Технология на аргоново заваряване. Процес на заваряване с аргон. Основните предимства на метода
Както знаете, части, изработени от материали като неръждаема стомана, бронз, мед, титан, алуминий, не са лесни за заваряване. Какво да направите, когато трябва да свържете алуминиеви машинни части или тръби от неръждаема стомана? Има изход - трябва да използвате аргоново-дъгово заваряване. Вярно е, че услугите на специалист ще струват много. Ето защо, ако сте сигурни, че ще имате нужда от такава работа повече от веднъж, тогава има смисъл самостоятелно да овладеете технологията на този метод на заваряване.
Аргоновото заваряване се използва за заваряване на части от различни метали.
Аргоно електродъгово заваряванее кръстоска между два други вида заваряване - електрическо и газово.При първия е свързан с използването на електрическа дъга, при втория - използване на газ и подобна технология на работа.

Процесът на аргонова дъга.
Процесът на съединяване на материали възниква поради действието на електрическа дъга, която топи ръбовете на метала. И газ аргон в тази технология се използва, за да се даде здравина на шева. В крайна сметка неръждаемата стомана и цветните метали се окисляват по време на заваряване поради кислород или примеси, съдържащи се във въздуха, а ако говорим за алуминий, тогава той напълно се запалва в кислород. Поради факта, че аргонът има по-голямо тегло от въздуха, използването му ви позволява да защитите зоната на заваряване от влиянието на външни фактори.
Този тип заваряване може да се извърши с помощта на консуматив и неконсуматив (волфрамов) електрод. В тази връзка има три метода за заваряване с аргон:
- автоматично аргоново заваряване с помощта на волфрамов електрод (AMA);
- автоматично заваряване с аргон с помощта на консумативен електрод (AAAD);
- ръчно аргоново заваряване с неконсумируем електрод(РАД).
Размерът на използвания електрод ще се определя от материалите, които изискват заваряване.
Инструменти за аргоново заваряване
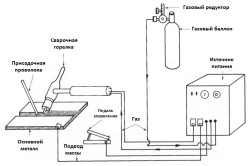
Схема на TIG апарата за аргонова дъга
За да извършите технологията на заваряване с аргон, заваръчна машина за електрическо заваряване, допълнена със специализирани елементи, ще бъде напълно достатъчна.
Така че за аргоново заваряванеще ви трябват следните материали и инструменти:
- главен трансформатор (60-70 V);
- допълнителен трансформатор, който ще е необходим за захранване на превключващите устройства;
- индуктивно-капацитивен филтър;
- осцилатор;
- захранващ контактор за подаване на напрежение към горелката;
- горелката, която ще се използва за заваряване;
- устройство, което регулира продължителността на издухване на газ;
- волфрамови електроди;
- пълнители с необходимия размер;
- електрогазов вентил за променлив или постоянен ток;
- токоизправител (24 V);
- контактор и реле за включване/изключване на осцилатор;
- амперметър;
- цилиндър, пълен с аргон и със сигурност има скоростна кутия;
- автомобилна батерия и няма значение дали е в работно състояние или не, батерията е необходима за серийно свързване към електрическа верига, за да се намали компонентът на постоянен ток;
- заваръчни очила.
Апарат с обозначението TIG, т.е. апарат за заваряване с неконсумируем електрод и използване на инертен газ, можете да закупите вече в готовата конфигурация. Остава само да свържете няколко устройства към такова устройство. Това ще бъде заземяване, горелка, бутони за управление на горелката и включване на газа и контейнер с аргон.
Процес на TIG заваряване
Преди да започнете заваряване с аргон, повърхността на частите трябва да се почисти от замърсявания и мазнини. Това се прави механично или химически. След това е необходимо да закрепите здраво заваръчните елементи заедно. Извършва се с помощта на различни затягащи устройства. Разстоянието между повърхностите, които ще бъдат заварени, трябва да бъде възможно най-малко. Обратната страна на шева, като правило, е защитена със специални уплътнения, изработени от мед или стомана.
Горелка при разреждане ръчно заваряванетрябва да е в дясната ръка, телта за пълнене в лявата. Заваряването се извършва от дясната страна на лявата. 20 секунди преди началото на действителния процес на заваряване включете подаването на газ. Силата на тока се определя от материала, от който са направени частите, които ще бъдат заварени. Със стомана и основни сплави трябва да работите на постоянен ток с постоянна полярност. Елементите, изработени от цветни метали, ще трябва да бъдат обработени променлив ток, това ще допринесе за най-ефективното изчезване на оксидния филм.
