Технологична карта на образец за тръбопроводно заваряване. Технологична карта на заваряване на метални конструкции
Заваряването е сложен многоетапен процес. Надеждността на произведените конструкции зависи от качеството на тяхното изпълнение. Разбира се, у дома е малко вероятно картата да е необходима, но в производствените условия процесът на заваряване трябва да има строг регламент и контрол на качеството.
Маршрутизиранеза изпълнителя на работа е както чертеж, така и точна инструкция, която определя както процедурата за тяхното изпълнение (включително подготвителния етап), така и параметрите и режимите, в съответствие с които трябва да се извърши целият процес.
Разработването на технологични схеми за заваряване ви позволява да избегнете ненужни времеви, финансови и материални разходи при изпълнение на производствена задача. С помощта на картата можете да контролирате качеството на изпълнение заваръчни работина всеки етап. Той отразява изискванията на клиента за производството на конструкцията. Освен това в документа се правят записи за желаното ниво на изпълнение.
Отражение на изискванията на клиента
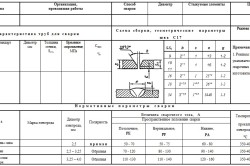
Фигура 1. Примерно картографиране технологичен процесзаваряване.
На фиг. 1 показва примерна карта на процеса на заваряване. Под рубриката „Обект на строителство“ се вписва наименованието на обекта, върху който ще се извършват заваръчните работи. В секцията на картата, следваща я, се отбелязва организацията, която ще участва пряко в този конкретен процес. В следните колони клиентът дефинира:
- каква технология на заваряване ще се използва (газова, електрическа дъга и др.);
- диаметър на заварените тръби;
- имената на елементите, които трябва да бъдат свързани (канал + тръба, Телец + ъгъл) с маркировка в областта на плоските заготовки.
В десния ъгъл на картата на процеса на заваряване има колона, в която е въведен неговият код. Този индекс ще бъде включен във цялата техническа документация, свързана със заварения продукт.
Следващите редове на документа са посветени на описанието на частите, които ще се заваряват, и техните характеристики (дебелина на стената на тръбата, марки стомана и др.). Те също така посочват параметрите за геометрията на фугите и заваръчния шев и изискванията за качество на работа. Всички вписвания в колоните трябва да се извършват с висока точност, тъй като по време на производствения процес заварчикът трябва да следва посочените параметри.
Технологичната карта информира изпълнителя за стандартите за технологията на заваряване на обекта. Те изискват от него да прилага точно посочените марки електроди при заваряване на корен, пълнеж и облицовъчни слоеве. Освен това се определят диаметрите на електродите за различни етапи, полярността на свързване на заваръчните кабели. Технологичните схеми съдържат данни за силата на тока, при която частите трябва да се заваряват в таван, вертикално или долно положение. Долната колона дава препоръки за температурата и времето на изпичане на електродите за всяка операция.

Фигура 2. Отчет за хода на работата и контрол на нейното качество.
Пробата, показана на фиг. 2 е показана част от документа, която показва всички действия на изпълнителя по време на изпълнение на поръчката. Целият процес трябва да бъде описан подробно. В същото време технологичната карта не пренебрегва отчета за подготвителните операции. В линията, посветена на подготовката на краищата на тръбите, се записват оборудването и инструментите, използвани за почистване на повърхностите (от мръсотия, боя и др.). Вляво се определят изискванията за подготовка на краищата и се въвежда информация подготвителна работа, което включва и вземане на измервания за изместване на ръбовете на заварените тръби и определяне на допуските за това преместване.
Освен това технологичната карта е изпълнена с данни за процеса на сглобяване на части, които предоставят връзки към оригиналните чертежи, според които се изпълнява задачата, и описва напредъка на нейното изпълнение, отразявайки методите на сглобяване. Както в първата колона, в следващите раздели на документа се записват цялото оборудване и инструменти, включени в процеса. Малка глава от картата е посветена на топлинната обработка на заварените части. Освен това изпълнителят трябва да докладва подробно директно на процес на заваряване. Разделът е пълен с информация за броя на прихватите и шевовете и техните мостри. В най-долната колона се записват резултатите от контрола на качеството на извършената работа, като се посочват оборудването и методите на изпитване. Технологичната карта е заверена с подписа на нейния разработчик.
Всички работи, включени в документа, трябва да се извършват само от сертифицирано и сертифицирано оборудване, за да се гарантира тяхното висококачествено изпълнение.
КАРТА ИНСТРУКЦИЯ
Ролки за заваряване на конеца върху плочите в долно положение, размера на плочите
Упражнения:
2. Избор на режим на заваряване.
3. Включете ролките за резба
плочи в долно положение
Заваръчни каски; платнени ръкавици; костюм за заваряване на брезент; метална четка; чук за шлака; OZS-d3,4 мм.
Ред за изпълнение
Показател за ефективност на работата
Отговорете на въпроси относно прилагането на предпазните мерки преди, по време и след заваряване, дейности за Пожарна безопасност, електрическа безопасност и безопасност при извънредни ситуации
приготви се работно мястозаварчик, настройте заваръчното оборудване и изберете заваръчен ток
Подгответе плочата за заваряване
Вземете метална четка и почистете повърхността на ширина 20 мм до метален блясък.
Електрод
накратко.

Предпазител на ролката за резба "отляво надясно", "отдясно наляво"
Извършете наваряване на мънистата с долно положение на плочите „отляво надясно”, „отдясно наляво”.
Вертикалното разположение на електрода, ъгълът е 900.
Ъгъл на позицията на електрода назад,
ъгълът на наклон е 30-600.
Ъгъл на позицията на електрода напред,
ъгълът на наклон е 30-600.





Залепете ролката на конеца "на себе си" и "далеч от вас"
Извършете наваряване на мънистата с долно положение на плочите „към“ и „далеч от вас“.
Позиция на електрода: ъгъл напред, ъгъл назад, наклон надясно, наклон наляво. Внимавайте на повърхността на ролките за резба "отляво надясно" и "отдясно наляво".

Залепете ролката за конеца в наклонено положение на плочите
Извършете наваряване на перли с наклонено положение на плочите, като водите електрода под ъгъл назад, под ъгъл напред, наклон надясно, наклон наляво.
Ъгъл на плочата:

Предпазител на ролките за резба вертикално положениеплочи
Извършете наваряване на мънистата във вертикално положение на плочите „отляво надясно”, „отдясно надясно”.
Позиция на електрода: „далеч от теб“ и „включено

Наваряване на резбови ролки във вертикално положение на плочите
Извършете намазване на перли върху плочи, разположени вертикално, като използвате метода на водене на електрода „отдолу нагоре“ и „отгоре надолу“.
Почистете заваръчните шевове, извършете външна проверка
Почистете заваръчните зърна с чук за шлака и стоманена четка.
Проверете качеството на настилка и предайте работата за проверка на бригадира.
КАРТА ИНСТРУКЦИЯ
Покриване на уширени перли върху плочи в долна позиция
Упражнения:
1. Шлосерска обработка на части.
2. Избор на режим на заваряване.
3. Изработка на уширени ролки
върху плочите в долно положение.
Оборудване: източници на заваряване на дъга; електрододържател със заваръчен кабел;
Ред за изпълнение Работен стандарт
Инструкции и обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване
Подготовка на работното място на заварчика
Поставете електрода в държача на електрода.
Запалете дъгата по метода "гръб до гръб".
Контакт на електрода с детайла
накратко.
Запалете дъгата, като използвате метода на „ударяване“, затворете заваръчната верига, като докоснете края на електрода до повърхността на детайла, отстранете електрода бързо, но на кратко разстояние.
Залепете разширения валяк "отляво надясно",
"от дясно на ляво"
Извършете наваряване на разширени перли в долната позиция на плочите "отляво надясно",
"от дясно на ляво".
Движение 1-
Движение 2-движение на електрода
валяк в посока на заваряване. В този случай електродът трябва да бъде наклонен под ъгъл 15-300 спрямо оста, перпендикулярна на равнината на заваряване.
Движение 3-

Залейте разширеното зърно върху плочите в долно положение „към“ и „далеч от вас“
Извършете наваряване на разширени перли в долната позиция на плочите „към” и „далеч от вас”.
Позиция на електрода: заден ъгъл, преден ъгъл, наклон надясно, наклон наляво ( Гледайте: наплъзване на разширени мъниста в долна позиция "отляво надясно" и "отдясно наляво".
Нанесете на повърхността на мъниста, като комбинирате три движения с електрода:
Движение 1-равномерно и непрекъснато подаване на електрода към детайла, докато се топи.
Движение 2-движение на електрода
валяк в посока на заваряване. При което
електродът трябва да бъде наклонен под ъгъл 15-300 спрямо оста, перпендикулярна на равнината на заваряване.
Движение 3-осцилаторно движение на края
електрод отдясно и отляво на ролката.
Поддържайте постоянна дължина на дъгата от 2-3 mm, но избягвайте къси съединения между електрода и детайла, тъй като електродът може да „замръзне“.
Нормалната ширина на перлите, която зависи главно от диаметъра на електрода, трябва да бъде (2-4) de от диаметъра на електрода.
Долна позиция
Почистете разширените ролки на плочите
долна позиция, когато електродът се движи
„отдясно наляво”, „отляво надясно”, „към”, „от себе си”; прилагам .
Сравнете с еталон:
1. Ширината на ролката трябва да бъде (2-4) * de.
1. Извършвайте осцилаторни движения
електрод:
o зигзаг;
заварена зона);
o Полумесец (издутина отстрани
незаварена зона).
Предайте работата на капитана
КАРТА ИНСТРУКЦИЯ
Покриване на уширени перли върху плочи в наклонено положение
Упражнения:
2. Избор на режим на заваряване.
3. Извършване на разширени ролки върху плочите в наклонено положение.
Оборудване: източници на заваряване на дъга; електрододържател със заваръчен кабел;
заваръчни маски; платнени ръкавици; костюм за заваряване на брезент; метална четка; чук за шлака; плочи от въглеродна стомана с размери 250*150*10 мм; електроди марка UONII-13/55, OZS-d 3,4 мм.
Ред за изпълнение
Инструкции и обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване
Отговорете на въпроси относно прилагането на предпазните мерки преди, по време и след заваряване, пожарна безопасност, електрическа безопасност и мерки за безопасност при аварийни ситуации.
Проверете заваръчния кабел, държача на електрода и заземяването.
Платнено костюм, платнени ръкавици, маска за заваряване, шапка, специални обувки или ботуши.
Подготовка на работното място на заварчика
Залепете разширено зърно в наклонено положение на плочите
Извършете наваряване на разширени перли в наклонено положение на плочите „отляво надясно“, „отдясно наляво“, „далеч от вас“, „към вас“.
Ъгъл на плочата: 150.300, 450.600.
Позиция на електрода: заден ъгъл, ъгъл
напред, наклон надясно, наклон наляво.
Нанесете на повърхността на мъниста, като комбинирате три движения с електрода:
Движение 1-равномерно и непрекъснато подаване на електрода към детайла, докато се топи.
Движение 2-
Движение 3-осцилаторно движение на края на електрода вдясно и вляво от ролката.
Поддържайте постоянна дължина на дъгата от 2-3 mm, но избягвайте къси съединения между електрода и детайла, тъй като електродът може да „замръзне“.
Нормалната ширина на перлите, която зависи главно от диаметъра на електрода, трябва да бъде (2-4) de от диаметъра на електрода.





Почистете разширените ръбове на чиниите
Сравнете с еталон:
Височината на ролката трябва да бъде (2-3) мм.
зигзаг;
КАРТА ИНСТРУКЦИЯ
Покриване на разширени перли върху плочи в хоризонтално положение
Упражнения:
1. Шлосерска обработка на части.
2. Избор на режим на заваряване.
3.Извършване на разширени ролки върху плочите в хоризонтално положение.
Оборудване: източници на заваряване на дъга; електрододържател със заваръчен кабел;
маски за заваряване; платнени ръкавици; костюм за заваряване на брезент; метална четка; чук за шлака; плочи от въглеродна стомана с размери 250*150*10 мм; електроди марка UONII-13/55, OZS-d 3,4 мм.
Ред за изпълнение
Инструкции и обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване
Отговорете на въпроси относно прилагането на предпазните мерки преди, по време и след заваряване, пожарна безопасност, електрическа безопасност и мерки за безопасност при аварийни ситуации.
Проверете заваръчния кабел, държача на електрода и заземяването.
Платнено костюм, платнени ръкавици, маска за заваряване, шапка, специални обувки или ботуши.
Подготовка на работното място на заварчика
Подгответе работното място на заварчика, регулирайте заваръчното оборудване, изберете заваръчния ток.
Слепете разширеното зърно върху плочите в хоризонтално положение
Покриване на разширени мъниста в хоризонтално положение на плочите "към" и "далеч от вас", "отляво надясно", "отдясно наляво".
Позиция на електрода: заден ъгъл, преден ъгъл, наклон надясно, наклон наляво.
Забележка:вижте раздела "Наваряване на уширени перли в наклонено положение".
Нанесете на повърхността на мъниста, като комбинирате три движения с електрода:
Движение 1-равномерно и непрекъснато подаване на електрода към детайла, докато се топи.
Движение 2-движение на електрода по протежение на ролката в посока на заваряване. В този случай електродът трябва да бъде наклонен под ъгъл 15-300 спрямо оста, перпендикулярна на равнината на заваряване.
Движение 3-осцилаторно движение на края на електрода вдясно и вляво от ролката.
Движение напред с 2 електрода.
3-електродно движение надясно, наляво,
Поддържайте постоянна дължина на дъгата от 2-3 mm, но избягвайте къси съединения между електрода и детайла, тъй като електродът може да „замръзне“.
Нормалната ширина на перлите, която зависи главно от диаметъра на електрода, трябва да бъде (2-4) de от диаметъра на електрода.

