Видео уроци по заваряване с аргон. Инструкции за заваряване на алуминий с аргон стъпка по стъпка за начинаещи.
Мед и др.), Които практически не подлежат на свързване с традиционно оборудване, следователно аргоново-дъговото заваряване се използва успешно за създаване на монолитни конструкции от тези материали. Аргоновото заваряване „Направи сам“ се извършва на стандартно оборудване или с помощта на самостоятелно изработено устройство и изисква определени умения и знания, без които процесът е обречен на провал.
Аргонова заваръчна горелка
Характеристики на аргонова дъга
При аргоново-дъгово заваряване процесът протича в среда на инертен газ (аргон), който предпазва съвпадащите повърхности от окисляване, като по този начин подобрява качеството на заваръчния шев. може да се извършва в ръчен и автоматичен режим с помощта на неконсуматив и консуматив електрод.
Като неконсумируем електродпри заваряване с аргонова дъга обикновено се използва волфрамов елемент, тъй като той е много огнеупорен материал. Използвайки този метод на заваряване, е възможно надеждно да се свържат материали, които са много трудни за заваряване по традиционния начин, и дори различни части.
Характеристики на технологията при аргонова дъга
За уверена и продуктивна работа трябва да знаете как да готвите с аргон и да следвате някои правила, чието изпълнение значително ще улесни процеса и ще ви позволи да постигнете висококачествена заварка.
Аргоново-дъговото заваряване „Направи си сам“ включва създаването на силен и надежден шев и следователно изисква повишено вниманиепри извършване на работа.
- Неконсумативният електрод трябва да се държи възможно най-близо до повърхността, която ще се заварява, създавайки възможно най-късата дължина на дъгата. С увеличаване на дъгата дълбочината на проникване на метала намалява и ширината на шева се увеличава, тоест качеството страда.
- Обикновено при аргоново-дъгово заваряване се извършва само едно движение, което е насочено по оста на заваръчния шев. Липсата на чести напречни движения прави възможно създаването на по-тесен и по-естетически приятен шев, което отличава тази технология от използването на покрити електроди.
- За да се предотврати насищането на повърхностите, които ще се заваряват с азот и се съдържат във въздуха, трябва да се внимава неразходимият електрод и тел за пълнене да са в зоната на защита от аргон.
- При рязко подаване на заваръчната тел се наблюдава активно разпръскване на метала. За да се предотврати този процес, телта трябва да се подава много гладко, което се постига с практика.
- Един от показателите за качеството на заваръчния шев е неговото проникване, което може да се прецени по формата, образувана от заваръчната вана. Доброто проникване може да се оцени по заваръчна вана, която е удължена в посока на заваряване, а овална или кръгла форма показва недостатъчно проникване на повърхността.
- При заваряване с електрод без консуматив, телта за пълнене трябва да се постави под ъгъл спрямо повърхността, която ще се заварява пред горелката, като се избягват напречни вибрации. По този начин е по-лесно да се осигури равен и тесен заваръчен шев.
- Кратерът се заварява в края на работата чрез понижаване на тока с реостат (погрешно е да се спре работата чрез прекъсване на дъгата, прибиране на горелката, тъй като защитата на шева е рязко намалена). Обикновено подаването на газ (аргон) се спира 7-10 секунди след края на работата, а подаването на газ към зоната на фугата трябва да започне 15-20 секунди преди началото на процеса.
- Преди началото на заваръчни работиповърхностите на частите трябва да бъдат почистени от оксиди и замърсявания с механични или химически средства, както и обезмаслени.
 Принцип на заваряване с аргон
Принцип на заваряване с аргон Параметри на режима за аргоново-дъгово заваряване
Заваряване с аргон ръцете ще минатна високо ниво, ако изберете оптималните режими, които ще осигурят най-ефективния процес.
- Полярността и посоката на тока се избират според свойствата на метала, който ще се заварява. Обикновено при работа с основни стомани и сплави се използва постоянен ток с постоянна полярност. Заваряването на алуминий, магнезий и берилий за предпочитане се извършва при обратна полярност, което допринася за по-бързото разрушаване на оксидния филм.
- Настроеният заваръчен ток зависи от марката и състава на материалите, от диаметъра на волфрамовия електрод, както и от полярността на тока. Точните данни за режима за решаване на конкретен проблем трябва да бъдат избрани от референтни материали или въз основа на вашия собствен опит.
- Напрежението на дъгата е напълно зависимо от нейната дължина, така че се препоръчва да се извършва работа, създавайки минимална дъга, като се постига намаляване на напрежението. С увеличаване на дължината на дъгата напрежението се увеличава и качеството на заваръчния шев се влошава.
- Дебитът на инертен газ трябва да се настрои по такъв начин, че да се създаде ламинарен поток, който напълно ще предпази повърхностите, които ще се заваряват от окисляване.
 Режими на заваряване на метали
Режими на заваряване на метали Изборът на оптимални режими е доста сложен процес, следователно аргонно-дъговото заваряване, обучението трябва да се извършва от опитен специалист, който има както теоретични познания, така и практически умения за извършване на такава работа.
Модернизация на конвенционална заваръчна машина за използване на аргон
Често аргоновото заваряване "направи си сам" се извършва на нестандартно, тоест апарат, преобразуван за решаване на специфични проблеми. За да се гарантира качеството на работата, ще са необходими две допълнителни единици, които да помогнат за извършването на процеса на високо ниво на качество.
- Осцилаторът е устройство, използвано за безконтактно запалване на електрическа дъга. Той поддържа стабилен дъгов разряд, когато работи в режими, които изискват използването на променлив ток. Тъй като запалването на дъгата по време на аргоново-дъгово заваряване е невъзможно поради редица причини чрез директно докосване на работната повърхност с електрода, осцилаторът генерира разряд с високо напрежение (4 - 8 kW.), който пробива дъгата.
