Защитни газове за заваряване. Газова смес за заваръчно производство
Полуавтоматичното устройство използва електрическа дъга за разтопяване на метала и пълнежния материал. Но за разлика от стандартното електродъгово заваряване, което се извършва с помощта на покрити електроди, при него се използва тел, който няма защитно покритие. Защитата тук се осигурява от газови смеси за заваряване. По време на заваряване басейнът от разтопен метал е защитен от горящ газ или смес, което образува надежден щит срещу проникването на кислород и водород от въздуха. Също така, газовата смес за полуавтоматично заваряване допринася за унищожаването на оксиди и други негативни фактори. В резултат на това се получава по-надежден резултат, отколкото при обикновеното заваряване, но това изисква много труд.
Област на приложение
Заваръчните газови смеси могат да се използват на почти всички места, където има работа с метална фуга. Предназначени са за заваряване с голяма отговорност. Цената за създаване на шев с използване на газ е много по-висока, отколкото без него, така че този метод се използва в случаите, когато е необходима повишена гаранция за надеждност на връзката. Металните конструкции на строителните обекти, особено техните носещи части, винаги се свързват с помощта на газови смеси.
Тръбите в частния сектор или в промишлените предприятия са свързани с полуавтоматични устройства, тъй като тук е необходимо да се постигне херметичност. Това елиминира наличието на микропукнатини, пори, черупки и други дефекти, които влошават здравината. За всеки вид метални съединения, в зависимост от неговия състав, се избират техните защитни газове и тяхната комбинация.
Сервизите и домашният район също могат да осигурят използването на тези вещества, тъй като сред тях има сравнително евтини и доста надеждни опции. Широтата на използване се осигурява от различни комбинации от компоненти в смеси и възможността да се използват за голямо разнообразие от случаи.
Предимства
Всяка газова смес за полуавтоматично заваряване е уникална, но като цяло всички те имат редица предимства, които заслужават такова широко приложение в областта на заваряването. Основните предимства включват:
- Дава високо качествошев;
- Увеличава производителността на заваряване;
- Повишава ефективността на работата;
- Намалява количеството пръски на разтопен метал от заваръчната вана;
- Дава стабилно изгаряне на дъгата;
- Шевовете стават по-плътни и в същото време пластмасови;
- Увеличава скоростта на топене на метала;
- Намалява нивата на дим.
недостатъци
- Газовите смеси за заваряване са запалими и неправилното съхранение на бутилките може да доведе до експлозия;
- Някои смеси са вредни за човешкото здраве, водят до задушаване или професионални заболявания;
- Не винаги е възможно да получите един или друг сорт или да го направите сами.
Видове газови смеси
Има няколко основни вида смеси, които се използват в съвременното заваряване. Смес от газове аргон и въглероден диоксид е една от най-разпространените и търсени разновидности за отговорна работа. Най-често се използва при свързване на стомани с ниско ниводопинг. Въглеродната киселина улеснява прехода на струята. Използването на такава смес прави шевовете пластични, а също така намалява вероятността от образуване на пори в тях.
Аргонът с кислород също дава по-плътна структура на ставите, тъй като тук практически не се образуват пори. Съотношението между газовете в сместа може да бъде различно, но често нивото на аргон достига около 95%.

Аргон с водород се използва за високолегирани стомани, включително неръждаеми стомани, никел и техните сплави. Тази комбинация се използва на практика не само като, но и като отливка.
Аргон с хелий е предназначен за работа с цветни метали и техните сплави. Основните метали за такава смес са алуминий, мед, никел и различни хром-никелови сплави.
Аргонът с активни газове се счита за универсална смес за работа с широка гама от марки стомана. Това могат да бъдат разновидности с ниски, средни и високи нива на допинг. Със своите свойства тази комбинация има относително ниска цена за своята област.
Принципът на полуавтоматично заваряване с газови смеси
Заваръчните смеси от аргон и въглероден диоксид, както и други разновидности, имат свои собствени характеристики на употреба. Принципът на приложение се основава на осигуряване на максимално ниво на защита, но не и за повреждане на метала по време на заваряване. На първо място, горелката се запалва, от която се подава газова струя към кръстовището. Може да се използва за предварително затопляне на мястото, ако технологията го изисква.
