Технология на газово заваряване на стомана. Методи и режими на газово заваряване. Методи на газово заваряване
Тип пламъкзависи от материала, който се заварява: въглеродни и легирани стомани се заваряват с нормален пламък, чугунът се въглеродизира и месингът се окислява. Изборът на желания тип пламък се извършва според естеството на неговия блясък.
Сила на пламъкагорелка, избрана в съответствие с дебелината на заварявания метал и неговите топлофизични свойства, се определя от разхода на ацетилен, необходим за неговото топене. Колкото по-дебел е металът, който ще се заварява, и колкото по-висока е неговата топлопроводимост (като например медта и нейните сплави), толкова по-голяма трябва да бъде мощността на пламъка. Регулира се стъпаловидно - чрез избиране на върха на горелката (виж подраздел 6.6.2) и плавно - от клапаните на горелката.
Преди да обсъдите бутането или изтеглянето на заварки
Разбира се, най-важната част от всеки дебат за техниката на заваряване е да се работи с патентован заваръчна машинаи най-добре в заваръчни електродии инструменти. Тази седмица ще намерите най-добрите оферти за почивка, но за заваръчни машини и заваръчни машини. Затова решихме да го споделим онлайн! Независимо дали тепърва започвате или отстранявате проблем със спрей, който идва от вашия заварчик, просто следвайте контролния списък по-долу за чисти и гладки заварки.
Избор диаметър на пълнежасе извършва в зависимост от дебелината на заварения метал и метода на заваряване. При заваряване ниско и средно въглеродни стоманидиаметър на пълнежа, mm, за левия метод на заваряване се определя по формулата
d p \u003d s / 2 + 1,
и за дясно
където s е дебелината на заварения метал, mm.
Проверете табелката на машината, за да се уверите, че получава необходимата мощност. Машината на 120 волта трябва да е на превключвател от 20 ампера. Избягвайте използването на удължителни кабели и използвайте тежки кабели, за да намалите спада на напрежението.
Задайте правилния полярност на електродите
Кой процес извършвате, газово-дъгово заваряване или електродъгово заваряване с флюс? Уверете се, че полярността на устройството е настроена на положителния електрод. Никой от тях няма да може да работи правилно, ако полярността е настроена неправилно.
Помислете за дебелината на вашия материал
Уверете се, че вашият размер и размерът на електрода съответстват на материала. Въпреки това, винаги е трудно да се използва флюсова сърцевина върху материали, които са по-тънки от 16 калибъра, тъй като по-високата топлинна мощност води до стопяване на големи дупки при работа.Скорост на заваряванезададен от заварчика в съответствие със скоростта на топене на ръбовете на детайла.
Техника на заваряване- набор от методи, техники и манипулации, извършвани от заварчик за образуване на висококачествен шев.
При газовото заваряване съставните елементи на заваръчната технология са:
- ъгълът на наклона на мундщука на горелката към повърхността на заварените ръбове;
- метод на заваряване;
- манипулиране на мундщука на горелката и телта за пълнене, докато пламъкът се движи по шева.
Ъгъл на мундщукагорелки към повърхността на заварените ръбове се избират от заварчика в зависимост от дебелината на метала и неговите топлофизични свойства. За нисковъглеродните стомани тази връзка може да бъде представена, както следва:
Малките електроди са добри за тънки материали
По-малките електроди са по-добри за тънки материали -0,24 е добре за. 062 и по-тънък, 0,30 работи добре за дебелини в диапазона от 0,02 до 1,8 или така, а 0,35 работи добре до около ⅜ от материала. Целта е да можете да стопите електрода с правилната скорост, но също така да пренесете достатъчно ток в заваръчния шев. | Повече ▼ тънки електродище се стопи при настройките, използвани за тънки материали. Използването на тежък електрод върху тънък материал може да доведе до проблеми, докато телта се разтопи правилно, основният материал може да се деформира или разтопи.
