Каква трябва да бъде ширината на заваръчния шев. Техника на заваряване с електроди с покритие. Заваряване на тройник във вертикално положение с многопроходна ъглова заварка
Под техниката на изпълнение заваркиразбират избора на режими на заваряване и методи за манипулиране на електрода.
Възбуждане на електрическа дъга
Поразяването на дъгата е една от основните операции процес на заваряване. Запалването се извършва всеки път преди началото на процеса на заваряване, повторното запалване на дъгата - по време на процеса на заваряване, когато тя се счупи.
Заваряване на тройник в горно положение с многоходова ъглова заварка
Формата на заваръчния шев е много важен качествен фактор. Заварената панта се счита за добра или висококачествена, ако ширината на заваръчния шев и височината на борда са сведени до минимум. Ако ширината и височината на борда са по-малки, изкривяването на заваръчните плочи и остатъчните напрежения са най-малко. Традиционните методи за определяне на входните параметри, които водят до минимална геометрия на заварката, отнемат време и зависят от нивото на опит на заварчика. Това се дължи на голям брой експерименти.
Възбуждането на заваръчната дъга се извършва чрез докосване на повърхността на заварявания детайл с края на електрода, последвано от бързо отстраняване на края на електрода от повърхността на детайла. В този случай, ако пролуката не е твърде голяма, има моментална поява на ток и установяване на дъгова колона. Контактът на електрода с продукта трябва да бъде краткотраен, в противен случай той ще бъде заварен към продукта („стик“).
Броят на експериментите се увеличава с увеличаване на входните параметри. Проектирането на експерименти с помощта на ортогоналния масив на Тагучи е много специален инструмент за провеждане на такова изследване. IN последните годиниМетодът Тагучи се превърна в мощен инструмент за повишаване на производителността по време на изследвания и разработки, благодарение на което високо качествоможе да се получи бързо и евтино. Това е статистическа обработка, приложена към резултатите от експерименти, за да се определи процентният принос на всеки параметър по отношение на заявеното ниво на доверие.
За да откъснете "прилепналия" електрод, трябва рязко да го завъртите надясно и наляво. Възбуждането на дъгата може да се извърши или чрез поредица от възвратно-постъпателни движения с леко докосване на повърхността на заварявания метал и последващо отдръпване от повърхността на продукта с 2-4 mm, или чрез надраскване с края на електрода по повърхността на продукта, които наподобяват удрянето на кибрит. Използвайте най-удобния за вас начин.
Заваряване на челно съединение със скосени ръбове в хоризонтално положение
Използването на съотношението сигнал/шум в анализа осигурява количествена стойност за сравняване на вариацията на отговора. Желаната характеристика на реакция за странична ширина и странична височина по-ниска е по-добра. Тези стомани са разработени за използване както при леки, така и при тежки корозивни условия. Той може да поддържа лицево-центрирана кубична структура в широк температурен диапазон. аустенитни неръждаеми стоманинамират широко приложение в производствената индустрия поради отличните им свойства на висока температура и устойчивост на корозия.
След стартиране на дъгата електродът трябва да се държи известно време в началната точка на отлагане, докато се образува заварка и основният метал се разтопи. Едновременно с топенето на електрода е необходимо да се подава равномерно в заваръчната вана, като по този начин се поддържа оптималната дължина на дъгата. Индикаторите за оптимална дължина на дъгата са остър пукащ звук, равномерно пренасяне на метални капки през дъгата и ниско пръскане.
Ограниченият въглерод спомага за по-добра заваряемост и формоване на тази стомана. Той намира приложение, когато стоманата е изложена на повече високи температурии тежки условия на работа. За постигане на желаните цели бяха предприети следните стъпки. Избор на основен метал и пълнител.
Челно заваряване със скосени ръбове
Определете важни параметри на заваряване. Експериментално изследване за завършване на стойностите на параметрите. Работен диапазон от параметри на процеса. Избор на ортогонален масив. Провеждане на експеримент в съответствие с избрания ортогонален масив. Измерване на ширината на страната и височината на страната.
Дължината на дъгата значително влияе върху качеството на заваръчния шев. Късата дъга гори стабилно и спокойно. Тя. осигурява висококачествена заварка, тъй като разтопеният метал на електрода бързо преминава през междината на дъгата и е по-малко подложен на окисляване и азотиране. Но твърде късата дъга може да причини "залепване" на електрода, дъгата се прекъсва, процесът на заваряване е нарушен. Дълга дъга гори нестабилно с характерно съскане. Дълбочината на проникване е недостатъчна, разтопеният метал на електрода се разпръсква и се окислява и азотира повече. Заваръчният шев е безформен, а металът на заваръчния шев съдържа голямо количество оксиди.
