Заваръчна машина, която заварява с тел без газ. Полуавтоматично заваряване всичко за технологията
Полуавтоматично заваряване(MIG), това е вид ръчна еволюция електро електродъгово заваряване(ММА). Въпреки наличието на MMA инвертори, за домашна употреба е по-добре да се използва MIG заваряване. Но за да оцените напълно предимствата му, трябва да знаете как да готвите полуавтоматично. Всъщност в това няма нищо трудно.
За полуавтоматично заваряване на метали се използва специална тел и защитен газ. Газът се подава към горелката през заваръчната втулка заедно с телта, предпазвайки заваръчната вана от влиянията на околната среда.
Електродната тел се произвежда на макари. Дебелината му:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
За метали, по-тънки от 4 мм, се използва тел 0,6-0,8 мм, по-дебел - 1-1,2 мм.
Защитен газ - въглероден диоксид или смес от CO2 с аргон. Чистият въглероден диоксид е по-евтин - но шевът е по-лош и се получава повече пръски при заваряване, отколкото при използване на смес с аргон.
Характеристики на полуавтоматичното заваряване:
- автоматично подаване заваръчна тел– повишава скоростта и качеството на заваряване;
- варя тънък метал- дебелината на заготовките започва от 0,5 мм;
- гъвкавост - полуавтоматично устройство готви стомана, неръждаема стомана, чугун и цветни метали;
- няма шлака върху готовото заваръчно съединение;
- практически няма дим по време на заваряване.
От друга страна, полуавтоматът е обемист заради газовата бутилка. Освен това няма да работи при силен вятър да се готви в газообразна среда - вятърът ще издуха въглеродния диоксид изпод горелката.
Какво трябва да знаете за полуавтоматичното заваряване
Преди да готвите, трябва да вземете предвид тънкостите на работата заваръчна машина.
Как да готвите полуавтоматично:
- положителният извод е свързан към горелката, отрицателният извод е свързан към детайла;
- За всеки вид метал се използва специална тел. Например за алуминий - алуминий, за неръждаема стомана - неръждаема и т.н.;
- амперажът и скоростта на подаване на тел са взаимно свързани настройки. Колкото по-голям е токът, толкова по-голяма е скоростта и обратно;
- Токосъбиращият накрайник, използван върху горелката, трябва да съответства на диаметъра на проводника. Тази част принадлежи към консумативите, поради което изисква периодична подмяна;
- качеството на шева зависи от настройката на механизма за подаване на тел;
- маркучът, захранващ телта, трябва да е твърд - в противен случай може да се огъне и подаването на тел ще спре;
- метал, по-тънък от 1 мм, е по-добре да се заварява с точки, ако не е необходимо да получите стегнат шев. Така детайлът няма да прегрее и няма да изгори;
- ако мрежовото напрежение е по-ниско от номиналното, например 190, а не 220 волта, по-добре е да използвате проводник с по-малък диаметър. Например, вместо 0,8, вземете 0,6 - машината ще се справи много по-лесно и шевът ще се окаже с високо качество.
- за полуавтоматично заваряване без газ се използва специален проводник, докато положителният извод е свързан към детайла.
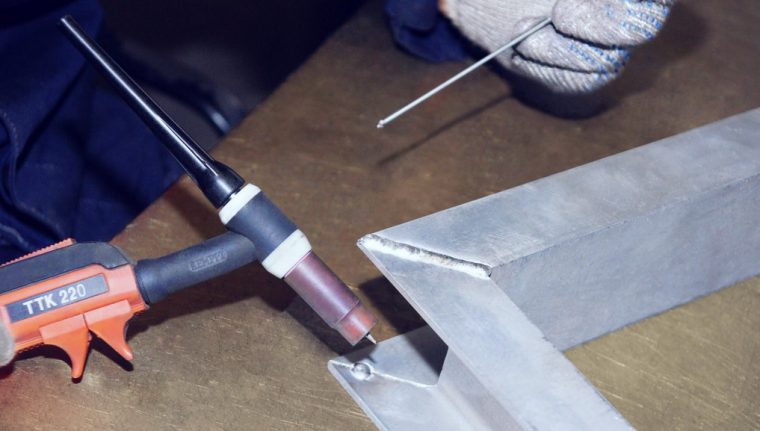
При заваряване в долно положение горелката се държи под ъгъл от приблизително 60 градуса спрямо детайла. Разстоянието до детайла е 5-15 мм. Горелката се отдалечава от себе си - „ъгъл напред“.
