Колко широка трябва да бъде заварката. Какво е заваръчен крак
Сила заваркасе определя от няколко фактора. Първият важен индикатор е режимът на заваряване на две метални конструкциимежду тях. Вторият фактор е правилният избор на консумативи. Третият параметър, който определя силата на връзката на метална конструкция, са точните размери на краката на заваръчния шев.
Какво е катет
Това име идва от факта, че ако разгледаме Заваряванев разрез, то с идеалното си изпълнение ще изглежда като равнобедрен триъгълник. В този случай кракът ще бъде разстоянието, което е между края на шева на едната част и равнината на другата част. В основата си кракът ще бъде крак на такъв равнобедрен триъгълник, откъдето идва и името.
И така, какво е крак, вече е ясно. Важно е да се разбере това от смисъла ъглова връзкасилата на връзката ще бъде силно засегната. Тук обаче е важно да не грешите. Фактът, че кракът на заваръчния шев е отговорен за неговата здравина, изобщо не означава, че колкото по-дебел е той, толкова по-здрава ще бъде самата фуга. В този случай трябва да се разбере, че твърде много заварени елементи ще доведат до лошо представяне на фугата. В допълнение, твърде голямото потребление на електроди, газ, флюс и добавки значително ще увеличи цената на такава работа.
геометрия на ставите
Поради причините, описани по-горе, е много важно да се вземе предвид геометрията на фугата. Основният параметър при свързване на две метални конструкции ще бъде, че заваръчният крак трябва да има големи параметри на надлъжно сечение.

Например, при заваряване на два метални елемента с различни дебелини, размерите на крака на шева трябва да се определят от частта, която има по-малка дебелина. Най-често размерите на заваръчния крак се определят и измерват по предварително подготвени шаблони. Днес заварчиците използват най-универсалния инструмент за измерване на крака. Такива устройства се наричат "катетомери на заварчика".
Този инструмент има формата на две тънки пластини, чиито краища имат формата на прорез, предназначени да определят различни параметри на крака. Специалистът на свой ред прилага катетомери с различни размери върху шева. Сред тях със сигурност ще има такъв, който точно ще повтори геометрията на крака на заваръчния шев.
Форма на шева
След заваръчни работинай-често се образуват само два вида шев.
Първият тип е обикновена заварка, която прилича на перли с изпъкнала повърхност. Тук обаче е важно да се отбележи, че този тип шев, според експертите, не е оптимален. Има две причини за това твърдение. Първо, напрежението върху конструкцията значително ще се увеличи вътре в такъв шев, и второ, консумацията на материали за създаване на такъв шев значително ще се увеличи.

Вторият тип шев се счита за идеален. Изглежда като валяк с вдлъбната повърхност, но е много, много трудно да се постигне такова изпълнение при заваряване на две конструкции. За да постигнете този тип шев, е важно да зададете правилно параметрите. заваръчна машина, както и поддържане на същата скорост на потребление на електроди. За да изпълните и двете условия, ви е необходим специалист с много опит в подобна работа. Трябва да се добави, че този вид заварка не се използва при монтажа на метални конструкции.
Размери на ъглова връзка
Ако говорим за размерите на крака на ъгловата заварка, тогава, както беше споменато по-горе, дебелината на частите, които ще бъдат заварени, ще бъде решаващ фактор. Например, ако има части с дебелина 4-5 мм, тогава размерът на крака ще бъде 4 мм. Ако дебелината се увеличи, тогава кракът ще трябва да расте.
Много важен фактор, който влияе върху вдлъбнатината или изпъкналостта на заваръчния шев, е кой електрод е бил използван за работа. Това означава химичен съставконсуматив. Например, ако използвате електрод, който, когато се използва, ще стане дебел и вискозен, тогава ще получите изпъкнала повърхност на ролката. Ако, когато ролката се разтопи, металът е течен и се разпространява, тогава повърхността му ще бъде вдлъбната.
Скорост и режим на заваряване
За да се получи оптималният крак на заваръчния шев по време на работа, както и да се осигури здрава връзка, трябва да се вземат предвид няколко точки.
