Кой производител прави висококачествени заваръчни електроди. Електроди с рутилово покритие. Обозначение и маркировка
За да извършите процеса на заваряване, е необходимо не само да изберете правилната заваръчна машина, но и правилните електроди. В зависимост от модела на заваръчната машина, трябва да изберете правилния заваръчни електроди.
По-голямата част от електродите са направени от заваръчна телпокрити със защитно покритие. Най-често покритието се нанася чрез натискане и ви позволява да защитите заваръчната дъга по време на процес на заваряване.

Трябва да се отбележи, че поддържането на определено количество дифузионен водород е проблем само за електроди с потокова сърцевина като стик електроди, подводни дъгови токове и проводници с поток. Възможно е все още да има влага върху пълнежа с кондензат, но тя не се свързва със стоманата или медното покритие върху стоманения електрод. Просто се изпарява, когато се нагрява от дъгата.
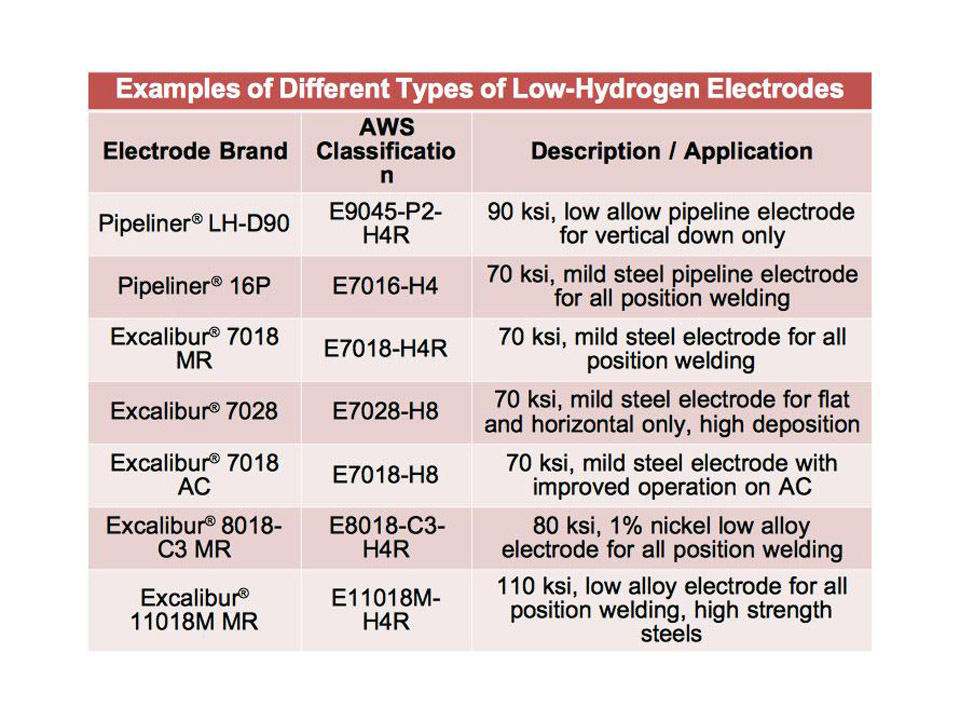
Електродите с ниска водородна връзка се кондиционират по време на производствения процес, за да се сведе до минимум нивото на водород в техните покрития, което намалява възможността от дифузия на водорода, който се отлага в метала на заварката. Електродите с ниско съдържание на водород се идентифицират по обозначението на типа на покритието в неговия класификационен номер. Може също така да има незадължително максимално допустимо обозначение на водорода след неговия класификационен номер, както е определено от Американското дружество по заваряване.
Според GOST електродите са разделени на легирани, високолегирани и въглеродни. Начинаещият заварчик трябва да знае, че има видове електроди за конвенционални и критични структури. За критични заваръчни шевове е най-добре да вземете UONI електроди. Те са много капризни и изискват от заварчика да е специалист от високо ниво. Ако трябва да заварявате прост дизайн, тогава можете да вземете един от популярните електроди, като ANO или MP-3.
Въпреки че електродите с ниско съдържание на водород започват от фабрика с ниско съдържание на водород, те могат бързо да вземат допълнителен водород от кондензата, ако не се съхраняват и обработват правилно. Ето защо те обикновено идват в херметически затворен или запечатан контейнер, където могат да се съхраняват неограничено време.