Колкото по-голяма е дебелината на метала и по-висока е неговата топлопроводимост (както например при медта и нейните сплави), толкова по-голям е ъгълът на наклон на мундщука на горелката. По този начин заварчикът, като променя ъгъла на мундщука и по този начин количеството топлина, подадена към метала, контролира процеса на формиране на шева.
Методи на заваряванепоказано на фиг. 9.4.
Използването на лек електрод върху дебел материал може да доведе до изгаряне на по-голямата част от електрода в дима. Уверете се, че вентилът на газовата бутилка е отворен, отворете го на около два оборота или наполовина. Вентилът е проектиран да се затваря, ако е "отворен" напълно. Проверете етикета на бутилката за вида газ. Използването на друг вид газ ще създаде проблеми. Използвайте регулатора, за да настроите налягането на газа. Няма да забележите никаква промяна в изходното налягане, освен ако не пропуснете и малко газ, като включите машината и натиснете спусъка.
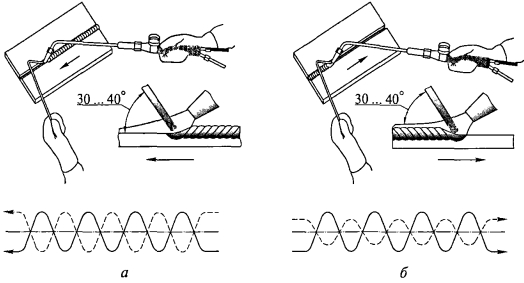
Ориз. 9.4. Методи на заваряване:
а - вляво; ярък; - движение на горелката; ---- движение на тел за пълнене; стрелките показват посоките на заваряване
Факелът в ръката на заварчика може да се движи само в две посоки:
- от дясно на ляво, когато пламъкът е насочен към студените, все още незаварени метални ръбове и пълнежната тел се подава пред пламъка. Този метод се нарича ляв;
- от ляво на дясно, когато пламъкът е насочен към заварената зона на шева и пълнежната тел се подава след пламъка. Това се нарича правилният начин.
Левият метод се използва при заваряване на тънкостенни (с дебелина до 3 mm) конструкции и нискотопими метали и сплави.
Не забравяйте, че колата е вътре този момент. Често проверявайте работния край на заваръчната тел. Контактният накрайник трябва да е с правилния размер за заваръчна тели трябва да се завинти плътно към приемника. Накрайниците нанасят много щети и трябва да се сменят при необходимост, по един на намотка. Съветите трябва да бъдат проверени, изчистени, номерирани и подменени в движение, ако е необходимо. Много проблеми със заваряването се дължат на повредени или износени накрайници за заваряване.
Проверка на двойна скоба
Съветите за контакт са евтини, но евтините съвети за въвеждане на съдържание не помагат. Работният проводник или заземяващата скоба обикновено трябва да се захваща директно към чиста, гола метална част от вашата работа. Ако вашата машина не произвежда дъга, това почти сигурно е липса на електрическа непрекъснатост.
Правилният метод се използва за заваряване на конструкции с дебелина на стената над 3 мм и метали с висока топлопроводимост.
Качеството на шева при десния метод на заваряване е по-високо, отколкото при левия, тъй като металът е по-добре защитен от пламъка на горелката от излагане на въздух.
Манипулация на мундщука с горелка(фиг. 9.5), извършени от заварчика, допринасят за образуването на висококачествен шев. Ако се използва запълваща тел, нейните движения подобряват процесите на топене, смесване на заваръчната вана и отстраняване на оксидите.
Сменете капаците на каската
Подложките за каски рядко издържат повече от 10 часа след заваряване, преди да станат опушени и овъглени. Ако не можете да видите материала, няма да можете да го заварявате. Сменяйте често кориците - винаги помага. Носете изцяло кожени ръкавици и тежки памучни ръкави или облекло за заваряване на кожа. Носете слънцезащитен крем, ако изгаряте лесно.
Персонализирайте настройките си на заварката
Вашата машина обикновено има диаграма, която да ви помогне да определите правилните настройки за подаване и напрежение. Това е само груба препоръка. Винаги задавайте настройките си на това, което виждате в заварката.
