Заваръчна тел за аргоново-дъгово заваряване на неръждаема стомана. Заваръчна тел и пръти за газово заваряване
Телът за пълнене се използва в процеса на аргонова дъга и газово заваряванеметали. Основната цел на този компонент на процеса на заваряване е да запълни шева с пълнежен материал, чийто източник е самата тел, разтопена електрическа дъгаили газова горелка.
Следователно, без пълнител, е немислимо да се приложи технологичният процес на заваряване в среда защитни газовекакто и газово заваряване. И такъв проводник се използва заедно с нетопим графитен електрод.
И в тази статия ще говорим за видовете тел за пълнене, използвани в тях технологични процесикакто и как да го използвате.
Допълнителна тел за заваряване на метали: основни разновидности
Заваръчната тел може да бъде стандартна, нарязана или активирана. Освен това и трите разновидности включват напълно различни методи на производство и са фокусирани върху различни приложения.
Типичен проводник
 Това е конвенционална твърда тел с постоянно напречно сечение, използвана в процеса на заваряване под флюс. Както и последното инертен газ(като опция - въглероден диоксид) или паста, нанесена върху повърхността заваръчен шев.
Това е конвенционална твърда тел с постоянно напречно сечение, използвана в процеса на заваряване под флюс. Както и последното инертен газ(като опция - въглероден диоксид) или паста, нанесена върху повърхността заваръчен шев.
Класически пример за такъв продукт е пълнител за заваряване с аргон в режим TIG (нетопим електрод и ръчно подаване). Този вид пълнежен материал е "опънат" от стомана или цветен метал и се доставя до мястото на работа в заливи. Освен това телта може да бъде въведена в заваръчната вана ръчно или „напълнена“ в барабана на механизма за подаване на полуавтоматичната заваръчна машина.
Тел с жила
Вторият сорт е флюс телна прахообразна основа - изглежда и използва напълно различно. Това е тънкостенна тръба, съдържаща смес от прахообразен флюс и метал.
Такава тел се използва в процеса на заваряване в среда с инертен и активен газ (технологии MIG и MAG). Обхватът на такава тел е заваряването на структурни и нисколегирани стомани. В допълнение, такава тел може да се използва за подводно заваряване и в процеса на формиране на принудителна заварка и в други специални режими.
 Третият вид заваръчна тел - активирана - е модифицирана стандартна версия, която е покрита с прахообразен флюс. Такъв проводник се използва в процеса на ръчно или полуавтоматично заваряванев среда с въглероден диоксид. Основната област на използване на такава тел е заваряването на конструкционни стомани.
Третият вид заваръчна тел - активирана - е модифицирана стандартна версия, която е покрита с прахообразен флюс. Такъв проводник се използва в процеса на ръчно или полуавтоматично заваряванев среда с въглероден диоксид. Основната област на използване на такава тел е заваряването на конструкционни стомани.
Покритието се нанася върху жицата електролитно. В резултат на това активираният проводник не се различава по производителност от стандартната версия с постоянно напречно сечение. В края на краищата, 5-7 процента от потока се разпределя върху повърхността на стоманения "прът" с почти микронен слой.
Следователно, активираният проводник може да се използва на заваръчни машиниили полуавтоматични машини без специална подготовка на подаващото устройство, което го прави опасен конкурент на "капризната" тел с пръскане.
Как да изберем тел за пълнене?
Заваръчната тел се избира въз основа на следните препоръки:
- Първо, диаметърът на продукта трябва да съответства на ширината на пролуката между съединените части. Иначе има повишена консумациятел за пълнене.
- На второ място, пълнежният материал, както и видът на флюса за нарязаната и активирана тел трябва да съответстват на вида на основния метал. Тоест стоманата е заварена със стоманена тел, алуминият с алуминиева тел, а медта с медна тел. Освен това, при заваряване на желязо-въглеродни сплави (стомана и чугун), не само видът на пълнежния материал, но и неговият химичен състав (съдържание на въглерод, легиращи компоненти и др.) трябва да съвпадат с основния метал. Следователно неръждаемата тел за пълнене не се използва за заваряване въглеродни стомани(и обратно)
- На трето място, жицата трябва да отговаря на схемата за подаване на пълнител към заваръчната вана. Тоест, праховите класове не могат да се монтират в стандартни макари за подаване на тел. Но активираната версия ще се разбира с типичното разнообразие без никакви проблеми.