- Основните параметри на избрания режим на работа ще бъдат силата на тока, както и напрежението. Експертите в тази област знаят, че ако увеличите тока и също така създадете стабилно напрежение, заварката ще бъде по-дълбока и ще има по-малка дебелина. Ако по време на работа се поддържа стабилен ток, но напрежението се промени, тогава получената връзка ще бъде по-малко дълбока, но дебелината й ще се увеличи. От това следва логично заключение, че дебелината на крака на заваръчния шев също ще се промени.
- Вторият фактор е скоростта. Ако този параметър не бъде превишен с повече от 50 m / h, тогава дълбочината на заваряване на съединението ще се увеличи, а дебелината ще намалее.
- Ако направите обратното, тоест увеличите скоростта, тогава не само дълбочината на заваряване ще намалее, но и дебелината на заваръчния крак. Характеристиките на метала, образуван вътре в пролуката между детайлите, също ще бъдат намалени. Това се дължи на факта, че при бързо движение нагряването на ваната е незначително.

Как да определим крака на заварката
Струва си да се каже, че това не е много трудно да се направи. Основата за това твърдение е, че в напречно сечение този шев е равнобедрен триъгълник и изчисляването на крака на такава фигура е доста проста операция. За да извършите изчисления, можете да използвате обичайната тригонометрична формула: T \u003d S cos 45º.
T е стойността на крака на заваръчния шев, а S е ширината на полученото перче или хипотенузата на триъгълника.
За да се определи крака на шева, е важно да се знае дебелината на самия шев като цяло. Тази операция е доста проста, плюс, в този случай, cos 45º ще бъде равен на 0,7. След това можете да замените всички налични стойности във формулата и да получите стойността на крака с висока точност. Изчисляването на крака на заваръчния шев по тази формула е една от най-простите операции.
Видове шевове
Днес има два основни вида заварка. Тук е важно да се разбере, че шевът и заваръчна фугаса различни неща.
- Заварени челни шевове. Този тип се използва при свързване на части от край до край, тоест краища. Най-често на практика този тип шев се използва при монтажа на тръбопроводи, както и при производството на конструкции от ламарина. Използването на този тип шев се счита за най-икономично, както и за най-евтино по отношение на енергията.
- Също така има ъглови заварки. Всъщност тук си струва да подчертаем три вида - ъглов, тройник, скута. Режещите ръбове на материалите в този случай могат да бъдат както едностранни, така и двустранни. Зависи от дебелината на метала. Ъгълът на рязане е в диапазона от 20 до 60 градуса. Тук обаче е важно да се разбере, че колкото по-голям е ъгълът, толкова повече консумативи ще трябва да се изразходват, а качеството също ще намалее.
Конфигурация на заваряване
Заварките също се различават по своята конфигурация. Тук можете да различите няколко вида: надлъжно праволинейно и криволинейно, пръстеновидно.
Ако трябва да се заваряват надлъжни шевове, тогава е много важно да подготвите добре металната повърхност, особено ако работата ще се извършва с дълъг шев. При създаването на този тип шев е важно повърхността да не е вълнообразна и всички ръбове да бъдат почистени. Също така важен детайл ще бъде отстраняването на влага, ръжда, мръсотия или всякакви други нежелани елементи от работната повърхност преди заваряване.
Ако трябва да се извърши пръстеновидно заваряване, тогава е много важно да коригирате режима на работа на заваръчната машина. Ако диаметърът на продукта е малък, тогава, за да се постигне висококачествена заварка, е важно да се намали силата на тока.
Може да се добави, че получените шевове могат да бъдат не само вдлъбнати или изпъкнали, но и плоски. Плоските и вдлъбнати типове са най-подходящи за тези конструкции, които работят при динамични натоварвания. Причината за това беше, че този тип шев няма забележим преход от самата фуга към метала.
Заваръчни крака по GOST
GOST 5264-80 е документ, който установява основните типове, конструктивни елементи, както и размерите на всички заварени съединения. Важно е обаче да се отбележи, че тази статия не обхваща видовете шевове, използвани за свързване на тръбопроводи.
Една от точките на този GOST казва, че при извършване на челно заваряване и части с различна дебелина, те могат да бъдат свързани по същия начин като части със същата дебелина, ако разликата им не надвишава определени показатели.
Също така в този документ е описано, че ръбовете, които ще бъдат заварени, се оставят да се движат един спрямо друг преди заваряване. Също така има зададени цифрови параметри на отместване, които са разрешени при определена дебелина на детайла.