Настройте машината за всяка заварка
Ето как да настроите машината. Трябва да правите това всеки път, когато настройвате заварка.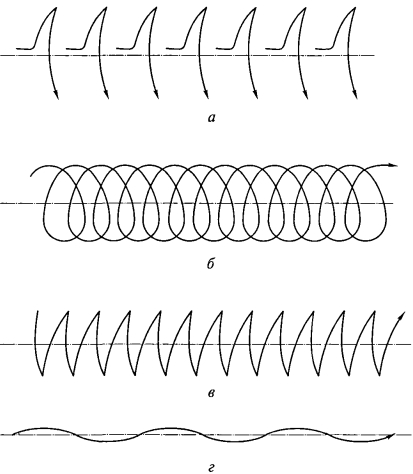
Ориз. 9.5. Манипулация на мундщука на горелката при заваряване:
а - със закъснение в основата на шева; b - в спирала; в - "полмесец"; g - зигзаг
Краят на мундщука на горелката извършва два вида движения едновременно: надлъжно - по оста на шева и напречно - в перпендикулярна посока. Мундщукът на горелката трябва да се движи по такъв начин, че металът на заваръчната вана винаги да бъде защитен от излагане на въздух чрез редуциращата зона на пламъка.
Разгледайте графиката на машината, регулирайте напрежението и скоростта на проводника за по-дебел материал, ако сте заваръчен материалразлична дебелина. Заварявайте отляво надясно или отдясно наляво, уверете се, че контактният връх е в рамките на ⅜ от работата при заваряване, което означава, че никога не трябва да има повече проводници, наклонете дръжката до около 75 градуса. Ако телта се подава твърде бързо, тя ще изплюе телта навсякъде и ще се почувствате сякаш отблъсква ръката ви. Или увеличете скоростта на телта, или увеличете напрежението, за да съответства на подаването на тел. Когато скоростта и напрежението на жиците са правилно зададени, действието ще се чувства гладко и заваръчният шев ще стои ниско и плоска и ще изглежда, че се влива в основния материал. Високите неравномерни заварки са много, много по-слаби. Ако вашият проводник продължава да гори до върха и показва последователно голяма топка или зърно в края на жицата, или завъртете напрежението си постепенно, или увеличете скоростта на вашия проводник, за да съответства. Ако вашият проводник се захранва непоследователно, проверете контакта. Тя трябва да е стегната, чиста и подходящо съобразена с жицата. Опитайте леко да увеличите напрежението на задвижващата ролка. Задвижващите ролки често са набраздени за специфични размери на електродите. Уверете се, че ролките са поставени правилно. Винаги настройвайте машината така, че телта да е възможно най-права, за да осигурите равномерно подаване на тел. Ако нито една от тези стъпки не помогне, сменете контактния накрайник. Ако подаването на тел все още е нестабилно, помислете за смяна на втулката заваръчна тел. За ¼ или по-дебел материал вероятно ще ви трябва 220 волтова машина на 50 ампера прекъсвач.
- Направете няколко практични заварки върху парчета скрап.
- Поддържането на дръжката близо до работа е абсолютно критично.
- Жицата винаги се подава при натискане на спусъка.
Телът за пълнене прави същите осцилаторни движения като мундщука, но в посока, обратна на трептенията на горелката, а краят на телта за пълнене трябва винаги да бъде в заваръчната вана или зоната за намаляване на пламъка. При заваряване в долно положение най-често се използва движението на пълнежа в „полумесец” (виж фиг. 9.5, в).
Въпреки че заваряването често се свързва с метали, то се отнася и до термичното свързване на пластмасите по време на процеса на заваряване. Решаващо за термина "заваряване" е постигането на температурата на ликвидус на материалите, които ще се съединяват. Само по този начин може да се постигне непрекъсната връзка, докато при спояване и меко запояване само добавката се втечнява и прилепва към контактната повърхност, която трябва да бъде свързана. Тук няма солидна връзка.