1-прогресивно движение на електрода.
Движение напред с 2 електрода.
3-електродно движение надясно, наляво
Почистете разширените ръбове на чиниите
Почистете разширените ролки върху плочите, докато движите електрода „отдясно наляво”, „отляво надясно”, „към вас”, „далеч от вас”; контрол от външна инспекция.
Сравнете с еталон:
Ширината на ролката трябва да бъде (2-4) de.
Височината на ролката трябва да бъде (2-3) мм.
Извършвайте осцилаторни движения с електрода:
зигзаг;
Полумесец (издутина към зоната на заваряване);
Полумесец (издутина към незаварената зона).
Предайте работата за проверка на капитана по производствено обучение
КАРТА ИНСТРУКЦИЯ
Покриване на разширени перли върху плочи във вертикално положение
Упражнения:
1. Шлосерска обработка на части.
2. Избор на режим на заваряване.
3.Извършване на разширени ролки върху плочите във вертикално положение.
Оборудване: източници на заваряване на дъга; електрододържател със заваръчен кабел;
маски за заваряване; платнени ръкавици; костюм за заваряване на брезент; метална четка; чук за шлака; плочи от въглеродна стомана с размери 250*150*10 мм; електроди марка UONII-13/55, OZS-d 3,4 мм.
Ред за изпълнение
Инструкции и обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване
Отговорете на въпроси относно прилагането на предпазните мерки преди, по време и след заваряване, пожарна безопасност, електрическа безопасност и мерки за безопасност при аварийни ситуации.
Проверете заваръчния кабел, държача на електрода и заземяването.
Платнено костюм, платнени ръкавици, маска за заваряване, шапка, специални обувки или ботуши.
Подготовка на работното място на заварчика
Подгответе работното място на заварчика, регулирайте заваръчното оборудване, изберете заваръчния ток.
Предпазете разширените мъниста във вертикално положение на плочите хоризонтални шевове
За извършване на разширено заваряване на перли във вертикално положение на плочите с хоризонтални шевове „отдясно наляво“ и „отляво надясно“.
Позиция на електрода: ъгъл назад, ъгъл напред.
Наклон надясно, наклон наляво.
Забележка:вижте раздела "Напластяване на уширени перли в наклонено положение на плочите".
Нанесете на повърхността на перлите, като комбинирате три движения с електрода.
Движение 1.Равномерно и непрекъснато подаване на електрода към плочата, докато се топи. Поддържайте нормална дължина на дъгата (2-4 mm), но не свързвайте електрода с плочата на късо.
Движение 2.Преместете електрода по ръбовете в посоката на заваряване, като накланяте електрода под ъгъл 15-300 близо до оста, перпендикулярна на равнината на заваряване u1087. Капките метал по време на топенето на електрода трябва да се движат по посока на неговата ос и да падат върху разтопения метал на заваръчната вана.
Движение 3.Осцилаторното движение на края на електрода се извършва през шева. Необходимо е да се получи валяк с желаната ширина.
Нормалната ширина на перлите, която зависи главно от диаметъра на електрода, се определя, както следва:
B \u003d (2-4) de, където B е ширината на ролката, mm;
Де-диаметър на електрода, mm
Заваръчният ръб трябва да има геометрични размерипоказано на фигурата.
Почистете разширените ръбове на чиниите
Почистете разширените ролки върху плочите, докато движите електрода „отдясно наляво”, „отляво надясно”, „към вас”, „далеч от вас”; контрол от външна инспекция.
Сравнете с еталон:
Ширината на ролката трябва да бъде (2-4) de.
Височината на ролката трябва да бъде (2-3) мм.
Извършвайте осцилаторни движения с електрода:
зигзаг;
Полумесец (издутина към зоната на заваряване);
Полумесец (издутина към незаварената зона).
Предайте работата за проверка на капитана по производствено обучение
КАРТА ИНСТРУКЦИЯ
Заваряване челни ставив долно положение на плочите с подготовка на ръба
Упражнения:
1. Шлосерска обработка на части.
2. Избор на режим на заваряване.
3. Заваряване на челни съединения в долно положение на плочите с подготовка на ръба
Плочи от въглеродна стомана 250*150*10мм; електроди марка UONII-13/55, OZS-d3.4 mm.
Ред за изпълнение
Инструкции и
обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване
Подготовка на работното място на заварчика
Подгответе работното място на заварчика, настройте заваръчното оборудване и изберете заваръчния ток.
Подгответе плочи за челно заваряване в долно положение с подготовка на ръба
Прегледайте я.
Вземете метална четка и почистете повърхността на ръбовете на разстояние най-малко 200 mm до метален блясък от двете страни на плочите и изправете метала (фиг. 3).
За извършване на изрязване на ръбовете на челната фуга на Y-образна фаска за заваряване чрез пилене.
Поставете плочите върху равна повърхност с изгладени ръбове, така че да няма неравномерни стени и оставете празнина от 1-2 mm между ръбовете, които ще бъдат заварени.


Запалете заваръчната дъга и поддържайте нейното постоянно горене, докато електродът не изгори напълно
Поставете електрода в държача на електрода.
Запалете дъгата, като използвате метода на „ударяване“, затворете заваръчната верига, като докоснете края на електрода до повърхността на детайла, отстранете електрода бързо, но на кратко разстояние.
Запалете дъгата по метода "гръб до гръб".
Залепващи плочи
Оставете празнина от 1-2 мм между ръбовете на плочите (фиг. 4).
Извършете закрепване на плочите, като се отдръпнете от ръба на плочата на 30-40 mm (разстояние между фиксаторите 100-200 mm) (фиг. 5).
Прихватите трябва да бъдат направени с тесен шев с малка дължина (фиг. 5).
Извършете залепване със същия диаметър на електрода като заваряването.
По време на заваряване лепенките трябва да бъдат разтопени до основния метал, тъй като в противен случай е възможно образуването на липса на стопяване, порьозност и шлакови включвания в шева.
Заваряване на плочи с челно съединение в долно положение с жлеб
Заварете плочите с челно съединение в долно положение с режещи ръбове с едностранен шев.
Дръжте електрода в равнина, перпендикулярна на плочите, с наклон от 15-200 към посоката на заваряване.
Поведете електрода в центъра на пролуката, дължината на дъгата трябва да бъде не повече от 2-4 mm, постоянна; преместете електрода равномерно.
Нанесете на повърхността на мъниста, като комбинирате три движения с електрода:
Движение 1-равномерно и непрекъснато подаване на електрода към детайла, докато се топи.
Движение 2-движение на електрода по протежение на ролката в посока на заваряване.
В този случай електродът трябва да бъде наклонен под ъгъл 15-300 спрямо оста, перпендикулярна на равнината на заваряване.
Движение 3-осцилаторно движение на края на електрода вдясно и вляво от ролката.
Поддържайте постоянна дължина на дъгата от 2-3 mm, но избягвайте къси съединения между електрода и детайла, тъй като електродът може да „замръзне“.
При повторно запалване на дъгата, след смяна на електрода или случайно счупване, е необходимо да запалите дъгата пред кратера и след това да върнете електрода обратно и да разградите замразения метал на заваръчната вана.
КАРТА ИНСТРУКЦИЯ
Упражнения:
1. Шлосерска обработка на части.
2..Избор на режим на заваряване.
Оборудване: източници на заваряване на дъга; електрододържател със заваръчен кабел; маски за заваряване; платнени ръкавици; костюм за заваряване на брезент; метална четка; шлаков чук.
Плочи от въглеродна стомана 250*150*10мм; електроди марка UONII-13/55,
OZS-d3,4 мм.
Ред за изпълнение
Инструкции и
обяснения
Показател за ефективност на работата
Отговорете на въпроси за ефективността
Подгответе работното място на заварчика, настройте заваръчното оборудване и изберете заваръчния ток.
Вземете чинията, внимателно я разгледайте.
Редактирайте плочите с чук.

Запалете заваръчната дъга и поддържайте нейното постоянно горене до пълно изгаряне
Поставете електрода в държача на електрода.
Запалете дъгата, като използвате метода на „ударяване“, затворете заваръчната верига, като докоснете края на електрода до повърхността на детайла, отстранете електрода бързо, но на кратко разстояние.
Запалете дъгата по метода "гръб до гръб".
Контактът на електрода с детайла е краткотраен.
Филетно заваряване в долно положение на плочите
Извършете заваряване на ъгловото съединение в долно положение на плочите с различни позиции на електрода.
Заварете ъгловото съединение в долната позиция на плочите.




Контрол чрез външен преглед
Сравнете със стандарта за заваряване на плочи
Стандарт за заваряване на плочи
КАРТА ИНСТРУКЦИЯ
Упражнения:
1. Шлосерска обработка на части.
2. Избор на режим на заваряване.
Оборудване: източници на заваряване на дъга; електрододържател със заваръчен кабел; маски за заваряване; платнени ръкавици; костюм за заваряване на брезент; метална четка; шлаков чук.
Плочи от въглеродна стомана 250*150*10мм; електроди марка UONII-13/55,
OZS-d3,4 мм.
Ред за изпълнение
Инструкции и
обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване.
Отговорете на въпроси относно прилагането на предпазните мерки преди, по време и след заваряване, пожарна безопасност, електрическа безопасност и мерки за безопасност при аварийни ситуации.
Подготовка на работното място на заварчика.
Подгответе работното място на заварчика, настройте заваръчното оборудване и изберете заваръчния ток.
Подгответе плочи за заваряване в долно положение.
Вземете чинията, внимателно я разгледайте.
Редактирайте плочите с чук.
Вземете метална четка и почистете повърхността на разстояние най-малко 200 mm до метален блясък.
Запалете заваръчната дъга и поддържайте нейното постоянно горене до пълно изгаряне
Поставете електрода в държача на електрода.
Запалете дъгата, като използвате метода на „ударяване“, затворете заваръчната верига, като докоснете края на електрода до повърхността на детайла, отстранете електрода бързо, но на кратко разстояние.
Запалете дъгата по метода "гръб до гръб".
Контактът на електрода с детайла е краткотраен.
Заваряване на Т-образното съединение в долно положение на плочите
Извършете заваряване на тройника в долно положение с различно положение на електрода.
Сглобете плочите върху дръжките, като отстъпите от ръба на плочите на 30-40 мм (разстоянието между дръжките е 100-200 мм).
Заварете тройника в долната позиция на плочите.
Почистете заварките.
Извършване на контрол на заварките чрез външен преглед.

Почистете заваръчния шев и проверете чрез външен преглед
Контрол чрез външен преглед
Сравнете със стандарта за заваряване на пластини с Т-образно съединение
Стандарт за заваряване на плочи
КАРТА ИНСТРУКЦИЯ
Упражнения:
1. Шлосерска обработка на части.
2..Избор на режим на заваряване.
Оборудване: източници на заваряване на дъга; електрододържател със заваръчен кабел; маски за заваряване; платнени ръкавици; костюм за заваряване на брезент; метална четка; шлаков чук.
Плочи от въглеродна стомана 250*150*10мм; електроди марка UONII-13/55,
OZS-d3,4 мм.
Ред за изпълнение
Инструкции и
обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване.
Отговорете на въпроси относно прилагането на предпазните мерки преди, по време и след заваряване, пожарна безопасност, електрическа безопасност и мерки за безопасност при аварийни ситуации.
Подготовка на работното място на заварчика.
Подгответе работното място на заварчика, настройте заваръчното оборудване и изберете заваръчния ток.
Подгответе плочи за заваряване в долно положение.
Вземете чинията, внимателно я разгледайте.
Редактирайте плочите с чук.
Вземете метална четка и почистете повърхността на разстояние най-малко 200 mm до метален блясък.
Запалете заваръчната дъга и поддържайте нейното постоянно горене до пълно изгаряне
Поставете електрода в държача на електрода.
Запалете дъгата, като използвате метода на „ударяване“, затворете заваръчната верига, като докоснете края на електрода до повърхността на детайла, отстранете електрода бързо, но на кратко разстояние.
Запалете дъгата по метода "гръб до гръб".
Контактът на електрода с детайла е краткотраен.
Заварете нагъната връзка с едностранен шев при различни разпоредбиелектрод.
Под ъгъл от 90 градуса.
Под ъгъл от 30 градуса.
Под ъгъл от 45 градуса.
![]()
Подгответе плочи за заваряване
Направете корекции на плочите.
Почистете повърхността на плочата с метална четка.
Сглобете плочите на фиксатори, като се отдръпнете от ръба на плочите на 30-40 мм (разстояние от дръжките 100-200 мм).
Сглобете плочите на халки за двустранен шев.
Заварете фугата с едностранен шев.
Заварете фугата на припокриване с двустранен шев.