Експерименталното изследване е проведено преди завършване на редица параметри на процеса. Изборът е направен в зависимост от проверката на перлото и проникването на топлинна енергия от долната страна на плочата. Броят на параметрите на процеса, разгледани в това проучване, е четири и всяко ниво варира на три нива. Неизползван ториран волфрамов електрод, с диаметър 3 мм, се използва за монтаж на дъгата с работни части и следователно за заваряване. Показан е крайният диапазон от параметри на процеса и са посочени избраните степени на свобода.
Ако по време на заваряване, по някаква причина, заваръчната дъга изгасне, се използва специална техника за повторно запалване на дъгата, за да се гарантира, че заваряването започва с добро спояване и външен вид. При повторно запалване дъгата трябва да се инициира от предния ръб на кратера, след това да се прехвърли през целия кратер към противоположния ръб, към новоотложения метал и след това отново напред, в посоката на извършване на заваряването. Ако електродът не бъде изтеглен достатъчно назад, когато дъгата се запали отново, между началото и края на заваръчния шев ще остане вдлъбнатина. Ако обаче електродът се издърпа твърде назад по време на повторното запалване, тогава на повърхността на заваръчния шев се образува висока изпъкналост.
Измерва се ширината на заваръчния шев и се показва резултатът. От така получените резултати може да се види, че най-важният параметър, който оказва най-значимо влияние върху ширината на страната, а след това и вида защитен газима значителен ефект, докато скоростта на потока и ъгълът на процепа имат почти незначителен ефект върху същото. Графиката за основните ефекти на фигура 3 показва, че с увеличаване на тока стойността на ширината на зърната се увеличава, което е нежелателно. Сред всички газове, аргонът помага да се поддържа минималната ширина на перлите.
Позицията и движението на електрода по време на заваряване. По време на заваряване на електрода се съобщават следните движения:
- транслационно по оста на електрода към заваръчната вана, докато за да се поддържа постоянна дължина на дъгата, скоростта на движение трябва да съответства на скоростта на топене на електрода;
- движение по линията на заварения шев, което се нарича скорост на заваряване; скоростта на това движение се задава в зависимост от тока, диаметъра на електрода, скоростта на неговото топене, вида на шева и други фактори;
- преместване на електрода през шева, за да се получи шев, по-широк от ролката на конеца, така наречената уширена ролка.
Ако скоростта на заваряване е твърде висока, отложените перли се оказват тесни, с малка издутина, с големи люспи. Ако скоростта на движение на електрода е твърде бавна, шевът има твърде много изпъкналост, шевът е с неравномерна форма, с провисване по ръбовете.
Графиката на основния ефект показва, че ширината на зърното е минимална за текущата стойност на първо ниво, т.е. 130 A, и първото ниво на газ, т.е. аргон. Средната ширина на перлите се определя, както следва. Доверителен интервал около изчислената средна ширина.
Α = риск, доверие = 1-α. Токът е най-важният параметър, който има най-значителен ефект върху ширината на перлите. Видът на защитния газ има значителен ефект, докато скоростта на потока и ъгълът на процепа имат малък ефект върху същото. С увеличаване на тока стойността на ширината на зърната се увеличава, което е нежелателно.