- Четвърто, металът може да се заварява по принцип с всяка подходяща тел, но само определен клас, специално избран за режима на заваряване, гарантира максимална производителност. Така че, тел с флюс е подходящ само за MIG / MAG и е удобно да се заварява в режими TIG или MIG като типична опция.
- Пето, жицата трябва да бъде с високо качество. Тоест диаметърът му трябва да е еднакъв по цялата дължина, а намотката с тел трябва да бъде сгъната спретнато без припокривания. И, разбира се, не трябва да има следи от ръжда по жицата - не се нуждаем от допълнителен източник на водород в заваръчната вана.
В процеса на заваряване на метали по метода TIG се използват пълнители. Чрез подаването им в зоната на образуване на шева е възможно да се избегне появата на мехурчета и пукнатини и по този начин да се постигне висока якост на връзката.
Пръчката за пълнене е тел с диаметър от 1 до 4 мм. Дължината обикновено е 1000 мм. Върху повърхността на шината се отлага метал с различни модификатори. Това му придава специални свойства и прави възможно използването му със специфичен вид материал.
Видове пръти за пълнене
- алуминий– този консуматив се използва при заваряване на алуминиеви заготовки. В зависимост от добавките пръчката може да се използва за алуминиево-силициеви или силициево-магнезиеви сплави.
- Медно покритие- такъв пълнежен материал е предназначен за заваряване на нелегирани и нисколегирани стомани.
- Неръждаема– този тип продукти са с титанови добавки или хром-никелови покрития, което прави получения заваръчен шев устойчив на корозия. Пръчка от неръждаема стомана се използва за работа с заготовки от никел-съдържаща стомана.
В нашия онлайн магазин можете да закупите пълнител за аргон електродъгово заваряване. Уверете се, че разполагате с достатъчен запас от консумативи по време на работа - поръчайте ги в точното количество още сега! За да направите поръчка, използвайте услугата "Купете с 1 щракване" или се обадете 8-800-333-83-28 .
Предлагаме пълнители за аргонова дъга в цяла Русия: Москва, Санкт Петербург, Екатеринбург, Челябинск, Нижни Новгород и много други градове с доставка и гаранция, обадете ни се! Подробна информация за условията и цената на доставката можете да получите от нашите мениджъри.
- Обща характеристика на метода
- Пръти за работа върху алуминий
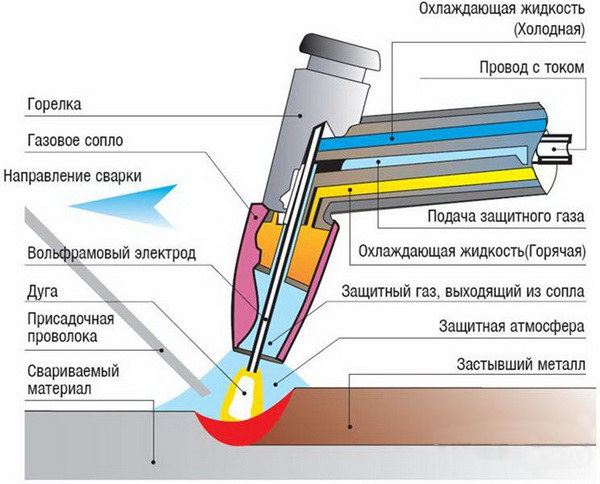
Днес аргоновото заваряване е много популярно в национална икономика. Тъй като по време на работа обикновено се използва специален проводник аргоново заваряване, този метод позволява заваряване на материали, които не могат да се извършват с просто оборудване. Основната цел на заваряването с аргон е свързването на елементи от различни видовецветни метали и стомани.