Почистете заваръчния шев и проверете чрез външен преглед
Контрол чрез външен преглед
Сравнете със стандарта за заваряване на плочи за наклонни фуги
Стандарт за заваряване на плочи

КАРТА ИНСТРУКЦИЯ
Заваряване ъглови връзкив долната позиция на плочите
Упражнения:
1. Шлосерска обработка на части.
2..Избор на режим на заваряване.
3. Заваряване на ъглови съединения в долно положение на плочите
Оборудване: източници на заваряване на дъга; електрододържател със заваръчен кабел; маски за заваряване; платнени ръкавици; костюм за заваряване на брезент; метална четка; шлаков чук.
Плочи от въглеродна стомана 250*150*10мм; електроди марка UONII-13/55,
OZS-d3,4 мм.
Ред за изпълнение
Инструкции и
обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване.
предпазни мерки преди, по време и след заваряване, пожарна безопасност, електрическа безопасност и мерки за безопасност при аварийни ситуации.
Подготовка на работното място на заварчика.
Подгответе работното място на заварчика, настройте заваръчното оборудване и изберете заваръчния ток.
Подгответе плочи за заваряване в долно положение.
Вземете чинията внимателно
прегледай я.
Редактирайте плочите с чук.
Вземете метална четка и почистете повърхността на разстояние най-малко 200 mm до метален блясък.
Поставете електрода в държача на електрода.
Запалете дъгата, като използвате метода на „ударяване“, затворете заваръчната верига, като докоснете края на електрода до повърхността на детайла, отстранете електрода бързо, но на кратко разстояние.
Запалете дъгата по метода "гръб до гръб".
Контактът на електрода с детайла е краткотраен.
Заваряване на ъглова връзка на плочите в наклонено положение на плочите
Извършвайте заваряване на ъглови съединения на плочите с увеличаване на наклона на плочите (15, 30, 45, 60, градуса).
Силата на тока трябва да бъде намалена с 5-10% в сравнение със заваряването в долна позиция.
Почистете заварките.

КАРТА ИНСТРУКЦИЯ
Заваряване на тройникови съединения в долно положение на плочите
Упражнения:
1. Шлосерска обработка на части.
2..Избор на режим на заваряване.
3. Заваряване на тройникови съединения в долно положение на плочите
Оборудване: източници на заваряване на дъга; електрододържател със заваръчен кабел; маски за заваряване; платнени ръкавици; костюм за заваряване на брезент; метална четка; шлаков чук.
Плочи от въглеродна стомана 250*150*10мм; електроди марка UONII-13/55,
OZS-d3,4 мм.
Ред за изпълнение
Инструкции и
обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване.
Отговорете на въпроси за ефективността
предпазни мерки преди, по време и след заваряване, пожарна безопасност, електрическа безопасност и мерки за безопасност при аварийни ситуации.
Подготовка на работното място на заварчика.
Подгответе работното място на заварчика, настройте заваръчното оборудване и изберете заваръчния ток.
Подгответе плочи за заваряване в долно положение.
Вземете чинията внимателно
прегледай я.
Редактирайте плочите с чук.
Вземете метална четка и почистете повърхността на разстояние най-малко 200 mm до метален блясък.
Запалете заваръчната дъга и поддържайте нейното стабилно горене до пълно изгаряне.
Поставете електрода в държача на електрода.
Запалете дъгата, като използвате метода на „ударяване“, затворете заваръчната верига, като докоснете края на електрода до повърхността на детайла, отстранете електрода бързо, но на кратко разстояние.
Запалете дъгата по метода "гръб до гръб".
Контактът на електрода с детайла е краткотраен.
Т-образно заваряване на плочи в наклонено положение на плочите
Подгответе плочи за заваряване.
Сглобете плочите върху дръжките, като се отдръпнете от плочата с 30-40 мм (разстоянието между фиксаторите е 100-200 мм).
Извършете заваряване на Т-образното съединение на плочите.
Ъгълът на наклон на плочите съответства на GOST: 15.30, 45, 60 градуса.
Силата на тока трябва да бъде намалена с 5-10% в сравнение със заваряването в долна позиция.
Почистете заварките.
Извършване на контрол на заварките чрез външен контрол.
Шевовете трябва да са добри външен вид, еднаква височина и ширина по цялата дължина.
Сглобете плочите за халки.
Предайте работата за проверка на капитана по производствено обучение
КАРТА ИНСТРУКЦИЯ
Заваряване на фуги в долно положение на плочите
Упражнения:
1. Шлосерска обработка на части.
2..Избор на режим на заваряване.
3. Заваряване на фуги в долно положение на плочите
Оборудване: източници на заваряване на дъга; електрододържател със заваръчен кабел; маски за заваряване; платнени ръкавици; костюм за заваряване на брезент; метална четка; шлаков чук.
Плочи от въглеродна стомана 250*150*10мм; електроди марка UONII-13/55,
OZS-d3,4 мм.
Ред за изпълнение
Инструкции и
обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване.
Отговорете на въпроси за ефективността
предпазни мерки преди, по време и след заваряване, пожарна безопасност, електрическа безопасност и мерки за безопасност при аварийни ситуации.
Подготовка на работното място на заварчика.
Подгответе работното място на заварчика, настройте заваръчното оборудване и изберете заваръчния ток.
Подгответе плочи за заваряване в долно положение.
Вземете чинията внимателно
прегледай я.
Редактирайте плочите с чук.
Вземете метална четка и почистете повърхността на разстояние най-малко 200 mm до метален блясък.
Запалете заваръчната дъга и поддържайте нейното стабилно горене до пълно изгаряне.
Поставете електрода в държача на електрода.
Запалете дъгата, като използвате метода на „ударяване“, затворете заваръчната верига, като докоснете края на електрода до повърхността на детайла, отстранете електрода бързо, но на кратко разстояние.
Запалете дъгата по метода "гръб до гръб".
Контактът на електрода с детайла е краткотраен.
Заваряване на фуги с едностранен шев
Извършете заваряване на фугата с едностранен шев в наклонено положение на плочите в различни позиции на електрода:
Ъгъл - 90 градуса
Ъгъл - 30 градуса
Ъгъл - 45 градуса
Размерът на припокриването трябва да бъде равен на 5 минимални дебелини на плочата.
Вертикално местоположение на електрода
Местоположението на електрода "ъгъл назад
Местоположение на електрода
"корнер напред"
Заваряване на фуги с двустранен шев
Заварете нагъната фуга с двустранен шев в наклонено положение по същия начин, както при заваряване на фуга с едностранен шев.
Извършване на почистване на шевове, извършване на контрол чрез външен преглед.

Предайте работата за проверка на капитана по производствено обучение
КАРТА ИНСТРУКЦИЯ
Заваряване на челни съединения в долно положение на плочите
Упражнения:
1. Шлосерска обработка на части.
2..Избор на режим на заваряване.
3. Заваряване на челни съединения в долно положение на плочите
Оборудване: източници на заваряване на дъга; електрододържател със заваръчен кабел; маски за заваряване; платнени ръкавици; костюм за заваряване на брезент; метална четка; шлаков чук.
Плочи от въглеродна стомана 250*150*10мм; електроди марка UONII-13/55,
OZS-d3,4 мм.
Ред за изпълнение
Инструкции и
обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване.
Отговорете на въпроси за ефективността
предпазни мерки преди, по време и след заваряване, пожарна безопасност, електрическа безопасност и мерки за безопасност при аварийни ситуации.
Подготовка на работното място на заварчика.
Подгответе работното място на заварчика, настройте заваръчното оборудване и изберете заваръчния ток.
Подгответе плочи за заваряване в долно положение.
Вземете чинията внимателно
прегледай я.
Редактирайте плочите с чук.
Вземете метална четка и почистете повърхността на разстояние най-малко 200 mm до метален блясък.
Запалете заваръчната дъга и поддържайте нейното стабилно горене до пълно изгаряне.
Поставете електрода в държача на електрода.
Запалете дъгата, като използвате метода на „ударяване“, затворете заваръчната верига, като докоснете края на електрода до повърхността на детайла, отстранете електрода бързо, но на кратко разстояние.
Запалете дъгата по метода "гръб до гръб".
Контактът на електрода с детайла е краткотраен.
Челно заваряване на плочи без
подготовка на ръбове в наклонено положение
Сглобете плочите на халки, като се отдръпнете от плочата 30-40 мм (разстояние между фиксаторите 100-200 мм)
Почистете точките на сцепление.
Извършвайте заваряване на челното съединение без режещи ръбове с постепенно увеличаване на ъгъла на наклон на плочите (15, 30, 45, 60 градуса).
Почистете заварките.
Контрол чрез външен преглед.
позиция на плочата
Упражнения:
1. Шлосерска обработка на части.
2..Избор на режим на заваряване.
3. Заваряване на челни съединения във вертикално положение на плочите
Ред за изпълнение
Инструкции и
обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване
Отговорете на въпроси относно прилагането на предпазните мерки преди, по време и след заваряване, пожарна безопасност, електрическа безопасност и мерки за безопасност при аварийни ситуации.
Подготовка на работното място на заварчика
Подгответе работното място на заварчика, настройте заваръчното оборудване и изберете заваръчния ток.
Подгответе плочи за заваряване
Почистете точките на сцепление
Запалете дъгата, като използвате метода на „ударяване“, затворете заваръчната верига, като докоснете края на електрода до повърхността на детайла, отстранете електрода бързо, но на кратко разстояние.
КАРТА ИНСТРУКЦИЯ
Заваряване на ъглови съединения във вертикално положение на плочи
Упражнения:
1. Шлосерска обработка на части.
2..Избор на режим на заваряване.
3. Заваряване на ъглови съединения във вертикално положение на плочи
Оборудване: източници на заваряване на дъга; електрододържател със заваръчен кабел; маски за заваряване; платнени ръкавици.
Костюм за заваряване на брезент; метална четка; чук за шлака; плочи от въглеродна стомана 250*150*10мм; електроди марка UONII-13/55, OZS-d3.4 mm.
Ред за изпълнение
Инструкции и
обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване
Отговорете на въпроси относно прилагането на предпазните мерки преди, по време и след заваряване, пожарна безопасност, електрическа безопасност и мерки за безопасност при аварийни ситуации.
Подготовка на работното място на заварчика
Подгответе работното място на заварчика, настройте заваръчното оборудване и изберете заваръчния ток.
Подгответе плочи за заваряване
Вземете метална четка и почистете плочите на разстояние най-малко 200 mm до метален блясък.
Сглобете плочите на лепенки, като отстъпите от ръба на плочата на 30-40 мм (разстояние между фиксаторите 100-200 мм).
Почистете точките на сцепление
Запалете (възбудете) заваръчната дъга
Запалете дъгата, като използвате метода на „ударяване“, затворете заваръчната верига, като докоснете края на електрода до повърхността на детайла, отстранете електрода бързо, но на кратко разстояние.
Запалете дъгата по метода „гръб към гръб” Контактът на електрода с детайла трябва да е краткотраен, в противен случай може да се заварява към детайла.
Костюм за заваряване на брезент; метална четка; чук за шлака; плочи от въглеродна стомана 250*150*10мм; електроди марка UONII-13/55, OZS-d3.4 mm.
Ред за изпълнение
Инструкции и
обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване
Отговорете на въпроси относно прилагането на предпазните мерки преди, по време и след заваряване, пожарна безопасност, електрическа безопасност и мерки за безопасност при аварийни ситуации.
Подготовка на работното място на заварчика
Подгответе работното място на заварчика, настройте заваръчното оборудване и изберете заваръчния ток.
Подгответе плочи за заваряване
Вземете метална четка и почистете плочите на разстояние най-малко 200 mm до метален блясък.
Т-образно заваряване във вертикално положение на плочи.
Почистете плочите с метална четка (вижте фиг. 3 по-горе).
Сглобете плочите за халки.
Почистете точките на сцепление.
Извършете заваряване на тройника във вертикално положение на плочите, когато електродът се движи „отдолу нагоре“ и „отгоре надолу“.
Предайте работата на капитана по производствено обучение
КАРТА ИНСТРУКЦИЯ
Заваряване на плочи във вертикално положение
Упражнения:
1. Шлосерска обработка на части.
2..Избор на режим на заваряване.
3. Заваряване във вертикално положение на плочите
Оборудване: източници на заваряване на дъга; електрододържател със заваръчен кабел; маски за заваряване; платнени ръкавици.
Костюм за заваряване на брезент; метална четка; чук за шлака; плочи от въглеродна стомана 250*150*10мм; електроди марка UONII-13/55, OZS-d3.4 mm.
Ред за изпълнение
Инструкции и
обяснения
Показател за ефективност на работата
Инструкции за безопасност при заваряване
Отговорете на въпроси относно прилагането на предпазните мерки преди, по време и след заваряване, пожарна безопасност, електрическа безопасност и мерки за безопасност при аварийни ситуации.
Подготовка на работното място на заварчика
Подгответе работното място на заварчика, настройте заваръчното оборудване и изберете заваръчния ток.
Подгответе плочи за заваряване
Вземете метална четка и почистете плочите на разстояние най-малко 200 mm до метален блясък.
Заваряване на фуги във вертикално положение на плочите.
Почистете чиниите.
Сглобете плочите за халки.
Извършете заваряване на фугата на припокриване с едностранен и двустранен шев във вертикално положение на плочите при различни позиции на електрода (заваряване отдолу нагоре и отгоре надолу).
Упражнения:
1. Шлосерска обработка на части.
2. Избор на режим на заваряване.
3. Заваряване на челни съединения върху вертикално разположени плочи с хоризонтални шевове
Оборудване: източници на заваряване на дъга; електрододържател със заваръчен кабел; маски за заваряване; платнени ръкавици.
Костюм за заваряване на брезент; метална четка; чук за шлака; плочи от въглеродна стомана 250*150*10мм; електроди марка UONII-13/55, OZS-d3.4 mm.
Ред за изпълнение
Инструкции и
обяснения
Показател за ефективност на работата
Подготовка на работното място на заварчика
Подгответе работното място на заварчика, настройте заваръчното оборудване и изберете заваръчния ток.
Подгответе плочи за заваряване
Вземете метална четка и почистете плочите на разстояние най-малко 200 mm до метален блясък.
Сглобете плочите на лепенки, като отстъпите от ръба на плочата на 30-40 мм (разстояние между фиксаторите 100-200 мм).
Почистете точките на сцепление.
Запалете (възбудете) заваръчната дъга
Поставете електрода в държача на електрода.
Запалете дъгата, като използвате метода на „ударяване“, затворете заваръчната верига, като докоснете края на електрода до повърхността на детайла, отстранете електрода бързо, но на кратко разстояние.
Запалете дъгата по метода "гръб до гръб".
Контактът на електрода с детайла трябва да бъде краткотраен, в противен случай той може да бъде заварен към детайла.
Извършете заваряване на челното съединение във вертикално положение на плочите с хоризонтален шев.
Заварете челното съединение без режещи ръбове и с режещи ръбове във вертикално положение на плочите с хоризонтални шевове.
Извършване на почистване на заваръчни шевове и извършване на контрол чрез външен преглед.

