75 и 150 мм, съответно. А диаметърът на волфрамовите електроди може да бъде от 1 до 6,4 мм.
Например, маркировки като WL 15 - 175, показва следните характеристики на електрода:
- включва волфрам;
- съдържа допинг добавки от лантан в количество 1,5 процента;
- дължината на елемента е 175 мм.
Въпреки това, когато купувате електрод за заваряване, трябва да обърнете внимание не само на буквите и цифрите, но и на цвета на продуктите. Цялата маркировка включва всички необходими характеристики на продукта, според които можете да направите правилния избор.
По-долу е Таблица за маркиране на волфрамов електрод:

Преди да изберете електрод за заваряване, изберете неговия метод и също така посочете всички свойства на материала, с който планирате да работите. Понякога за свързване на една структура са необходими волфрамови електроди. различни видовеи с различни маркировки.
Други критерии за избор на волфрамови електроди
Елементите на основата на волфрам, обозначени с WP, се използват при заваряване посредством променлив токалуминиеви сплави с добра стабилност на дъгата. Заваряването в среда с инертен газ гарантира висококачествена и прецизна работа силен шев. При избора на неконсумативни топлоустойчиви волфрамови елементи обърнете внимание на следното:

Е, и, разбира се, както бе споменато по-горе, обърнете внимание на маркировките, състоящи се от латински букви, цифри и цветове.
Характеристики на заваряването с аргон и неговата технология
Заваряване аргонова дъга методосигурява съединяване на метали под аргонова защита. Има два начина за такова заваряване, ръчно и автоматично, нека ги разгледаме по-долу.
Ръчното заваряване с помощта на волфрамов електрод под защита от аргон се състои от следните стъпки:
- подаване на аргон и ток към горелката. След това втората фаза се довежда до заваръчната повърхност. Между електрода, прикрепен към горелката, и повърхността, към която се подава пълнежната тел, се появява дъга;
- дъгата се запалва с помощта на въглеродна пластина. Това няма да разваля повърхностите, които ще бъдат заварени, и ще предпази шева от възможно замърсяване;
- дъгата се възбужда с помощта на осцилатор;
- следваме движението на електрода, така че да се движи стриктно по шева. В противен случай работата се прекъсва, за да не се стопи.
При този метод е позволено използване на променлив ток при заваряване.
Автоматичното аргоново-дъгово заваряване с елементи на основата на волфрам се използва главно за свързване на тръбопроводи на места фиксирани стави. За тази цел се използват различни устройства с различен дизайн, които отговарят за целия процес на заваряване. Заваръчната дъга се появява между края на жицата и металната повърхност. В този случай електродът действа като край на тел. Но в същото време устройствата за този вид работа не могат да се използват в редица работи, по-специално поради факта, че къс шевне се прави по този начин.
Устройства на базата на волфрам за аргонова дъга заваряванемогат да се използват, ако са оборудвани с маркировка като:
Те са надеждни и гъвкави в употреба, а някои от тях могат да се използват за свързване дори на тънки метални листове.
Правила за процеса на заваряване
Правилата за заваряване с аргонова дъга са както следва:

Ако вземете предвид тези правила и ги приложите на практика, шевът ще бъде с високо качество и издръжливост, не е нужно да поправяте дупки, тъй като първоначалното състояние може да се запази в продължение на няколко десетилетия.
Сега имате представа какво представляват волфрамовите електроди, как да ги различите чрез маркиране и да изберете правилния. Това ще помогне за улесняване на избора на материали за заваряване.
Аргоново-дъговото заваряване се различава по технология от другите видове метални съединения. Целият процес протича в защитна атмосфера, а топенето на метала на заготовките се осигурява от волфрамови електроди.
В този материал ще анализираме какви характеристики трябва да имат такива консумативи и техните разновидности. И също така какво трябва да знаете, когато използвате такива електроди.
Основни характеристики
Волфрамовите електроди се класифицират като неконсумативни и се използват за. Те не се топят по време на процеса на заваряване. Основната им задача е да осигурят работата на дъгата, с помощта на която е свързан металът на детайлите.
За разлика от аналозите с покритие, волфрамовите пръти не са с покритие, а допълнителен пълнежен материал се доставя отделно по време на заваряване под формата на прът. Защитата от окисляване на заваръчната вана се осигурява от подаването на газ (аргон, хелий или въглероден диоксид).
Дължината на волфрамовите електроди най-често се намира на 175 милиметра, но има и по-къси пръти: 50, 75, 150 mm. Диаметърът също е различен: от 1 мм до 8.