След това дъгата се запалва с нетопим електрод. Полуавтоматичните заваръчни машини често използват волфрамови електроди. Едновременно със запалването на дъгата се включва подаването на тел, защитено от струя горяща газова смес. За висококачествено заваряване трябва правилно да изчислите количеството подаване на газ и скоростта на проводника. За да направите това, има индивидуално избрани режими за всеки тип връзка.
Температурата на горене на сместа не трябва да стопява метала и, така че когато горелката с пълнеж се изважда за кратко от ваната, не е необходимо да се изключва. След завършване на шева, ако има нужда от постепенно охлаждане, може да се нагрее със същото гориво от работещата горелка. При работа е задължително да се използват лични предпазни средства.
Заключение
Многокомпонентните газови състави са много разпространени в тази област, тъй като помагат за получаване на уникални свойства чрез комбиниране на няколко елемента. В допълнение към стандартните опции, можете да опитате сами да направите необходимата комбинация. Има няколко начина да приготвите сами газова смес за заваряване. Във всеки случай, на първо място е необходимо да се поставят правилата за безопасност при работа с газови и полуавтоматични устройства, тъй като все още съществува опасност от токов удар.
- Газови смеси за заваряване
- Критерии за избор
- Текущ източник и функции
- Текущо регулиране и цифрова индикация
За заваръчни работиизползва се разнообразно оборудване, но днес то стана популярно полуавтоматично заваряване, който има необходимата производителност, качество на работа, удобство.
Полуавтоматична заваръчна машина е електрически апарат, предназначен за процеса на заваряване с помощта на електрод.
Преди да купите, трябва да решите как да изберете полуавтоматична заваръчна машина. Ще трябва да се вземат предвид множество параметри и ще е необходимо да се реши в коя газова среда ще се извърши работата.
Газови смеси за заваряване
При избора на заваръчна машина е необходимо да се вземе предвид в коя газова среда ще се извършва работата. Например за метода MIG заваряванетрябва да се използва инертен газ (аргон), а активен газ (въглерод) е подходящ за MAG.
Всички видове газове, които се използват за заваръчни машини, могат да бъдат разделени на 2 големи групи:

- Газови състави, които активно реагират с метали. Те включват въглероден диоксид, азот и кислород.
- Инертни газове като хелий, аргон.
Най-простият вариант е да използвате въглероден диоксид, който ще бъде и най-евтиният. Но в този случай качеството на шева страда, не може да се нарече напълно лошо, но е необходимо допълнително почистване след работа, в противен случай шевът ще ръждясва. За полуавтоматично устройство се препоръчва да се използва смес от два газа - това е състав, състоящ се от 20% въглероден диоксид и 80% аргон. Чистият аргон се използва за цветни метали и при използване волфрамов електроднай-добре е да вземете смес от 90% аргон и 10% водород.
Чистият азот като защитна среда се използва за заваряване на бронзови части, месинг. Има модели, които могат да работят без газ, но тогава става необходимо да се използва флюс. Важно е незабавно да се определи при какви условия трябва да се извърши работата, дали има изисквания към газовата среда.
Обратно към индекса
Критерии за избор
Да се полуавтоматичен тип, е необходимо да се обърне внимание на различни параметри. Критериите за избор включват:

Важен показател при избора на полуавтоматична заваръчна машина е стойността на напрежението на електрическата мрежа.
- товароносимост на електрическата захранваща среда;
- изборът на материала за заваряване, може да бъде неръждаема стомана, нисковъглеродна стомана, алуминий, цветни метали;
- дебелина на обработвания метал;
- изисквания за качество на заваряване;
- качеството на заваръчния шев, като се вземе предвид неговата дължина, ширина, положение в пространството;
- интензивност на работа на оборудването.
Избирайки заваръчна машина, е необходимо да се обърне внимание на напрежението на електрическата мрежа. Важно е да се определи точно кой апарат може да се използва за работа. Например, за еднофазни мрежи са подходящи само тези устройства, които могат да работят с мрежи от 220 V при натоварване до 16 A. няма да работят нормално.