Предайте работата на капитана по производствено обучение
МИНИСТЕРСТВО НА СЪОБЩЕНИЯТА НА СЪЮЗА НА ССР
СПЕЦИАЛИЗАЦИЯ И ТЕХНОЛОГИЧНО СТРОИТЕЛСТВО РОВИНГ
B URO СТРОИТЕЛНА ТЕХНОЛОГИЯ SV IDE
ОДОБРЯВАМ
Z am. Началник на GRSS
А. И. Полн иков
27 март 1989 г
МАРШРУТИРАНЕ
ЗА МОНТАЖ НА МЕТАЛНИ КОНСТРУКЦИИ ПО МЕТОДА
ЕЛЕКТРОДЪГОВО ЗАВАРЯВАНЕ
МОСКВА - 1989г
1 ОБЛАСТ НА УПОТРЕБА
1.1. Технологичната карта е разработена и за монтаж на метални конструкции ATS методдъгова заварка с помощта на заваръчно оборудванеи тела. Технологичната карта може да се използва като насока за технологично правилното извършване на работа при заваряване на възли и части за различни цели в автосервиз, крос-кънтри, рудник и електрозахранващи инсталации. 12. Обхватът на работата, извършена при монтажа на метални конструкции на АТЦ чрез заваряване, разгледана в технологичната карта, включва: - заваряване на улуци от отворен тип в прави участъци в челно място и заваряването им към стенни скоби или квадрати; - заваряване на улуци от отворен тип под ъгъл 90°, заваряване на улуци към стенни скоби при преминаване през стената, заваряване на улуци вертикално върху скоби в стената; - заваряване на улуци от отворен тип при спусканията им в рамковия ред и при преминаване през подовата плоча; - монтаж и заваряване на короните на стъблата в рудника; - монтаж на метални конструкции чрез заваряване в шахти te и кръстови ce; - закрепване чрез заваряване на главни улуци към обикновени улуци и главни улуци в участък до 2,5 m; - закрепване чрез заваряване на въздушни канали от отворен тип за кръстосани проводници и рамки с тестови гнезда в абонатно напречно сечение. 1. 3. Работи по заваряване на възли и части от метални конструкции могат да се извършват в помещенията на автохала, рудник, крос, токоизправител и акумулатор. При извършване на заваръчни работи, особено през зимата, трябва да се включи проточно-изпускателна вентилация, а при извършване на заваръчни работи в помещения и мини се препоръчва използването на преносими вентилационни устройства. Заваръчните работи на закрито и акумулаторните части на частите на металните прозорци трябва да бъдат завършени преди монтажа на акумулаторните съдове. При извършване на заваръчни работи в помещения с инсталирано оборудване оборудването трябва да бъде защитено от проникване на метални капки и котлен камък. четиринадесет. При свързване на технологична карта към конкретно съоръжение и строителни условия се посочват обхватът на работата, изчисляването на разходите за труд, техническите и икономически показатели и средствата за механизация, като се отчита максималното използване на наличните механизми и устройства за монтаж.2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ НА ИЗПЪЛНЕНИЕ НА РАБОТАТА
2.1. Подготвителна работа
2.1.1. Подгответе технически помещения, в които сглобяването на метални конструкции ще се извършва чрез заваряване, в съответствие с GOST 1 2.3.003.75, GOST T 1 2.2.007.75 и ги оборудвайте с противопожарно оборудване. 2.1.2. Доставете необходимите конструкции и части до работните площадки и ги разположете в съответствие с технологичната последователност на монтажните работи. 2.1.3. Запознайте се с условията на работа и, ако е необходимо, оборудвайте работната зона в съответствие с "Правилата за безопасност и пожарна безопасност" (SNiP III-4-80, SNiP II -01-0 2-8 5) . 2.1.4. Уверете се, че захранващата и смукателната вентилация работи. 2.1.5. Подгответе документация, инструменти и консумативи, необходими за заваряване. 2.1.6. Уверете се, че заваръчното оборудване е в добро работно състояние.2.2. Обща информация за заваръчни съединения
2.2. един . Завареното съединение е елемент от заварена конструкция, състоящ се от две или повече конструктивни части и заварка, свързваща тези части (виж GOST 5264-80. "Шевове от заварени съединения"). 2.2.2. При монтажа на метални конструкции се срещат следните основни видове съединения: челни, припокриващи се, тройници, ъглови. 2.2. 3. Челни съединения - най-характерните заварени съединения, при които краищата или ръбовете на частите за съединяване са разположени с I, така че да има разстояние между тях 1 - 2 мм. Части с дебелина до 6 мм се заваряват с едностранен шев, а повече от 6 мм с двустранен шев. 2.2. 4. Връзките на скута се извършват чрез наслагване на един свързващ елемент върху друг. Стойността на припокриването трябва да бъде най-малко два пъти сумата от дебелините на заварените ръбове на продукта. Частите се заваряват от двете страни по време на заваряване. 2.2.5. Тройникови връзки- съединения, при които крайната повърхност на един елемент граничи с повърхността на друг елемент от заварената конструкция под определен ъгъл. За получаване издръжлив шевразстоянието между заварените елементи трябва да бъде 2 ÷ 3 mm. 2.2.6. Ъгловите съединения се извършват, когато заварените елементи са разположени под прав или произволен ъгъл, а заваряването се извършва по ръбовете на тези елементи от едната или от двете страни. 2.2.7. Всички заварени съединения, описани по-горе, се извършват със заварка, която представлява втвърден отложен метал, който свързва елементите на заварената конструкция. Заваркисе подразделят по следните критерии: според положението спрямо действащата сила (виж фиг. 1), според положението в пространството (виж фиг. 2), според външната форма (виж фиг. 3).Ориз. 1. Позицията на заваръчните шевове спрямо текущата сила и I:
а) фланг, б) челен, в) кос
![]()
Ориз. 2. Позиция със заварени шевове в пространството:
а) дъно, б) хоризонтално, в) вертикално, г) таван
Ориз. 3. Външни форми на заварени шевове:
а) изпъкнала, б) нормална, в) вдлъбната
2.2.8. Диаметърът на електрода за заваряване се задава в зависимост от дебелината на ръбовете, които ще се заваряват, вида на завареното съединение и размера на заваръчния шев. За челните съединения се приемат практически препоръки за избор на диаметър на електрода в зависимост от дебелината на ръбовете, които ще се заваряват: 2.2.9. При изработване на ъглови и тройни съединения се взема предвид размерът на крака на шева: с крак на шев от 3 ÷ 5 mm заваряването се извършва с електрод с диаметър 3 ÷ 4 mm, а с крак от 6 ÷ 8 mm, се използват електроди с диаметър 4 ÷ 5 mm. 2.2 .1 0. Според избрания диаметър на електрода задайте стойността c на тока за готвене, която трябва да бъде посочена на етикета на производителя, залепен върху опаковката с електроди. 2.2. единадесет . Стойността на тока за готвене за електроди 4 ÷ 6 mm може да се определи по формулата:
Y = (40 ÷ 60) D e,
където Y е стойността на тока за готвене, A; D e - диаметър на електрода, mm. 2.2. 1 2. Стойността на заваръчния ток за електроди с диаметър по-малък от 4 mm и повече от 6 mm може да се определи по формулата:
Y \u003d (20 + 6D e) D e.
В този случай трябва да се направят корекции, като се вземе предвид дебелината на метала и позицията на заваръчния шев. С и дебелина на ръба от 1,3 D e до 1,6 D e, изчислената стойност на заваръчния ток се намалява с 1 0 ÷ 1 5%, а при дебелина на ръба повече от 3 D e - се увеличава с 1 0 ÷ 15 %. Заваряване на вертикални и шевове на таванаизвършва ток, 1 0 ÷ 1 5% по-малък от изчисления. 2.2. 1 3. Метални електроди за електродъгово заваряванеот подготвят в съответствие с GOST 9466-75. « Метални електроди с покритие за ръчно дъгово заваряване и наваряване. Класификация, размери и общи технически изисквания. Размери, установени от GOST:
маса 1
|
Диаметър на електрода, mm |
Дължина на електрода, mm |
||
|
от въглеродна и легирана тел |
от високолегирана тел |
||
2.3. Последователност и методи на изпълнение на работата
2.3. един . Сглобете заваръчната станция (виж фиг. стр. 4), за която:
Ориз. 4. Схема на свързване от пивоварната станция за ръчно заваряване
А) монтирайте заваръчния трансформатор на специално оборудвано място, в съответствие с "Правилата за безопасност и пожарна безопасност". Изберете марката на заваръчния трансформатор според таблицата. 2.
таблица 2
|
Марка трансформатор |
Заваръчен ток, А |
Напрежение, V |
Номинална мощност, kVA |
Габаритни размери, мм |
Тегло, кг |
номинална работа |
ход на празен ход |
|
|
номинален |
регулационни граници |
|||||||
| TD - 306U 2 |
570×325×530 |
|||||||
| TD -0 6U 2 |
630×365×590 |
|||||||
| TD - 251U 2 |
420×260×450 |
|||||||
| TD - 500-4U 2 |
570×720×835 |
|||||||
| T DM-31 7U 2 |
585 × 555 × 81 8 |
|||||||
| T DM-4 01U 2 |
585×760×848 |
|||||||
| T DM-50 3U 2 |
555×585×888 |
|||||||
| T DM-50 2U2 |
720×845×780 |
|||||||
Ориз. пет . Скоби за свързване на заваръчната тел към детайла, който ще се заварява:
а) външен, б) винт
E) свържете втория терминал на заваръчния трансформатор към електрическия държач (виж фиг. 6) с проводници P RGD или P RGDO (GOST 6731-77E);
Ориз. 6. Видове електрододържатели
E) изберете напречното сечение на проводниците за заваръчни операции с дължина не повече от 30 m в съответствие с препоръчаните стандарти:
|
Най-високата стойност на заваръчния ток, А |
||||
| Площ на напречното сечение на проводниците, mm 2: | ||||
| единичен | ||||
| двойно ти |
Ul = 1,73Jρl/s,
Където U l - спад на напрежението, V; J - заваръчен ток, A; ρ - специфично съпротивление на проводниците, Ohm m; l - дължина на проводниците, m; s - площ на напречното сечение на проводниците, mm 2. Ако стойността на U l надвишава допустимата стойност с повече от 5%, е необходимо да се увеличи площта на напречното сечение на проводниците; з) използвайте щитове, маски или каски (GOST 1 361-69) за защита на очите и кожата на лицето при извършване на заваръчни работи (виж фиг. стр. 7).
Ориз. 7. Средства за защита срещу удар от дъгата за готвене и метални пръски
2.3.2. Извършете закрепване в съответствие с проектната и инструктивната документация на всички необходими стенни конзоли, скоби в помещенията на автосалона, крос-кънтри, минни и електрозахранващи инсталации. 2.3.3. Поставете отворените секции на улука върху скобите, закрепени към стените, преместете ги един към друг, така че да има празнина от 1 ÷ 2 mm между тях, заварете отделните секции на улука с един страничен шев (виж фиг. 8) и заварете улука към скобите от двете страни (виж фиг. 9) с ширина на улука 400 ÷ 600 mm или от едната страна в шахматна дъска - с ширина на улука 150 ÷ 300 mm.
Ориз. 8. Заваряване на улуци
Към стенните скоби краищата на главните улуци са заварени от двете страни, както е показано на фиг. девет.