Според състава си такива консумативи са различни: от чист волфрам или с добавки под формата на лантан, итрий, торий, цирконий и други елементи.
Легиращите елементи под формата на оксиди на редкоземни метали, които се добавят към състава по време на производството, придават устойчивост на топене на волфрам и подобряват неговото качество.
За да може да се прави разлика между различните електроди, е прието цветно и буквено маркиране на разновидностите на волфрамови пръти.
Маркировка на електродите
Познавайки основните обозначения, които маркират волфрамовите електроди, можете да "прочетете" тяхното описание, състав и обхват. Има следните видове тези заваръчни консумативи, които се отличават по цвят. Буквените обозначения показват химичния състав и наличието на примеси. Характеристиките на волфрамовите електроди по марки са както следва:
- "WP" е зелено. Това е обозначението на пръти, чийто основен състав е почти чист метал. Процентът на добавките е само около 0,5%. Предназначението на такива електроди е да заваряват алуминиеви части, както и сплави от този метал и магнезий.
При използване на променлив ток инверторно оборудванечистите волфрамови електроди осигуряват стабилна работа на дъгата. Върхът на пръта е направен под формата на топка, това се прави за намаляване на топлинните натоварвания върху самия консуматив.
- "WZ8", цвят бял. Маркировка, показваща, че електродът съдържа оксиди на метален цирконий. Такива електроди са склонни да издържат на много по-високи токови натоварвания, за разлика от останалите. Използват се за заваряване на различни цветни метали: бронз, магнезий, алуминий, никел и техните сплави. Заваряването на метали се извършва най-добре на променлив ток. Заточването на края на пръта също е направено под формата на топка.
- "WT20", цвят червен. Такива волфрамови електроди са най-разпространени, въпреки че имат вредна за здравето добавка - торий. Това е радиоактивен метал и при големи обеми заваръчни работи в производството е по-добре да не се използват консумативи с такъв състав. При малко количество използването на електроди е практически безвредно.
Но свойствата, които имат ториеви пръчки, са много по-добри от много други аналози. Могат да се използват за заваряване на различни видове стомана, включително неръждаема стомана. Както и такива доста огнеупорни метали като титан и молибден. Възможно е също заваряване на медни, никелови или бронзови части.
Заваряването с такива електроди се извършва при постоянен ток.
- "WY20", тъмно син цвят. Добавка под формата на итриев оксид ви позволява да получите стабилно и стабилно горене електрическа дъгана постоянен ток с директна полярност. Тези електроди се използват за заваряване както на въглеродна и неръждаема стомана, така и на медни и титаниеви заготовки.
- "WC20", сив цвят. Такива електроди са почти универсални, тъй като могат да работят с променлив или постоянен ток. Примесът на редкоземен церий позволява да се получи стабилно изгаряне на дъга дори при ниска мощност на оборудването.
Цериевите пръти се използват за заваряване на стомана и тънкостенни конструкции, изработени от нея, както и за орбитално заваряване на тръби.
Всичко е свързано с движението на електронния поток и формата на края на пръта ще зависи от разпределението на енергията и налягането на дъгата върху повърхността. Това се отразява на ширината и дълбочината на заваряване на метала, както и на формата и размерите на заваръчния шев. Следователно е необходимо заточване на волфрамови електроди до желаната геометрия.
Има някои правила за заточване на пръта за определени условия на работа с аргонова дъга, както и в зависимост от марката на самия консуматив.
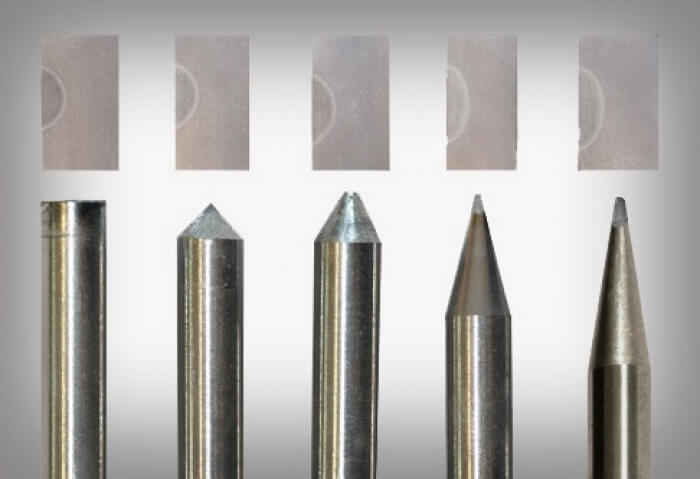
Формата на заточване, в зависимост от марката на електрода, се определя, както следва.
- Класовете "WP" и "WL" трябва да имат връх с топка (сфера).