Ако е избрано заваряване с аргон на променлив ток, тогава след запалване на дъгата осцилаторът трябва да премине в режим на стабилизатор.
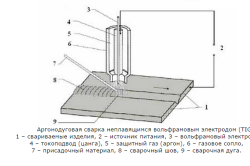
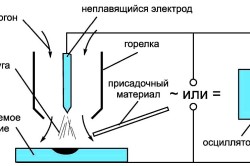
Схема на заваряване с аргон волфрамов електрод.
След това горелката се довежда до частите. Между края на електрода и метала се появява електрическа дъга, който разтапя ръбовете на материала и пълнежната тел. В същото време не трябва да се забравя, че колкото повече се увеличава размерът на дъгата, толкова повече намалява дълбочината на проникване на материала и съответно шевът е по-голям и по-ненадежден. Следователно електрод, който не се консумира, се приближава най-близо до повърхността на частите, за предпочитане на разстояние от 2 mm. При заваряване с аргон с неконсуматив електрод, работата не може да се извършва чрез докосване на металната повърхност. При докосване с волфрам металът ще се разлети, разстоянието между частите, които ще бъдат заварени, и електродът ще бъде слабо йонизиран поради искрата.
Бавно водейки факлата по шева, капитанът последователно внимателно подава телта за пълнене. Телът трябва да бъде от същия материал като елементите, които ще се заваряват. Технологията на аргоново заваряване елиминира напречните движения, тъй като при тях има висок риск от проникване на кислород и последващо окисляване на метала. Качеството на шева се определя само от опита и уменията на заварчика. Струва си да се помни, че остротата на движенията при подаване на телта ще доведе до разпръскване на материала. По-добре е да държите телта за пълнене пред горелката и не права, а под ъгъл спрямо метала. При свързване на цветни метали с малка дебелина може да се изключи използването на тел за пълнене.
Предимства и недостатъци на електродъговата заварка.
Дебитът на газ аргон ще се определя от скоростта на подаване на газ и въздушния поток. В случаите, когато се извършва заваряване в затворено пространствобез тяга, разходите за газ ще бъдат минимални. При работа на открито в условия на силен вятър ще трябва да се използват специални дюзи с решетки, тъй като е вероятно поривите на въздуха да издухат аргон и да оставят металните повърхности незащитени. Подаването на аргон спира след минута и половина след края на заваряването на частите, когато краят на електрода има време да се охлади.
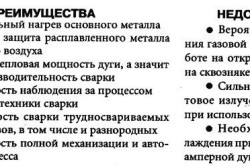
Всеки метод има своите плюсове и минуси, а технологията за аргонно-дъгово заваряване, разбира се, не е изключение. Предимствата на този метод за свързване на цветни метали и неръждаема стомана включват следните характеристики:
- надеждно свързване, изключващо появата на пори или замърсявания поради запечатването на шева с аргон;
- еднаква дълбочина на топене на метал;
- изпълнението на заваряване на материали, които нямат друг метод на свързване;
- допустимостта на заваряване на части със сложен дизайн без промяна на формата им, тъй като площите на нагряване на метала са изключително малки;
- сравнително бърз процес.
За съжаление, когато се обработва с аргон, върху частите се появява порест слой от хромов оксид, което се отразява негативно на устойчивостта на корозия. Сред недостатъците може да се нарече доста сложно оборудване, което изисква предварителни настройки, както и определено умение. Ето защо, ако дори нямате опит в провеждането на конвенционално електрическо заваряване, тогава е по-добре да се свържете с професионалист за свързване на материали с помощта на аргон. Ако имате поне минимални практически познания за изпълнението на такава работа - просто трябва да бъдете търпеливи и да се опитате да свършите работата възможно най-точно, тогава с течение на времето шевът по време на заваряване с аргон ще започне да се оказва равномерен, тесен и много издръжлив.
- Основни принципи на заваряване
- Процес на заваряване с аргон
- Какво е необходимо за заваряване
- Заваряване на цветни метали
Аргон, аргонова дъга, заваряване в среда на защитен газ са всички имена на видовете заваряване.Аргоновото заваряване се използва в Съветския съюз за производството на космически кораби. Днес тя е достъпна за всеки. Използва се при ремонт на превозни средства, възли на лодки и самолети, при ремонт и производство на алуминиеви конструкции. Наистина, много хора знаят, че е трудно да се заваряват неръждаема стомана и мед, бронз и алуминий, титаниеви части и други метали при нормални условия. И в живота често се случва, че трябва да заварявате неръждаеми тръби, алуминиеви авточасти, части от фигурки. В тези случаи е по-добре да използвате метода на аргоново-дъгово заваряване. Тази работа ще струва много. Ако имате опит с използването заваръчно оборудванекак се готви с аргон не е въпрос. Можете да опитате при възможност, умението ще се появи.