Ориз. 9. Закрепване на улука към скоба или квадрат по протежение на стената
2.3.4. Прекарайте главния улук през отвора в стената на помещението, преместете го до главния улук, положен и фиксиран (вижте точка 2.3.3), така че разстоянието между улуците да е 1 ÷ 2 mm, и челно заваряване на главните улуци под ъгъл от 90° (виж фиг. 10 и фиг. 11). В този случай всяка странична лента и улуците са заварени от всички страни.

Ориз. 11. Фиксиране на главния улук на кръстовище от 90°
2.3.5. Заварете главния улей в прохода на стената към стенните конзоли (вижте фиг. 12). Заваряването се извършва от едната страна на улука с един страничен шев в шахматна дъска.
Ориз. 12. Преминаване на основната жалба през стената
2.3.6. Заварете вертикалните главни улуци към скобите, закрепени към стената на помещението (виж фиг. 13). Заваряването се извършва към всяка скоба от три страни.
Ориз. 1 3. Закрепване на вертикалната основна шина и двете към стената
2.3.7. Монтирайте спусканията на главните улуци в рамковия ред (виж фиг. 14), като същевременно заварявате улуците към скобите на рамковия ред от три страни на всяка странична лента на улука.

Ориз. 14. Спускане на улуци в рамков ред
2.3.8. Монтирайте отточните води от главните улуци на местата, където преминават през подовата плоча (виж фиг. 15). При извършване на работа заварете основните улуци към рамката на проходния отвор от двете страни на страничните ленти на улука.
Ориз. 15. Устройство за преминаване на главните улуци през тавана
2.3.9. Монтирайте метални конструкции в минната стая. Основите на шлицовите скоби са заварени към фундаментните квадрати. В горната част скобите са заварени към стоманената лента e 3 0 × 4. Пример за инсталиране на скоби в шахта е показан на фиг. 16
Ориз. 1 6. Пример за монтиране на скоби в шахта
Редовете с прорезни скоби се закрепват един към друг и към стените на помещенията с помощта на главни ъгли 40 × 50 × 4, които са заварени към горната част на шлицовите скоби и стенните скоби. Обикновените улуци в стаи и шахти са заварени към основните квадрати, а улуците са заварени към крайните ъгли от двете страни (виж фиг. 9), а към останалите квадрати - от едната страна в шахматна дъска (виж фиг. 17 и Фиг. 18).
Ориз. 1 7. Местоположението и местата на заваряване на улуците в рудника (приблизително)
Ориз. 1 8. Местоположение и места за заваряване на улуци в рудника (приблизително)
2.3. 1 0. Основните ъгли за закрепване на редовете скоби в шахтата се снаждат чрез челно заваряване (виж фиг. стр. 19а) или припокриване (виж фиг. стр. 19б).

Ориз. 19. Примери за снаждане на главни колена
2.3.11. Монтирайте въздуховоди по стените на мината. Пример за местоположението и мястото на заваряване на улуците е показано на фиг. 20 и фиг. 21.
Ориз. двадесет . Местоположение и места за заваряване на улуци в мината (приблизително)