Обща характеристика на метода
Каква е разликата между конвенционалния процес на заваряване и този с аргонова дъга? На първо място, използването на аргон, чиито характеристики изключват появата на химична реакцияв зоната на горене и топене на метал. Специфичното тегло на този газ, който е почти 40% по-тежък от въздуха, позволява да се измести последният от зоната на изгаряне на дъгата, като по този начин се изолира процеса на заваряване от контакт с кислород.
Технологията на заваряване включва използването на два метода, при които се използват консумативи или неконсумативи електроди. Чрез приложението неконсумируем електродОсигурява се висококачествено образуване на заварени шевове и се поддържа еднаква дълбочина на топене на метала. Този метод е основният за заваряване на съединения в тръбопроводи и свързващи елементи от титаниеви и алуминиеви сплави.

По време на работа дъгата на оборудването изгаря между електрода и детайла, който ще се заварява. Обичайно е да се използват електроди от волфрам. Този метал отдавна се е доказал от най-добрата страна, като е много надежден и се отличава с висока степен на огнеупорност.
За подобряване на характеристиките на волфрама при производството на електроди към него се добавят някои химични съединения. Ако е необходимо да се използва пълнител, той се подава в зоната на горене отстрани, което изключва контакта му с електрическата верига.
Заваряването с консумативен електрод не е толкова популярно, колкото технологията, описана по-горе, и се използва рядко.
Обратно към индекса
Характеристики на пълнежните пръти
Заваряването с аргонова дъга може да се извърши без използването на пълнител, но най-голям ефект се постига само ако се използва. Такъв материал се нарича пълнител за аргонова дъга. Когато се гледа от структурна гледна точка, прътите са малки, прави парчета тел, които образуват основата на заварката.
Всеки бар, в зависимост от предназначението, има свой собствен състав и свойства. Това ги прави свързани с пълнежната тел, която се използва в конвенционалните заваръчни работиох. Предназначението на добавката е заваряване на различни елементи с аргон, така че тя трябва да отговаря напълно на характеристиките на заварявания материал.

По време на заваряване с аргон, пълнежните пръти се полагат в основата на заваръчния шев.
И така, използването на пръти за заваряване с аргон трябва да отговаря на следните условия:
- образуват идеален шев по форма и структура;
- осигуряване на антикорозия на шева;
- създават устойчивост на интракристално разрушаване.
За да отговори на посочените изисквания, телта за пълнене може да се състои изцяло от един материал или да има сърцевини от други сплави.
Например, пръти за работа с неръждаема стомана са оборудвани със сърцевини, изработени от сплав от хром и никел.
Те намират широко приложение в строителството на тръбопроводи, в хранително-вкусовата, химическата и петролната промишленост, в машиностроенето.
Обратно към индекса
Пръти за работа върху алуминий
Телът за работа с алуминий, който се използва при заваряване на части в корабната и авиационната индустрия, трябва да отговаря на много високи изисквания, тъй като качеството на превозните средства и безопасността на тяхната експлоатация напълно зависят от неговата надеждност.
Изискванията за този тип тел включват:
- устойчивост на агресивни химикали;
- устойчивост на влиянието на околната среда и атмосферните явления;
- сила и високо качествозаваръчен шев, потвърден от неговата фина зърнест и устойчивост на разслояване.
Сложността на заваряването на алуминиеви елементи се обяснява със способността на метала да създава оксидни съединения на повърхността при точката на топене, които пречат на работата. Освен това както самият алуминий, така и неговите сплави не променят цвета си след топене и това прави много по-трудно за заварчика да образува шев.
Високото ниво на топлопроводимост, което притежават много сплави на цветни метали, води до бързо охлаждане на кристалната решетка и увеличаване на напрежението вътре в нея. Поради това шевът често се оказва деформиран, което води до напукване на продуктите. Всички тези негативни явления се изравняват при използване на дъгова заварка, което гарантира не само качеството на шева и липсата на пукнатини, но и висока устойчивост на корозия. Телът, който се използва за създаване на основата на шева, лесно унищожава оксидния филм, който се появява на повърхността на елементите, изработени от алуминий и неговите сплави.