След като контейнерът се отвори, стандартните електроди с ниско напрежение трябва да се отварят на открито само за четири часа. След това електродите трябва да се съхраняват в херметически затворен контейнер с контролирана температура и да се поддържат при повишена температура в съответствие с препоръките на производителя на пълнителя. Това предотвратява образуването на конденз върху покритието. Най-често срещаните контейнери за електроди с ниско напрежение се наричат фурни с пръчки. И това е важно, защото те могат да бъдат оставени без пръчка за цяла работна смяна.
Най-добрите електроди от своя вид по вид предназначение са:
- За заваряване на чугун: OZCH-2;
- За заваряване на меки стомани: ANO-4 с рутилово покритие или ANO-6 с покритие от алменит;
- За заваряване на най-популярните видове въглеродни стомани: OZS-4, MP-3S, ANO-21, UONI 13/45;
- За заваряване на неръждаеми и високолегирани стомани: TsL-11;
По-долу сега ще разгледаме най-популярните електроди за заваряване.
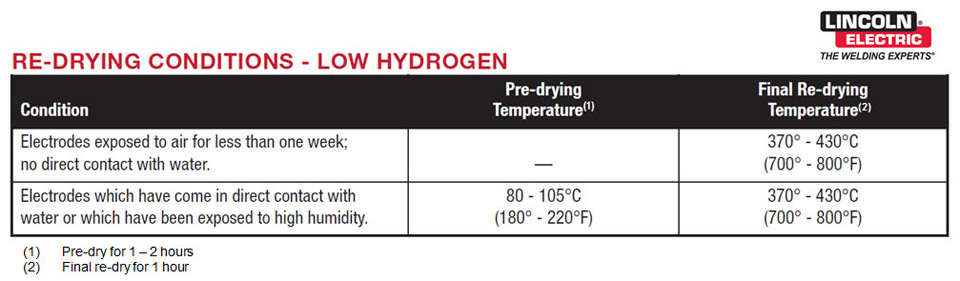
Въпреки това, някои изисквания на кода могат да определят граници на експозиция, които се различават от тези насоки. Електродите с ниско напрежение, които не са запечатани или съхранявани правилно и не надвишават границите на експозиция на открито, могат да бъдат възстановени преди употреба. Това се постига чрез повишаване на температурата в основната пещ до определено нивои сушене на електродите за един час при тази температура. Те трябва да бъдат разпръснати във фурната, така че всеки да може да достигне температурата на сушене.
Производителят на пълнежа предоставя специфични препоръки за възстановяване на температурата. Електродите с ниско съдържание на водород не трябва да се обработват при температури над препоръчителните или за няколко часа под препоръчителните температури. Освен това електроди с ниско съдържание на водород, като целулозни и рутилни електроди, не трябва да се съхраняват или обработват при същите температури като електродите с ниско напрежение.
ANO е един от най-популярните и практични електроди, който се запалва бързо и не изисква изпичане в специална пещ с електроди. Те осигуряват качествен резултат, дори и да не сте специалист по заваряване.
MP-3 - универсални електроди, които могат да заваряват ръждясал, мокър и лошо почистен метал.
Нисколегираните нисковолтови електроди не трябва да се регенерират повече от три пъти. Всеки електрод с ниско напрежение, било то въглеродна стомана или нисколегирана стомана, трябва да се изхвърли, ако прекомерното пребоядисване води до чупливост, пукане или счупване на покритието по време на заваряване или ако има забележима разлика в работата на дъгата.
В допълнение към създаването на заваръчен депозит с минимално количество дифузионен водород, успехът с електроди с ниско съдържание на водород се свежда и до правилната техника. Това включва използване на специфичен тип електрод с ниско напрежение на предвиденото му място за заваряване, заваряване при подходящо ниво на тока за този тип и диаметър електрод и използване на правилната скорост на движение. Също така включва използването на правилния ъгъл на електрода, дължина на дъгата и т.н.
MP-3S - електроди за заваряване с променливи и постоянен ток обратна полярност. Могат да се използват, ако заваръчно съединениесе предявяват високи изисквания.
UONI 13/55 - електроди за ръчно дъгово заваряване на конструкции с високо ниво на отговорност. Използването им изисква висококвалифициран заварчик и правилно боравене. Те са в състояние да осигурят надежден заваръчен шев. Високо качествос отлична плътност, дори при работа при ниски температури.