Ориз. 21 . Местоположението и местата на заваряване на улуци в мината (приблизително)
2.3 .1 2. Монтажът на метални конструкции в напречното сечение се извършва подобно на монтажа на метални конструкции в мини. Редове от шкафове в крос-кънтри се закрепват един към друг и към стенните конзоли на помещението с помощта на основни скоби 40×50×4, които са заварени към рамката на крос-кънтри и стенните скоби. Закрепването на обикновените улуци в кръста чрез заваряване се извършва подобно на закрепването в мината. Пример за монтаж на улуци над клетките на кръста е показан на фиг. 22.
Ориз. 22. Пример за монтаж на корита и корита над I клетки към Рос
2.3. 1 3. Основните улуци се закрепват към обикновените чрез заваряване с прът, който се заварява към страничните ленти на обикновения и главния улуци от двете страни (виж фиг. стр. 23).
Ориз. 23. Закрепване на главния улук към обикновения
2.3. 1 4. Закрепването на главните улуци към главните улуци в участък до 2,5 м се извършва чрез заваряване, като главният улук е подсилен за здравина със стоманени пръти, заварени към двете странични ленти на улука (виж фиг. 24 ).
Ориз. 24. Закрепване на улуци в размах до 2,5м
3 . 3.1 5. Закрепването на улуци за кръстосани проводници се извършва подобно на закрепването на главни улуци в участък до 2,5 m, също чрез заваряване, но без използване на стоманени усилващи пръти. Пример за закрепване на улуци е показан на фиг. 25.
Ориз. 25. Пример за закрепване на жлеб за хромирани проводници
2.3. 1 6. Закрепването на рамката с тестови гнезда в абонатния кръст се извършва по метода на заваряване. Пример за закрепване на рамка чрез заваряване е показан на фиг. 26
Ориз. Фиг. 26. Закрепване на рамката с тестови гнезда в абонатния кръст
2. 3.1 7. След завършване на монтажа на метални конструкции, заварените съединения се почистват от котлен камък, проверява се качеството им и се боядисват със сив емайл. 2.3. 1 8. В процес на проверка на качеството заварени съединенияДефектите могат да бъдат открити чрез външен преглед с 10-кратна лупа. Видовете дефекти в резултат на процеса на заваряване са показани на фиг. 27.
Ориз. 27. Видове дефекти при заваряване
2.3.1 9. Дефектите от заварени съединения се коригират чрез предварително заваряване, последвано от отстраняване на котлен камък и покритие с един слой сив емайл.
2.4. Мерки за безопасност при извършване на заваръчни работи
2.4. един . Корпуси на електродъгови източници (трансформатори), спомагателно заваръчно оборудване и заварени продукти се заземяват преди започване на работа. 2.4.2. Заземяването се извършва с меден проводник, единият край на който е свързан към специален болт с надпис "Земя" върху тялото на източника на захранване на дъгата, а другият край към заземяващата шина. 2.4.3. За свързване на заваръчния трансформатор към електрическата мрежа се използват стенни кутии с прекъсвачи, предпазители и скоби. Дължината на захранващите проводници не трябва да надвишава 10 м. 2.4.4. Ако е необходимо да се удължат захранващите проводници, се използва съединител със силна изолационна маса. 2.4.5. Силовите проводници са окачени на височина 2,5 - 3,5 m, а проводниците са затворени в метални тръби. 2.4.6. Заваръчните проводници трябва да се използват с добра изолация и да имат сечение, съответстващо на заваръчния ток. 2.4.7. Светлинните филтри, които се поставят в отвора за наблюдение на щита, маската или каската, се избират в съответствие с GOST 9497-60, в зависимост от заваръчния ток. Има четири вида стъклени филтри с вето: E-1 (за токове 30 - 75 A), E-2 (за токове 75 - 200 A), E-3 (за токове 200 - 400 A), 3 - 4 ( за токове над 400 A). 2.4.8. Светлинните филтри V-1, V-2 и V-3 се използват за защита на очите на работниците, подпомагащи извършването на операции по готвене 2.4.9. Заваръчните работи се извършват в гащеризони от брезент или дебел плат, в ръкавици и шапка, като панталоните не трябва да се пъхат в обувки, джобовете да се затварят с клапани, а якето да не се прибира в панталон. 2.4.1 0. При заваряване на таван, хоризонтален и вертикални шевовеслагат платнени ръкави и ги връзват здраво върху ръкавите при ръцете. 2.4. единадесет . Заварените шевове се почистват от шлака само след пълно охлаждане и винаги в чаши с обикновени стъкла. 2.4. 1 2. Вентилационните устройства трябва да осигуряват обмен на въздух при ръчно дъгово заваряване с електроди с висококачествено покритие от 4000 до 6000 m 3 на 1 kg разход на електрод. 2.4. 1 3. На работното място се допускат следните концентрации на вещества във въздуха (в mg/m 3): манган и неговите съединения - 0,3; хром и неговите съединения - 0,1; олово и неговите съединения - 0,001; флуороводород - 0,5; азотен оксид - 5,0; бензин, керосин - 300,0. Концентрацията на нетоксичен и фин прах над 10 mg/m 3 не е разрешена, но ако съдържанието на кварц в праха надвишава 10%, тогава концентрацията на нетоксичен прах се допуска само до 2 mg/m 3 .2.5. Числова и квалификационна структура на изпълнителите
Работата по монтажа на метални конструкции на автоматични телефонни централи чрез заваряване се извършва от звено с общ брой 3 души, което включва: комуникационен монтажник 5-та категория и двама комуникационни монтажници 4-та категория, единият от които е завършил от курсове по методи за изпълнение на заваръчни работи.2.6. Разход за труд
Нормата на времето за заваряване - T е съставена от пет елемента: подготвително време - t p, основно време - t o, допълнително време - t in, допълнително време - t d и крайно време - t s .Където Y = 7,85 g / cm 3 - специфична плътност от талията, F = 0,5 5 s m 2 - напречно сечение на шева, L = 1 00 cm - дължина на шева, d в \u003d 1 0 g / Ah - коефициент на отлагане на електрода, J = 1 80 A - сила на тока по време на заваряване, Kuch. \u003d 0,25 - коефициент, отчитащ организацията на труда, k - коефициент, отчитащ организацията на труда на 100 cm от заваръчния шев, to - основното време на изгаряне на дъгата. Изчислението на работата за вас x разходите са дадени в табл. 3.
Таблица 3
|
Обосновка (ENiR и др.) |
Име на произведенията |
мерна единица |
Обхват на работа |
Норма за време за единица измерване, човекочас |
Разходи за труд за целия обем, човекочас |
Ставка за единица измерване, руб.-коп. |
Цената на разходите за целия обем, руб. - коп. |
| Монтаж на метални прозорци на конструкции AT C чрез заваряване |
2.7. Схема за оперативен контрол на качеството
Схемата на оперативния контрол на качеството при извършване на работа по монтажа на метални конструкции чрез заваряване е дадена в табл. 4.Таблица 4
|
Име на операциите, подлежащи на контрол |
Контрол на качеството на операциите |
включени услуги |
||||
|
работи продуцент |
майстор |
|||||
| Подготвителна работа | правилна организация на работното място. Изправност на заваръчното оборудване и надеждност на неговото заземяване. Наличие и правилно разположение на необходимите конструкции и части | визуално | преди началото на работа по заваряване на метални конструкции | |||
| качество на заварените съединения | наличие на пукнатини, пори, шлакови включвания, липса на проникване, подрязвания, увисване, изгаряния, кратери, неравности в ширината на заваръчния шев, измествания на заварените ръбове | визуално, с помощта на лупа с 10-кратно увеличение m | в процеса на заваряване | |||
3. ТЕХНИЧЕСКИ И ИКОНОМИЧЕСКИ ПОКАЗАТЕЛИ
Интензивност на труда, човекодни - Продължителност, дни. - Брой наети монтажници, ч. - 34. МАТЕРИАЛНИ И ТЕХНИЧЕСКИ РЕСУРСИ
Нуждата от инструменти и приспособления води до I в таблицата. пет.Таблица 5
|
име |
Тип, марка, GOST, TU |
Количество, бр. |
Предназначение |
|
| Електрически държач за 300 A или 500 A |
GOST 14651-78 E |
за задържане на заваръчния електрод | ||
| Марка за заваръчна тел и PRGD L = 3 m |
GOST 6371 - 77E |
за свързване към електрододържача | ||
| Съединител | за свързване на проводници | |||
| Наземен терминал | за свързване към детайла, който ще се заварява | |||
| Отвертка с диелектрична дръжка L = 200 мм |
ГОСТ 17199-7 1 |
за различни работи по ремонт на заваръчна техника | ||
| Комбинирани клещи L = 200 мм |
GOST 17440-72 |
|||
| Гаечен ключ No2 |
GOST 7275-75 |
за свързване на проводници | ||
| чук А 2 |
ГОСТ 2310 - 70 |
за почистване на шева | ||
| Защитно стъкло (светлинен филтър) тип Е-2, Е-3, Е-4 |
ГОСТ 9497 - 60 |
за предпазване на очите от действието на заваръчната дъга | ||
| Светло стъкло 52×1 04×3 | за защита на филтрите | |||
| Метална четка на cardol e nt |
ТУ-494-01-104-76 |
за почистване на заварени повърхности | ||
| Маска на заварчика ШС |
ГОСТ 136 1-69 |
за защита от дъга | ||
| Длетото |
ГОСТ 72 11 -72 |
за почистване на шева | ||
| Сгъваем метър метал |
ГОСТ 7253 - 54 |
за измерване на части и разстояния между тях | ||
| Заваръчен трансформатор | ||||
| Ел е ктроди |
GOST 9466-75 |
МИНИСТЕРСТВО НА СЪОБЩЕНИЯТА НА СЪЮЗА НА ССР
СПЕЦИАЛИЗИРАН ДИЗАЙН И ТЕХНОЛОГИЯ
БЮРО ПО СТРОИТЕЛНА ТЕХНОЛОГИЯ КОМУНИКАЦИИ
ОДОБРЯВАМ
Депутат ръководител на GRSS
А. И. Полников
МАРШРУТИРАНЕ
ЗА МОНТАЖ НА МЕТАЛНИ КОНСТРУКЦИИ ПО МЕТОДА
ЕЛЕКТРОДЪГОВО ЗАВАРЯВАНЕ
Ориз. 1. Позицията на заваръчните шевове спрямо действащата сила:
а) фланг, б) челен, в) кос
![]()
Ориз. 2. Разположението на заваръчните шевове в пространството:
а) дъно, б) хоризонтално, в) вертикално, г) таван
Ориз. 3. Външни форми на заварки:
а) изпъкнала, б) нормална, в) вдлъбната
2.2.8. Диаметърът на електрода за заваряване се задава в зависимост от дебелината на ръбовете, които ще се заваряват, вида на завареното съединение и размера на шева. За челните съединения са приети практически препоръки за избор на диаметър на електрода в зависимост от дебелината на ръбовете, които ще се заваряват:
2.2.9. При изработване на ъглови и тройни съединения се взема предвид размерът на крака на шева: с крак на шев от 3 ÷ 5 mm заваряването се извършва с електрод с диаметър 3 ÷ 4 mm, а с крак от 6 ÷ 8 mm, се използват електроди с диаметър 4 ÷ 5 mm.
2.2.10. Според избрания диаметър на електрода се задава стойността на заваръчния ток, която трябва да бъде посочена на фабричния етикет, залепен към опаковката с електроди.
2.2.11. Стойността на заваръчния ток за електроди 4 ÷ 6 mm може да се определи по формулата:
Y = (40 ÷ 60) De,
където Y е стойността на заваръчния ток, A;
De - диаметър на електрода, mm.
2.2.12. Стойността на заваръчния ток за електроди с диаметър по-малък от 4 mm и повече от 6 mm може да се определи по формулата:
Y = (20 + 6De) De.
В този случай трябва да се направят корекции, като се вземе предвид дебелината на метала и позицията на заваръчния шев.
Когато дебелината на ръба е от 1,3 De до 1,6 De, изчислената стойност на заваръчния ток се намалява с 10 ÷ 15%, а когато дебелината на ръба е повече от 3 De, се увеличава с 10 ÷ 15%. Заваряването на вертикални и таванни шевове се извършва с ток, 10 ÷ 15% по-малък от изчисления.
2.2.13. Металните електроди за дъгова заварка се произвеждат в съответствие с GOST 9466-75. „Метални електроди с покритие за ръчно дъгово заваряване и наваряване. Класификация, размери и общи технически изисквания.
Размери, установени от GOST:
маса 1
|
Диаметър на електрода, mm |
Дължина на електрода, mm |
||
|
от въглеродна и легирана тел |
от високолегирана тел |
||
2.2.14. Допустими отклонения по дължината на електрода при ръчно производство до ± 7 mm, а при машинно производство до ± 3 mm. Допустимите отклонения в диаметъра варират от -0,12 до +24 mm в зависимост от стойността на диаметъра и установената степен на точност.
2.3. Последователност и методи на изпълнение на работата
2.3.1. Изграждане заваръчен пост(виж фиг.), за което:
Ориз. 4. Схема на свързване на заваръчната станция за ръчно заваряване
а) монтирайте заваръчния трансформатор на специално оборудвано място в съответствие с "Правилата за безопасност и пожарна безопасност". Изберете марката на заваръчния трансформатор според таблицата. .
таблица 2
|
Заваръчен ток, А |
Напрежение, V |
Номинална мощност, kVA |
Габаритни размери, мм |
Тегло, кг |
||||
|
номинална работа |
ход на празен ход |
|||||||
|
номинален |
регулационни граници |
|||||||
Забележка.Таблицата показва наличните в търговската мрежа трансформатори за ръчно дъгово заваряване. Допуска се замяна на трансформатори с други подобни по приложение;
б) свържете инсталирания заваръчен трансформатор към захранващата мрежа чрез прекъсвач или магнитен стартер с помощта на проводници PRG (GOST 20520-80), AKRPT или AKPRTN (GOST 13497-77E);
в) заземете тялото на заваръчния трансформатор, като използвате проводниците, посочени в параграф б;
г) свържете един от изводите на заваръчния трансформатор към детайла, който ще заварявате, с помощта на скоба (виж фиг. ) с проводници PRG (GOST 20520-80), AKRPT или AKPRTN (GOST 13497-77E);
Ориз. 5. Скоби за свързване на заваръчната тел към детайла, който ще се заварява:
а) външен, б) винт
д) свържете втория терминал на заваръчния трансформатор към електрическия държач (виж фиг. ) с проводници PRGD или PRGDO (GOST 6731-77E);
Ориз. 6. Видове електрододържатели
е) изберете напречното сечение на проводниците за заваръчни работи с дължина не повече от 30 m в съответствие с препоръчаните стандарти:
|
Най-високата стойност на заваръчния ток, А |
||||
|
Площ на напречното сечение на проводниците, mm2: |
||||
|
единичен |
||||
|
двойно |
g) с дължина на заваръчните проводници до 100 - 150 m, падът на напрежението се определя по формулата:
Ul = 1,73Jρl/s,
където Ul - спад на напрежението, V;
J - заваръчен ток, A;
ρ - специфично съпротивление на проводниците, Ohm m;
l - дължина на проводниците, m;
s - площ на напречното сечение на проводниците, mm2.
Ако стойността на Ul надвишава допустимата стойност с повече от 5%, е необходимо да се увеличи площта на напречното сечение на проводниците;
з) използвайте щитове, маски или каски (GOST 1361-69) за защита на очите и кожата на лицето при извършване на заваръчни работи (виж фиг.).
Ориз. 7. Средства за защита срещу въздействието на заваръчната дъга и металните пръски
2.3.2. Извършете закрепване в съответствие с проектната и инструктивната документация на всички необходими стенни конзоли, скоби в помещенията на автосалона, крос-кънтри, минни и електрозахранващи инсталации.
Ориз. 9. Закрепване на улука към скоба или квадрат по протежение на стената
2.3.4. Прекарайте главния улук през отвора в стената на помещението, преместете го до главния улук, положен и фиксиран (виж т. ), така че разстоянието между улуците да е 1 ÷ 2 mm, и заварете главните улуци в челна връзка под ъгъл от 90° (виж фиг. и фиг.). В този случай всяка странична лента на улука се вари от всички страни.
Ориз. 11. Фиксиране на главния улук на кръстовище от 90°
2.3.5. Заварете главния улей в прохода на стената към стенните конзоли (вижте фиг. ). Заваряването се извършва от едната страна на улука с едностранен шев в шахматна дъска.