- Баластният реостат се използва за регулиране на силата на тока и избор на оптимални параметри при заваряване на части от различен материал. При заваряване на алуминий променлив токпрепоръчително е реостатът да се регулира в много тесни граници (15-20%), тъй като директният компонент на тока така или иначе не може да бъде компенсиран.
Предимства и недостатъци на аргонова дъга
Можете да се запознаете по-ясно с процеса, като гледате аргоново-дъгово заваряване (видео), което показва методите за настройка на оборудването и методите за свързване на различни повърхности.
предимства:
- площта на нагряване на основния метал е много малка, което запазва оригиналната форма на заготовките;
- аргонът е инертен газ, чието специфично тегло е по-тежко от въздуха, следователно надеждно защитава повърхностите, които ще бъдат заварени, от влиянията на околната среда;
- висока топлинна мощност на дъгата ви позволява да увеличите скоростта на работа;
- простотата на техническите методи прави този метод на заваряване общодостъпен;
- възможността за заваряване на части, които не могат да бъдат свързани по друг начин, с чист и естетичен шев.
недостатъци:
- възможността за непълна защита на шевовете при работа при силен вятър или течение, тъй като част от аргона може да не стигне до местоназначението си;
- при работа с високоамперна дъга е за предпочитане да се използва допълнително охлаждане;
- доста сложно оборудване, използвано за работата и известна трудност при фина настройка.
За по-подробно запознаване с процеса трябва да видите как да готвите с аргон (видео), което показва всички характеристики на процеса по много достъпен начин, както и да се запознаете с необходимото оборудване.
Те наричат технологичния процес на свързване на продукти от различни метали и техните сплави чрез топенето им с електрическа дъга в защитна среда от инертен газ, по-специално аргон. Въпреки че този процес е вид електро електродъгово заваряване, но по отношение на техническото приложение е по-технологично сложен, затова ще се опитаме да разберем как да готвим с аргон на практика.
Малко теория
Инертният газ аргон принадлежи към групата на така наречените "благородни" газове, което се определя от неговата валентност и произтичащите от това основни физикохимични свойства, които не му позволяват да влиза в химични съединения с други вещества, включително кислород, дори под въздействие на високи температури. Това забележително свойство от гледна точка на техническото приложение стана основа за широкото индустриално приложение на тази технология за електрическо заваряване на различни метали и техните сплави в среда на аргон.
По този начин инертният газ аргон позволява почти напълно да се изолира металът, който ще се заварява, разтопен от високотемпературна дъгова плазма от атмосферния въздух, или по-точно от кислорода, намиращ се там. Тъй като е с почти 40% по-тежък от основните атмосферни газове, той лесно измества всички останали газове от зоната на електрическото заваряване и по този начин позволява изолиране на заваръчната вана от негативното въздействие на кислорода.
Характеристики на заваряването с аргон
Електрическото заваряване в защитна аргонова среда, особено напоследък, става все по-популярно както сред опитни заварчици, така и сред обикновените хора, главно поради наличността му. Ако по-рано наличието на апарат за заваряване с аргон беше дело само на специализирани индустрии, днес не е трудно да закупите такъв заварчик и цилиндри с аргон за него. Но с лесната наличност на оборудване има една малка трудност във въпроса: как да готвим с аргон на практика.
Трябва да се отбележи, че основният критерий за търсенето на аргоново заваряване е обхватът на неговото приложение, или по-скоро способността му, за разлика от други видове заваряване, да произвежда връзка от различни метали. Като:
- неръждаеми и високолегирани стомани,
- сив чугун,
- алуминий,
- титан,
- мед и нейните сплави.
Освен това, това не е пълен списък с материали, но също така е до голяма степен неосъществим за конвенционално заваряване с електрическа дъга или газ с ацетилен.
Е, основното предимство на електродъговата заварка в аргон е качеството на заваръчния шев, което също е практически недостижимо при други видове заваряване.
Как да готвя с аргон
За начинаещи и аматьори си струва да се спомене веднага, че заваряването с аргон е доста сложен технологичен процес, който изисква не само солидни познания по металургията, но и определени умения и опит в заваряването. В същото време, като се има предвид далеч значителната цена на самия газ аргон, най-добре е да започнете обучение и да се опитате да се заемете със заваряването на различни части, например от от неръждаема стомана. И само след като гледате видеоклипа за заваряване с аргон под формата на уроци за начинаещи, както и придобиване на достатъчно опит и теоретични познания, си струва да започнете да заварявате цветни метали и техните различни сплави.
Аргоновото заваряване е като че ли симбиоза на технологиите за заваряване с електрическа дъга и газово пламък, но със значителни технически разлики. Например, газообразна средааргон:
- от една страна, той допринася за образуването и поддържането на проводяща плазма, което значително улеснява както запалването на електрическата дъга, така и допринася за по-бързото нагряване и топене на ръбовете на заварените съединения, като по този начин осигурява образуването на високо- качествен шев;
- от друга страна, постоянен газов поток охлажда заваръчния шев, предотвратявайки образуването на различни термични деформации под формата на пукнатини и пори, което също допринася за качеството на заваряването.