Днес индустрията произвежда страхотно количествопълнители за . Материалът с желания химичен състав може да бъде избран за почти всички видове метали: нисколегирани, нисковъглеродни, специални и неръждаеми стомани, сплави на мед, титан, алуминий и др.
При заваряване се използват пълнители, които се довеждат до кръстовището на заварените продукти и се топят едновременно с основния метал.
Металът за пълнеж се използва за запълване на жлеба на шева, за попълване на загубите на метал поради отпадъци и пръски, за образуване на армировка на шева. Допълнителните метали се използват под формата на тел и пръти.
Основните изисквания за пълнител и пръти са, както следва:
1) тел и пръти трябва да имат диаметър, съответстващ на дебелината на заварявания метал;
2) повърхността на телта и прътите трябва да бъде гладка и чиста, без котлен камък, ръжда, мръсотия, масло, боя и други замърсители;
3) по време на топене телта и пръчките трябва да се топят равномерно, спокойно, без силно пръскане, образувайки плътен хомогенен отложен метал по време на втвърдяване без включвания, пори и други дефекти;
4) металът, нанесен с тел или пръти, трябва да бъде добре обработен;
5) тел и пръти трябва да имат определен химичен състав, близък по състав до метала, който се заварява;
6) температурата на топене на телта трябва да бъде равна на температурата на топене на заварения метал или малко по-ниска от нея.
На тези изисквания отговарят стандартните пълнители и пръти, произведени от нашата индустрия.
Чугунени пръти за заваряване на чугун трябва да отговарят на изискванията на GOST 2671-44. Произвеждат се в два класа - А и В.
Чугунените пръти се произвеждат в следните размери:
Диаметър в мм... 4 6 8 10 12 Дължина в мм.... 250 350 450 450-450
Допълнителна тел, използвана за заваряване на въглеродни и легирани стомани, трябва да отговаря на изискванията на GOST 2246-60.
В табл. 1 показва химичния състав на някои марки електродна тел.
Стоманената електродна тел се произвежда с диаметри: 0,3; 0,5; 0,8; 1,0; 1.2; 1.6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0 мм.
Проводникът се доставя до потребителя на намотки.
Не използвайте произволна тел с неизвестен химически състав за заваряване. Ако се получи тел с нестандартно качество за заваряване, е необходимо да се направи пълен химичен анализ и да се провери за топене. Жицата се тества за топене, както следва. Те вземат парче тел с дължина 300-500 мм и заваряват перла с дължина до 100 мм върху плоча от съответния метал. Дебелината на метала се приема равна на два пъти диаметъра на жицата. Ако по време на заваряването на перлата телта се стопи без силно искри, отложеният метал не набъбва по време на втвърдяване и повърхността на перлото има равномерен люспест, без увисване, тогава такъв проводник е подходящ за заваряване.
За заваряване на цветни метали, както и от неръждаема стомана, при липса на необходимата тел, понякога се използват ленти, изрязани от листове метал от същия клас като метала, който се заварява.
Качеството на шева обикновено е по-лошо поради неравната ширина на лентите.
По правило в ежедневието различни видове заваръчни работи не се срещат толкова често, колкото в промишлените зони, където заваряването е важна част от целия процес.
Въпреки това, когато е необходимо да се извършват заваръчни работи, често възниква въпросът за избора на метод и вид на заваряване заваръчна машина. Освен това се отделя специално внимание на процеса на избор на консумативи.
1 Допълнителна тел и нейните характеристики
Заваряването, а именно алуминиевата тел, характеризираща се с твърдо сечение, пряко засяга целия процес.
Вижте също: описание и предимства на технологията за заваряване във ваната.
По правило такива тел за заваряване с пълнител е предназначен заизвършване на работи, свързани с механизирано дъгово заваряване.
Този продукт също допринася за образуването на настилки от алуминий и сплави с достатъчно съдържание в среда, пълна със защитни газове.
Представеният пълнител, изработен от алуминий, осигурява поддръжка на всички водещи заваръчни и технологични характеристики на високо ниво.