Към този документ има приложение, в което всички минимални размеризаварете крака. Струва си да се добави, че изпъкналостта, както и вдлъбнатината на шева, могат да бъдат не повече от 30% от стойността на крака му.
Тройник и набедрени фуги
Уголните заварки се характеризират с крака и формата на шева. Има три вида ъглови заварки: нормални, изпъкнали (подсилени) и вдлъбнати (отслабени). Формата на шева се избира в зависимост от условията на работа на продуктите. IN заварени конструкции, работещи под действието на вибрационни натоварвания, тройниците и фугите са склонни да се правят с вдлъбнати шевове.
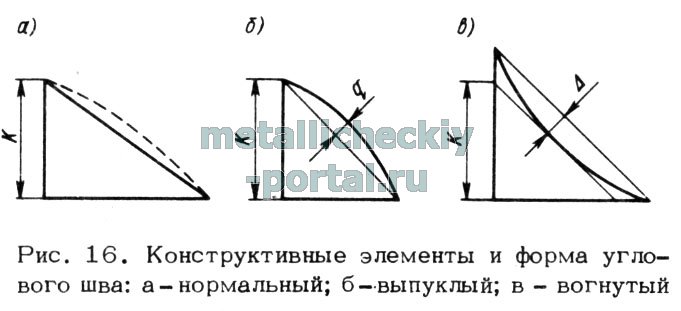
Конструктивните елементи и формата на ъгловите заварки са показани на фиг. 16. За крака K вземете по-малкия крак на шева, вписан в секцията заварено съединениенеравнобедрен триъгълник (фиг. 16, а) и катет на вписан равнобедрен триъгълник (фиг. 16, б и в). Допуска се изпъкналост (усилване) на шева на заварената връзка q: до 1 mm - с крак по-малък от 5 mm, до 2 mm - с крак от 5 до 10 mm, до 3 mm - с крак над 10 мм. Вдлъбнатина (отслабване) на заваръчния шев? не се допуска повече от 3 мм. Стойността на крака на шева на заварените съединения се установява по време на проектирането. Вземат се гранични отклонения на краката на шева на заварените съединения от номиналните размери, посочени на чертежите: + 1 mm за крак по-малък от 6 mm, 12 mm за крак, равен или по-голям от 6 mm.
Може да се извърши автоматично ъглово заваряване вертикален електродкогато продуктът е позициониран за заваряване в симетрична или асиметрична "лодка", както и с наклонен електрод напречно на шева, когато връзката не е в положение "лодка". При заваряване в симетрична "лодка", най-много благоприятни условияза образуване на шев - течен разтопен метал равномерно навлажнява двата ръба на завареното съединение, шевът е добре оформен, образувайки плавен преход към основния метал. Следователно, във всички случаи, когато инсталацията на продукта позволява, трябва да се използва заваряване "в лодката". Когато се позиционирате "в лодката" с едно преминаване, можете значително да шиете шевове по-голям разделотколкото в позиция без лодка. При заваряване "в лодката", поради високата възможност за изтичане на течен метал и поток през пролуката, към монтажа се налагат по-строги изисквания, отколкото когато заваряването не е "в лодката".
На практика често има трудности при поставянето на продукта в положение за заваряване "в лодката". В тези случаи се използва заваряване с наклонен електрод. Така че, при производството на греди от I-лъч и Н-образно сечение, заваряването на четири шева "в лодка" е свързано с необходимостта от трикратно наклоняване. При заваряване с наклонен електрод, когато детайлът не е в лодката, е необходим само един наклон. Намаляването на броя на накатки осигурява повишаване на производителността на труда и намаляване на производствените разходи.

При заваряване с наклонен електрод параметрите на ъглова заварка (фиг. 17): дълбочината на сливане по линиите на съседните ръбове, размерите на хоризонталните и вертикални крака, както и формата му се влияят не само от стойността заваръчен ток, но също и диаметъра на електродния проводник и неговия ъгъл на наклон през шева.
Дълбочината на проникване до голяма степен зависи от ъгъла на наклон на електрода. За да се осигури максимална дълбочина на проникване на ъгловото съединение и равенство на хоризонталните и вертикалните крака при едностранно заваряване, електродната тел трябва да бъде наклонена в равнината на напречното сечение под ъгъл от около 40 ° спрямо равнината на вертикална стена. При заваряване с електродна тел с диаметър 2 mm краят му трябва да бъде насочен към горната част на ъгъла, при заваряване с тел с диаметър 3-5 mm, краят на електрода от горната част на ъгъла трябва да се смесва върху хоризонтален рафт на разстояние, равно на около половината от диаметъра на електрода.