Техниката на заваряване с аргон има редица характеристики и изисква обучение за практическо приложение. Можем да ви дадем само няколко основни съвета, които трябва да знаете и приложите, когато правите аргоново заваряванесъс собствените си ръце, а именно:
- Задържане аргонова дъга заваряванеизисква внимателна подготовка на повърхността, тоест ръбовете на детайлите трябва да бъдат механично почистени до блясък от оксиди и остатъци от мръсотия с помощта на пила или шкурка. И също така не пречи на допълнителната повърхностна обработка. с химически средства, като смажете мястото на бъдещо заваряване със специална киселина за запояване или предварително сте го обезмаслили с всякакъв вид разтворител.
- Задължително е, преди да започнете заваръчни работи, е необходимо да настроите, според технологична карта, режими заваръчен ток, интензитет на подаване и дебит на инертен газ в строго съответствие с вида, дебелината и материала на заваряващите се изделия.
- Захранването с инертен газ трябва да се регулира така, че аргонът да се подава към мястото на заваряване 20 секунди преди запалването на електрическата дъга и подаването му да бъде спряно не по-рано от 10 секунди след приключване на процеса на заваряване.
- За да се изключи контактът на заварения метал с активен кислород, съдържащ се в естествената атмосфера, е необходимо това заваръчна тели неконсумируемият електрод е постоянно в защитната зона на аргонова среда.
- Телът за пълнене трябва да се подава под ъгъл към неконсумиращия електрод и заваръчната вана пред горелката, като се опитват да се избегнат различни напречни движения, което ще осигури по-добра заварка.
- Опитайте се да правите трептения с горелката, насочена по оста на заваръчната вана, без да правите ненужни напречни движения, което ще ви позволи да оформите по-тясна лента заваръчен шев.
- След приключване на заваръчните работи е необходимо да се заварява кратера при намалена сила на тока, като се регулира с копчето на реостата. В никакъв случай не трябва да спирате заваркарязко прекъсване на електрическата дъга, незабавно отвеждане на горелката настрани, тъй като това драстично ще намали нейното качество.
- Препоръчително е да поставите заваръчната тел или неконсумативния електрод по-близо до заваръчната вана, като поддържате възможно най-много минимално разстояниемежду тях. Намаляването или увеличаването на дължината на дъгата директно определя дълбочината на топене на ръбовете на заварените метали и значително влияе върху ширината на заваръчния шев.
Има два вида оборудване за аргоново заваряване:
- MAG или метален инертен газ, който е вид електродъгово заваряване, което се извършва чрез топене на метална тел в защитна среда от аргон или друг инертен газ, като правило, с неговото автоматично подаване;
- TIG или Tungsten Insert Gas, което означава електродъгово заваряване с помощта на неконсумируем волфрамов електрод, също в защитна аргонова среда, но ако е необходимо с ръчно подаване на пълнежа.
Заваряване оборудването за заваряване с аргон MAG и TIG има редица конструктивни разлики, които от своя страна се определят от технологичните характеристики.
И така, заваряването с аргон от типа MAG се извършва със заваръчна тел, която се подава автоматично с помощта на механично подаващо устройство, разположено вътре в заваръчната машина. В този случай заваръчната тел:
- служи като проводник на заваръчен ток;
- поддържа електрическата дъга, като е електрод;
- служи като материал за заваряване и съединяване на метал.
Заваръчното оборудване за заваряване с аргон TIG работи с неконсумируем електрод, който е изработен от огнеупорен волфрам. Към него се подава заваръчен ток за поддържане на електрическата дъга. Но в този случай при TIG заваряване е възможно да се свържат части само чрез разтопяване на металите на частите, които ще бъдат заварени, ако дебелината им позволява. Когато е необходимо да се добави допълнителен материал за отлагане, както при MAG заваряване, за това се използва специална пълнежна тел, но вече чрез ръчно подаване към мястото на заваряване.
Оттук и основната разлика между оборудването MAG и TIG в устройството на основното работно тяло - специална горелка и свързваща втулка.
По време на MAG заваряване аргонът и заваръчната тел автоматично преминават през втулката, през която от своя страна протича заваръчният ток.
При TIG заваряване - изолираната втулка се състои и от захранващ маркуч защитен газ, но има и захранваща оплетка или тел, който предава заваръчен ток към горелката, вътре в която има цангов държач за фиксиране на волфрамовия електрод.
Днес на пазара можете не само лесно да вземете добра и евтина заваръчна машина, използваща MAG или TIG технология, но и да намерите комбинирано оборудване, оборудвано за работа с тези две технологии, макар и малко по-скъпо.
Например, за сравнително ниска цена можете да закупите мултифункционален инверторно оборудванеФирма СПАРК. Да, линия заваряване полуавтоматично MultiARC е проектиран да извършва висококачествено и най-удобно заваряване в трите най-популярни заваръчни технологии MMA, MIG и TIG.
Ако имате собствен опит в използването на заваряване с аргон, споделете го в блока за коментари.
Използването на аргон по време на заваряване дава достатъчно високи резултати в качеството на съединението, което не може да се осигури по друг метод. Ето защо в професионалната сфера на използване, както и при работа с трудно заваряеми метали, те се опитват да използват точно такъв метод. Заваряването на алуминий с аргон осигурява високо ниво на свързване, тъй като самият газ е инертен и създава уникален защитна среда, през които не може да проникне кислород от атмосферата, а също и никакви други негативни външни фактори влияят върху заваръчната вана.
Въпреки факта, че тук се използва газ, заваряването с аргон все още се отнася до дъгова заварка, тъй като основната сила, която стопява метала, е електрическата дъга. Газът изпълнява само защитна функция и може да се използва за и след него. Процесът на използването му е доста скъп, така че за обикновените видове заваряване не винаги е изгодно да го използвате, но за такива опции като заваряване на неръждаема стомана и алуминий е незаменим. Прилагането му изисква не само специално оборудване, но и умения. В индустрията често се срещате с алуминий, тъй като той често се използва за създаване на различни неща поради неговата лекота и относително висока якост на сплави.