Преди да започнете работа, трябва да отхапете върха на телта, стърчаща от горелката. Върху него се образува топка, която не провежда добре електричеството - горелката ще се запали по-трудно.
Необходимо е периодично да почиствате върха и дюзата на горелката от пръски. Ако това не бъде направено, подаването на тел ще стане прекъсващо. Ето защо се използват специални силиконови аерозоли, които предпазват повърхностите от залепване - трябва да ги напръскате вътре в горелката.
Общи правила за заваряване
Както във всеки бизнес, полуавтоматичното заваряване има основа, която заварчикът трябва да знае.
- при заваряване на части с дебелина повече от 3 mm, между тях се прави празнина от 1-2 mm. Това е необходимо за пълно проникване на метала. Ако няма празнина, шевът ще бъде повърхностен;
- от нагряване металът се дърпа, за да се осигури еднаквост на пролуката, отгоре и отдолу на детайла се правят халки. Ако дължината на проникване е голяма, броят на прихватите се увеличава;
- необходимо е да се следи равномерното заваряване на шева и на двата детайла.
Това са прости правила, които трябва да запомните.
Настройка на заваръчната машина
Качеството зависи от правилната настройка на полуавтоматичното устройство. заваръчен шев. Какво трябва да се конфигурира:
- Силата на тока.
- Скорост на подаване на тел.
- Налягане на газа.
Комплектът включва инструкции, които посочват препоръчителните настройки за различни видове шевове и пространствени позиции. Те трябва да се приемат като ориентир, т.к няма стандарт, който да може да се приложи към всички устройства. Следователно настройките са индивидуални. Задачата е да се получи равномерна дъга, дълбоко проникване и красива заварка.
Тъй като проводникът влиза в горелката заедно с въглеродния диоксид, налягането на газа трябва да се настрои. Извършва се в рамките на 1-2 атмосфери.
За настройване на полуавтоматично устройство са подходящи ненужни парчета метал, със същата дебелина като основните заготовки. Начинаещият майстор няма да може веднага да зададе оптималните настройки за устройството, така че експериментите трябва да се провеждат върху метал, което не е жалко да го изхвърлите. Нормалният шев е гладък и равномерен, без прекъсвания и остри приливи. Видео уроците в статията ще ви помогнат да разберете настройките на полуавтоматичното устройство.
Видове заварки
Различните видове заварки имат различни настройки. Видът на заваръчния шев се различава в зависимост от вида на връзката и пространствена позициязаготовки.
По пространствено положение:
- хоризонтален;
- вертикален;
- таван;
- нисък.
По вид на връзката:
- на дупето;
- тройник;
- в припокриване;
- ъглова.
Най-простите връзки на детайла са припокриване и челно заваряване в долна позиция.
вертикален шев
За да използвате напълно заваряването, трябва да знаете как да заварявате вертикален шев полуавтоматично. Посока вертикален шевзависи от дебелината на детайлите:
- Дебелина на заготовките до 3 мм - посока отгоре надолу.
- Дебелина повече от 3 мм - посока отдолу нагоре.
Факелът е под ъгъл от 45 градуса спрямо детайла. По правило е необходимо да се намали заваръчен токи скорост на подаване на тел в сравнение със заваряване на подобни детайли в долно положение.
За да получи качествен шев, заварчикът трябва да издържи 3 неща:
- Равномерна скорост на горелката.
- Разстояние от горелката до детайла.
- Правилен ъгъл.
Важно е да не се прегрява металът, който се заварява, за да не тече надолу. Полуавтоматичната заваръчна машина ще свърши останалото.
Заваряване на тънък метал
Няма нищо трудно при заваряване на части с дебелина до 1 мм. Напротив, гответе ламарина полуавтоматично заваряванене по-трудно от мазнините.