Зависимостите на размера на крака на заваръчния шев от тока при заваряване с електродна тел с диаметър 2 и 5 mm при скорост 30 и 60 m/h са илюстрирани с графиките, показани на фиг. 18. От графиките се вижда, че при заваряване с електродна тел с диаметър 2 мм се постига по-широк диапазон от габарити на заварката при използване на по-ниски заваръчни токове. Възможността за получаване на ъглови заварки с крак от 3-4 mm е много ценно предимство при използването на електроден проводник с диаметър 2 mm. В същото време могат да се получат шевове с крак до 6 мм с вдлъбната повърхност. Препоръчително е да заварявате ъглови заварки с крак 3-4 мм DCобратна полярност.

При заваряване с тел с диаметър 5 mm е почти невъзможно да се получат шевове с крак по-малък от 5 mm.
При заваряване с наклонен електрод за един проход се получават ъглови заварки с правилна форма с крак не повече от 8 mm. При крака повече от 8 мм, течният метал се стича надолу върху хоризонталния рафт, образувайки повърхност и подрязва по вертикалната стена. За да се получат пълноценни шевове с крак над 8 mm, заваряването с наклонен електрод трябва да се извърши на няколко прохода.
При заваряване с електроден проводник с диаметър 2 mm, поради по-дълбоко проникване в сравнение със заваряване с електроден проводник с диаметър 5 mm, се осигурява еднаква здравина на заварките с по-малки крака. Следователно обемът на отложения метал при заваряване с електродна тел с диаметър 2 mm може да бъде намален с 20-40%.
За стабилност на процеса на заваряване и благоприятно образуване на ъглови заварки при заваряване променлив токпод стъкловиден поток за тел с диаметър 2 mm може да се препоръча използването на заваръчен ток от 300 до 400 A. При поток от пемза стабилността на изгарянето на дъгата и образуването на шева се подобряват значително. Заваръчната повърхност е по-гладка и по-малко изпъкнала, отколкото при заваряване под стъкловиден поток. За заваряване на ъглови заварки с 8 мм крак под пемза може да се използва ток до 500 A, като скоростта на заваряване може да се увеличи с около 20-25% в сравнение със заваряване под стъкловиден поток.
В строителната индустрия при заваряване на масивни метални конструкции на фугите възникват сериозни натоварвания, които при неспазване на технологията крият риск от срутване на конструкцията. Това е от значение в корабната индустрия и машиностроенето (при конструиране на големи автоматични машини), при изграждането на масивни сгради. Първоначално трябва да се изчисли качествена връзка, за да се избегнат евентуални бъдещи деформации. Най-лесният начин да проверите правилността на заваръчната линия е да разберете крака на шева.
Краят на заваръчния шев се нарича крак на условен триъгълник, който се вписва в напречното сечение. Няма нито една фигура, която да се превърне в индикатор за надежден и качествен шев при определяне на крака му. Колкото по-голям е размерът на равнобедрения триъгълник, който може да бъде въведен вместо шева, толкова по-голямо натоварване може да издържи. Често тази характеристика зависи от вида на метала и границата на напрежението, която може да издържи. Увеличаването на крака дава обратен ефект - частта се деформира и няма да може да работи в желания режим.
Как да определим размера на крака?
За да се определи оптималното заварено съединение, е необходимо да се изчисли шевът, както и да се определи крака на шева по време на заваряване. Това отчита следните фактори:
- дебелина на металните заготовки;
- положението на частите една спрямо друга;
- вида на шева, използван при връзката.
За всеки продукт кракът се избира индивидуално, но тук говорим само за работа с големи натоварвания. За частна употреба на заваряване не са необходими фини изчисления, но все пак професионалистите вземат предвид свойствата на метала и се опитват да направят шева здрав и да не навредят на детайлите. Кракът на шева се поставя по ръба, ако двете части имат еднаква дебелина. Ако е различно, тогава кракът се определя от повече тънък метал. Важно е правилно да изберете и изчислите размера му. В крайна сметка максималната мощност, на която частта може да устои, зависи от това. Кракът се определя от системата за стандартизация GOST 5264-80.