Заваряването на алуминий с аргон се използва главно за критични конструкции и конструкции. За този процес се използва нетопим, което улеснява създаването на заваръчна вана, като се вземат предвид свойствата на разширение на алуминия. Като зададете правилно параметрите, можете да избегнете много проблеми, причинени от лоши свойства на заваряване на метал.
Свойства и заваряемост на алуминия
Когато алуминият се заварява с аргон, трябва да се вземат предвид всички характеристики, които ще срещнете при работа с този метал. Основният проблем на заваряемостта е, че върху металната повърхност се образува оксиден филм. Безполезно е да се борим с него с температурни ефекти, тъй като точката му на топене е над 2000 градуса по Целзий, а алуминият се топи вече при 680 градуса. Скоростта на образуването му е достатъчно бърза, така че е необходимо не само да се отстрани преди заваряване, но и да се предотврати по време на този процес, за което служи аргонът. В противен случай капки разтопен алуминий ще бъдат увити в този филм, което ще предотврати нормалното свързване и образуването на шев.
Технологията на заваряване на алуминий с аргон включва работа предимно в долно положение. В края на краищата, металът в разтопено състояние има висока течливост, поради което в други позиции може просто да тече надолу, вместо да образува заваръчна зърна. Това също създава трудности по време на заваряване, тъй като вместо пластично състояние, капитанът трябва да се справи с водно вещество, а за нормалното протичане на процеса е необходим трудов опит. При нагряване металът практически не променя цвета си, така че дори в разтопено състояние е трудно да се определи неговата температура.

Аргонова дъга за заваряване на алуминий
Лошата заваряемост се проявява и във факта, че по време на образуването на шев в него могат да възникнат пори, пукнатини и черупки. Това може да се дължи на лош защитен слой или на създаване на стрес. Ако се извършва заваряване на алуминий с аргон правилен режим, тогава не трябва да се случват такива неща. Коефициентът на разширение тук е значително различен от стоманата, така че свиването в алуминия става по съвсем различен начин, което може да доведе до деформация в този момент. Когато се образува шев, металът може да се разшири, което допринася за нежелано огъване на заварените детайли.
Предимства
- Заваряването на алуминий с аргон дава доста качествен резултат, който е почти недостижим за други методи на заваряване;
- Горелката може да се използва за отопление, което е много удобно по време на работа;
- Използва се модерно оборудване, което има фини настройки, което помага лесно да се адаптира към всеки режим;
- Техниката може да се използва не само за алуминий, но и за други метали, които са трудни за заваряване;
- Аргонът помага за борба с всички негативни фактори, на които е изложена заваръчната вана, образувайки непроницаема среда;
- Възможно е да се създават дълги непрекъснати шевове, тъй като тук не се използват покрити електроди;
- Работата с тънки детайли става по-лесна.
недостатъци
- Високата цена на процеса на заваряване, така че не е изгодно да се използва във всички процедури;
- Използва се сложно скъпо оборудване, което не винаги е удобно за използване;
- Работата с газ повишава нивото на опасност при работа;
- За висококачествено заваряване майсторът трябва да е висококвалифициран;
- Подготовката, както и последващото почистване на работното място, отнема много време.
Методи и оборудване за заваряване
Аргоновото заваряване на алуминий е едно от по-добри начинисвързващи части и се извършва на почти същите стъпки, както при работа с други метали, с изключение на някои нюанси. Заваряването на алуминий с аргон включва използването на следната гама материали:
- Аргонов инвертор е почти обикновен заваръчен трансформатор, който осигурява електричество с необходимите параметри. Съвременните модели могат да осигурят както постоянен, така и променлив ток, в зависимост от наличните режими, да не говорим за широката настройка на параметрите.
- Неконсумируема електродна горелка - за такова заваряване се използва специална горелка, в която се вкарва неконсумируем въглероден или волфрамов електрод. Чрез него се запалва и поддържа електрическа дъга, а също така спомага за разбъркване на метала в заваръчната вана, за да се образува заваръчен ръб. От горелката се подава защитен газ, който осигурява нормални условия на работа. Електродът се вкарва в горелката, така че пламъкът да се разпределя точно около разтопения метал.
- Газ - свързва се с горелката с маркуч, за да може да се отстрани на безопасно разстояние от контакт с пламъка. Това трябва да бъде специален цилиндър, предназначен да съхранява този тип газ.
- Материалът за пълнене често е тел за пълнене, който запълва областта между двата ръба. Избира се според състава на сплавта, с която се извършва работата.
Заваряването на алуминий с аргон задължително изисква подготвителни процедури. Ако работата се извършва с дебел детайл, той трябва да се шлайфа преди заваряване. Ако дебелината е сравнително малка, тогава трябва да се почисти с метална четка или шкурка. Следващата стъпка е обработка с цел премахване на набези, обезмасляване и отстраняване на оксидния филм. За това е подходящ разтворител, например ацетон или друго подобно вещество.

Може също да се наложи да изрежете ръбовете, ако дебелината е повече от 4 мм. Факт е, че свойствата на алуминия влошават дълбочината на проникване, следователно е по-ниска, отколкото в същата стомана. За да се получи по-надеждна връзка, ръбовете на частите, където алуминият ще бъде заварен с аргон, трябва да бъдат скосени под ъгъл от 30 до 45 градуса, в зависимост от дебелината. Флюсирането може да бъде крайната стомана за подготовка, ако ситуацията го изисква.
Инструкции за заваряване на алуминий с аргон стъпка по стъпка за начинаещи
- Направете всички необходими подготвителни процедури, които са описани по-подробно по-горе.