Ламарина се заварява по два начина:
- нормално - всякакъв вид връзка;
- занитвани - заготовките се припокриват и се варят през предварително направени отвори в горния лист.
Има няколко правила за такова заваряване:
- силата на тока и скоростта на подаване на тел намаляват;
- не можете да държите горелката на едно място - или ще получите приток на заваръчната перла, или ще изгорите детайла;
- с метода на занитване - заваряването започва от центъра на долния детайл. Ако започнете да заварявате от ръбовете на горната част, металът просто ще запълни дупката, т.е. няма да готви добре
Ако не е необходимо да получите плътна връзка, не е необходимо да заварявате с непрекъснат шев. За тънки части са достатъчни точки с разстояние от 1-5 см. Процесът на заваряване може да се види във видеото към статията.
Заваряване на дебел метал
При заваряване на детайли, по-тънки от 4 мм, фаските се отстраняват от ръбовете. Това се прави, за да се получи дълбоко проникване. Горелката не се задвижва по права линия, а с малки осцилаторни движения. Например, зигзаг, спирала, напред-назад и т.н. Така шевът ще бъде по-дълбок и по-широк.
- между частите се прави празнина от 1-2 мм;
- ширината на заваръчния шев трябва да бъде равна на дебелината на детайла (приблизително), например, ако са заварени 2 части с дебелина 6 mm, шевът трябва да влезе във всяка от тях с 3 mm;
Ако дебелината на детайла е повече от 5 mm, може да се наложи заваряване на няколко прохода. Първият шев се прави в центъра, вторият и третият - над и под първия шев.
На практика разбирането как да работите с полуавтоматичен не е трудно. Можете да получите приемливи резултати още в първия ден от обучението. Основното нещо е да не се страхувате да експериментирате и не забравяйте, че настройките на полуавтоматичното устройство са индивидуални за всеки заварчик.
- Как се извършва заваряването на тел с флюс без газ?
Редица изисквания за използване за заваряване без газ се свеждат до правилната манипулация на заварчика с електрода. Движението на електрода трябва да бъде възможно най-равномерно. При заваряване на тънки метални листове електродът трябва да се движи постепенно. Ако трябва да се заваряват дебели листове, са необходими напречни движения. Манипулациите на заварчика с електрода се извършват по негова преценка.
Какви изисквания трябва да се спазват при използване на тел с флюс?
Заварчикът може да премести електрода напред, да го постави в положение, перпендикулярно на работната повърхност, и да премести заваръчния елемент назад. Изборът на ъгъла на наклон се извършва в диапазона от 5 до 20 градуса. Необходимо е да се следи диаметърът на заваръчната вана, който трябва да бъде около 30 мм. Горните условия на изискванията са обобщени.

Поляритетът на жицата при заваряване с полуавтоматично устройство без газ: без газ () и с газ (права полярност).
За всеки тип връзка метални конструкции, например, като тройник или ъглова или други, се предполагат други изисквания. В процеса на заваряване не забравяйте да вземете предвид вида на метала, необходим в условията на заваряване.
без газ ( обратна полярност) и с газ (права полярност).
След изпълнението ръчно заваряванес използването на покрити електроди може да бъде най-търсено, тогава при създаването на шев се извършва не само визуален контрол, но и доставката на разтопена тел, заедно със специални защитни материали, към мястото на заваряване.
Всички тези качества са присъщи на технологията на заваряване с помощта на тел с флюс, който не е по-нисък от процеса на заваряване поради флюс или специален газ, който е защитен.
Заваряването с флюс е трудно поради предимствата, свързани с избора на посоката на използване на електродите. В същото време заваряването се извършва поради инертни газове, което може да доведе до изход от контрол на качеството поради влиянието на течения или ветрове.
Обратно към индекса
Как се използва тел с флюс за заваряване без газ?
Тел за прахово заваряване, който има електрод, включително метална обвивка, съдържа прахово ядро. Корпусът е изработен от студено валцувана лента, която има специална мекота.
Разликите в състава на прахообразната сърцевина зависят от това каква цел има жицата.Тук можем да отбележим необходимостта от използване на железен прах от рутил и флуоритен концентрат, газови и шлакообразуващи добавки, както и защитни. По принцип компонентите, които влизат в сърцевината, са диелектрични.