Заваряването с аргон е доста често срещано във всички области, където могат да се прилагат заваръчни ремонти.
Основни принципи на заваряване
Какво е аргоново заваряване? Това е хибрид на електрическо и газово заваряване. При работа специалистът заварчик използва електрическа дъга и тел за пълнене. Източникът на отопление е дъга. Разтопява ръбовете на детайлите. За какво е газта тук? Нека се опитаме да се справим с този проблем.

Изображение 1. За свързване на елементите се използва аргонова горелка.
Много цветни метали, които взаимодействат с атмосферния кислород, се окисляват. Оксидният филм на повърхността им не позволява образуването на шев с заготовки от черни метали. Оказва се, пълен с мехурчета, това значително намалява здравината на готовата конструкция. Алуминиевите части могат просто да изгорят при тези условия. Инертен газ, включително аргон, е в състояние да изтласка въздух от зоната на изгаряне на дъгата. Тежи 38% повече от въздуха. Това му позволява надеждно да почисти заваръчната вана, ако започнете да подавате аргон малко по-рано, отколкото електрическата дъга светне. Трябва да завършите процеса няколко секунди след угасването на дъгата. Самият аргон обикновено не реагира с метали. Нищо чудно, че се нарича инертен газ. Но ако готвите, когато сте свързани обратна полярност, аргонът може да се превърне в плазма.
Металите се заваряват с аргон с помощта на консумативен и неконсуматив електрод. Неконсумируем електрод е парче огнеупорен волфрам. Диаметърът му зависи от метала, който ще се заварява. Заварчиците разграничават следните видове заваряване:
- RAD - работа под слой аргон с помощта на неконсумируем електрод (ръчно);
- AAD -;
- AADP - автоматична работас помощта на консумативен електрод.
За работа с волфрамов електрод се използват TIG устройства. TIG заваряване се нарича в производството метод, при който се заварява метални частисвързани помежду си чрез заваряване в атмосфера на аргон. Този процес се извършва със специален пистолет (изображение № 1). Волфрамовият електрод излиза извън своите граници на разстояние 2-5 mm. Може да бъде всякакъв размер. Около него има керамична дюза, през която протича инертен газ. Диаметърът на пълнителя и електрода се избира според специални таблици.
Обратно към индекса
Процес на заваряване с аргон

Заваряването трябва да се извършва в специализирана маска.
Преди работа всички части се почистват, отстраняват се оксиди, следи от мазнини и мръсотия. Това се прави с четка, различни химически състави. Върху елементите, които ще бъдат заварени, се прилага електрическа маса. Телът за пълнене не е включен в мрежата. Заварчикът държи горелката в едната ръка, а телта в другата. На тялото на горелката има бутон за включване на подаването на газ. 20 секунди преди началото на заваряването трябва да се натисне. Текущата сила може да бъде избрана с помощта на вашия опит.
Горелката се спуска до повърхността на частите. Разстоянието между тях е идеално 2 мм. Между детайлите и електрода възниква електрическа дъга. Горелката се подава равномерно по шева. Заварчикът подава жицата. Качеството на шева зависи изцяло от неговото умение. Не стартирайте дъгата, като докосвате работната маса. За това има осцилатор. Той подава импулс към електрода, чиято честота е най-малко 150 kHz, а напрежението е от 2000 V. Електродът се запалва от това.
Обратно към индекса
Какво е необходимо за заваряване
За заваряване с аргон трябва да подготвите:
- трансформатор.
- Контактор.
- Осцилатор.
- Устройство за регулиране на времето за издухване.
- Горелка.
- Цилиндър с газ и редуктор.
- Електроди и тел.
- Спомагателен трансформатор.
- Токоизправител.
Трансформаторът може да бъде обикновен заваръчен. Мощността на това устройство трябва да съответства напълно на характеристиките на работния процес.
Контакторът е устройство за подаване на напрежение към горелка.
Целта на осцилатора е описана малко по-горе.
Необходимо е устройство за регулиране, за да подаде газ (аргон) към мястото на заваряване предварително и да завърши подаването навреме.