- Следва обработката с флюс на ръбовете за подобряване на заваряемостта и осигуряване на допълнителна защита срещу образуването на оксиден филм.
- След това можете да продължите към самото заваряване. Трябва да свети електрическа дъга, а с него и горелката и постепенно подавайте пълнежния материал в заваръчната вана. При работа с тънък металпо-добре е да се правят кратки проходи през мястото на заваряване, а при заваряване на дебели детайли може да се направи дълъг шев.
- След края на процедурата трябва да оставите детайла да се охлади и да проверите качеството на заваряване с керосин или други методи.
Без шлайфане и обработка с разтворител, шевът няма да лежи плосък и след заваряване могат да се появят пукнатини на повърхността.
Безопасност
Аргоново-дъговото заваряване на алуминий изисква спазване на правилата за безопасност. На първо място, трябва да се погрижите за наличието на лични предпазни средства, като огнеупорни дрехи, заваръчна маскаИ така нататък. Газовият цилиндър трябва да бъде поставен на разстояние най-малко 5 метра от непосредственото място на заваряване. Преди да го използвате, трябва да се уверите, че оборудването е в добро състояние, същото важи и за маркучите. След докосване на метала, заваряването трябва да се извършва само след като той напълно изстине, което може да отнеме около 10 минути. Не забравяйте за правилата за елементарна електрическа безопасност.
Често има нужда от заваряване на материали, които не са свързани по време на конвенционалните видове заваряване, например алуминий, мед, титан и т.н. Следователно, за да се създаде здрава монолитна конструкция от тези метали, се използва аргоново заваряване. Какво е аргоново заваряване, как работи? Отговорите на тези и други въпроси са дадени в тази статия.
Процесът - аргоново-дъгово заваряване протича в среда на инертен газ аргон, откъдето идва и името на процеса на заваряване. Използването на аргон при заваряване при свързване на два метала е защита срещу окисляване, което може да възникне поради контакт с кислород във въздуха. Тоест аргонът покрива зоната на заваряване и предотвратява проникването на кислород в зоната на съвпадащи повърхности.
Самият режим на заваряване може да се извършва ръчно, полуавтоматично и автоматично. Има класификация на режимите, които зависят точно от описаните по-горе методи и вида на електрода, участващ в процеса на заваряване. Два вида електроди: консумативи и неконсумативни. Вторият вид е волфрамова тел, с която можете да гарантирате здрава и надеждна връзка на два метала, дори и различни.
И така, класификацията на режимите на аргонова дъга:
- Ръчно заваряване с аргон, при което се използва неразходим електрод - маркировката му е RAD.
- Аргоново заваряванеавтоматичен, където се използва неконсуматив елемент - AMA.
- Аргонова дъгова заварка от автоматичен тип, където се използва консумативен електрод - AADP.
Техника на заваряване с аргон
Познаването на някои правила ще улесни процеса на заваряване с аргон и ще ви позволи да постигнете висококачествена заварка.
- Колкото по-дълга е заваръчната дъга, толкова по-широк е шевът и по-малка е неговата дълбочина, което намалява качеството на шевната фуга. Поради това се препоръчва да държите неконсумативния електрод възможно най-близо до съединението на частите, които ще се заваряват.
- За да създадете тесен и дълбок шев, е необходимо да следвате само надлъжното движение на електрода и горелката. Отклоненията встрани (напречни движения) намаляват качеството заваръчна фуга. Ето защо при заваряване с аргон е необходима точността и вниманието на заварчика.
- Телът за пълнене и неконсумируемият електрод трябва да са само в зоната на заваряване, покрити с аргон. Това ще предотврати проникването на кислород и азот в зоната.
- Телът за пълнене трябва да се подава гладко и равномерно. Острото подаване е пръскане на метал в големи количества. Процесът на кандидатстване не е най-лесният, всичко идва с опит.
- Има такъв индикатор - проникване. При заваряване с аргон се определя от самата заварка. Ако има заоблена и изпъкнала форма, това показва ниското му качество. Повърхностното проникване беше недостатъчно.
- Телът за пълнене се подава пред горелката с неконсуматив електрод. Освен това се подава под ъгъл. Тези изисквания осигуряват равномерност на заваръчния шев и неговата малка ширина. Просто е толкова удобно да се контролираш процес на заваряване.
- Невъзможно е рязко започване и прекратяване на заваряването с аргон, тъй като това отваря достъпа на кислород и азот до зоната на заваряване. Ето защо се препоръчва да започнете заваряването след 15-20 секунди, когато започне подаването на инертен газ към съединението на връзката на два метала. И завършете (отстранете телта за пълнене), преди горелката да бъде изключена. Това обикновено отнема 7-10 секунди.
Внимание! Трябва да завършите процеса на заваряване, като намалите силата на тока с помощта на реостат, който е част от заваръчната машина. Простото прибиране на горелката означава отваряне на достъп до зоната за заваряване на азот и кислород.
Фуги за заваряване метални частитрябва да се почисти и обезмасли преди започване на работа.
Режими на заваряване с аргон
Заваряването с аргон ще бъде с високо качество, ако правилно изберете оптималния режим на процеса.
- Изборът на полярност и посока на тока ще зависи от свойствата на металите, които се заваряват. Така че при стоманени конструкции при заваряване с аргон се използва постоянен ток с директна полярност. За заваряване на алуминий или берилий се използва постоянен ток с обратна полярност.