Заваряването се извършва по същия начин като заваряването с електрод. Защитната обвивка, изработена от метал, трябва да се разтопи поради заваръчния ток. Горещ метал, както и присъствието електрическа дъгапозволява на основния материал да се стопи. При извършване на многослойно заваряване работните повърхности се почистват от шлаковите отлагания на предишния слой преди покриване с нов слой.
Произвеждайте заваръчни работиизползването на стандартни електроди не винаги е удобно. Всичко зависи от това къде се намира мястото на работа. Особено трудно е да се извършва заваряване в условия на височина и открита площ. Признаците на определен дискомфорт се превръщат в пречка за формирането на качествена връзка. За да се осигурят комфортни условия по време на процеса на заваряване и да се създаде висококачествен шев, бяха разработени консумативи, които представляват тел с флюс. С неговото използване може да се извършва заваряване без създаване на специални условия и газообразна среда.
Този материал се използва за свързване различни стомани, който може да бъде както нисколегиран, така и нисковъглероден. Има два вида му, които се използват за обикновено и специално заваряване. Тел със специално предназначение включва различни видове, които позволяват:
- принудително образуват шев;
- извършват заваряване под вода;
- заварява автоматично.
Обратно към индекса
Каква е структурата на тел със стоманена сърцевина?
Стоманена тел с флюсирана сърцевина е електрод, чиято стоманена обвивка е изпълнена с набор от защитни, деоксидиращи и шлакообразуващи добавки. Важен компонент на материала е железният прах, чиято марка определя нивото на съдържанието му в общия обем.

Телът с флюс може да се различи по наличието на компоненти, които гарантират стабилността на дъгата дори и без газови условия. Има дизайн, който отличава минимален набороборудване, а условията за използването му изключват използването на редуктор, газови бутилки и др. Ако топенето на стоманената сърцевина се случи достатъчно бързо, това се дължи на наличието на повишено електрическо съпротивление. В същото време образуването на висококачествен шев се случва в доста кратък интервал от време.
Телът с флюс има предимството, че може да се използва, без да уврежда очите, дори ако те не са защитени със специални средства. Връзката не причинява пръскане на метала, оказва се равномерна и висококачествена. При извършване на заваръчни работи е необходим внимателен контрол. Производителите препоръчват някои, които е много важно да се спазват.
Обратно към индекса
Как се използва защитен от газ и самоекраниран проводник?
Полюсната тел от газово защитен тип се използва за заваряване на автоматични и полуавтоматични машини. Заваряването се извършва в присъствието на инертен газ. Сред важните характеристики на газозащитната жица с потокова жила са:
- пръскане в малки количества;
- ниска степен на порьозност;
- лекота при отделяне на шлаките.
Самозащитаващ се заваръчен материал се използва за различни външни работи. Ядрото съдържа необходимите защитни елементи. Въпреки това, в процеса на заваряване не е необходимо да се използва инертен газ.
Удобството при заваряване, дължащо се на самоекранирана жица от флюс, се свежда до липсата на необходимост от допълнително оборудване. Благодарение на това устройство за заваряване се дава компактна форма на конструкцията. Жицата с жила се продава на цена в зависимост от нейния размер, предназначение и др.
Полуавтоматичното заваряване без газ с обикновена тел е един от видовете класическо дъгово заваряване. Обикновената тел действа като електрод, който непрекъснато се подава в заваръчната глава при зададена скорост от механично задвижване. Дори когато се използва материал с малък диаметър (0,8-2 mm), заваръчните флюсове осигуряват способността да осигурят ниски токове за топене на метал на значителна дълбочина директно на мястото на съединението. Тази технология позволява да се получат висококачествени шевове както върху тънки, така и върху доста дебели метални изделия.
Използването на полуавтоматично устройство за заваряване на части може значително да подобри качеството на шевовете и производителността на труда. С полуавтоматичен заваръчен инструмент, квалифицирани заварчици извършват около 20-40 метра заварки в рамките на един час. Много начинаещи майстори се интересуват от въпроса: как да се готви полуавтоматично без газ?