- Електродите на марките WT са заоблени, но без голям радиус, по-скоро се образува лека издутина.
- Волфрамовите пръти с надпис "WC", "WY", "WT" и "WZ" са заострени, но в зависимост от приложението, формата може да бъде различима.
Определянето на дължината, до която трябва да се заточи волфрамовата пръчка, е много просто. За да направите това, умножете диаметъра на електрода с постоянна стойност от 2,5. Например, ако се използва консуматив с диаметър 2 мм, тогава заточването се извършва до дължина от 5 милиметра.
Можете да заточите върха на пръта с помощта на шлифовъчен диск или мелница. Удобно е да извършите този процес, като държите волфрама в патронника на електрическа бормашина, като го въртите с ниска скорост. Това ще ви позволи да смилате равномерно метала и да получите желаната форма.
Въпреки това, освен геометрията на края на електрода, важен е и ъгълът, до който той ще бъде заточен. Този параметър ще зависи от силата на тока, при която детайлите ще бъдат заварени.
- При заваряване при нисък ток електродът се заточва до стойност от 10-20 градуса.
- За заваряване на метали при средни токове - 20-30 градуса.
- При висока мощност ъгълът на заточване е 60-120 градуса.
Ъгълът на заточване ще повлияе на стабилността и стабилността на дъгата аргоново заваряване, както и върху експлоатационния живот на самия електрод. С индикатор под 20 градуса, волфрамовият прът ще се износва по-бързо. Ако ъгълът на заточване е повече от 90, тогава в този случай дъгата може да е нестабилна. Необходимо е правилно да заточвате електрода, независимо от вида на материала, с който трябва да работите.
Допуснатите грешки при заточване на пръта ще доведат до различни последици.
- Ако допуснете грешна ширина при заточване, това гарантирано ще доведе до незаварен шев. Закопчалката ще бъде с лошо качество.
- Нарушаването на симетрията (неравномерна форма на заточване) отклонява заваръчната дъга от желаната посока.
- Острите или твърде тъпи ъгли провокират износване на консумативите или намаляват дълбочината на проникване.
- Дълбоките бразди и драскотини по заострения връх водят до нестабилно изгаряне на дъгата (т.нар. "лутане").
Ако възникнат такива явления, е необходимо да спрете работата и да коригирате заточването на волфрама.
Какво можете да добавите към този материал? Споделете своя опит в избора, приложението и заточването на волфрамови електроди в коментарите към статията.
Електродите могат да се използват за заваряване различно качество. Всичко зависи от това какъв вид заваръчна машина ще се използва, която изисква електрод. Неконсумативните волфрамови електроди са популярни, те са с високо качество. При избора е необходимо да се обърне внимание какъв тип маркировка на волфрамови електроди се прилага от производителя.
При избора на волфрамови електроди е необходимо да се вземат предвид: вида на електрода, диаметъра, геометрията на върха на електрода и качеството на заточване и твърдост.
Характеристики на прилаганите електроди
Волфрамовите електроди са приложими за заваряване с аргон, в среда на инертен газ. Могат да се използват като професионални заварчицикакто и начинаещи. Тези електроди са безопасни и с най-високо качество.
Според международните стандарти всички електроди на базата на волфрам имат специална маркировка, показваща вида и състава. Първата буква в списъка е "W", т.е. волфрам. Вторият обозначава оксида на елемента, който се използва като добавка. Сред легиращите оксиди се използват:
- цериев оксид, обозначен с буквата "C";
- циркониев оксид, обозначен на маркировката с буквата "Z";
- лантанов оксид - буквата "L";
- ториев оксид - "Т";
- чистият волфрам, който няма никакви легиращи добавки, се обозначава с буквата "P" върху маркировката.
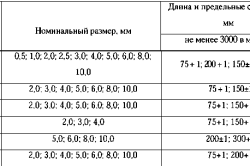
Втората буква е последвана от число, което показва процента на веществото, добавено по време на легирането. Числото 20 показва, че съставът включва 2% от легиращото вещество. Второто число се изписва чрез тире - това е дължината, която се изразява в милиметри. Най-често използваната дължина е 175 мм, но има и стойности от 50, 75 и 150 мм. Диаметърът на волфрамовите електроди може да бъде различен, с 1, 1,6, 2, 2,4, 3, 3,2, 4, 4,8, 5,6, 6,4 мм.