Горелката е необходима за доставяне на аргон до мястото на заваряване от цилиндъра.
Необходим е спомагателен трансформатор за захранване на някои допълнителни устройства.
Може да ви трябва и реле за включване на контактора и осцилатора, амперметър, очила.
Домашната инсталация е готова. Можете да закупите пълен комплект апарати за TIG заваряване. Цената му започва от цифрата 250 USD. Колкото повече струва, толкова по-добре.
Във всеки случай има разход на материали. Консумацията на аргон по време на заваряване зависи от скоростта, с която се подава горелката. На улицата, със страничен вятър, се използват специални устройства под формата на мрежа, която затваря камбаната на горелката.
През целия ни живот в ежедневието ни придружават неща от различни сплави и цветни метали.
Спомнете си колко пъти сте търсили начин да се свържете заедно, разделени на няколко части:
- антично нещо;
- спукване на контейнер от;
- спуканата тенджера на любимата ви свекърва;
- и още много.
Аргоново заваряване - ще ви помогне да решите тези ежедневни проблеми. Разбира се, заваряването с аргон, извършено от професионалисти, ще бъде с отлично качество. Но високата цена на такава услуга спира ремонта на необходимите прибори до по-добри времена.
Тук лаикът има въпрос, възможно ли е да се използва у дома аргонова дъга заваряванеи какво е необходимо за това? Да, приятели, това е по силите на домашен майстор и ако имате опит в електродъгово заваряване, тогава няма да има проблеми с аргона.
Аргонова дъгова заварка - какво е това ?! Технологията използва електрическа дъга и газ. Един вид хибрид е електро-газово съединение на метали.
То е ясно с електрическа дъга: топи заварените ръбове на материала и ги свързва.
Но аргонът е предназначен да предпазва мястото на заваряване от вредни примеси и газове, т.е. той измества кислорода от работната баня и изолира мястото на заваряване от въздействието на атмосферата.
И защо е необходимо? При съединяване на цветни метали и легирани стомани кислородът влияе зле на качеството на шева, а алуминият дори се запалва. За решаване на подобни проблеми се използва газ аргон, който е с 38% по-тежък от въздуха.
Подаването на газ се извършва предварително, преди запалването на дъгата и спира след приключване на заваръчните операции.
Аргонът, поради липсата на реакция в областта на работната зона, е наречен инертен.
Заваряването с аргон се извършва от консумативи или неконсумативи -. Не без причина в старите електрически фурни се използва волфрамова спирала за готвене, поради нейната нетопимост.
Електродите се произвеждат в различни диаметри и материали за всеки вид заварен метал.
Разнообразие технология на заваряванесе разделя на 3 вида:
- RAD - ръчно заваряване с аргонова дъга с неконсумируем електрод;
- AAD - автоматично свързване с неконсуматив електрод;
- AADP е автоматизиран процес на консумативни електроди.
Оборудване
Ако решите да направите всичко със собствените си ръце, тогава едно устройство не е достатъчно. Необходимо оборудване:
- горелка;
- заваръчен трансформатор;
- осцилатор за запалване на дъга;
- контролер на времето за издухване на аргон;
- цилиндър с редуктор;
- електроди;
- тел за пълнене;
- очила и ръкавици за заваряване;
- други спомагателни устройства.
Конструкцията на горелката включва: волфрамов електрод, стърчащ на 3-4 мм отвъд керамичната дюза, аргонова дюза, блок за подаване на ток и газ и бутон за превключване на газ.
![]()
Осцилаторът генерира импулси с високо напрежение, които се прилагат към електрода за стартиране на дъгата. При простото заваряване това се постига чрез докосване на електрода върху повърхността, която ще се заварява. И волфрамов електрод без осцилатор се замърсява.
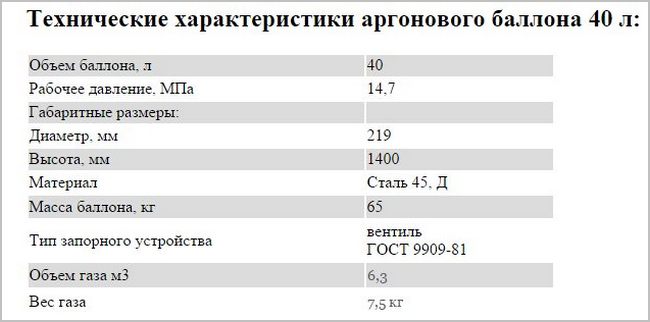
Сега можете лесно да закупите нови и използвани аргонови бутилки със стандартно работно налягане от 150 ATM. Цената за бутилка от 40 литра за 2016 г. е от 4000 рубли.