Полуавтоматичното заваряване без газ е електрически агрегат, който преобразува електрическата енергия в топлинна чрез електрическа дъга. Процедурата се извършва с консумативен електрод, който е обикновен проводник. Непрекъснато се подава към зоната за заваряване, механично задвижван, меден, калибриран и има определена дебелина. Такова покритие е направено така, че да има добър плъзгащ, висококачествен електрически контакт с материала. Телът за заваряване се поставя върху специализирана намотка, което осигурява равномерното й размотаване и подаване по време на заваряване.
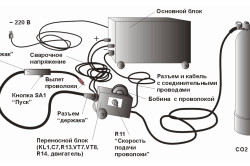
Заваряването се извършва ръчно със следните инструменти:
- източник на ток;
- механично задвижване за подаване на тел;
- пистолет за шевове;
- гъвкави маркучи.
Полуавтоматична заваръчна машина може да се използва:
- с използване на защитни газове;
- в заваръчни съединенияпотопен;
- при заваряване на метални образци с нарязана тел.
Полуавтоматичното заваръчно оборудване се използва по-често, използвайки защитна газова среда. Използва се за свързване на продукти от легирани, въглеродни стомани, проби от цветни метали. В този случай, като защитен газотделя се въглероден диоксид, който е под високо наляганев специални цилиндри, от които директно се подава към заваръчния пистолет гъвкави маркучи. Монтира се на цилиндри газов редуктор, който стабилизира газа преди да влезе в зоната на заваряване.
Полуавтоматичен процес на заваряване на алуминий
Полуавтоматично заваръчно оборудване при стандартни условия се използва за заваряване на алуминий, неръждаема стомана, черни метали. Свързването на продуктите се извършва в инертен газ, обикновено аргон, въглероден диоксид, по-рядко хелий, смеси от тези газове.
Постоянният ток за полуавтоматично заваряване на алуминий е източник на енергия. Отрицателен извод е свързан към алуминиевата проба. Основният работен елемент е заваръчна горелка, която има характеристики на дизайна. Той подава тел с газ (флюс) към зоната на заваряване.
Настройка на оборудването преди започване на работа:
- Първо трябва да изберете силата на тока.
- След това задайте оптималната скорост на подаване на тел: трябва да инсталирате една от зъбните колела, които са включени в пакета на полуавтоматичното устройство без газ.
- След това устройството трябва да се тества директно в кутията. Ако параметрите на полуавтоматичното устройство са зададени правилно, заваръчната дъга трябва да работи стабилно с достатъчна мощност.
Използването на полуавтоматичен без газ
Възможна е такава опция за свързване на части, като полуавтоматично заваряване с нарязана тел без газ. машина. Сърцевината на такава тел за машината е запълнена с флюс на прах, който при нагряване до висока температураобразува малка газообразна среда, което е напълно достатъчно за стопяване на метален продукт.
Трябва да се отбележи, че по време на заваряването на шевове, разположени вертикално, преносът на топлина се извършва отдолу нагоре. Следователно заваръчната глава трябва да се задвижва от горната част на образеца към дъното му, така че да може да се запази малко топлина в заваръчната вана. Препоръчва се също така главата на пистолета да се държи леко под лек наклон към върха на пробата и да се извършват движенията в бърз режим.
Полуавтоматично заваряване тел с флюсбез газ има своите предимства:
- мобилност на оборудването. Не е необходимо да носите допълнителни инструменти със себе си: газова бутилка, редуктор, гумени втулки;
- възможно е да се използва тел с всякакъв химичен състав.
Но, както всеки друг инструмент, има и недостатъци:
- висококачествената заваръчна тел не е евтина, освен ако, разбира се, не вземем предвид китайския производител;
- при избора на заваръчна единица и самата тел е необходимо повишено внимание.
Важно е да не забравяме
Полуавтоматично заваряване без газ с обикновена тел, като за газ заваръчно оборудване, изисква правилно подреждане на работната зона, цялата организация процес на заваряване, както и спазването на правилата за безопасност директно при извършване на работа. Заварчикът трябва да има лични предпазни средства.