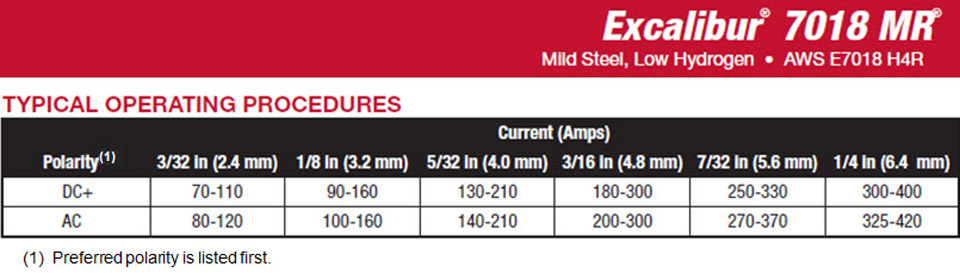
Препоръчителните текущи настройки за диаметър и полярност обикновено могат да бъдат намерени в продуктовата литература на производителя на пълнителя. Токът се измерва в ампери или ампери. Като отправна точка заварчиците трябва да изберат текущата настройка в средата на диапазона.
Ако токът е твърде нисък за даден диаметър, дъгата може да бъде трудна за стартиране и поддържане. Освен това заваръчният шев ще бъде груб. Ако токът е твърде висок, той може преждевременно да разруши покритието и да причини дефекти. заварка. При изработването на накрайници, електродите на пръчката обикновено се настройват на оптимална скорост за по-добър контрол на локвите и формата на перлите. С увеличаване на диаметъра на електрода размерът на заваръчния шев се увеличава.
Преди да закупите електроди, уверете се, че са съхранявани и транспортирани правилно. Проверете дали са добре опаковани и дали в тях може да попадне влага. Не забравяйте, че дори ако изберете правилната марка електроди, но в същото време те се съхраняват неправилно, можете просто да изхвърлите пари. Виж ги външен видза да видите предварително ниското качество. За всеки случай можете да изсушите електродите във фурната, за да не ви разочароват по време на работа.
Когато използват електроди с ниско съдържание на водород, заварчиците винаги трябва да използват ъгъла на улавяне, за да оставят шлаката зад локвата и да поддържат дължината на дъгата къса. Те винаги трябва да държат електрода близо до локвата, а не до "дългата дъга" на електрода, тъй като това може да доведе до нестабилност на дъгата и порьозност на заварката.

Моля, имайте предвид, че при заваряване от позиция с целулозни електроди заварчицичесто избутайте електрода от локвата и след това го върнете. Тази технология за разбиване с дълга дъга улеснява запушването на шлаковата локва преди нанасяне на повече заваръчен метал. Този метод на оплитане обаче не трябва да се използва с електроди с ниско напрежение.
- Характеристики на материала
- Положителни качества на рутиловите електроди
- Състав и технологични характеристики
- Малко за приложението
- Основни режими и техните нюанси
В промишлеността, електротехниката и газово заваряване. Всеки вид има специфични предимства, но има и някои отрицателни качества. За процеса на заваряване се използват различни консумативи. Рутиловите електроди не са изключение.
Като общо правило, заварчиците трябва да правят стрингери или да използват права прогресия. За по-големи заварки, няколко малки топчета с множество проходи обикновено осигуряват най-доброто механични свойства, особено силата на разкъсване, в сравнение с по-малко проходи на големи широки перли.
По-дългите дължини на дъгата значително увеличават възможността за получаване на порьозност при започване на дъгата. Освен това контролът за горещ старт не трябва да се настройва твърде високо. Той може да генерира дълга дължина на дъгата и преждевременно да стопи покритието на електрода, създавайки недостатъчна екранировка и евентуално порьозност в заваръчния шев.
Рутиловите електроди обикновено се използват за ръчно електродъгово заваряванеи на повърхността.
Характеристики на материала
Технологичният процес на заваряване не може да се осъществи без заваръчен електрод. Проектиран за всеки вид заваряване определен виделектроди.
Самият заваръчен електрод е направен от две части. Това е неговата сърцевина и съответното покритие. Ядрото е изработено от метал и покрито със специален прах, който се нанася равномерно. Съставът на покритието оказва значително влияние върху качествени показателипроцес на заваряване, той определя какъв материал може да бъде заварен с даден електрод.
Често срещан проблем с рестартирането на дъгата при вертикално заваряване е "забиване с пръсти" на покритието. Това се случва, когато заварчиците използват твърде голям ъгъл нагоре. Много заварчици рестартират твърде високо заварено съединение, а след това завлечени в кратера. Те трябва да насочват електрода директно към връзката, използвайки не повече от 5° или 10°.