Таблица със спецификации:
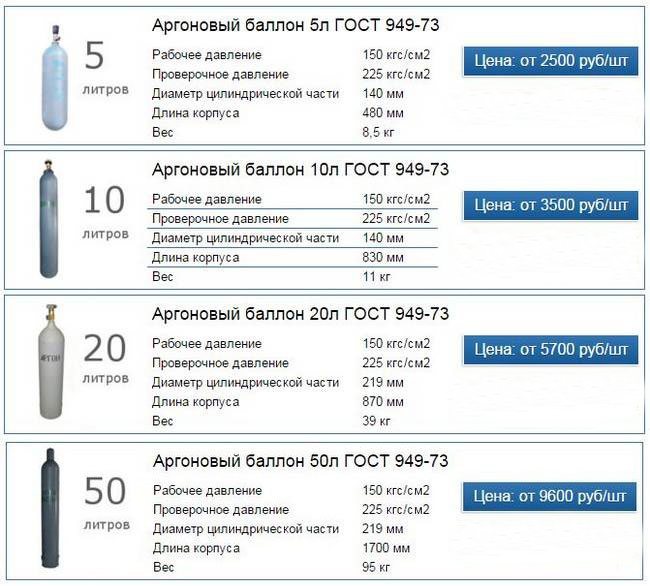
Също така на пазара има цилиндри за 5, 10, 20 и 50 литра. Вижте таблицата за цени и спецификации:
Най-лесният вариант е да закупите аргон дъгова апаратураНапълно оборудвана TIG и газова бутилка.
TIG оборудването се различава по своите възможности. Например, апарат, генериращ променлив ток (AC), е подходящ за. А за стоманени продукти те вземат устройство за постоянен ток (DC). По-добре е да закупите универсален модул, който комбинира двата режима и е подходящ за вашето работно напрежение.
Видео:какво е TIG заваряване и къде се използва.
Изберете аргон заваръчна машиназа себе си - цените започват от 14 000 рубли. Възможно е издаване на стоки на кредит.
Видео:преглед на машината за аргоново-дъгово заваряване Tesla TIG MMA 250 (добри отзиви).
Така че списъкът необходимото оборудванеза аргоново заваряване:
- източник на ток (TIG машина);
- газова бутилка с редуктор и маркуч;
- горелка;
- електроди - диаметърът се избира от дебелината на продуктите, които ще се заваряват;
- тел за пълнене - прът, материал, подобен на този, който се заварява;
- маска и специални ръкавици.
Според текста на статията можете да оцените средната цена на оборудването за заваряване с аргон.
Технологичен принцип
Помислете за технологията RAD - ръцете на заварчика държат горелката и телта за пълнене.
Преди работа почистваме повърхността на свързаните продукти и закрепваме проводника към земята. Взимаме горелката в едната ръка, а телта в другата и извеждаме оборудването до повърхността на металите на разстояние 2-3 мм. Включваме подаването на газ с бутона на горелката 15 секунди преди подаване на тока.
След определено време между електрода и метала ще се появи електрическа дъга, която стопява ръбовете на продуктите и жицата. Бавно водейки факлата по шева и захранвайки телта за пълнене, получаваме красива и надеждна връзка (не винаги).

Тук не можете без умения. Телът трябва да се държи пред горелката под ъгъл. Чрез проба и грешка технологията може да бъде овладяна!
Видео:как се готви с аргон.
Видео:преглед на основните приложения и аксесоари за TIG заваряване.
Относно заваряването на консумативи електроди
За връзки в аргонова среда с консумативен електрод се използват специални инсталации и апарати. Заваряването става с помощта на специална горелка, оборудвана с малък електродвигател, който захранва телта от намотката.
Видео:преглед на полуавтоматичното устройство Tesla MIG MAG MMA 300, предназначено за заваряване на консумативи електроди.
Предимства и недостатъци на метода
Какви са предимствата и недостатъците на заваряването с аргон? недостатъци:
- оборудването е трудно за начинаещи;
- заваръчните работи изискват опит и умения;
- с ръчен метод, ниска скорост на работа.
предимства:
- заваръчният шев е защитен от въздействието на атмосферата;
- нагряването на метала е слабо, експерименталният продукт не променя формата си;
- възможността за свързване на всякакви сплави;
- обхватът на приложение е неограничен;
- рядка смяна на електроди.