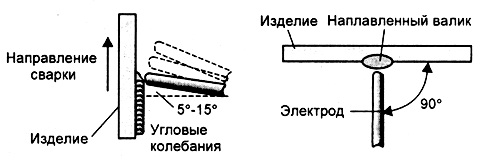
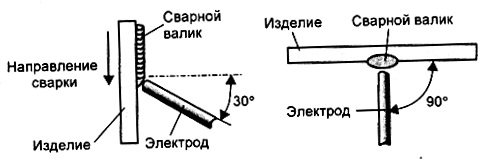
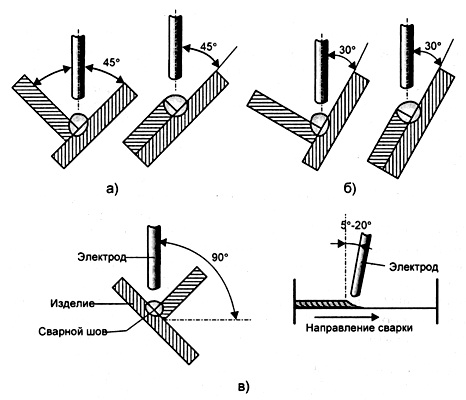
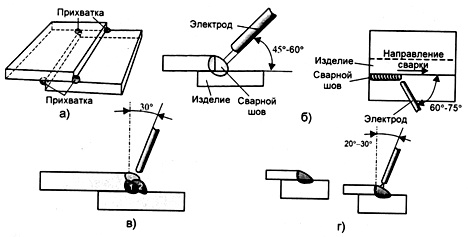
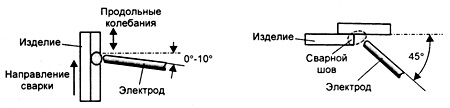
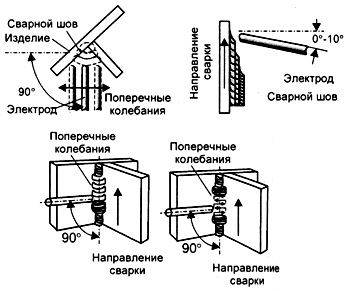
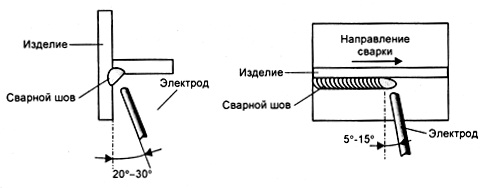
Положението на електрода по време на заваряване трябва да съответства на фиг. 2. Заваряването се извършва в посока както отляво надясно, така и от дясно наляво, от себе си и към себе си.
Ориз. 2. Ъгъл на електрода:а - в хоризонталната равнина; b - във вертикалната равнина.
В края на заваръчния шев е невъзможно рязко прекъсване на заваръчната дъга и оставяне на кратер върху металната повърхност, който е концентратор на напрежението и зона с високо съдържание на вредни примеси. За да избегнете образуването на кратер, е необходимо да спрете движението на електрода, т.е. да направите закъснение от 1-2s, след това да се преместите с 5 mm назад и да прекъснете дъгата с бързо движение нагоре и назад.
Калибрирани изрази за заваряване и тяхното приложение към ширината на изотермата в дебела плоча. Калибрирани изрази за заваряване и приложение към изотермична ширина върху плоска плоча с безкрайна ширина. Тази статия представя възможно решение на ограниченията на текущите опити и грешки при разработването на заваръчни процедури. Обсъждат се трудностите при намирането на обобщени решения на уравнението на Розентал и е представен подходът на калибровката и минималното представяне като обещаваща процедура за разработване на тези решения.
Ако заваряването не е завършено правилно, винаги се образува дълбок кратер в края на шева, където дъгата е излязла. Кратерът може да служи като индикатор за дълбочината на проникване, но в края на заваряването и наваряването тези кратери трябва да бъдат запълнени и заварени. Това става чрез иницииране на дъга в кратера, установяване на къса дъга и задържане на електрода в това положение, докато кратерът се напълни с разтопен метал. Не се препоръчва заваряване на кратера чрез прекъсване и стартиране на дъгата няколко пъти, поради образуването на оксидно и шлаково замърсяване на метала.
Определят се доминиращите фактори, а ефектите от вторичните явления се отчитат чрез корекционни фактори. Коефициентите за корекция са калибрирани и показани във вид, който може лесно да бъде изчислен и използван в индустрията. След това този подход се демонстрира чрез определяне на ширината на изотермата чрез решението на уравнението на Розентал за плоска плоча. Сравнение на градуирани уравнения, калибрирани с точното решение на уравнението на Розентал, показва максимална грешка от по-малко от 0,8% за всяка изотерма.
Заваряване на челно съединение без скосяване във вертикално положение
Ключови думи: планиране, уравнение на Розентал, ширина на изотермата, заваряване, разработка на процедура. Тази статия представя възможно решение на ограниченията на текущите опити и грешки при разработването на заваръчни процедури. Обсъждат се трудностите при намирането на обобщени решения на уравнението на Розентал и се въвежда методът на минималното представяне и калибровката като обещаваща процедура за разработване на тези решения. След това тези корекционни коефициенти се калибрират и представят във вид, който може лесно да бъде изчислен и следователно модифициран за индустрията.