Твърде трудно е да рестартирате частично изразходван електрод с ниско напрежение, след като накрайникът се охлади. В края на електрода се образува топка шлака. Тази твърда, крехка шлака действа като изолатор, което затруднява поставянето на дъгата. Повечето заварчици искат да поставят електрода в държача на електрода и да го ударят по плочата като чук. Може да почисти покритието на електрода. Вместо това те трябва да извадят електрода от държача и да разтрият върха грубо по повърхността на заваръчната маса, докато потъне в стоманената сърцевина.

Предимствата на рутиловите електроди са: способността за лесно запалване, създаване на дъга и склонност към създаване на пори.
Напоследък електрод със специално покритие, наречено рутил, стана много популярен сред заварчиците. Какво представляват рутиловите електроди? По принцип покритието е направено от титанов оксид и има големи предимства в сравнение с други. Това се дължи на няколко причини.
Това осигурява добра електрическа връзка за стартиране на дъгата, без да се повреди покритието. Много заварчици предпочитат да използват електроди с ниско съдържание на водород поради техните гладки характеристики на дъгата, лесно отстраняване на шлаката, добра форма на перлите и по-бързи скорости на отлагане. Те са избрани и поради факта, че имат способността да заваряват във всички позиции. Въпреки това, по-доброто разбиране защо, къде и как да се използват електроди с ниско напрежение, както и как да се съхраняват и боравят с тях, също може да направи заварчиците още по-умни.
На първо място, покритието не отделя токсични газове. Това е много важно, тъй като е пряко свързано със здравето на работника. Такива електроди позволяват сериозно намаляване на времето на процеса на заваряване. Материали с рутилово покритие могат да се използват за работа във вертикална равнина.
При заваряване на различни видове стомана е необходимо да се вземе предвид нивото на технологичните показатели на електродите:
Видове електроди с ниско напрежение
Тъй като използването на електроди с ниско съдържание на водород продължава да нараства, тези знания и набор от умения ще направят всеки заварчик още по-ценен за индустрията. 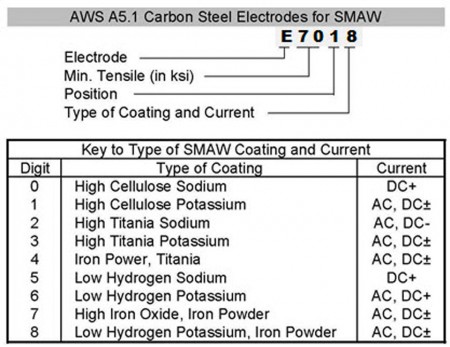
Специфичният класификационен номер за конкретен електрод разказва история за него. Ключът към тези числа е показан в таблицата.
Първите две или три цифри на числото показват минималната якост на опън на заваръчния метал. електрод с ниско напрежение въглеродна стоманаима минимална якост на опън от 70 klbs, докато повечето нисколегирани електроди с ниско напрежение имат минимална якост на опън от 80 до 120 ksi. С изключение на няколко целулозни електрода с капацитет 80 ksi, всички нисколегирани електродисъщо са електроди с ниско напрежение.
- заваряване в космоса;
- вид заваръчен ток;
- производителност;
- възможността за пори;
- наличието на водород;
- появата на пукнатини.

Рутиловите електроди не трябва да се използват при работа при твърде високи температури.
Второто - последно число в числото показва препоръчителната позиция на заваряване. 1 означава "всички", 2 означава "позиция", а 4 означава само вертикално. Електродите, които могат да бъдат заварени извън позиция или срещу гравитацията, имат система за бързо замразяване на шлаката, имат по-малки диаметри и по-бавни скорости на отлагане. Докато електродите, които могат да се използват само в позиция или с гравитация, имат по-бавна система за замразяване на шлаката, по-голям диаметър и по-високи скорости на утаяване.
Последната цифра в числото показва вида на покритието на електрода и препоръчителната полярност на заваръчния шев. Електродите, завършващи на 5, 6 и 8, са електроди с ниско напрежение. Всички също се считат за "основни" покрития - в сравнение с покритията на базата на целулоза, рутил или железен оксид.
Всички горепосочени характеристики трябва да се вземат предвид при избора на марка електроди. Това до голяма степен зависи от използваното покритие. Те могат да бъдат:
- целулоза;
- кисел;
- смесен;
- рутил.