В допълнение, този продукт показва стабилни механични свойства, характерни за този тип метал, а шевът се характеризира с висока надеждност на всички заварени съединения.
1.1 Относно продуктите
Допълнителна тел, с която е заварен алуминият, в зависимост от характеристиките на предназначението му, се произвежда с ориентация към два основни стандарта:
- GOST 14838-78 - тази тел за заваряване на пълнител е предназначена за студено нанасяне на алуминий и сплави с високо съдържание.
- GOST 7871-75 - пълнител, а именно тел за заваряване на алуминий и неговите сплави.
За да се заварява една конкретна сплав, в повечето случаи се използват няколко класа тел (с акцент върху изискванията).
Но както показва практиката, най-рационалното използване на тел,която има универсална цел.
Такава пълнежна тел не е фокусирана върху висока степен на своята гъвкавост и е в състояние да осигури на свързаните фрагменти шевове с висока показатели за качествоводещи характеристики и ценности. Сред тях особено си струва да се обърне внимание на такива важни параметри като:

Алуминиева заваръчна тел TELWIN
- висока степен на устойчивост на горещи пукнатини;
- сила;
- показатели за пластичност;
- устойчивост на вредни процеси на корозия.
В момента гамата от сплави, произведени с помощта на алуминий, е доста обширна.
Известно е, че има редица обобщени изисквания, които са свързани с процеса на подготовка за заваряване.
2 Относно характеристиките на материала
Когато използвате тел за заваряване на алуминий, ръбовете и зоната около шева се почистват внимателно и в детайли.
Тези дейности започват непосредствено преди началото процес на заваряване. Факт е, че такъв метал като алуминия в най-кратки срокове е покрит с тънък слой оксид (Al2O3).
За това процесът на заваряване произведени в изкуствено създадена средаспециални защитни инертни газове, най-използваният от които е аргон.
При заваряване с тел се формира едно задължително изискване, което трябва да се спазва стриктно.
Това е навременна употреба. След отваряне на опаковката времето за съхранение на продукта трябва да бъде сведено до минимум.
Това се дължи на факта, че алуминиевата повърхност много бързо се подлага на окислителни процеси, което е пряко свързано с влошаването на качествените характеристики на жицата.
С него трябва да се работи особено внимателно при високи нива на влажност. В хранително-вкусовата промишленост и свързаните с нея индустрии заваряването на алуминий на части от алуминий е доста широко разпространено.
Самият процес на заваряване, при който се съединяват продукти, изработени от неръждаема стомана и сплави с висока степен на топлоустойчивост, се извършва с прякото участие на специално полуавтоматично устройство.
В него съдържа необходимото количество защитен газ.Всички видове заваръчна тел се произвеждат по технология, която образува голям процент високолегирана стомана в продуктите, която се характеризира с високи топлоустойчиви характеристики.
Във всички случаи силиций и въглерод са включени в състава на тази стомана. Поради включването на силиций в състава на заваръчната тел, индексът на якост на получения заваръчен шев и другите му качествени характеристики се увеличават няколко пъти.
Наличието на въглеродни съединения спира образуването на междукристална корозия. В допълнение към изброените елементи, алуминиевата пълнежна тел може да съдържа никел и хром.
Този тип продукти се характеризират с висока степен на устойчивост на корозионни процеси. Използва се в области като:
- машиностроене;
- хранително-вкусовата промишленост;
- лека промишленост;
- петролна промишленост;
- корабостроене.
Трябва също да се отбележи, че представената висококачествена алуминиева пълнежна тел се използва активно в процеса на механизирано дъгово заваряване.

Представено разнообразие от заваръчна тел способни на висока производителноствсяка отделна заварка и техническа характеристика, общото ниво на стабилност механични свойствашевове и общото ниво на надеждност на полученото заварено съединение.
В същото време мнозинството професионални заварчициимайте предвид, че алуминият е най-причудливият метал в заваръчния бизнес.
Този материал се откроява с редица специални свойства, които трябва да знаете и вземете предвид за ефективна работа.
При нагряване този материал не променя първоначалния си цвят и се различава, за разлика от повечето метали, в широк диапазон от температури на топене.