Заваряването е един от най-важните етапи както на промишленото производство, така и на малкия бизнес. Не бива да забравяме и значението им в аспекта дори на банален домакински парцел. Във всички тези случаи качеството на заваряването често определя не само експлоатационната надеждност на готовия продукт, но и безопасността на хората, които го използват.
Особено надеждно и висококачествено заваряване с полуавтоматични заваръчни машини, извършвано в среда на инертен газ. Знаеш ли, точно за това ще говорим днес.
Общи понятия
Като цяло този процес е една от многото разновидности на класическия. Тъй като съпротивлението му е много по-високо от това на електрода, по-голямата част от енергията се отделя в пространството в близост до дъгата, стопявайки повърхността, която ще се заварява, и самия електрод. , което води до образуването на т. нар. заваръчна вана.
След охлаждане и кристализиране на съединението се образува заварка, която на този етап от развитие на технологията се счита за най-надеждния начин за съединяване на метални части.
Основни принципи на полуавтоматичното заваряване
За разлика от класическия, в разглеждания процес преобладават две неща: електродът (заваръчната тел) и инертен газзащита на заваръчната вана. Преди да готвите с полуавтоматично устройство, е много желателно да закупите последното в достатъчни количества.
Последното обстоятелство е изключително важно. Факт е, че заварката е всичко достъпни начините се опитват да не взаимодействат с кислорода на околната среда по време на работа: първо, в противен случай се образува много котлен камък и повърхността на ставите става далеч от идеалната. На второ място, в заваръчния шев се появява самият метал страхотно количествооксиди, които влияят изключително негативно на качеството на готовата фуга. Ето защо аргонът и въглеродният диоксид се използват широко при заваряване.
Схематично описание на процеса на заваряване
 За да научите как да готвите полуавтоматично, трябва да сте наясно с основните принципи на неговата работа.
За да научите как да готвите полуавтоматично, трябва да сте наясно с основните принципи на неговата работа.
По време на процеса на заваряване електродът (телът) преминава през дюзата на горелката, където се топи поради високата температура на дъгата. Тъй като заваръчната тел се подава непрекъснато, е възможно да се постигне постоянно качество и скорост на процеса. Посоката и скоростта се избират ръчно. Самият заварчик също трябва да следи непрекъснатостта на електрозахранването. В международната класификация такъв процес се нарича GMAW (газова метална дъгова заварка). Разграничаване на заваряване в инертен или активен газ.
Последният се използва в случаите, когато свойствата на метала не позволяват постигане на някакви специални характеристики. заварка. Ето как да готвите полуавтоматично.
Какво оборудване е необходимо за това?
Комплектът от оборудване трябва да включва самата заваръчна машина, източник на заваръчен ток, устройство за подаване на тел и газов цилиндър. Устройствата от този тип се предлагат както в преносими версии, така и под формата на шаси за използване на полето. Тъй като е трудно да се научите как да готвите с полуавтоматично устройство от този тип, само специалисти, които са преминали необходимата инструкция, могат да работят.
Какви са характеристиките на конвенционалното оборудване от този тип?
- Сила на тока от 40 до 600 A.
- На самата заваръчна дъга напрежението е от 16 до 40 V.
- Скоростта на преминаване на залепената област може да достигне 2 см в секунда.
- За различни цели и материали се използва тел, чиято дебелина е от 0,5 до 3 мм.
- В секунда се изразходват от 30 до 250 мм електрод.
- Разходът на инертен газ може да достигне 60 литра в минута. Минималната стойност се счита за дебит от три литра в минута.
- В едно заваръчен цилиндърпобира до 100 литра инертен или активен газ.

Предпочитани видове хранилки
Полуавтоматичните заваръчни машини се различават по много начини в дизайна на механизма за подаване на електродната заваръчна тел, така че тази точка трябва да се обсъди по-подробно. Най-често срещаната версия използва тип тласкач: това значително опростява дизайна на горелката, но в този случай дължината на маркуча за подаване на газ е ограничена до максимум три метра. По-добре е да използвате издърпваща конструкция: дължината на маркуча в този случай може да достигне 20 метра.