Съдържание: Заваряване и заваръчно оборудване
Заваряването се отличава с това как се достига температурата на ликвидус и какви добавки и спомагателни вещества се използват в процеса на заваряване.
Отдел за заваряване
В зависимост от това как се достига точката на топене и какви пълнители се използват, заваряването се разделя на заваряване с леене и заваряване под налягане.§ 49. Техника на газово заваряване
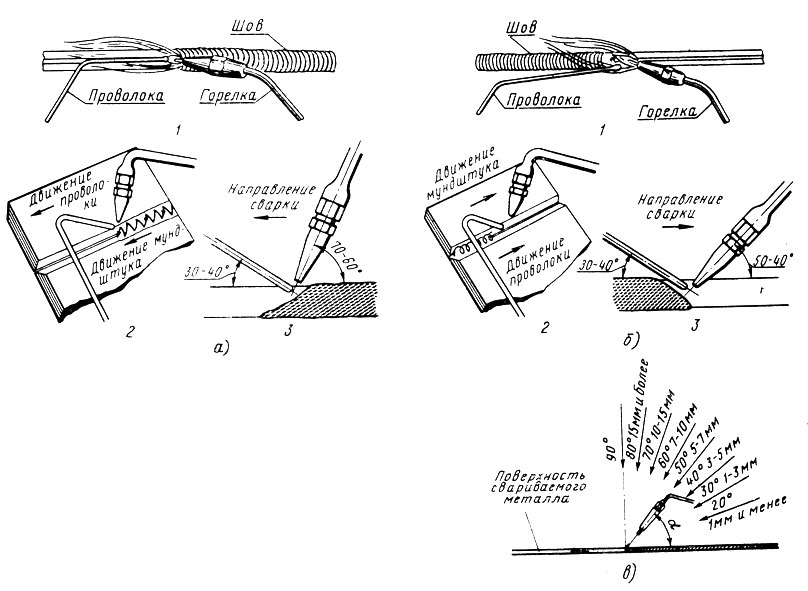
Ляво и дясно заваряване.При заваряване отляво (фиг. 68, а) горелката се премества от дясно наляво, а с дясно заваряване (фиг. 68, б) - от ляво на дясно. В първия случай телът за пълнене е пред пламъка на горелката, във втория случай зад него. При левия метод пламъкът се насочва към незаварената част на шева; за по-равномерно нагряване на ръбовете и по-добро смесване на метала на заваръчната вана се извършват зигзагообразни движения на върха и телта.
Тъй като заваряването под налягане се използва само в промишленото производство, тук трябва да се споменат само различните процеси. Противопожарно заваряванеРезистивен заваръчен проводник Заваряване Ултразвуково заваряване Заваряване Заваряване Електромагнитно импулсно заваряване. Напротив, заваряването с ядене в различни форми се използва в промишленото производство и отчасти в частния цех. Тук необходимата температура не се достига чрез налягане или триене, а от източник на топлина.
Заваряване и заваръчни машини за професионалисти
Това може да стане с газов пламък или електрическа дъга, което намалява техническата сложност в сравнение със заваряването под налягане. Алуминиево термично заваряване на релси. Стопяща се сплав Заваряване Газова стопилка ЗаваряванеЗаваряване с резистивна стопилка Заваръчна дъга Заваряване с топене Дъгово заваряване под повърхността Заваряване с инертна дъга Плазмено заваряване. Много от споменатите видове заваряване са неподходящи за домашни работилници, тъй като са само за специални приложения и следователно не са рентабилни.
Лявото заваряване осигурява по-равномерна височина и ширина на шева заварено съединение, най-висока производителност и по-ниска цена при заваряване на листове с дебелина до 5 мм. Това е така, защото пламъкът предварително загрява основния метал, който ще бъде заварен. Освен това лявото заваряване е по-лесно за изпълнение и не изисква от заварчика да придобие страхотни умения.