Обратно към индекса
Какъв трябва да бъде заваръчният ток
Когато избирате всяка единица, важно е да вземете предвид тока. Този индикатор определя при какви стойности оборудването няма да прегрее, каква дебелина може да се заварява металът. При избора на полуавтоматична заваръчна машина трябва да се вземат предвид определени показатели. Например, ако металът, който се заварява, има дебелина до 5 mm, тогава може да се вземе оборудване с ток от 150-200 A. За тел е разрешен диаметър 0,8-1 mm. Но с по-голяма дебелина на частите, които трябва да се заваряват, стойността на номиналния ток ще се увеличи до 250 A, телта за работа се използва с диаметър 1,2-1,6 mm. По-подробно, изборът на устройство за заваряване при условия на използване на въглероден диоксид ще се основава на следните стойности:
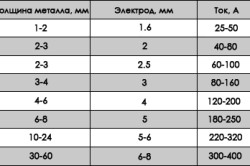
- С дебелина на метала 0,8-1 мм, ще ви е необходим диаметър на тел 0,7-0,8 мм. Заваръчен токтрябва да бъде равен на 50-80 A.
- С дебелина на метала 1,5-2 мм, ще ви е необходим диаметър на тел 0,8-1,2 мм. Заваръчният ток трябва да бъде 90-200 A.
- При дебелина на метала 3 мм диаметърът на проводника ще бъде 1,2-1,4 мм, заваръчният ток ще бъде 200-380 A.
- При дебелина на метала 4 мм диаметърът на проводника ще бъде 1,2-1,6 мм, заваръчният ток ще бъде 200-350 A.
- При дебелина на метала 8 мм е необходимо да се използва тел с диаметър 1,2-2,5 мм. Заваръчният ток трябва да бъде 300-450 A.
Някои експерти препоръчват осигуряване на запас от 50 A. Това ще позволи на устройството да се използва за метал с по-голяма дебелина, ако е необходимо. За да изберете полуавтоматична заваръчна машина, трябва да вземете предвид продължителността на натоварването. Това е необходимо, за да не се прегрява оборудването по време на работа. Тези стойности винаги са посочени от производителя, но типичната продължителност на натоварване е 60%. Това е напълно достатъчно за качествена работа.
26 май 2017 г
Консумация на газ за полуавтоматично заваряване
Полуавтоматичното заваряване обикновено се извършва в газообразна среда с помощта на тел. Процесът е електродъгово заваряванеизползване на топлинна енергия, идваща от електрическа дъга, който свързва металната повърхност на продукта и края на електрода. Какъв газ е необходим за полуавтоматично заваряване?
Необходимо е да изберете газ за полуавтоматично заваряване въз основа на неговите свойства.
ацетилен
Характеристики:
- безцветен;
- по-лек от въздуха;
- има специфична миризма.
Това е един от най-често използваните газове в тази област на дейност. Сред другите видове газ, той има най-висока температура на горене и има висока полярност. Често се използва поради висока температураизгаряне при рязане на метални конструкции.
За производството на ацетилен се използват специализирани генератори. Ацетиленът може да се получи чрез комбиниране на вода с калциев карбид, който дори може да абсорбира влагата от атмосферната среда. Следователно, съгласно изискванията за безопасност за това химично съединение, са предвидени специални условия за съхранение.
водород
Характеристики:
- безцветен;
- няма миризма;
- се отнася до експлозиви.
Когато се комбинира с кислород, въздухът образува експлозивен газ.Съгласно изискванията за безопасност, бутилките с водород не трябва да бъдат под налягане над 15 MPa.
За производството на водород се използват специализирани генератори. Водородът също се освобождава чрез синтеза на вода.

коксов газ
Характеристики:
- безцветен;
- има специфична миризма.
Това е страничен продукт, извлечен от процеса на добив на кокс, който от своя страна се отстранява от въглищата. Този газ може да се транспортира по тръбопроводи.
Природен газ: метан, бутан, пропан
Доста често срещани видове газове, използвани за много заваръчни работи. Към тях няма специални изисквания по време на транспортиране, съхранение. Добивът на тези видове газове за полуавтоматично заваряване се извършва на техните полета.
Пиролизен газ
Извлича се при разлагането на петролни продукти. Този газ допринася за образуването на корозия на мундщуците на горелката, в резултат на което те бързо се провалят. Пиролизният газ се почиства преди директното му използване.Това вещество се използва както за заваряване на метални конструкции, така и за тяхното рязане.
Кой газ е подходящ за заваряване?
За хоби заваряване условия на животпо-добре е да изберете полуавтоматични устройства, които могат да бъдат свързани към стандартна 220 V мрежа, но това условие не е единственото за правилния избор на оборудване. Често потребителите са объркани от маркировките на инструментите: MAG, MIG. Какво означава това съкращение?