Кракът на шева по време на заваряване е равен на дебелината на листовете с фуга на припокриване, но в същото време не трябва да надвишава 4 мм. Ако този параметър е по-голям, тогава трябва да вземете 40% от дебелината на метала и да добавите 2 мм. Така че можете да определите максималната стойност на крака на шева.
Как да изберем катетър?
Кракът на шева се определя по същия начин, както при свързването на други елементи от метални конструкции. Размерът зависи от няколко параметъра, включително позицията на заготовките, тяхната дължина и дебелина. Професионалистите използват шаблони, които заварчиците вече са разработили преди тях. Основният параметър е дължината на заваръчния шев, тъй като именно тя влияе върху здравината на бъдещата конструкция. Консумацията на материал и вероятността от деформация са основните опасности при дълъг шев. Много зависи от вида на шева, който ще свърже частите.

Челна заварка
Заварени челна заваркавключва следната технология - за свързване на два елемента за челно заваряване (т.е. подреждане на частите с краищата на повърхностите в една и съща или различни равнини). Сортове челни ставиповече от 30, всички те са предоставени от GOST. В този случай се извършва зависимостта от дебелината на заварените елементи, оборудването и технологията на заваряване. Ако конструкцията ще бъде подложена на напрежение от променлив характер, тогава този метод на свързване е най-надеждният. Различни части могат да се съединяват и заваряват. Това може да бъде не само метални листове, но и тръби, ъгли, канали. За заваряване на два листа дори не е необходимо те да са в контакт един с друг - заваряването се извършва при минимално разстояниедве заготовки.

Набедрена става
Свързването на настилки е метод на заваряване, при който частите са успоредни и ръбовете им се припокриват. За разлика от заварката, има само два вида припокриващи се съединения. Краищата на продуктите могат да бъдат заварени от двете страни или от едната страна. Има и връзка с помощта на допълнителна подложка, която е заварена към две части, свързвайки ги под прав ъгъл. Частите се припокриват с помощта на два вида шевове - краен и челен. Режимът на заваряване с тази връзка може да бъде по-висок, тъй като няма опасност от изгаряне на повърхностите.
Gusset
Заваряването на две части, чиито ръбове са разположени под ъгъл един спрямо друг, се извършва по метода на ъгловата връзка. Стандартът разграничава до 10 вида такива стави. Понякога за здравината и надеждността на заваръчния шев се използва специална метална облицовка, която позволява по-добро съединяване на елементите и прави конструкциите по-надеждни. В носещите конструкции този тип връзка се среща рядко, поради което не се правят изчисления за такива шевове. Независимо от това, ако този вид заваряване е необходим, изчисленията се правят по аналогия с тройниковото съединение и задължителното отчитане на вида на заварката.

Т-заварена връзка
Често има нужда от свързване на елементи, които са разположени в различни равнини. Най-доброто решение в този случай е тройник, при който краят на един детайл граничи с друг под прав или друг ъгъл. Видовете такива връзки се различават в рамките на 9 вида, предоставени от GOST. Тройникова връзкаизисква дълбоко проникване на кръстовището, обикновено се прави шев автоматично заваряванеили предварително подготвят ръбовете, например с ъглова заварка, която може да се направи ръчно или челно. Видът на шева, с който е направена връзката, влияе върху неговото изчисляване. Тук се взема предвид фактът, че заварката, предварително обработена, ще бъде много по-здрава от основния метал.
Контрол на качеството на шевовете
При всеки от шевовете не трябва да се забравя за крака на шева по време на заваряване, чиято формула не е сложна и се състои в определяне на дебелината на метала. Ако е по-малко от 4 мм, тогава кракът се приема равен на него, ако е повече, тогава в диапазона от 40% - 45% от дебелината с увеличение от 2 мм. Формулата за изчисляване на крака: T = S cos 45º, тук T е необходимият крак, а S е хипотенузата или ширината на заваръчния ръб.

Не е трудно да се контролира свързването на детайлите, като се използват визуални и инструментални методи (с помощта на инструменти). Разработен е инструмент, който определя крака на шева по време на заваряване. Как да измерим шева, който ги интересува? За да направите това, трябва да прикрепите устройството към две части на детайла и да насочите средата към шева, след което да запишете индикаторите и да извършите просто изчисление. Обикновено шевът се оказва изпъкнал, но това е най-ненадеждният вариант. В крайна сметка именно в тази форма се концентрира напрежението.