Ориз. 12. Преминаване на основната жалба през стената
2.3.6. Заварете вертикалните главни улуци към скобите, закрепени към стената на помещението (виж фиг. ). Заваряването се извършва към всяка скоба от три страни.
Ориз. 13. Закрепване на вертикалния главен улей към стената
2.3.7. Монтирайте спусканията на главните улуци в рамковия ред (вижте фиг. ), като същевременно заварявате улуците към скобите на рамковия ред от три страни на всяка странична лента на улука.
Ориз. 14. Спускане на улуци в рамков ред
2.3.8. Монтирайте откосите на главните улуци на местата, където преминават през подовата плоча (виж фиг. ). При извършване на работа заварете основните улуци към рамката на проходния отвор от двете страни на страничните ленти на улука.
Ориз. 15. Устройство за преминаване на главните улуци през тавана
2.3.9. Монтирайте метални конструкции в минната стая. Основите на шлицовите скоби са заварени към фундаментните квадрати. В горната част скобите са заварени към стоманена лента 30×4. Пример за инсталиране на скоби в шахта е показан на фиг. .
Ориз. 16. Пример за монтиране на скоби в шахта
Редовете с прорезни скоби се закрепват един към друг и към стените на помещенията с помощта на главни квадрати 40 × 50 × 4, които са заварени към горната част на прорезните скоби и стенните скоби. Обикновените улуци в рудника са заварени към основните квадрати, а улуците са заварени към крайните ъгли от двете страни (виж фиг.), а към останалите квадрати - от едната страна в шахматна дъска (виж фиг. и фиг. .).
Ориз. 17. Местоположение и места на заваряване на улуци в рудника (приблизително)
Ориз. 18. Местоположение и места за заваряване на улуци в рудника (приблизително)
2.3.10. Основните ъгли за закрепване на редовете скоби в шахтата се снаждат чрез челно заваряване (виж фиг. а) или припокриване (виж фиг. b).
Ориз. 19. Примери за снаждане на главни квадрати
2.3.11. Монтирайте въздушни корита по стените на мината. Пример за местоположението и мястото на заваряване на улуците е показано на фиг. и фиг. .
Ориз. 20. Местоположение и места за заваряване на улуци в рудника (приблизително)
Ориз. 21. Местоположение и места за заваряване на улуци в рудника (приблизително)
2.3.12. Монтажът на метални конструкции в крос-кънтри се извършва подобно на монтажа на метални конструкции в мина. Редове от шкафове в крос-кънтри се закрепват един към друг и към стенните конзоли на помещението с помощта на основни скоби 40×50×4, които са заварени към рамката на крос-кънтри и стенните скоби. Закрепването на обикновените улуци в кръста чрез заваряване се извършва подобно на закрепването в мината. Пример за инсталиране на улуци над клетките на кръста е показан на фиг. .
Ориз. 22. Пример за инсталиране на улуци над клетки за кръстосване
2.3.13. Закрепването на главните улуци към обикновените се извършва чрез заваряване с помощта на прът, който е заварен към страничните ленти на обикновените и главните улуци от двете страни (виж фиг. 23).
Ориз. 23. Закрепване на главния улей към обикновения
2.3.14. Закрепването на главните улуци към главните улуци в интервал до 2,5 m се извършва чрез заваряване, а главният улук е подсилен за здравина със стоманени пръти, заварени към двете странични ленти на улука (виж фиг.).
Ориз. 24. Закрепване на улуци в размах до 2,5м
3.3.15. Закрепването на улуци за кръстосани проводници се извършва подобно на закрепването на главни улуци в участък до 2,5 m, също чрез заваряване, но без използване на стоманени усилващи пръти. Пример за закрепване на улуците е показан на фиг. .
Ориз. 25. Пример за закрепване на жлеб за хромирани проводници
2.3.16. Закрепването на рамката с тестови гнезда в абонатния кръст се извършва чрез заваряване. Пример за закрепване на рамка чрез заваряване е показан на фиг. .
Ориз. 26. Закрепване на рамката с тестови гнезда в абонатния кръст
2.3.17. След завършване на монтажа на метални конструкции, заварените съединения се почистват от котлен камък, проверява се качеството на тяхното изпълнение и се боядисват със сив емайл.
2.3.18. В процеса на проверка на качеството на заварените съединения чрез външна проверка с помощта на лупа с увеличение 10 пъти, могат да бъдат открити дефекти. Видовете дефекти в резултат на процеса на заваряване са показани на фиг. .
Ориз. 27. Видове дефекти при заваряване
2.3.19. Дефектите в заварените съединения се коригират чрез заваряване, последвано от отстраняване на котлен камък и покритие с един слой сив емайл.
2.4. Мерки за безопасност при извършване на заваръчни работи
2.4.1. Корпуси на електродъгови източници (трансформатори), спомагателно оборудване за заваряване и заварени продукти се заземяват преди започване на работа.
2.4.2. Заземяването се извършва с меден проводник, единият край на който е свързан към специален болт с надпис "Земя" върху тялото на източника на захранване на дъгата, а другият край към заземяващата шина.
2.4.3. За свързване на заваръчния трансформатор към мрежата се използват стенни кутии с превключватели, предпазители и скоби. Дължината на захранващите проводници не трябва да надвишава 10 m.
2.4.4. Ако е необходимо да се увеличат захранващите проводници, се използва съединител със силна изолационна маса.
2.4.5. Силовите проводници са окачени на височина 2,5 - 3,5 m, а проводниците са затворени в метални тръби.
2.4.6. Заваръчните проводници трябва да се използват с добра изолация и да имат сечение, съответстващо на заваръчния ток.
2.4.7. Светлинните филтри, които се поставят в отвора за наблюдение на щита, маската или каската, се избират в съответствие с GOST 9497-60, в зависимост от заваръчния ток. Има четири вида стъклени филтри: E-1 (за токове 30 - 75 A), E-2 (за токове 75 - 200 A), E-3 (за токове 200 - 400 A), 3 - 4 (за токове 200 - 400 A). над 400 НО).
2.4.8. За предпазване на очите на работниците, помагащи при извършването на заваръчни работи, се използват светлинни филтри B-1, B-2 и B-3.
2.4.9. Заваръчните работи се извършват в гащеризони от брезент или дебел плат, в ръкавици и шапка, докато панталоните не трябва да се пъхат в обувки, джобовете трябва да се затварят с клапани, а якето не трябва да се прибира в панталони.
2.4.10. При заваряване на таван, хоризонтални и вертикални шевове се поставят платнени ръкави и се завързват плътно върху ръкавите в ръцете.
2.4.11. Заварките се почистват от шлака само след пълно охлаждане и винаги в чаши с обикновени стъкла.
2.4.12. Вентилационните устройства трябва да осигуряват обмен на въздух при ръчно дъгово заваряване с електроди с висококачествено покритие от 4000 до 6000 m3 на 1 kg консумация на електрод.
2.4.13. На работното място се допускат следните концентрации на вещества във въздуха (в mg/m3): манган и неговите съединения - 0,3; хром и неговите съединения - 0,1; олово и неговите съединения - 0,001; флуороводород - 0,5; азотен оксид - 5,0; бензин, керосин - 300,0.
Концентрацията на нетоксичен прах над 10 mg/m3 не е разрешена, но ако съдържанието на кварц в праха надвишава 10%, тогава концентрацията на нетоксичен прах се допуска само до 2 mg/m3.
2.5. Числова и квалификационна структура на изпълнителите
Работите по монтажа на метални конструкции на автоматични телефонни централи чрез заваряване се извършват от звено с общ брой 3 души, което включва: монтажник на комуникации 5 клас и двама инсталатори на комуникации 4 клас, единият от които завърши курсове по методи за заваряване .
2.6. Разход за труд
Нормата на времето за заваряване - T се състои от пет елемента: подготвително време - tp, основно време - to, допълнително време - tw, допълнително време - td и крайно време - tз.
където Y = 7,85 g/cm3 - специфично тегло на стоманата,
F = 0,55 cm2 - напречно сечениешев,
L = 100 см - дължина на шева,
dw = 10 g/Ah - коефициент на отлагане на електрода,
J \u003d 180 A - сила на тока по време на заваряване,
Куч. = 0,25 - коефициент, отчитащ организацията на труда,
k - коефициент, отчитащ организацията на труда на 100 cm от шева,
to е времето за изгаряне на основната дъга.
Изчисляването на разходите за труд е дадено в табл. .
Таблица 3
|
Име на произведенията |
мерна единица |
Обхват на работа |
Норма за време за единица измерване, човекочас |
Разходи за труд за целия обем, човекочас |
Ставка за единица измерване, руб.-коп. |
Разходите за целия обем, руб.-коп. |
|
|
Монтаж на метални конструкции на АТС чрез заваряване |
1.1. Технологичната карта е разработена за монтаж на метални конструкции на автоматични телефонни централи чрез дъгова заварка с помощта на заваръчно оборудване и арматура. Технологичната карта може да се използва като ръководство за технологично правилното извършване на работа при заваряване на възли и части за различни цели в автомобилно хале, крос-кънтри, рудник и електроцентрали.
1.2. Обхватът на работата, извършена при монтажа на метални конструкции на автоматични телефонни централи чрез заваряване, разгледана в технологичната карта, включва:
Отворени улуци за заваряванеth тип върху прави участъци в фуга и заваряването им към стенни скоби или квадрати;
Заваряване отворен тип улуци под ъгъл 90°, заваряване на улуци към стенни скоби при преминаване през стената, заваряване на улуци вертикално върху скоби в стената;
Заваряване на отворен улукот стария тип при спусканията им в рамковия ред и при преминаване през подовото припокриване;
Монтаж и заваряване на скоби в мината;
Монтаж на метални конструкции чрез заваряване в шахтитези и кръстове;
закопчани чрез заваряване на главни улуци към редовети улуци и главен улук в размах до 2,5 м;
Закопчаване метод за заваряване на въздушни корита от отворен тип за кръстосване на проводници и рамки с тестови гнезда в абонатна кръстоска.
1.3. Заваряване на компоненти и части от метални конструкции може да се извършва в помещенията на автомобилната зала, мина, крос, токоизправител и акумулатор. При извършване на заваръчни работи, особено през зимата, трябва да се включи поточно-изпускателна вентилация, а при извършване на заваръчни работи в мината се препоръчва използването на преносими вентилационни устройства.
В поставени и акумулаторните работи по заваряване на метални конструкции трябва да бъдат завършени преди монтажа на акумулаторни съдове. При извършване на заваръчни работи в помещения с инсталирано оборудване оборудването трябва да бъде защитено от метални капки и котлен камък.
1.4. При свързване на технологичната карта към конкретно съоръжение и строителни условия се уточняват обхватът на работата, разходите за труд, технико-икономическите показатели и средствата за механизация, като се отчита максималното използване на наличния парк от монтажни механизми и устройства.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ НА ИЗПЪЛНЕНИЕ НА РАБОТАТА
2.1. Подготвителна работа
2. 1.1. Подгответе технически помещения, в които монтажът на метални конструкции ще се извършва чрез заваряване, в съответствие с GOST 12.3.003-75, GOST 12.2.007-75 и ги оборудвайте с противопожарно оборудване.
2. 1.2. Доставете необходимите конструкции и части до работните площадки и ги разположете в съответствие с технологичната последователност на монтажните работи.
2. 1.3. Запознайте се с условията за производство на работа и, ако е необходимо, оборудвайте работната зона в съответствие с "Правилата за безопасност и пожарна безопасност" (SNiP III-4-80, SNiP II-01-02-85).
2. 1.4. Уверете се, че захранващата и смукателната вентилация работи.
2. 1.5. Подгответе документация, инструменти и приспособления, необходими за заваряване.
2. 1.6. Уверете се, че заваръчното оборудване е в добро работно състояние.
2.2. Обща информация за заваръчни съединения
2.2. 1. Завареното съединение се нарича елемент заварена конструкция, състояща се от две или повече конструктивни части и заварка, свързваща тези части (виж GOST 5264-80. "Шевове на заварени съединения").
2.2.2. По време на монтажа на метални конструкции вСрещат се следните основни видове фуги: челни, скутни, тройни, ъглови.
2.2 .3. Челните съединения са най-типичните заварени съединения, при които краищата или ръбовете на частите, които трябва да се съединяват, савярвам така че да има разстояние от 1 - 2 мм между тях. Детайли с дебелина до 6 мм се заваряват с едностранен шев, а повече от 6 мм - с двустранен шев.
2.2. 4. Свързването на скута се осъществява чрез прилагане на един елемент от връзката към друг. Размерът на припокриването трябва да бъде най-малко два пъти сумата от дебелините на заварените ръбове на продукта. Частите се заваряват от двете страни по време на заваряване.
2.2 .пет. Тройникови съединения - съединения, при които краят на един елемент граничи с повърхността на друг елемент от заварената конструкция под определен ъгъл. За да се получи здрав шев, разстоянието между заварените елементи трябва да бъде 2 ÷ 3 mm.
2.2.6. Ъглови връзкиния се извършват с подреждането на елементите, които ще се заваряват под прав или произволен ъгъл, а заваряването се извършва по ръбовете на тези елементи от едната или от двете страни.
2.2.7. Всички описания Горните заварени съединения са направени със шев, който е втвърден отложен метал, който свързва елементите на заварена конструкция. Заварките се подразделят по следните критерии: по положение спрямо действащата сила (виж фиг.), по положение в пространството (виж фиг.), по външна форма (виж фиг.).
Ориз. 1. Позиция заварки спрямо токаусилие:
а) фланг, б) челен, в) кос
Ориз. 2. Разположението на заваръчните шевове в пространството:
а) дъно, б) хоризонтално, в) вертикално, г) таван
Ориз. 3. Външни форми на заваркишевове:
а) изпъкнала, б) нормална, в) вдлъбната
2.2.8. Диаметър на електрода зазаварките се задават в зависимост от дебелината на ръбовете, които ще се заваряват, вида на завареното съединение и размера на шева. За челните съединения са приети практически препоръки за избор на диаметър на електрода в зависимост от дебелината на ръбовете, които ще се заваряват:
2.2.9. При изпълнение на ъглови и тройни връзкиСтойностите отчитат размера на крака на шева: с крак на шева от 3 ÷ 5 mm, заваряването се извършва с електрод с диаметър 3 ÷ 4 mm и с крак от 6 ÷ 8 mm се използват електроди с диаметър 4 ÷ 5 mm.
2.2.10. Според избрания диаметър на електрода се задава стойността на заваръчния ток, която трябва да бъде посочена на фабричния етикет, залепен към опаковката с електроди.
2.2.11. Стойността на заваръчния ток за електроди 4 ÷ 6 mm може да се определи по формулата:
Y \u003d (40 ÷ 60) D e,
където Y - стойността на заваръчния ток, A;
д д- диаметър на електрода, mm.
2.2. 12. Големината на заваръчния ток за електроди с диаметър по-малък от 4 mm и повече от 6 mm може да се определи по формулата:
Y \u003d (20 + 6D e) D e.
И т.н и това трябва да се коригира за дебелината на метала и позицията на заваръчния шев.