Познайте цената на сантиметър аргоново заваряванев цялата страна варира от 30 до 300 рубли и фактът на притежаване на устройството също може да се отдаде на плюсовете.
Заваряване на тънколистова неръждаема и топлоустойчива аустенитна стомана. Видовете съединения, използвани при заваряване на тънка листова стомана, са показани на фигурата по-долу. Преди заваряване повърхността на ръбовете трябва да се почисти до блясък със стоманена четка и след това да се измие с разтворител (дихлоретан, ацетон, авиационен бензин), за да се отстранят мазнините, следи от които причиняват порьозност на заварката и намаляват стабилността на дъгата.
Преди заваряване частите се съединяват с хлаби през 50-75 мм. С ръчно и механизирано заваряване от неръждаема стоманаОбикновено се използват волфрамови електроди, които позволяват повишена плътност на тока, в резултат на което се увеличава производителността на заваряване. При заваряване с консумативен електрод се използва тел от същия състав като метала, който се заварява.
Заваряването се извършва от дясно на ляво. Дъгата се инициира, когато електродът докосне метала, след което електродът се прибира, като се поддържа дължината на дъгата от 1,5-2 mm. Ъгълът между пълнежа и заварения метал не трябва да надвишава 15-20°. По-добре е да поставите лентата върху линията на шева. В този случай аргонова струя по-надеждно защитава консумативния метал на пръта и продукта. Металът за пълнене се въвежда във ваната равномерно и се движи по шева пред горелката. Невъзможно е да се правят напречни движения с прът, тъй като кислородът от въздуха може да влезе в зоната на заваряване и да окисли заваръчния метал.
При заваряване без добавен метал, електродът се държи под ъгъл от 90 ° спрямо листа. За да се намали консумацията на волфрамови електроди, е невъзможно да се спре подаването на аргон веднага след края на заваряването; това трябва да се направи след 1-1,5 минути, когато краят на електрода вече е изстинал.
Ако се използва волфрамов електрод и променлив ток, тогава може да се постави графитен прът на мястото, където започва заваряването, за да се улесни запалването на дъгата. След това запалената върху пръта дъга се прехвърля върху метала, който ще бъде заварен.
Ръчното заваряване на неръждаеми и топлоустойчиви аустенитни стомани с волфрамов електрод в аргонова среда се извършва при постоянен ток с права полярност; заваряването може да се извърши и на променлив ток, но с помощта на осцилатор. Стомана с дебелина над 3 мм се заварява с консумативен електрод, изработен от тел от неръждаема стомана при постоянен ток с обратна полярност.
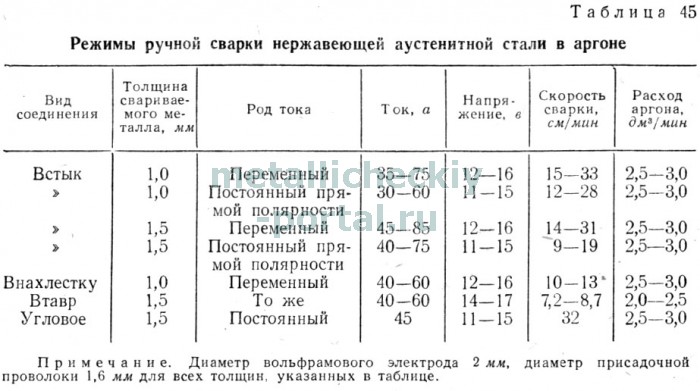
Режимите на ръчно заваряване с волфрамов електрод от тънка неръждаема стомана в аргон са дадени в табл. 45. За заваръчни шевове във вертикална равнина токът се намалява с 10-15%, за шевове на тавана—с 20%) спрямо стойностите, показани в таблицата по-долу.
Обратната страна на шева е защитена от излагане на въздух с медни и стоманени облицовки. По време на заваряването под долната повърхност на ръбовете на листовете, които ще бъдат заварени, се вкарва аргонова струя, за която се избира жлеб в облицовката по линията на шева.
Заваряване на леки сплави с неконсумируем волфрамов електрод. При заваряване на леки сплави с малка дебелина се използват същите видове съединения, както при заваряване на тънка листова неръждаема стомана (виж фиг. 181).