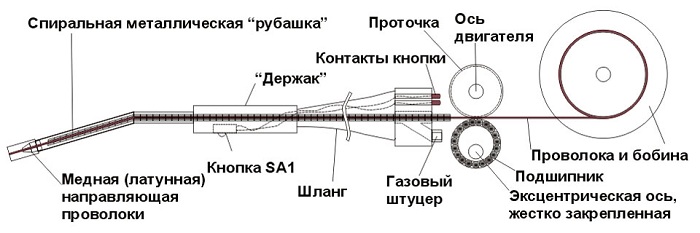
Този материал е известен със своите немагнитни свойства. Сега в продажба най-често срещаната заваръчна тел от алуминий за полуавтоматични машини. Най-често се използва заедно с тези единици.
2.1 Нюанси на приложение
Вече беше споменато, че по всички въпроси, свързани със заваряването, алуминият с право се счита за един от най-капризните материали.
Въз основа на редица такива характеристики, заваряването на неговите елементи се извършва с помощта на специален тип електроди.
В такъв случай, като такъв специален електрод еалуминиева заваръчна тел. Изработен е от комбинации от елементи като алуминий и манган, алуминий и силиций, алуминий и магнезий.
Обхватът на представения консуматив директно зависи от това кой от допълнителните елементи се съдържа в неговия състав.
Например, телта, която съдържа сплав от силиций и алуминий, се произвежда с акцент върху маркировката SV-AK5.
Често представеният тип консумативи се използва при монтажа на самолети, опорни плочи и двигателни блокове.
В случай, че манганът влиза в контакт с алуминий, се произвежда тел под маркировката SV-AM5. Представеният тип продукти се характеризира с наличието на високи якостни характеристики и силна устойчивост на вредното въздействие на влагата.
Въз основа на такива специфични свойства, такава заваръчна тел широко използвани в индустрии катокорабостроенето и пивоварната индустрия.
В случай, когато производството на представената заваръчна тел се характеризира с наличието в нейната химичен съставмагнезий, на изхода се образуват продукти с етикет CB-AMP.Подобно на двата описани по-горе разновидности, този също се характеризира с доста широк спектър от приложения.
Изключение правят случаите, в които стойността на нивото на топлинния ефект върху получения шев ще бъде равна на 800ºC. Ако има нужда от заваряване или наваряване на продукти, произведени с помощта на алуминий, тогава се използва специален вид електрод.
Представен е под формата на алуминиева заваръчна тел с плътно сечение. Представеният вид тел се използва широко както при механично, така и при електродъгово заваряване в среда, пълна с защитни газове.
При заваряване на различни алуминиеви конструктивни части, използването на такъв проводник в състояние да осигури високи нива на стабилностполучената връзка.
Същото важи и за характеристиките на механичните параметри на създадения заваръчен шев. Сега най-разпространените марки продукти като ER-4043 и ER-5356.

В повечето случаи използването на първия тип е уместно при заваряване на онези части, които включват силиций.
Аналоговите опции са представени с маркировки SV-AK5 и SV-AK6. Вторият сорт в повечето случаи участва в заваряване и наваряване на онези части, които включват магнезий.
Има алтернативни продуктикоито се произвеждат под маркировката SV-Amr5. Заварката, получена с помощта на такъв консуматив, има доста високи якостни характеристики.
Те са по-добри от продуктите ER-4043. Представеният заваръчен, пълнителен алуминиев проводник може да се използва не само като основен електрод, но и като материал, с който може да се направи добавката.
В случай, че маркировката на продукта е избрана в строго съответствие с характеристики на дизайнаи изисквания, след това получените заварено съединениеще бъде много висококачествен и много издръжлив.
Такава заваркавинаги има достатъчно високо ниво на механична якост, херметичност и максимална устойчивост на вредното въздействие на корозивните процеси.
А слабо изразените магнитни свойства на представения консумативен материал и полученият впоследствие шев ще допринесат за запазването на естетически издържан външен видцялата структура.
2.2 Полуавтоматичен процес на заваряване на алуминий (видео)