- MAG е полуавтоматична машина за работа с въглерод.
- MIG - полуавтоматичен за работа с аргон.
Възможно е също да се комбинират тези газове или да се използват смеси, в които те са основа. Крайният резултат зависи от състава на използваните смеси, качеството заварено съединение. MAG или MIG включва използването на определен тип тел за пълнене. Универсалните опции за полуавтоматични устройства могат да работят с всяка газова смес.
Опитните заварчици се съветват да използват смес, съдържаща въглероден диоксид / аргон, съответно 20/80, за полуавтоматично заваряване. Съставът на газа в тази пропорция значително улеснява заваряването, ви позволява да получите абсолютно равномерно висококачествено заварено съединение, докато полученият шев не се нуждае от допълнителна обработка.
За полуавтоматично устройство газът се избира в зависимост от мощността на самото оборудване, вида на материала, който се заварява. Например, аргонът се използва при обработка на проби от цветни метали, чист азот се използва за заваряване на медни части.
Полуавтоматично газово заваряване
Газ полуавтоматично заваряванестомана мед, титан проби, техните сплави е процедура за свързване на отделни метални изделиячрез подаване на газ към зоната на свързване на проводника за пълнене, което предпазва разтопените материали от неблагоприятното въздействие на въздуха.
Предимства на газовото заваряване
- За изпълнението на заварени съединения на метални конструкции, използващи газ, не е необходимо да се закупува доста скъпо оборудване.
- При използване на въглероден диоксид заваръчни работиможе да се извършва на всяка част от сгради, конструкции. Това елиминира допълнителната консумация на енергия.
- По време на периода на заваряване има възможност за промяна на силата на пламъка. Това прави възможно заваряването на различни видове проби, например титан с мед, олово с месинг и други метали с различни точки на топене.
- Този метод на заваряване може не само да се свърже метални конструкции, но и да произвеждат тяхното втвърдяване, нарязване.
- Полуавтоматичните газови заварки са много по-здрави, отколкото при електродъгово заваряване.
Свързването чрез полуавтоматично заваряване на заготовки от чугун, мед, месинг, олово се извършва много по-бързо и по-добре.
Характеристики на работата
- Ако правилно зададете мощността на полуавтоматичното устройство, изберете оптималната тел, скорост на подаване на тел, консумация на въглероден диоксид, тогава заварените съединения ще бъдат с най-добро качество.
- Повърхностите, които ще се заваряват, се нагряват и охлаждат доста бавно. При свързване на медни, стоманени, титаниеви части температурата на пламъка се регулира. Максималната температура на пламъка при вертикално положение, в зависимост от промяната в ъгъла на наклон, той ще намалее.
- При извършване на газово полуавтоматично заваряване във въглероден диоксид се осигурява използването на две опции за оборудване. В първия случай заваръчните агрегати работят с аргон, други инертни газове. Във втория случай полуавтоматичните устройства работят с въглероден диоксид.
- Използването на газова бутилка високо наляганезначително усложнява извършването на каросерия, заваряване на тръбопроводни комуникации на открити площи. Но за стационарна работа тази техника се счита за най-ефективна.
- При газовото заваряване се използва тел, който съдържа силиций и манган. Консумацията му е строго контролирана, а подаването на заваръчната зона се извършва заедно с газ, който предпазва проводника, свързани метали от отрицателното въздействие на въздуха. Стандартите определят марките тел, които се препоръчват за използване със специфично заваръчно оборудване.
Предимства на полуавтоматичното заваряване с въглероден диоксид за ремонт на автомобили
- Технологията на заваряване във въглероден диоксид се усвоява лесно, ако е необходимо, може бързо да се проучи.
- Ограничената зона на термични влияния дава възможност за свързване на тънки метални изделия.
- Въглеродният диоксид е най-достъпният от всички видове газове, използвани за заваряване.
- доста висока скорост на топене на пълнежната тел, съответно висока производителност.
- Боята върху продукта изгаря в тясна ивица. Това позволява да се сведат до минимум подготвителните и довършителните работи.
- Заварките са с високо качество за части с различна дебелина.
- Не е необходимо предварително монтиране на заварените образци.