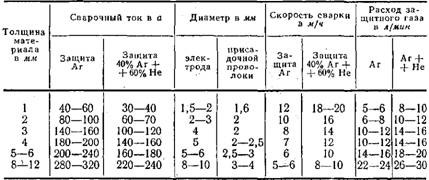
- Силата на тока, който ще се заварява, се избира въз основа на три компонента: диаметърът на използвания електрод, видът на метала на частите, които ще се заваряват, тяхната дебелина и полярност. Връзката на всички параметри се определя от табличните стойности. Някои майстори правят избора въз основа на собствения си опит. Ето една от таблиците, която определя режима на работа на аргоново-дъгово заваряване на титан.
- Както бе споменато по-горе, колкото по-къса е заваръчната дъга, толкова по-добър е шевът. Същата зависимост на напрежението на дъгата и нейната дължина.
- Консумацията на инертен газ зависи от силата и равномерността на потока му, напускащ горелката. Експертите препоръчват създаване на поток от ламинарен тип. Тоест газът се подава без пулсации.
Изборът на правилния режим не е лесна задача. Следователно, дори в процеса на обучение, трябва да изучавате теория и да овладеете практически умения.
Предимства и недостатъци
Предимствата на аргонова дъга включват:
- Не топлинаотопление, което поддържа размера и формата на двата заварени продукта.
- Газът аргон е инертен, което означава, че е по-тежък и по-плътен от въздуха, осигурявайки максимална защита на зоната на заваряване.
- Топлинната мощност на дъгата е доста висока, което позволява самият процес на заваряване да се извърши за кратък период от време.
- Самият процес е прост, така че научаването му е лесно.
- Този процес на заваряване ви позволява да се свържете различни видовеметали, които не могат да бъдат съединени с други заваръчни вилици.
недостатъци:
- При течения и вятър част от аргонова защита изчезва, което намалява качеството на заваръчния шев. Затова се препоръчва целият процес да се извършва в затворени помещения с добра вентилация.
- Заваръчното оборудване е доста сложно и освен това не е лесно да се настроят режими на заваряване.
- Ако по време на процеса на свързване е необходима дъга с висок ампер, тогава трябва да се помисли за допълнително охлаждане на съединените метали.
Принципът на работа на заваръчното оборудване
част заваръчно оборудваневключва:
- Заваръчна машина от всякакъв тип за дъгова заварка, в която напрежението на отворена верига е: 60-70 волта.
- Силов контактор, с помощта на който ще се подава напрежение от заваръчната машина към горелката.
- Осцилатор. Това устройство преобразува мрежовото напрежение от 220 волта и честота на трептене от 50 Hz в напрежение от 2000-6000 волта с честота 150-500 kHz. Тези параметри на електрическия ток улесняват запалването на дъгата.
- Устройство за продухване на заваръчната зона с аргон.
- Горелката е керамична.
- Цилиндър за аргон, свързан към горелката чрез редуктор и маркуч.
- Неконсумируем електрод и тел за пълнене.
Как работи заваряването с аргон, можете да гледате видео, но принципът е този. Първо се регулира режимът на заваряване и се почистват металите, които ще се съединяват. Горелката е взета в дясната ръка, телта за пълнене в лявата, не е свързана с електричество. На дръжката на горелката има специален бутон, с който можете да подадете защитен газ към зоната на заваряване. Подаването на газ се включва 20 секунди преди началото на заваряването.
Горелката трябва да се спусне така, че да остане малко разстояние между неконсумативния електрод и повърхностите, които ще се заваряват - в рамките на 2 mm. Между другото, електродът се вкарва в горелката по такъв начин, че от него да стърчи край не по-дълъг от 5 мм. Вътре в горелката има ключалка, в която се вкарва електрод с всякакъв диаметър.
Заваръчната машина се включва и върху електрода се подава напрежение. Между него и съединените метали се появява дъга. По това време аргонът се подава от дюзата на горелката, която покрива зоната на заваряване. Заварчикът подава тел за пълнене в заваръчното съединение, което под действието на електрическа дъга се топи и покрива пролуката между частите. В този случай се извършва бавно движение по шева.
Не запалвайте електрода при контакт с металите, които се заваряват. Специално се използва осцилатор за запалване, както е показано във видеото.
Видове заваръчно оборудване
За аргоново заваряване се използват четири вида оборудване.
- Ръчно (показано във видеото) е, когато заварчикът държи както горелката, така и телта за пълнене със собствените си ръце.
- Механизиран вариант - заварчикът държи горелката, а телта се подава по механизиран начин.
- Автоматично аргоново-дъгово заваряване - няма заварчик, той се заменя от оператор, който следи процеса, защото както горелката, така и телта за пълнене се подават автоматично.
- Роботизиран процес на заваряване. Задава се програма, която отговаря изцяло за текущия процес.
Най-важното предимство на заваряването с аргонова дъга е способността да се заваряват части от онези метали, които не могат да бъдат съединени по друг начин. И в ежедневието такива ситуации често се срещат, например при докинг на тръби от неръждаема стомана. Не пропускайте да гледате видеото на тази страница на сайта.
Той е много популярен както сред специалисти, така и сред любители, на които им помагат да го овладеят от видео уроци за начинаещи. Тази технология се използва за заваряване на трудно съединяеми метали: неръждаеми и други видове, титан, мед, алуминий, техните сплави и др. от изброените по-горе метали.
За начинаещите специалисти ще бъде доста трудно да готвят цветни метали по тази технология - по-добре е да се хванете за съединяване на стоманени части. Ако вече имате опит със заваряване, можете да гледате видео уроци и да започнете да изучавате основите на този метод.