Преди да закупите заваръчна машина, трябва да обърнете голямо внимание на горелката. Тъй като дюзата е елементът, който се износва почти най-бързо, той трябва да бъде изработен с възможно най-високо качество. Моля, имайте предвид, че при заваряване трябва постоянно да го почиствате от полепнали парчета котлен камък. Трябва внимателно да следите състоянието на върха, тъй като ако е повреден, качеството на заваряването рязко пада.
Важно! Преди да готвите неръждаема стомана с полуавтоматично устройство, купете резервни комплекти. На неръждаема стоманаотнема много тел и инертен газ. За заваряването му е необходим мощен метал, той се нагрява много, дюзата се износва бързо.
Какви материали трябва да се използват в работата?
Както вече казахме, телта може да се използва с дебелина от 0,5 до 3 мм. Колкото по-тънък е, толкова по-добро е изгарянето на дъгата, толкова по-дълбоко е проникването на заварения материал. Моля, имайте предвид, че можете да използвате електрод с дебелина над 3 мм, но за всеки "допълнителен" милиметър трябва да има 100 допълнителни ампера.
 може да се използва както в чист вид, така и в смеси. Средната консумация на газ е лесна за изчисляване, като се знае средната скорост на обработваната площ и специфичната консумация на консумативи, които могат да бъдат намерени в справочниците за специалисти по заваряване.
може да се използва както в чист вид, така и в смеси. Средната консумация на газ е лесна за изчисляване, като се знае средната скорост на обработваната площ и специфичната консумация на консумативи, които могат да бъдат намерени в справочниците за специалисти по заваряване.
Малко за тока и напрежението
Разбира се, силата на тока зависи от дебелината на материала, който ще се заварява, както и от диаметъра на използваната тел. Колкото по-голяма е дебелината, толкова по-дълбоко е проникването на материала и цялостното изпълнение на работата е по-малко. Колкото по-високо е напрежението, толкова по-дълбоко е проникването на метала. Но трябва да се помни, че това увеличава обема на изгорения материал и мащаба, а ширината на шева се увеличава значително. Напрежението се задава според силата на тока. Повече информация можете да намерите в инструкциите за заваръчната машина.
Скоростта на подаване на електрода се задава въз основа на характеристиките на материала и необходимата якост на шева. Времето за заваряване зависи както от дебелината на материала, който ще се съединява, така и от очакваната ширина на шева. Затова при висока скорост е силно препоръчително да се правят само тесни фуги, тъй като при широки фуги ще получите отвратителна артикулация и много шлака.

Относно консумацията на газ
Колкото по-дебела е телта, толкова повече инертен газ се изразходва за защита на повърхността на заварявания материал. Можете да намалите консумацията, като натиснете дюзата на горелката по-близо до работната повърхност или просто намалите скоростта на заваряващите части. Внимание! Ако прекалите със скоростта (увеличавайки я в името на производителността), върхът на дюзата може да излезе извън заваръчната вана, да се подложи на ускорено окисляване и да бъде унищожен от нея.
Правилно боравене с електродите
Стабилността на процеса на заваряване зависи до голяма степен от мощността и скоростта на потребление на електродната тел. Колкото по-дълъг е надвесът, толкова по-малко стабилна става дъгата. Освен това в този случай огромно количество материал влиза в мащаба. Това до голяма степен се дължи на факта, че зоната на заваръчната вана е рязко намалена, върхът и самият материал започват да се окисляват с ускорени темпове. Ако надвесът е твърде малък, видимостта по време на заваряване рязко се влошава.
Топене на алуминий
И как се готви алуминий полуавтоматично? Алуминият е химически инертен метал, тъй като на повърхността му има гъста амалгама. За да го изгорите, имате нужда от мощна дъга. Използва се тънък електрод. Необходимо е (!) да се използва инертен газ, тъй като при най-малкия достъп на кислород амалгамата се възстановява моментално.

Ако заварявате тънък метал, тогава шевът трябва да се извърши отгоре надолу. Шевът трябва да бъде направен възможно най-тънък, тъй като в този случай дебелината му е приблизително еднаква от двете страни. Ако направите ненужно широка фуга, е малко вероятно да избегнете изгарянето на материала. За да избегнете повреда на материала, препоръчваме да увеличите скоростта на заваряване, като същевременно намалите заваръчното напрежение.