Резултат
Полуавтоматичното заваряване с газ ви позволява значително да спестите време за работа, тъй като няма нужда да сменяте електроди, да почиствате шлаковите образувания върху заварените съединения.
Технологията на заваряване на метали в среда на инертен газ изисква използването на такова вещество като заваръчна смес, чрез използването на която се постига висококачествена работа, ефективно производство на фуги и шевове. Ново ниво в начина на модернизация и подобряване на заваръчните работи беше използването на смеси на базата на аргон. Има обаче смеси на базата на кислород и въглероден диоксид.
Видове смеси
- Аргон с въглероден диоксид;
- Аргон с кислород;
- Въглероден диоксид с кислород.
Аргон и въглероден диоксид
Използването на тази смес (често 18-25%) е ефективно при работа по свързване на нисколегирани и нисковъглеродни стомани. В сравнение със заваряване в чист аргон или въглероден диоксид, може да се разбере, че въпросната смес позволява да се постигне по-лесно струйно пренасяне на електродния метал. Шевовете са по-пластични, отколкото при работа в чист въглероден диоксид.Намалява вероятността от образуване на пори.
Аргон и кислород
Аргонова газова смес с кислород често се използва по време на свързване с легирани и нисколегирани стомани. Лека примес на кислород предотвратява образуването на пори.

Чрез добавяне на кислород към въглеродния диоксид се намалява разпръскването на метала по време на производството на фуги, след което се подобрява образуването на шева. Освен това отделянето на топлинна енергия се увеличава, поради което производителността на работата се увеличава до известна степен. Погледнато от другата страна на тази смес, резултатът от повишеното окисляване е влошаването механични свойствашев.
Смеси TU 2114-001-99210100-09:
- Газова заваръчна смес от аргон (80%) + въглероден диоксид (20%) - Ar+CO2 20%;
- Аргон (95%) + кислород (5%) - Ar+O2 5%;
- Аргон (92%) + въглероден диоксид (8%) - Ar+CO2 8%;
- Аргон (88%) + въглероден диоксид (12%) - Ar+CO2 12%;
- Аргон (98%) + въглероден диоксид (2%) - Ar+CO2 2%;
- Кислород (95%) + въглероден диоксид (5%) - O2 + CO2 5%.
Защо миксовете са търсени?
Заваръчната смес е полезен помощник по пътя към създаването на издръжливи, висококачествени и еднокомпонентни съединения. Обръща се внимание на предимствата, които имат смеси на базата на аргон с добавка на въглероден диоксид.
предимства:
- Намаляване на количеството полепнали метални пръски в областта на фугата и в резултат на това намаляване трудоемкостта при отстраняване на пръски с до 95%;
- Увеличаване на масата на нанесения материал за единица време, намаляване на загубата на електроден материал поради разпръскване по време на производството на фуги;
- Значително увеличаване на пластичността и плътността на металното закрепване на частите;
- Значително увеличаване на здравината на заваръчната връзка;
- Подобряване на хигиенните условия на работа на работното място, постигнато чрез значително намаляване на количеството изпарения и изпарения, отделяни от заваряване;
- Стабилност на процеса на заваряване, дори ако телта се подава неравномерно в зоната на фугата. Също така, стабилността на работата се наблюдава при наличие на следи от ръжда и технологична смазка по повърхността му.
качествена страна
Заваръчният кислороден газ не осигурява стабилност и качество на фугите, както аргонът. По този начин сместа на основата на аргон е в състояние да намали количеството оксидни включвания и също така допринася за рафинирането на зърното, като същевременно подобрява металната микроструктура. Той също така увеличава дълбочината на проникване на фугата и шева, увеличавайки плътността, поради което в крайна сметка се увеличава здравината на конструкциите, свързани чрез заваряване.
производителност
Скоростта на заваряване в сравнение с традиционната е значително увеличена (всъщност два пъти). Това се дължи на по-ниското напрежение на разтопения метал върху повърхността, след което има намаляване на пръскането и разпръскването на електродния метал със 70-80%. В повечето случаи, незначителен брой пръски, изключва повърхностната шлака, насочени към почистване на заваръчните елементи.
Спестяване на време и пари
Работата по свързване в среда със защитен газ помага да се намали консумацията на проводници и електричество с 10-15%. В допълнение, използването на аргон може значително да намали времето, прекарано за почистване и подготовка на фуги преди боядисване или поцинковане. Експлоатационният живот на дюзи, маски, гащеризони също се увеличава значително, в резултат на което възниква следствие - намаляване на финансовите разходи за подмяна на споменатите по-горе материали.