Преди заваряване ръбовете на листовете с ширина 25-30 мм се почистват с шкурка или фина телена четка. Ръбове на части от алуминиеви сплавиможе да се почисти чрез ецване в разтвор на хромова киселина. Преди ецване ръбовете се обезмасляват с разтворител или топъл разтвор на каустик. След това изплакнете с гореща вода и подсушете добре. Заваряването трябва да се извърши не по-късно от 8 часа след ецване, в противен случай повърхността на листовете отново ще бъде покрита със слой оксиди.
Части с дебелина до 6 мм се заваряват без скосени ръбове, 8-12 мм с V-образни, 12-20 мм с X-образни, над 20 мм с X- или U-образни скосени ръбове.
При заваряване на леки сплави особено вредна е примесът на влага в аргон, който се отстранява чрез щателно изсушаване както на газа, така и на бутилките преди напълването им с аргон.
Материалът на пълнежа е тел от същата сплав като този, който се заварява. За заваряване на термично обработени алуминиеви сплави се използва алуминиева тел Sv-AK-5, съдържаща до 5% силиций.
Заваряването се извършва в приспособление, което захваща листовете, които ще бъдат заварени, в желаната позиция. Листовете се полагат върху подложка от неръждаема стомана, която има жлеб по линията на шева, който осигурява образуването на обратната страна на шева.
Пръчката за пълнене по време на заваряване се държи под ъгъл 10-30°, а електродът -70-80° спрямо равнината на заваряване. Не се произвеждат напречни вибрации от електрода и пълнителя. Заваряването се извършва при възможно най-висока скорост, при която все още се случва нормалното сливане на пълнителя с ръбовете. При заваряване на леки сплави с волфрамов електрод се използват променлив ток и осцилатор. Режимите на заваряване на леки сплави на променлив ток са дадени в табл. 46

За да се получат плътни шевове, без пори и оксидни филми, I. M. Terentyev, F. E. Barutkin и G. S. Konovalov препоръчват използването на повишени режими на заваряване с волфрамов електрод от алуминиеви сплави AMg-6, AMts и VAD-1 и точно:

При тези режими проникващото и смущаващо действие на дъгата осигурява по-пълно разрушаване на оксидния филм. Разход на аргон за всички дебелини 12 l/min, променлив ток.
Заваряване на леки сплави с консумативен електрод. Заваряването с консумативен електрод, изработен от тел от същата сплав като този, който се заварява, се извършва при постоянен ток с обратна полярност. С консумативен електрод в аргон е възможно да се извършва многослойно заваряване на продукт от алуминий и неговите сплави с дебелина до 100 mm, както и да се заваряват дефекти на леене от алуминий, магнезий и техните сплави.
За алуминиеви сплави AMg-5V и AMg-6 с дебелина от 20 до 100 mm, V. I. Dyatlov и Yu. A. Deminsky разработиха режим на заваряване в аргон с дъга с висока мощност и тел с голям диаметър (4 mm). В този случай се осигурява струйно пренасяне на метал в дъгата, което е оптимално. Диаметърът на дюзата за аргон трябва да бъде 26 мм. Заваряването се извършва с електрод, наклонен напред под ъгъл от 80 °. Телът се използва от същата сплав като метала, който се заварява. За заваряване авторите препоръчват използването на заваръчен трактор ADS-1000 с автоматично регулиране на дължината на дъгата, тъй като при диаметър на проводника 4 mm плътността на тока на електрода е 30–40 A/mm 2, което не е достатъчно за саморегулиране на дъгата, което изисква плътност на тока от 70–110 A/mm 2 . Преобразувателят PS-500 се използва като източник на захранване. Тракторът ADS-1000 трябва да бъде донякъде преработен: скоростта на подаване на тел беше увеличена, монтирана е глава за заваряване на консумативи електроди в аргон с водно охлаждане и аргонова дюза с диаметър 26 mm.
Режими на заваряване за дебелини от 20 до 100 mm: ток 500–560 A, напрежение на дъгата 26–28 V, скорост на заваряване 11–18 m/h, разход на аргон 20–25 dm 3 /min. Брой проходи: за дебелина 20 мм - 2; 35 мм - 4-6; 50 мм—10—12; 100 мм—18—22. За дебелини от 100 mm хлабина 0±2 mm; за 50 и 100 mm ъгъл на скосяване 80°.
Заваряване на мед. Медта се заварява с волфрамов електрод на постоянен ток с постоянна полярност или на променлив ток с помощта на осцилатор. При заваряване на мед М-1 и М-2 вместо аргон като инертен газ може да се използва хелий или азот.