Газово заваряване - кислородно заваряване
По-специално се разглежда заваряването с газ в стопилка, както и ръчно дъгово заваряване и газово дъгово заваряване от групата на процеса електродъгово заваряване. Бихме искали да представим тези заваръчни процесипо-подробно и обяснете функцията на заваръчната машина. Както подсказва името, при заваряване с лоен газ, материалът, който трябва да се съединява, се разтопява от газов пламък и се заварява. В повечето случаи пълнежният материал се въвежда под формата на заваръчна тел. Това осигурява достатъчно материал за осигуряване на сигурна връзка заварка.
Лявото заваряване се използва и за нискотопими метали. За заваряване на стомана с левия метод мощността на пламъка е настроена на 100 - 120 dm 3 ацетилен / h на 1 mm от дебелината на заварявания метал. Увеличаване на скоростта по време на ляво заваряване в сравнение с дясно заваряване може да се случи само докато абсорбцията на топлина от продукта (загубите) е незначителна, а това е възможно само при заваряване на тънки листове.
Терминът автогенно заваряване или автогенно заваряване идва от autogenous = независимо, тъй като за производството на заварка не са необходими само горещ пламък и никакви други инструменти. Изгарянето на горивен газ изисква кислород, който се доставя, но и се отстранява от околната среда. Без излишък на кислород около разтопения басейн и свежата фуга, няма опасност от окисляване на свежата фуга. Този процес и независимостта на други ексципиенти за защита срещу окисляване правят заваряване заваряваненезависими или автогенни.
Предимство газово заваряванеСъстои се предимно в леко дозирано нагряване на детайла, така че често се използва при обработката на ламарина и в тялото. Тук можете да "заварявате с усещане" и дупките да се затварят ламарина. Въпреки това, можете също да използвате заваръчна машина- чрез промяна на настройката на пламъка - за отделяне на стоманените листове.
При дебелина на листа повече от 5 мм, лявото заваряване е по-ниско по скорост от дясното. При правилно заваряване нагряването в заваръчната вана е по-интензивно, повече топлина се въвежда в заваръчната вана, ядрото на пламъка може да се приближи до повърхността на басейна. Освен това пламъкът нагрява вече отложения метал, това нагряване се простира на малко разстояние от заваръчната вана, следователно се извършва топлинна обработка на заваръчния метал и зоната на топлинно въздействие.
Осцилаторните движения на мундщука с правилния метод обикновено не се извършват, а спиралните движения се извършват с тел за запълване, но с по-малка амплитуда, отколкото при ляво заваряване.
Мощността на пламъка за заваряване на стомана е настроена на 120 - 150 dm 3 ацетилен / h на 1 mm от дебелината на заварявания метал.
Позицията на горелката и телта за пълнене при газово заваряване.Пламъкът на горелката се насочва към метала на продукта, така че ръбовете на частите, които ще бъдат заварени, да са в зоната на редукция на пламъка на разстояние 2–6 mm от края на сърцевината. Невъзможно е да се докосне края на сърцевината на метала на продукта и пръта за пълнене. Това ще карбуризира метала на ваната и ще насърчи пукането и ретроспекцията.
Скоростта на нагряване на метала по време на газово заваряване може да се регулира чрез накланяне на мундщука на горелката спрямо металната повърхност. С увеличаване на дебелината на метала, ъгълът на наклон на мундщука на горелката спрямо вертикалата се увеличава (фиг. 68, в).
Ъгълът на наклон на телта за пълнене към металната повърхност обикновено е 30 - 40 ° и може да се променя от заварчика в зависимост от позицията на заваръчния шев в пространството, броя на слоевете на многослойната заварка и други условия.
Като общо правило, краят на запълващата тел трябва винаги да бъде в заваръчната вана, защитена от околния въздух от газовете на редуциращата зона на пламъка. Не се препоръчва използването на така наречения процес на капково заваряване за образуване на шев, когато телта се спуска периодично в заваръчната вана, поради опасност от окисляване на метала на телта по време на отделянето му от заваръчната вана.