Познаването на технологията за заваряване с аргон ще спести прилични пари, които в противен случай ще трябва да бъдат платени от квалифицирани специалисти. Целта на статията, която е представена на вашето внимание, е да предостави цялата необходима информация, свързана със заваряване с аргонова екранировка (налягане на газ, консумативи, подготовка на части с различни форми и от различни материали за работа и много други). След като научите получената информация и сте преминали просто видео обучение, можете да започнете да готвите части различни металипо тази технология.
Какви са характеристиките на заваряването с аргон
Аргоновото заваряване има много общо с електрическата дъга и газова технология(принципът на нагряване на ръбовете на частите, които трябва да бъдат съединени с помощта на електрическа дъга, използването на газ и техниката на извършване на работа). Тези методи също имат значителни разлики, за които трябва да са наясно както специалист, така и начинаещ заварчик.
Топенето на ръбовете на съединените детайли и пълнежния материал по време на заваряване с аргон, както беше споменато по-горе, осигурява високата температура, отделяна по време на изгарянето на електрическата дъга. Необходимостта от използване на аргон, който действа като защитен газ, се обяснява със свойствата на металите, които са заварени по тази технология.
Легираните стомани и повечето цветни метали (както и сплавите на тяхна основа) в процеса на нагряване и топене започват активно да взаимодействат с газове, съдържащи се в околния въздух - кислород, азот, водород и др. В резултат на такова взаимодействие , върху повърхността на обработвания метал се образува огнеупорен оксиден филм (а разтопеният алуминий при контакт с кислород може дори да се запали).
Аргонът, подаван в зоната на заваряване, осигурява неговата надеждна защита, тъй като е инертен газ, който поради по-голямата си маса изтласква всички други газообразни съединения от зоната на заваръчната вана.
Аргонът, който осигурява надеждна защита на заваръчната зона от околния въздух и практически не взаимодейства с метала на частите и пълнежния прът, дава възможност за получаване на висококачествени заварки, които се отличават с еднаква структура и висока надеждност. Важно е също така, че при използването на този метод на заваряване, в сравнение с други технологии, разходът на пълнител е намален.

В допълнение, аргонът ви позволява да създадете поток от проводяща плазма в зоната на заваряване, което улеснява нагряването и топенето на ръбовете на заготовките, които трябва да бъдат съединени. Освен това осигурява високо качествообразуван шев.
Ще бъде полезно за начинаещите специалисти да знаят, че аргонът трябва да се подава в зоната на заваряване 15–20 секунди преди да започне и да спре подаването 10 секунди след края.
Готвенето по тази технология може да се извършва с консумативи и неконсумативни електроди, които се използват като волфрамови пръти - най-огнеупорният метал. Размерът се влияе както от състава на материала, от който са изработени частите, които ще се съединяват, така и от тяхната дебелина. Естествено, консумацията на енергия, която трябва да се изразходва, за да се получи заварено съединение.
Към днешна дата са разработени три технологии за заваряване с помощта на защитен газ аргон:
- РАДВАМ - ръчно заваряване, за което се използва неконсумируем електрод;
- AAD - автоматично заваряване с аргонова дъга, извършвано с неконсуматив електрод;
- AADP - с помощта на аргон и консуматив тип електрод.

Ако сте начинаещ и не знаете коя машина за заваряване с аргон да закупите, изберете оборудване, което има обозначението TIG. Това съкращение означава, че пред вас е специално проектирана машина за заваряване с волфрамов електрод в среда на инертен защитен газ.
Как се извършва заваряването с аргон
Основният работен орган при извършване на аргоново-дъгово заваряване е специална горелка, вътре в която е поставен волфрамов електрод в цангов държач. Държачът от този тип ви позволява да фиксирате в него електроди с различни диаметри, които се избират в зависимост от характеристиките на детайлите, които ще се съединяват. Електродът, фиксиран в горелката, трябва да стърчи 2–5 mm над края си.

Около електрода (по външната обиколка на горелката) се поставя дюза, която представлява тръба от керамично или кварцово стъкло. В структурен елементГорелката изпълнява две важни функции едновременно: доставя защитен газ в зоната на заваряване и също така предпазва волфрамовия електрод от контакт с повърхностите на частите, които трябва да бъдат съединени.
За да се заварява метал с аргон, е необходимо да се използва тел за пълнене, поради което се образува заварката. Съставът на такава тел, подаден ръчно в зоната на заваряване, трябва да бъде избран по такъв начин, че да съответства максимално на състава на метала, от който са направени частите, които трябва да бъдат съединени. Преди да започнете заваряване, е необходимо правилно да изберете диаметъра на пълнежа, за който се използват специални референтни таблици. Този параметър зависи от размера на обработваните детайли.
Най-достъпният метод за заваряване в среда с аргон е точно ръчният. Този метод, който обикновено не отнема много време за научаване, предполага, че както горелката, така и телта за пълнене се държат в ръцете на заварчика. Същността на този метод е следната. С горелка, държана в едната ръка, заваръчната дъга се запалва. Аргонът се подава в зоната на заваряване, за което се използва специален бутон на държача. В същото време в другата ръка на заварчика има пълнител, който се въвежда в зоната на действие на електрическата дъга.
Много важно условие за образуването на висококачествена и надеждна заварка, оформена чрез заваряване в среда на аргон, е внимателната подготовка на детайлите, които ще се съединяват.
Такава подготовка се състои в почистване и обезмасляване на техните повърхности, както и в отстраняване на огнеупорен оксиден филм. За извършване на такива процедури, с които трябва да са запознати както начинаещите, така и опитните заварчици, могат да се използват механични устройства ( Сандър) или химикали.