Подобряване на условията на труд
Заваръчен дим и неговата концентрация по време на чифтосване метални частипрез е значително намалена. Също така намалява концентрацията на аерозоли, вредни газове. По този начин здравето на заварчика не е изложено на вредното въздействие на гореспоменатите вещества. Освен това се намалява рискът от образуване на професионална болест на заварчиците - силикоза на белите дробове. В резултат на всичко по-горе условията на работа при използване на аргон се подобряват значително.
Как става смесването?
Често процедурата на смесване се основава на използването на ротаметри. Смесването става директно на работното място на заварчика, т.е. заваръчен пост, но може да се използва и многостанционно подаване на газови смеси и смеси в завода на производителя. Съставът на сместа може да се регулира чрез промяна на скоростта на газовия поток с помощта на редуктор, инсталиран на цилиндъра.
Съотношението на веществата се определя от предварително калибриран ротаметър според положението на поплавъка. По отношение на конструкцията на ротаметъра, той се състои от конична стъклена тръба, която е поставена в метална рамка. Вътрешното пространство на тръбата побира поплавък, изработен от алуминий, ебонит или устойчива на корозия стомана.
Заваръчни газови смеси на базата на аргон и въглероден диоксид.
За високо качество електрозаваръчни работив околната среда защитни газовеКриогенсервиз предлага широка гама от заваръчни смеси на базата на аргон, както и пълнене на цилиндри със заваръчни смеси от всякакъв обем!
ПОЛЕЗНА ИНФОРМАЦИЯ:
Възможно ли е да се намалят разходите за заваряване и едновременно с това да се подобри качеството на заваряване?
ДА! ДА и пак ДА!
Технологията на заваряване в защитна среда с използване на заваръчни газови смеси значително подобрява качеството на работа и ефективността на заваръчните операции. Ново ниво в подобрение заваръчни процесибеше използването на газови смеси на базата на аргон!
Предимства на използването на смеси за газово заваряване на базата на аргон в сравнение с въглероден диоксид:
Увеличаване на количеството на отложен метал за единица време, както и намаляване на загубата на електроден метал за разпръскване.
Намаляване на количеството залепване (пръскане) на пръски в областта на завареното съединение и в резултат на това намаляване на трудоемкостта при отстраняването им с до 95%. Увеличаване на плътността и пластичността на заваръчния метал. Увеличаване на здравината на завареното съединение. Процесът на заваряване е стабилен дори при неравномерно подаване заваръчна тел, както и наличието на следи от технологична грес и ръжда по повърхността му. Подобряват се хигиенните условия на работа на работното място на заварчика поради значително намаляване на количеството емисии на заваръчни изпарения и изпарения.
Най-доброто качество:
Намалява количеството оксидни включвания и рафинира зърното, подобрявайки микроструктурата на метала. Увеличава дълбочината на проникване на шева, увеличава неговата плътност, което в крайна сметка увеличава здравината на заварените конструкции.
Висока якост на умора, най-добре външен видпродуктите са сериозни аргументи в полза на заваръчните смеси при заваряване.
По-висока производителност:
Скоростта на заваряване в сравнение с традиционната (в среда, защитена от CO2) се удвоява. Това се дължи на по-малко повърхностно напрежениеразтопен метал, което води до 70% -80% намаляване на пръскането и разпръскването на метала на електрода. Малко количество пръски и повърхностна шлака в много случаи изключва работата по почистването на елементите, които ще се заваряват.
спестявания:
Намалява консумацията на електроенергия и заваръчна тел с 10-15%. Значително намалява разходите за почистване и подготовка заваркипреди боядисване или поцинковане. Увеличава експлоатационния живот на заваръчни дюзи, очила на маски и гащеризони, в резултат на което разходите за тяхната подмяна се намаляват.
Най-добри условия на работа:
Значително по-малко дим, заваръчни аерозоли и вредни газове поддържат заварчика здрав и му позволяват да работи с по-голямо внимание за дълго време. Намалява риска от професионално заболяване на заварчиците - силикоза на белите дробове.
Дошло е времето да се използват прогресивни технологии и нови продукти, които позволяват на производителите да осигурят висококачествена работа и ефективност на производството, да подобрят и защитят условията на труд на своите работници.