В случай, че заварявате материала върху подложка, уверете се, че тя е притисната възможно най-плътно. Факт е, че дъгата нагрява метала много, в резултат на което листовете му с малка дебелина започват да се огъват силно поради термична деформация. За да намалите този физически ефект, огънете шевовете към подплатата. Тъй като може да е трудно правилното заваряване с полуавтоматична машина по този начин, направете няколко пробни шева преди работа.
Ако металът, който ще се заварява, е с дебелина повече от 1,5 мм, ви съветваме да работите върху теглото. Силно препоръчваме да поставите електрода вертикално положениенасочвайки го право към ваната. Когато заварявате метал с дебелина от 1,3 до 2 милиметра, изберете режимите, така че шевът да се получи за максимум един ход. Преди да заварите правилно автомобил с полуавтоматично устройство, не забравяйте да монтирате частите една към друга, маркирайте обхвата на работа: тялото е лесно да се разваля, така че трябва да работите много внимателно.
Ако пролуките между неподходящите части са твърде големи, препоръчваме ви да направите следното: също да заварявате отгоре надолу, да експериментирате с колебанията на мощността и също така да спирате работата от време на време, позволявайки на готовите секции да станат по-здрави. Нека ви напомним още веднъж: преди да готвите правилно с полуавтоматичен уред, препоръчително е да напаснете частите една към друга. Ще отделите много малко време, но процесът на заваряване ще върви много по-бързо.
Ние готвим метал без използване на инертни газове
 Всичко по-горе важи за заваряване на метали в среда с инертен газ. Но какво да направите в случай, че просто нямате възможност или средства да купувате бутилки, как да готвите полуавтоматично без газ? Специално за тези случаи производителите произвеждат специални марки електродна тел.
Всичко по-горе важи за заваряване на метали в среда с инертен газ. Но какво да направите в случай, че просто нямате възможност или средства да купувате бутилки, как да готвите полуавтоматично без газ? Специално за тези случаи производителите произвеждат специални марки електродна тел.
При производството му могат да се използват две технологии: пресоване на флюс в тънка метална тръба или включване на неговите компоненти директно в метала на електрода.
Какво е толкова хубавото на този проводник? Всичко е във физиката: когато електрическа дъга започне да го топи, около заваръчната вана се образува облак от онези съединения, които са част от потока. По този начин класическият инертен газ се заменя, тъй като изгорелият флюс предпазва заварения материал не много по-зле.
Ето как да готвите полуавтоматично без газ.
Малко за безопасността
Нашата статия няма да бъде пълна, ако не споменем изискванията за безопасност. Припомнете си, че безопасността по време на електродъгово заваряване изисква създаването на поне десетметрова защитна зона около мястото на работа. Ако разстоянието е по-малко, тогава присъстващите хора са изложени на сериозен риск от тежки изгаряния на ретината. За да научите повече за специфичните разпоредби и правила, трябва внимателно да прочетете инструкциите за вашето оборудване.
Специалистът задължително трябва да използва лични предпазни средства, внимателно да провери цялото налично оборудване преди да започне работа. Строго е забранено започването на заваряване, ако се открие поне една механична или електрическа неизправност. Винаги помнете, че заваряването е източник на повишена опасноствъзникването на пожар.
Тъй като готвенето често е на закрито, отстранете всички запалими материали от работната зона.
заключения
В заключение трябва да се каже, че качеството на заваряването е наистина високо само ако повърхността на частите е добре почистена от замърсявания и мазнини преди извършване на работа. Освен това правилната настройка на оборудването играе огромна роля: ако прекалите с мощността, можете да изгорите листове желязо. Решете да работите бавно - има голяма вероятност за небрежни широки шевове и много шлака.
Последният не само оставя метала на самата част. Както казахме по-горе, котлен камък допринася за бързото износване на дюзата на горелката и други важни части на заваръчната машина. Много е важно да запомните това, преди да готвите кола с полуавтоматично устройство: металът на тялото не е особено дебел и следователно може да изгори.