Преди да започнете заваряване, е необходимо да свържете земята към частите, които ще бъдат свързани. Ако трябва да се приготвят малки детайли, тогава те могат просто да се поставят върху метална маса или в работна вана и вече може да се свърже заземяващия проводник към тях. Можете да изберете силата на заваръчния ток и налягането на газа, които зависят от характеристиките на частите, които ще се съединяват, въз основа на справочна литература или на собствен опит. Защитният газ, както бе споменато по-горе, започва да се подава в зоната на заваряване 20 секунди преди да започне.
Разстоянието от електрода до повърхността на детайлите, между които гори заваръчната дъга, трябва да бъде малко - около 2 мм. Това ще позволи ръбовете на частите, които трябва да се съединят, да бъдат добре разтопени и да се получи висококачествен заваръчен шев. Ако увеличите това разстояние, не само ще бъде трудно да разтопите ръбовете на частите, но и самата заварка ще се окаже твърде широка и небрежна. Освен това широката заварка се характеризира с ниска надеждност, в нея възникват значителни вътрешни напрежения.
Много е важно, когато заварявате в среда с аргон, правилно да подавате телта за пълнене в работната зона. Това се прави с бавни и плавни движения, за да се предотврати разпръскване на разтопен метал.
При преподаване на тази технология е много важно да научите, че движенията на горелката и телта за пълнене се извършват само в надлъжна посока - по оста на образувания шев. В никакъв случай не трябва да се правят напречни движения, тъй като потокът на защитния газ ще бъде извън зоната на образувания шев, което ще доведе до значително влошаване на качеството на съединението.
Горелката и телта за пълнене трябва да бъдат поставени под ъгъл спрямо повърхността на частите, които трябва да се съединят: това ще направи възможно образуването на висококачествен, надежден и точен заваръчен шев. В този случай телът за пълнене се намира и подава в зоната на образуване на заварка пред горелката.
Това включва използването на осцилатор, с който заваръчната дъга лесно се запалва. Освен това, когато използвате това устройство, горенето му е много стабилно.

Същността на осцилатора е, че генерира високочестотни токови импулси, характеризиращи се с голяма стойност на напрежението. Типичният осцилатор е способен да преобразува електрически ток със стандартни параметри (220 V, 50 Hz) в импулси с честота 500 kHz и напрежение до 6000 V.
Когато преподава разглежданата технология, начинаещият специалист трябва да научи още нещо. важно правило: при запалване на заваръчната дъга не докосвайте повърхността на частите с волфрамов електрод, това ще доведе до разтопяване на електрода и замърсяване на повърхностите, които ще се заваряват.
Чрез използването на осцилатор дъгата може да се запали без такъв контакт. В повечето случаи електрическа дъга при заваряване в среда с аргон и използване на волфрамов електрод се запалва върху специална въглеродна плоча. Едва след това дъгата се прехвърля към частите, които трябва да бъдат съединени.
Характеристиките на тази процедура са добре демонстрирани от видео уроци.
Необходимо оборудване и режими на заваряване
За да извършвате заваряване в среда с аргон, можете да използвате както серийно оборудване, така и апарат, който се произвежда чрез модифициране на стандарт заваръчен трансформатор. Списъкът на оборудването, което ще е необходимо за извършване на заваряване според разглежданата технология, е както следва:
- заваръчен трансформатор, чиято стойност на напрежението в отворена верига трябва да бъде най-малко 60 V;
- осцилатор, който осигурява бързо запалване на заваръчната дъга и нейното стабилно изгаряне;
- контактор, с който заваръчният ток ще се подава към горелката;
- таймер, отговорен за времето на продухване на зоната на заваряване със защитен газ.
Освен това за заваряване ще са необходими следните устройства и материали:
- горелка;
- цилиндър с аргон, оборудван със зъбно устройство, с което ще се регулира налягането на подаването на газ;
- комплект волфрамови електродиразличен диаметър;
- маркуч за защитен газ;
- проводници за свързване заваръчна машинагорелки и тежести;
- тел, през който електрически ток ще тече към самата заваръчна машина;
- пълнител с подходящ химичен състав.
Целият набор от оборудване, необходимо за заваряване в среда с аргон, може да бъде закупен готов или завършен самостоятелно, като направите някои елементи със собствените си ръце.
При самостоятелно сглобяване можете да спестите прилична сума, тъй като серийните комплекти за аргоново заваряване не са евтини. Освен това самостоятелното сглобяване с необходимите знания и съответен опит ще даде възможност за подобрения на оборудването, което ще го направи по-надеждно, удобно за използване и функционално. Принципите, по които се завършват комплектите за аргонова дъга, също можете да намерите във видеото.
За да получите висококачествено заварено съединение, е много важно да изберете правилните режими технологичен процес. Това включва силата на заваръчния ток и налягането, с което ще се подава защитният газ от цилиндъра. Освен това е важен видът на използвания ток и полярността на връзката му.
Всички горепосочени параметри, в зависимост от материала на производство на частите, които ще се съединяват, и техните геометрични параметри, могат да бъдат избрани от референтните таблици. Въпреки това, има редица прости правила, които ще помогнат на начинаещия заварчик да се ориентира в този избор.
- Аргоново-дъгово заваряване на части от мед, нейните сплави и различни видове легирани стомани, чугун и титан трябва да се извършва върху DCобратна полярност.
- Алуминият и неговите сплави, берилий и магнезий трябва да бъдат заварени на променлив ток с обратна полярност, тъй като това ви позволява ефективно да унищожите оксидния филм върху повърхността на тези метали.
- Изборът на налягането на подаването на защитен газ е силно повлиян от мястото на заваряване. Така че, ако заваряването се извършва на улицата, където въздушните потоци могат да се движат със значителна скорост, се избира по-голямо захранващо налягане и по-малко на закрито.