Маркировката съдържа цялата информация, необходима за потребителя. Например, има маркировка WL 15-175. Това означава, че това е електрод с добавки за легиране на лантан, чието съдържание е 1,5%, дължината е 175 mm. Буквено-цифровото обозначение далеч не е всичко, трябва да обърнете внимание на цвета на маркировката. Днес се произвеждат цветно кодирани заваръчни материали:
- чист волфрам - WP зелен;
- съставът съдържа 2% цериев оксид - WC 20 сиво;
- има лантанов оксид 1,5% - WL 15 злато;
- има лантанов оксид 2% - WL 20 синьо;
- има циркониев оксид 0,8% - WL 8 бял;
- ториев оксид присъства в 1% - WL 10 жълто;
- ториев оксид присъства 2% - WL 20 червен;
- ториев оксид присъства в 3% - WL 30 лилаво;
- ториев оксид присъства в 4% - WL 40 оранжево.
![]()
Не се препоръчва използването на електрод с маркировката WT30, 40, тъй като елементът торий е радиоактивен, високото му съдържание може да бъде опасно.
Характеристики:
Зелената маркировка WP е предназначена за аргонова дъга с променлив ток. Възможно е да се използват такива метали за работа като алуминий и магнезий, никел.
Имоти:
- запалимостта е ниска;
- експлоатационният живот не е твърде дълъг;
- безопасността му е отлична.
WC 20 със сива маркировка се използва за DC заваряване с директна полярност на метали като мед, молибден, неръждаема стомана, титан и други.

Характеристиките са както следва:
- възпламеняемостта се счита за добра;
- експлоатационният живот е дълъг;
- сигурността им е отлична.
WL е подходящ за заваряване с постоянен или променлив ток с права полярност. Подходящ за части с малка дебелина, за високолегирана стомана.
Характеристики:
- запалимост - задоволителна;
- експлоатационният живот е дълъг;
- сигурността е отлична.
Има и други видове, но трябва внимателно да изберете материалите, тъй като качеството и безопасността на работата зависи от това.
Как да изберем волфрамов електрод?
![]()
Волфрамовите електроди с марка WP се използват за заваряване с алуминиеви сплави с променлив ток (AC) с добра стабилност на дъгата.
В процеса на заваряване, който се извършва в среда на инертен газ, се използват волфрамови електроди. Това осигурява най-високо качестворабота, шевът е чист и издръжлив. При избора на неконсумируем топлоустойчив продукт на базата на волфрам е необходимо да се обърне внимание на следните критерии:
- вид волфрамов електрод, неговият състав, наличие на легиращи добавки, параметри;
- диаметър, който ви позволява да регулирате дебелината на работния шев;
- качество на заточване, плътност на материала;
- характерна геометрия на върха.
Когато купувате, можете да се съсредоточите върху маркировката, която производителят прилага към материалите.
Той съдържа данни кои добавки са включени в състава, какъв е обхватът, при какви условия може да се използва.
Ефект на допинга върху качеството на електрода
При избора трябва да се обърне внимание кои конкретни легиращи добавки са използвани. Това е важно, тъй като използването на материали, тяхното качество и индивидуални характеристики. Всички легиращи добавки дават възможност за получаване на електроди със следните параметри:

Волфрамовите електроди на марката WZr 08, поради своите свойства, намаляват риска от навлизане на волфрам в заварката.
- WP е специален тип, който не включва никакви добавки и е направен от чист волфрам. Те се използват главно за заваряване с променлив ток (AC). Стабилността на дъгата е добра, качеството на шева е отлично. Волфрамови електроди не трябва да се използват при употреба постоянен ток. За такива материали маркировката ще бъде зелена, обозначава се със символите WP.
- E3 показва, че се използват добавки за редкоземен оксид, например смеси от оксиди. Електродите не са вредни, което ги отличава от торираните, не са радиоактивни, изобщо не са опасни за околната среда. Обхватът на тези материали е широк. Могат да се използват за всякакви процеси и мощности с променлив или постоянен ток, за високолегирани стомани, за различни алуминиеви сплави, както и за мед, титан и добре познатия магнезий. Волфрамовите електроди се характеризират с отлични запалителни свойства и са оптималното решение за автоматизирани процеси. Те имат по-голямо текущо натоварване, но експлоатационният живот на такива материали е много по-висок от този на конвенционалните торирани. Маркиращите материали от този тип са обозначени с WLa 10/15/20.
- Волфрамови електроди от лантан, които могат да се използват за заваряване с постоянен или променлив ток. Именно този сорт може да се използва за така нареченото микроплазмено заваряване. Това стана възможно благодарение на наличието на La 2 O 3 в състава, което увеличава способността за по-добро запалване. В резултат на това дъгата се оказва висококачествена. Техният експлоатационен живот е по-нисък от този на предишните. Наличието на такава легираща добавка не ги прави по-здрави или по-издръжливи - само разширява зоната на употреба. Маркировката съдържа няколко цвята: черен за WLa 10, златен за WLa 15.