Помислете за заваръчни електроди, които имат покритие от рутил. Основата на такова покритие е рутилов концентрат, който е повече от 50%. Шевът, който се получава след заваръчни работирутилов електрод, изработен от мека стомана. Получената метална заварка има висока устойчивост на напукване в сравнение с подобни покрити с киселина електроди.
От трите типа 8 е най-популярният. Електрод само с позиция "28" има 50% железен прах, добавен към покритието си за максимална скорост на отлагане и се счита за електрод с тежко покритие. Добавянето на железен прах увеличава скоростта на отлагане на тези електроди, тъй като железният прах в покритието се топи и става част от заваръчния метал заедно със сърцевината на пръта.
Електрод тип "18" за всички атмосферни условия има 30 процента железен прах, добавен към покритието си и би се считал за електрод с медно покритие. Въпреки че все още има система за бързо замразяване на шлаката, допълнителните 30% железен прах в покритието позволяват максимална скорост на отлагане на електроди при заваряване извън позиция. Освен това, тъй като електродът "18" има тежка система от шлака, той не се препоръчва за вертикално надолу, тъй като шлаката може да тече пред локвата и да се захване отдолу.
Основните параметри на заваръчния шев, получен с рутилови електроди, напомнят на заваряване, извършено от електроди от марката E42. Този вид е надарен с малка чувствителност към появата на пори при промяна на големината на дължината на дъгата. Електродите не са чувствителни при заваряване на водниста повърхност или се изисква кисела повърхност.
Обратно към индекса
Положителни качества на рутиловите електроди
Ако ги сравним с подобни видове, можем да различим различни положителни качества:
- Газовите емисии са нетоксични. Нанесете минимална вреда на здравето на заварчика.
- На работа променлив токподдържа се стабилна и силна дъга.
- При пръски се наблюдават малки загуби на метал.
- Шлаковата кора се отделя лесно.
- Висококачествено образуване на шев.

Съставът на рутиловите електроди включва алумосиликати, карбонати и минерала рутил.
Когато покритието има много карбонати, алкалността на шлаката се повишава.В резултат на това заваръчният метал получава малко количество силиций, открива се ниско съдържание на кислород. Има увеличаване на якостта на удар, устойчивостта на метала се увеличава и образуването на пукнатини се намалява до нула.
При висока влажност на покритията се наблюдава малко количество водород в металния шев и образуването на пори е практически сведено до минимум.
Поради наличието на TiO2 в покрити с рутил електроди, те са в състояние лесно да запалят отново дъгата. Освен това този процес не изисква отстраняване на филма от кратера на електрода, тъй като с голямо количество TiO2 той има свойствата на полупроводникова проводимост. Той е в състояние да запали дъгата, без да влиза в контакт с пръчката си със заварявания метал. Това положително качество на рутилното покритие ви позволява да работите с къси шевове, при които трябва да прекъсвате изгарянето на дъгата много често.
За извършване на заваръчни работи можете да използвате само висококачествени рутилови електроди, които са изсушени повече от 24 часа. Ако са били калцинирани при висока температура, може да се появят пори. Появата им може да се дължи на увеличаването на силата на тока при извършване на заваряване. тройник шевовепри варене тънък метали е необходимо използването на големи електроди.
Когато се заварява стомана с нагар, такива електроди не образуват пори. Те са надарени с висока устойчивост в случай на напукване, в сравнение с подобни електроди, които се характеризират с киселинно покритие.
По принцип този тип има технологични показатели, които са много по-добри от тези на електродите с различно покритие. Използването на рутил осигурява отлично постоянство на дъгата при заваряване с постоянен ток.
Електродите се отличават с ниска скорост на разпръскване, лекота на отделяне на шлаковите образувания. Този тип се счита за най-добрият за заваряване на тавана, както и във вертикална равнина. Тази простота се дължи на факта, че този тип покритие по време на топене започва да образува титанови съединения, които моментално се появяват на повърхността, изплуващи от разтопената баня.
Освен това такива титаниеви покрития значително увеличават вискозитета на шлаката, особено когато температурата падне. Тези шлаки се наричат "къси".
Технологични свойства на рутиловите електроди:
- лекота на запалване на дъгата;
- минимално образуване на пори в момента на запалване;
- висока устойчивост на умора характеристики на заваръчни съединения.
Поради високото съдържание на метален прах в рутилните покрития има намаляване на количеството въглерод в заваръчен шев, сярата се разпределя по-равномерно.