И т.н и дебелина на ръба от 1.3 D e до 1,6 D e изчислено редът на заваръчния ток се намалява с 10 ÷ 15% и с дебелина на ръба повече от 3 D д - увеличение с 10 ÷ 15%. Заваряването на вертикални и таванни шевове се извършва с ток, 10 ÷ 15% по-малък от изчисления.
2.2. 13. Металните електроди за дъгова заварка са направени в съответствие с GOST 9466-75. „Метални електроди с покритие за ръчно дъгово заваряване и наваряване. Класификация, размери и общи технически изисквания.
Размери, установени от GOST:
маса 1
|
Диаметър на електрода, mm |
Дължина на електрода, mm |
||
|
от въглеродна и легирана тел |
от високолегирана тел |
||
|
200; 250 |
150; 200 |
||
|
200; 250 |
|||
|
250; 300 |
|||
|
300; 350 |
300; 350 |
||
|
350; 450 |
|||
|
350; 450 |
|||
|
10,0 |
|||
|
12,0 |
|||
2.2.14. Допустими отклонения по дължината на електрода при ръчно производство до ± 7 mm, а при машинно производство до ± 3 mm. Допустимите отклонения в диаметъра варират от -0,12 до +24 mm в зависимост от стойността на диаметъра и установената степен на точност.
2.3. Последователност и методи на изпълнение на работата
2.3. 1. Сглобете заваръчната станция (виж фиг. ), за която:
Ориз. 4. В схема на свързване на заваръчната станция за ръчно заваряване
а) инсталирайте e заваръчен трансформатор на специално оборудвано място, в съответствие с "Правилата за безопасност и пожарна безопасност". Изберете марката на заваръчния трансформатор според таблицата. .
таблица 2
|
Заваръчен ток, А |
Напрежение, V |
Номинална мощност, kVA |
Габаритни размери, мм |
Тегло, кг |
||||
|
номинална работа |
ход на празен ход |
|||||||
|
номинален |
регулационни граници |
|||||||
|
TD -306U2 |
60 - 175 |
26,4 |
11,4 |
570×325×530 |
||||
|
TD -06U2 |
100 - 300 |
17,5 |
630×365×590 |
|||||
|
TD -251U2 |
100 - 260 |
420×260×450 |
||||||
|
TD-500-4U2 |
100 - 560 |
60 - 76 |
570×720×835 |
|||||
|
T DM-317U2 |
60 - 360 |
32,6 |
80/62 |
585×555×818 |
||||
|
T DM-401U2 |
80 - 460 |
80/64 |
585×760×848 |
|||||
|
T DM-503U2 |
75 - 580 |
75/65 |
555×585×888 |
|||||
|
T DM-502U2 |
100 - 550 |
26,5 |
720×845×780 |
|||||
Забележка.Таблицата показва наличните в търговската мрежа трансформатори за ръчна дъга заваряване. Допуска се замяна на трансформатори с другиподобни по приложение;
б) свържете устата синов заваръчен трансформатор към захранващата мрежа чрез ножов превключвател или магнитен стартер с помощта на проводници PRG (GOST 20520-80), AKRPT или AKPRTN (GOST 13497-77E);
в) заземете тялото на заваръчния трансформатор, като използвате проводниците, посочени в параграф б;
г) свържете един от изводите на заваръчния трансформатор към детайла, който ще заварявате, с помощта на скоба (виж фиг. ) с проводници PRG (GOST 20520-80), AKRPT или AKPRTN (GOST 13497-77E);
Ри от 5. Скоби за свързване на заваръчната тел към детайла, който ще се заварява:
а) външен, б) винт
д) свържете втория заваръчен терминалкрак трансформатор към електрическия държач (виж фиг. ) с проводници PRGD или PRGDO (GOST 6731-77E);
Ориз. 6. Видове електрододържатели
е) изберете напречното сечение на проводниците за заваръчни работи с дължина не повече от 30 m в съответствие с препоръчаните стандарти:
|
Най-високата стойност на заваръчния ток, А |
200 |
300 |
450 |
600 |
|
Площ на напречното сечение на проводниците, mm 2: |
||||
|
единичен |
||||
|
двойно |
2x16 |
2×25 |
2×35 |
ж) на дължина незаваръчни проводници до 100 - 150 m спад на напрежението се определя по формулата:
U l = 1,73Jρl / s,
където U l - подложка напрежение, V;
Дж - заваръчен ток, A;
ρ - специфично съпротивление на проводниците, Ohm m;
л - дължина на проводника, m;
с - площ на напречното сечение на проводниците, mm 2 .
Ако стойността U l надвишава допустимото с повече от 5%, е необходимо да се увеличи площта на напречното сечение на проводниците;
з) използване Използва се за защита на очите и кожата на лицето при извършване на заваръчни работи с щитове, маски или каски (GOST 1361-69) (виж фиг.).
Ри от 7. Средства за защита срещу въздействието на заваръчната дъга и металните пръски
2.3.2. proi монтирайте закрепването в съответствие с проектната и инструктивната документация на всички необходими стенни конзоли, конзоли в помещенията на автосалона, крос-кънтри, минни и електрозахранващи инсталации.
Ри от 8. Заваряване на улуцистава
За нас сенчести квадратикраищата на главните улуци са заварени от двете страни, както е показано на фиг. .
Ориз. 9. Закрепване на улука към скоба или квадрат по протежение на стената
2.3.4. Прекарайте главния улук през отвора в стената на помещението, преместете го към главния улук, положен и фиксиран (виж т. ), така че разстоянието между улуците да е 1 ÷ 2 mm, и заварете главните улуци в челна връзка под ъгъл от 90° (виж фиг. и фиг.). В този случай всяка странична лента на улука се вари от всички страни.
Ориз. 11. Фиксиране на главния улук на кръстовище от 90°
2.3.5. Заварете основната релсаоколо в прохода през стената към стенните конзоли (виж фиг.). Заваряването се извършва от едната страна на улука с едностранен шев в шахматна дъска.
Р е 12. Преминаване на основната жалба през стената
2.3.6. Заварете вертикалните главни улуци към скобите, закрепени към стената на помещението (виж фиг. ). Заваряването се извършва към всяка скоба от три страни.
Ориз . 13. Закрепване на вертикалния главен улей към стената
2.3 .7. Монтирайте спусканията на главните улуци в рамковия ред (вижте фиг. ), като същевременно заварявате улуците към скобите на рамковия ред от три страни на всяка странична лента на улука.
Ри от 14. Спускане на улуци в рамков ред
2.3.8. Качи се на спусканията на магьосницитестоманени улуци в местата на тяхното преминаване през подовото покритие (виж фиг.). При извършване на работа заварете основните улуци към рамката на проходния отвор от двете страни на страничните ленти на улука.
Ориз. 15. Устройство за преминаване на главните улуци през тавана
2.3.9. Монтирайте метални конструкции в минната стая. Основите на шлицовите скоби са заварени към фундаментните квадрати. В горната част на скобите заварени към стоманената полосе 30×4. Пример за инсталиране на скоби в шахта е показан на фиг. .
Ориз. 16. Пример за монтиране на скоби в шахта
Редовете с прорезни скоби се закрепват един към друг и към стените на помещенията с помощта на главни квадрати 40 × 50 × 4, които са заварени към горната част на прорезните скоби и стенните скоби. Обикновените улуци в рудника са заварени към основните квадрати, а улуците са заварени към крайните ъгли от двете страни (виж фиг.), а към останалите квадрати - от едната страна в шахматна дъска (виж фиг. и фиг. .).
Ориз. 17. Местоположение и места на заваряване на улуци в рудника (приблизително)
Ориз. 18. Местоположение и места за заваряване на улуци в рудника (приблизително)
2.3.10. Основните ъгли за закрепване на редовете скоби в шахтата се снаждат чрез челно заваряване (виж фиг. а) или припокриване (виж фиг. b).
Ориз. 19. Примери за снаждане на багажниках квадратчета
2.3.11. Монтирайте въздушни корита по стените на мината. Пример за местоположението и мястото на заваряване на улуците е показано на фиг. и фиг. .
Ориз. 20. Местоположение и места за заваряване на улуци в рудника (приблизително)
Ориз. 21. Местоположение и места за заваряване на улуци в рудника (приблизително)
2.3.12. Монтажът на метални конструкции в крос-кънтри се извършва подобно на монтажа на метални конструкции в мина. Редове от шкафове в крос-кънтри се закрепват един към друг и към стенните конзоли на помещението с помощта на основни скоби 40×50×4, които са заварени към рамката на крос-кънтри и стенните скоби. Закрепването на обикновените улуци в кръста чрез заваряване се извършва подобно на закрепването в мината. Пример за инсталиране на улуци над клетките на кръста е показан на фиг. .
Р е 22. Пример за инсталиране на улуци над клетки за кръстосване
2.3.13. Закрепването на главните улуци към обикновените се извършва чрез заваряване с помощта на прът, който е заварен към страничните ленти на обикновените и главните улуци от двете страни (виж фиг. 23).
Ориз. 23. К фиксиране на главния улук към обикновения
2.3.14. Закрепване на главните улуци към главните улуци в обхват до 2,5 m oИзвършва се чрез заваряване, а главният улей е подсилен за здравина със стоманени пръти, заварени към двете странични ленти на улука (виж фиг.).
Ориз. 24. Закрепване на улуци в размах до 2,5м
3 .3.15. Закрепването на улуци за кръстосани проводници се извършва подобно на закрепването на главни улуци в участък до 2,5 m, също чрез заваряване, но без използване на стоманени усилващи пръти. Пример за закрепване на улуците е показан на фиг. .
Ориз. 25. Пример за закрепване на жлеб за хромирани проводници
2.3. 16. Закрепването на рамката с тестови гнезда в абонатния кръст се извършва чрез заваряване. Пример за закрепване на рамка чрез заваряване е показан на фиг. .
Ориз. 26. Закрепване на рамката с тестови гнезда в абонатния кръст
2 .3.17. След завършване на монтажа на метални конструкции, заварените съединения се почистват от котлен камък, проверява се качеството на тяхното изпълнение и се боядисват със сив емайл.
2.3. 18. В процеса на проверка на качеството на заварените съединения чрез външна проверка с помощта на лупа с 10-кратно увеличение, могат да бъдат открити дефекти. Видовете дефекти в резултат на процеса на заваряване са показани на фиг. .
Ориз. 27. Изглед Дефекти при заваряване
2 .3.19. Дефектите в заварените съединения се коригират чрез заваряване, последвано от отстраняване на котлен камък и покритие с един слой сив емайл.
2.4. Мерки за безопасност при извършване на заваръчни работи
2.4. 1. Корпуси на електродъгови източници (трансформатори), спомагателно оборудване за заваряване и заварени продукти се заземяват преди започване на работа.
2.4.2. Отзад заземяването се извършва с меден проводник, единият край на който е свързан към специален болт с надпис "Земя" върху тялото на източника на захранване на дъгата, а другият край към заземяващата шина.
2.4 .3. За свързване на заваръчния трансформатор към мрежата се използват стенни кутии с превключватели, предпазители и скоби. Дължината на захранващите проводници не трябва да надвишава 10 m.
2.4.4. Ако е необходимо да се увеличат захранващите проводници, се използва връзка.втулка с резба със силна изолационна маса.
2 .4.5. Силовите проводници са окачени на височина 2,5 - 3,5 m, а проводниците са затворени в метални тръби.
2.4.6. професионалист по заваряваневода трябва да се използва с добра изолация и да има напречно сечение, съответстващо на заваръчния ток.
2.4.7. Св Филтрите, които се поставят в отвора за наблюдение на щита, маската или каската, се избират в съответствие с GOST 9497-60, в зависимост от заваръчния ток. Има четири вида стъклени филтри: E-1 (за токове 30 - 75 A), E-2 (за токове 75 - 200 A), E-3 (за токове 200 - 400 A), 3 - 4 (за токове 200 - 400 A). над 400 НО).
2.4.8. За предпазване на очите на работниците, помагащи при извършването на заваръчни работи, се използват светлинни филтри B-1, B-2 и B-3.
2.4.9. Заваръчните работи се извършват воблекло от брезент или дебел плат, в ръкавици и шапка , докато панталонитене трябва да се пъха в обувки, джобовете да се затварят с клапи, а якето да не се пъха в панталони.
2.4 .10. При заваряване на таван, хоризонтални и вертикални шевове се поставят платнени ръкави и се завързват плътно върху ръкавите в ръцете.
2.4. 11. Заварките се почистват от шлака само след пълно охлаждане и винаги в чаши с обикновени стъкла.
2.4. 12. Вентилационните устройства трябва да осигуряват обмен на въздух при ръчно дъгово заваряване с електроди с висококачествено покритие от 4000 до 6000 m 3 на 1 kg разход на електрод.
2.4. 13. На работното място се допускат следните концентрации на вещества във въздуха (в mg/m 3): манган и неговите съединения - 0,3; хром и неговите съединения - 0,1; олово и неговите съединения - 0,001; флуороводород - 0,5; азотен оксид - 5,0; бензин, керосин - 300,0.
Концентрация нетокстоксичен прах над 10 mg/m 3 не се допуска, но ако съдържанието на кварц в праха надвишава 10%, тогава концентрацията на нетоксичен прах се допуска само до 2 mg/m 3 .
2.5. Числова и квалификационна структура на изпълнителите
Монтажни работи zhu металните конструкции ATS чрез заваряване се извършват от връзка с общ брой 3 души, която включва: комуникационен монтажник 5-та категория и двама комуникационни инсталатори от 4-та категория, единият от които е завършил курсове по методи за извършване на заваряване работа.
2.6. Разход за труд
Нормално време време за заваряване - T се състои от пет елемента: подготвително време -т стр , основно време -т за , помощно време - tв допълнение дълго време - тд и краен час - tз.
където Y \u003d 7,85 g / cm 3 - специфично тегло на стоманата,
F=0 .55 cm 2 - напречно сечение на шева,
Л \u003d 100 см - дължина на шева,
d в = 10 g/A h - коефициент на отлагане на електроди,
J= 180 A - заваръчен ток,
Куч. = 0,25 - коефициент, отчитащ организацията на труда,
да се - коефициент, отчитащ организацията на труда на 100 см от шева,
т за - основно време на горене на дъгата.
tr изчисление годишно разходите са дадени в табл. .
Таблица 3
|
Име на произведенията |
мерна единица |
Обхват на работа |
Норма за време за единица измерване, човекочас |
Разходи за труд за целия обем, човекочас |
Ставка за единица измерване, руб.-коп. |
Разходите за целия обем, руб.-коп. |
|
|
Монтаж на метални конструкции на АТС чрез заваряване |
|||||||
|
работи продуцент |
майстор |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||
|
Подготвителна работа |
правилната организация на работното място. Изправност на заваръчното оборудване и надеждност на неговото заземяване. Наличие и коректност на расиполо zheniya необходими конструкции и части |
визуално |
д за началото на работа по заваряване на метални конструкции |
||||
|
качество на заварените съединения |
наличие на пукнатини, пори, шлакови включвания, липса на проникване, подрязвания, увисване, изгаряния, кратери, неравности в ширината на шева, измествания заварени ръбове |
визуално с 10x лупа |
в процеса на заваряване |
3. ТЕХНИЧЕСКИ И ИКОНОМИЧЕСКИ ПОКАЗАТЕЛИ
Вложен труд, хора.-дни -
Продължителност, дни -
номер наети монтажници, чол. - 3
4. МАТЕРИАЛНИ И ТЕХНИЧЕСКИ РЕСУРСИ
Необходимостта от инструменти и приспособления води дона масата. .
1за задържане на заваръчния електрод
Заваръчна тел марка PRGD L = 3 m
GOST 6371-77E
за свързване към държач за електроди
Съединител
MS-2
за свързване на проводници
Наземен терминал
KZ-3
за предпазване на очите от действието на заваръчната дъга
Светло стъкло с размери 52×104×3
за защита на филтрите
Метална четка на картата
ТУ-494-01-104-76
за почистване на повърхности, които ще бъдат заварени
Маска на заварчика ШС
GOST 1361-69
за защита от дъга
Длетото
GOST 7211-72
за почистване на шева
Сгъваем метален метър
GOST 7253-54
за измерване на части и разстояния между тях
заваръчен трансформатор
TD-251 U2
Електроди