WCe 20 или WZr 08?
WCe 20 са добре познати волфрамови електроди, които имат добавени добавки като цериев оксид (CEO 2). Товароносимостта се увеличава няколко пъти, качеството им е по-високо от това на горните групи, но E3 и WL са все още по-стабилни. Областта на употреба е доста широка, включва заваръчни работи с легирани, нелегирани сплави. Постоянният ток може да бъде нисък и среден, възможно е заваряване с променлив ток.
WZr 08 са волфрамови електроди, съдържащи цирконий. Използват се, когато е необходимо допълнително да се осигури защита на заварения шев от проникване на волфрам в него. За постоянен ток те вече не са толкова подходящи, въпреки че се използват в някои случаи. Маркировката е бяла.
Благодаря за обратната връзка
Мисля, че много хора са попадали в ситуация, в която има някакво изискване в нормативната документация, което изпълняваме без дори да се замислим, защо изобщо трябва да правим това? Защо точно? Днес ви предлагаме да се запознаете с кратка бележка по темата „правилно заточване на волфрамов електрод“ при заваряване на стомани.
По-долу са посочени грешките при заточване на волфрамов електрод, които ще повлияят на качеството на образуването на шева.
1) Рисковете не са разположени по оста на електрода - стабилността на дъгата е нарушена (блуждаеща дъга)
2) Недостатъчна или прекомерна ширина на заточването на конуса - формата на проникването се променя
3) Асиметрично заточване - отклонение на дъгата на един от ръбовете
4) Твърде остър ъгъл на заточване - експлоатационният живот на електрода намалява
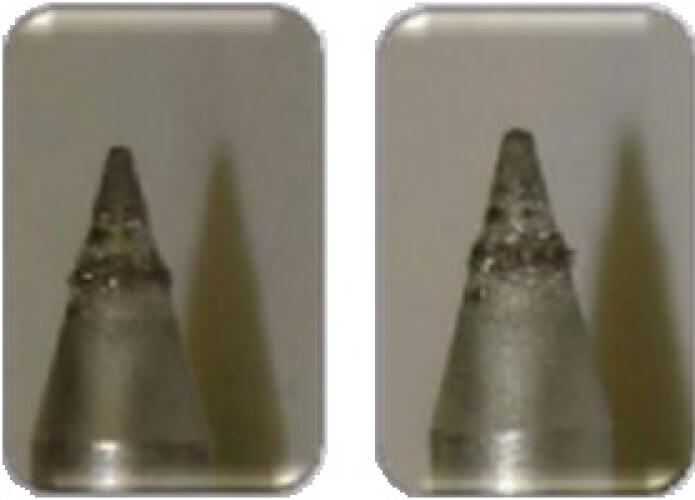
5) Твърде много тъпота - намалена дълбочина на проникване
В руските стандарти изискванията за заточване на електрода варират. Така, например, RD 153-34.1-003-01 гласи, че краят на волфрамовия електрод трябва да бъде заточен в конус; дължината на конусната част трябва да бъде 6 - 10, а диаметърът на тъпата 0,2 - 0,5 mm.
В OST 36-57-81 изискването е следното: неконсуматив електрод трябва да бъде заточен в конус преди работа. Ъгъл на конуса φ трябва да бъде равен на 28 - 30 °, дължината на коничната част (L K) трябва да бъде 5-6 диаметъра на електрода (D E). Конусът след заточване трябва да бъде притъпен, диаметърът на притъпяването (d П) трябва да бъде равен на 0,2 - 0,5 mm.

За да проучим по-подробно влиянието на ъгъла на заточване на волфрамовия електрод върху геометрични размеришевът може да се прочете, като прочетете статията "Влияние на ъгъла на заточване на неконсумируем електрод върху стабилността на дълбочината на проникване на заваръчния шев при различни токови натоварвания". При което в резултат на статистическа обработка беше установено, че дълбочината на проникване значително зависи от ъгъла на заточване на електрода. Освен това, подчертан максимум на този индикатор се наблюдава при ъгъл на заточване от 30 градуса.
Интересно видео за четири начина за заточване:
1. Настолна мелница
2. Машина за заточване на волфрамови електроди
3. Машина за заточване на волфрамови електроди
4. Средства за химическо заточване на волфрамови електроди
Актуализация от 05/08/2015.
Видео, показващо разликата в шевовете с правилно и неправилно заточване:
Приготвени с материали от: sibac.info , www.profabricationtechniques.com