Фирма Криогенсервиз доставя заваръчни газови смеси, пълни бутилки и ги доставя своевременно със специализиран транспорт.
Сравнителна таблица за избор на състава на заваръчната смес
| Наименование и обозначение на газовата смес | Състав и начин на доставка | Обхват при заваряване |
|---|---|---|
| Газова смес TU 2114-001-87144354-2012 Ar/2CO2 | 98%Ar + 2%CO2Ar - аргон от най-висок клас (99,993%) CO2 - въглероден диоксид от най-висок клас (99,8%) Доставя се: в стоманени бутилки под налягане 150 kgf/cm2; в моноблокове BMKB - под налягане 200 kgf/cm2. Цилиндрите са боядисани в черно и имат бял надпис „смес от Ar – CO2 |
полуавтоматично заваряване: — неръждаеми стомани; - тънкостенни продукти (дебелина по-малка от 1 мм) от обикновените конструкционни стомани; – полуавтоматично заваряване-запояване на поцинковани детайли и медно-железни съединения. |
| Газова смес TU 2114-001-87144354-2012 Ar/10CO2 | 90%Ar + 10%CO2Ar - аргон от най-висок клас (99,993%) CO2 - въглероден диоксид от най-висок клас (99,8%) Доставя се: в стоманени бутилки под налягане 150 kgf/cm2; в моноблокове BMKB - под налягане от 200 kgf / cm2. | — полуавтоматично заваряване на нисколегирани и среднолегирани конструкционни стомани; — всички видове високоскоростно заваряване; — импулсно заваряване; – възможна е работа както в режим на пренос на малки капки, така и в режим на струя. |
| Газова смес ТУ 2114-001-87144354-2012 Ar/18CO2 |
82%Ar + 18%CO2Ar - аргон от най-висок клас (99,993%); CO2 - въглероден диоксид от най-висок клас (99,8%) Газовата смес за заваряване се подава: в стоманени бутилки под налягане 150 kgf/ cm2; в моноблокове BMKB - под налягане от 200 kgf / cm2. Цилиндрите са боядисани в черно и имат бял надпис "Ar-CO2 смес" |
Най-универсалната газова смес за полуавтоматично заваряване на въглеродни конструкционни стомани, подходяща за почти всички видове материали и видове заварки. |
| Газова смес TU 2114-001-87144354-2012 Ar/20CO2 Удостоверение НАКС No АЦСМ-12-01610 |
80%Ar + 20%CO2Ar - аргон от най-висок клас (99,993%) CO2 - въглероден диоксид от най-висок клас (99,8%) Доставя се: в стоманени бутилки под налягане 150 kgf/cm2; в моноблокове BMKB - под налягане 200 kgf/cm2. Цилиндрите са боядисани в черно и имат бял надпис "Ar-CO2 смес". |
- полуавтоматично заваряване и наваряване на конвенционални конструкционни стомани; - полуавтоматично заваряване на неръждаеми стомани с нарязана тел; - способност за изпълнение вертикални шевовес минимално пръскане |
| Газова смес ТУ 2114-001-87144354-2012 Ar/25CO2 |
75%Ar + 25%CO2Ar - аргон от най-висок клас (99,993%) CO2 - въглероден диоксид от най-висок клас (99,8%) Доставя се: в стоманени бутилки под налягане 150 kgf/cm2; в моноблокове BMKB - под налягане 200 kgf/cm2. Цилиндрите са боядисани в черно и имат бял надпис "Ar-CO2 смес". | - полуавтоматично заваряване и наваряване на конвенционални конструкционни стомани; - заваряване на тръбопроводи на автоматични машини и роботи; - осигурява максимално проникване с минимум пръски; - способност за работа във всички позиции |
връх
Фирма "Криогенсервиз" доставя предприятия (от различни профили) технически газове: азот, аргон, ацетилен, газови смеси, хелий клас "А" и хелий клас "B", промишлен кислород, пропан и въглероден диоксид. В допълнение към доставките технически газове, фирмата е специализирана в търговията газови бутилкипроизведен в съответствие с GOST 949-73 и GOST 15860-84 (за пропан). Между допълнителни услугикомпании, можем да отбележим услугите за ремонт, отдаване под наем, покупка и повторен преглед (сертификация) на газови бутилки.