Идеалният вариант е вдлъбнат шев, който е доста труден за получаване. Тук трябва да спазвате скоростта на заваряване, както и да постигнете правилната работа на заваръчната машина. Опитни майстори ще могат да направят такъв шев. Но по-често се получава механично, просто чрез отрязване на ненужната част от шева.
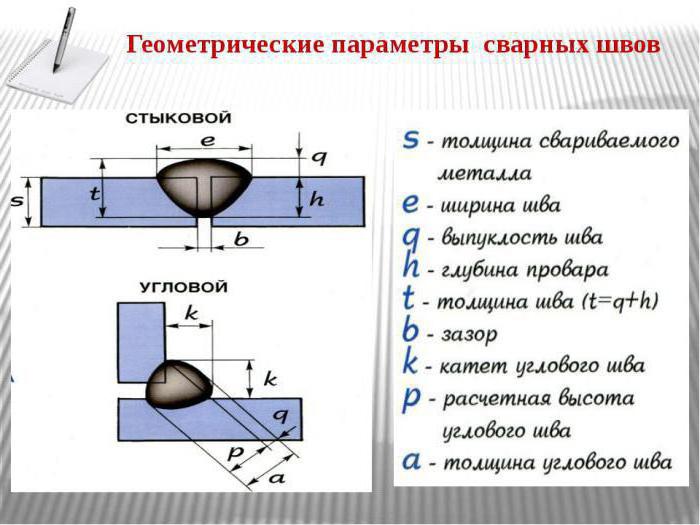
В зависимост от естеството на връзката на двете части, заварките биват челни и ъглови. Параметрите, характеризиращи тяхното качество са изпъкналост, вдлъбнатост, дълбочина на проникване и геометрични размери.
Геометрични размери на шевовете
Заварените съединения в процеса на визуална проверка се проверяват не само за наличие на дефекти, но и за съответствие с получените геометрични размерипоказатели, регламентирани с проектна и технологична документация.
Ако е включен челни заваркиосновният параметър е ширината, след това върху тройника, скута и ъгъла - крака. Това е дължината на перпендикуляра, условно спуснат от върха на ъгъла до хипотенузата. С прости думи- разстоянието от равнината на един детайл до ръба на шева на повърхността на втората част.
Ъгловите съединения могат да имат различни форми:
- Изпъкнал - непрактично от техническа гледна точка. Освен по-голямо количество заваръчен метал (а оттам и разход на материали), те водят до концентрация на напрежение.
- Вдлъбнат - трудно се получава. Необходимо е фина настройка на работните параметри на заваръчната машина и поддържане на подходящата скорост на електрода, което изисква значителен опит от заварчика. По-често вдлъбнатата конфигурация се дава чрез механична обработка. Такива шевове при производството на метални конструкции се използват изключително рядко.
Широко се използват ъглови заварки с нормална форма (без издатини и вдлъбнатини). При разработване на проектна документация кракът се приема равен на дебелината на по-тънка част, но може да бъде по-малък - важно е да се осигури максимална здравина на връзката. Така че за детайли с дебелина 4-5 mm тя трябва да бъде 4 mm, а за по-дебели части се изчислява или определя конструктивно, но се взема най-малко 5 mm.
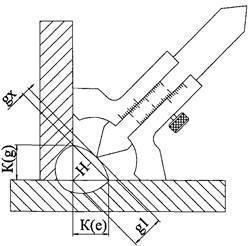
Как се проверяват стойностите на краката?
За разлика от качеството на проникване, което се контролира от специални устройства, кракът на шева се измерва с помощта на специално устройство UShS-2 (универсален шаблон за заварчик). Нарича се още катетомер.
Шаблонът се състои от няколко тънколистови метални пластини с вдлъбнатини с определена дължина на крака. Те са свързани помежду си чрез панта или свързващ пръстен.
Измерванията се извършват с помощта на стъпка по стъпка избор на най-подходящия размер на крака. И се определя, когато една от вдлъбнатините на плочите е в непосредствена близост до заваръчния шев с минимална междина между дъгата на шаблона и повърхността на фугата.