Пръчките за пълнеж могат да бъдат направени от сплави: хромирана мед, съдържаща 1-1,2% хром, останалото е мед; силициево-манганова мед (everdur) KMts-3-1, съдържаща 1-1,5% манган, 2,75-3,5% силиций, останалото е мед. За хелиево-дъгово заваряване на мед с дебелина 2-3 мм се използва следният режим: ток 100-165 A, скорост на заваряване 22-24 m / h, консумация на хелий 550-600 dm 3 / h, диаметър на волфрамов електрод 2-2,5 mm, диаметър на пълнежната тел 2,5-3 mm, диаметър на отвора на мундщука 6 mm.
Ако като защитен газизползва се азот, след което за получаване на необходимите механични свойства на отложения метал се използва пълнеж, изработен от медна тел, покрита с флюс. Деоксидантите (фосфор, силиций и манган) се въвеждат в състава на флюса под формата на феросплави: ферофосфор, феросилиций и фероманган; флюсът може да се нанесе не върху жицата, а да се излее в жлеба за подплата, разположен под шева.
Медта клас M-3 съдържа повече примеси от медните класове M-1 и M-2 и поради това се заварява по-лошо - шевът е крехък. Проучванията на G. A. Asinovskaya и I. S. Shapiro показват, че е препоръчително да се заварява мед M-3 с дебелина до 3 mm по метода на аргонова дъга на променлив ток и да се използва бронз от Br като пълнеж. KMts-3-1. При тестване заваръчно съединениепоказа следните свойства: якост на опън след заваряване 19 kgf/mm 2, след студено коване 23 kgf/mm 2, ъгъл на огъване 180°. Заваряването се препоръчва да се извършва в следния режим:
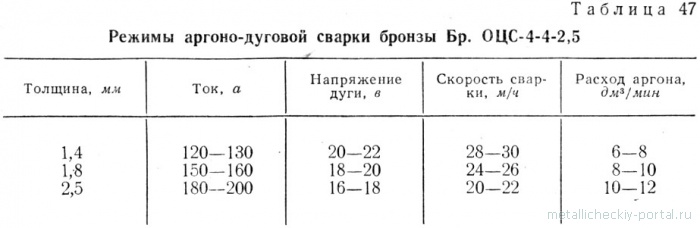
Заваряване на бронз. Бронз Бр. OTS-4-4-2.5 (калай 3,5%; цинк 3,5%, олово 2,2%, мед - останалото) има висока якост (o в \u003d 30 kgf / mm 2), добра пластичност, еластичност и устойчивост на умора и износване , в резултат на което се използва широко в индустрията. Аргоново-дъговото заваряване се извършва с волфрамов електрод с диаметър 3,5 мм. Бронз с дебелина 1,4-2,5 мм се заварява без пълнежен материал на постоянен ток с постоянна полярност или на променлив ток с осцилатор. Използва се аргон клас B. Шевовете са заварени челно върху медна облицовка без празнина. Вижте режимите в табл. 47.
Най-добрата механична якост се осигурява чрез заваряване на бронз в закалено състояние - якост на опън заварено съединение 27-29 kgf/mm 2, относително удължение 18-22%, разрушаването настъпва по шева. При заваряване на метал с дебелина над 1,8 mm в зоната на преход от основния метал към заваръчния шев могат да се образуват единични пори. Това се дължи на наличието на разтворен водород в метала, идващ от защитния газ, и поради дифузията на водорода от основния метал в заваръчния шев. Източникът на водород е влагата, присъстваща в аргона и на повърхността на заварения метал, както и водородът, абсорбиран от бронза по време на неговото отгряване в газ, съдържащ 10-12% водород в състава си.
Машинна обработка и валцуване заваркиги подобрява механични свойства. Химичен съставзаваръчният метал е малко по-различен от основния, тъй като по време на заваряване цинкът изгаря и оловото и калайът се окисляват. Намаляването на легиращите примеси и отлятата структура причиняват по-ниска якост на заваръчния метал в сравнение с основния метал.
Заваряване на титан. Титан заварен постоянен токдиректна полярност в аргон клас А, който също се подава към обратната страна на заваръчния шев. Нанесете медни облицовки и скоби. При дебелина на титана от 0,8 до 3 mm се използва ток от 40 до 140 A, напрежението на дъгата е от 14 до 18 V, консумация на аргон: в дъгата 8-12 l / min, на обратната страна на заваръчния шев 3 -5 л/мин, скорост на заваряване 18-25 м/ч.
администрация Обща оценка на статията: Публикувано: 2012.05.15