Заварка, образувана в резултат на две движения на края на електрода (транслационно и по линията на шева), се нарича "резба". Ширината му при оптимална скорост на заваряване е (0,8-1,5) de. конец бодзапълнете корена на шева, заварете тънки детайли, извършете повърхностни работи и заварете подрязвания.
За намазване на перли без напречни вибрации на електрода е необходимо да се инициира дъга, да се разтегне и да се задържи на едно място за известно време, за да се загрее основният метал. След това постепенно намалявайте дължината на междината на дъгата, докато се образува заваръчна вана с подходящ размер. Той трябва да се слее добре с основния метал до момента, в който движението напред на електрода започне в посоката на заваряване. В този случай се препоръчва да се извършват малки движения на електрода по оста на шева. Въпреки това, повечето заварчици предпочитат да движат електрода по оста на заваръчния шев без никакви надлъжни трептения, определяйки скоростта на заваряване от образуването на зърната.
След това този подход се демонстрира чрез определяне на ширината на изотермата от дебел разтвор на плоча на Розентал. Сравнението на калибрираните скалиращи уравнения с точния разтвор на Розентал показа максимална грешка от по-малко от 8% за всяка изотерма.
Ключови думи: мащабиране, уравнение на Розентал, ширина на изотермата, заваряване, развитие на метода. Последният напредък в технологиите направи възможно да се разглежда заваряването като научна работа, а не като форма на изкуство. Този напредък означава, че заварчиците вече могат да използват плазмени дъги, лазери, електронни лъчи, експлозиви и механични устройства за свързване на метали на атомно ниво. Въпреки огромния напредък през последните 30 години, има ясна липса на проницателни, количествени, физически значими съвети относно проблемите със заваряването.
При нанасяне на мъниста върху обратна полярностнякои електроди са склонни да се подрязват. За да предотвратите тази тенденция, не премествайте дъгата зад кратера, докато не се отложи достатъчно метал, така че заваръчният шев да е с правилния размер и подрязването да е запълнено с метал на заваръчния шев.
Голяма част от индустрията използва емпирични опити и грешки за решаване на сложни проблеми със заваряване. Този подход даде отговори само в ограничен набор от сценарии от реалния живот и в резултат на това тези отговори не подобриха интуицията, креативността или инженерството. На академично ниво са разработени числени симулации, за да се правят смислени прогнози за процесите на заваряване. Въпреки това, поради тяхната сложност и липса на широкомащабна приложимост, те са наблюдавани ограничено приемане и използване от практикуващите в индустрията.
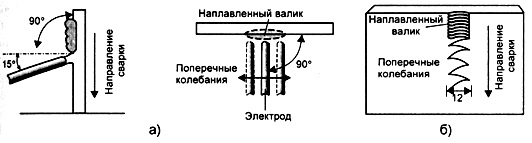
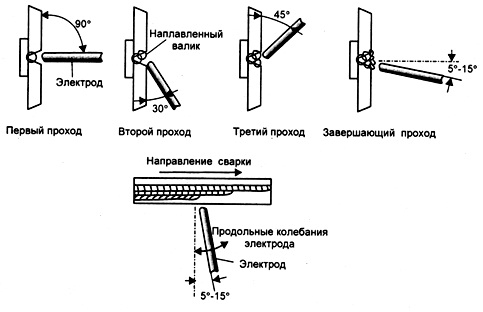
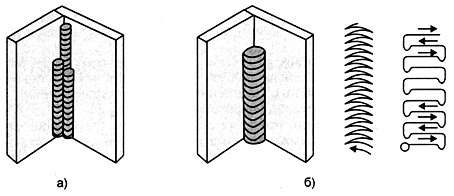
Напречните трептения на електрода по определена траектория, извършвани с постоянна честота и амплитуда и съчетани с движение по шева, позволяват да се получи заварка с необходимата ширина. Напречните осцилаторни движения на края на електрода се определят от формата на жлеба, размера и позицията на шева, свойствата на материала, който се заварява, и уменията на заварчика. Широки шевове (1,5-5)d3 се получават с помощта на напречни вибрации, показани на фиг. 3.
Липсата на общи решения на проблемите със заваряването е резултат от сложната, многокомпонентна физика на процеса. Като цяло, заваряването включва много проблеми с термофлуидите в допълнение към електромагнитните сили на тялото, химична реакция, фазови трансформации и сложни условия на свободната повърхност. Големият брой свързани явления прави заваръчните технологии изключително трудни за изучаване, било то експериментално чрез числени симулации. Тази статия представя обещаващ подход за справяне с ограниченията на емпиричните експерименти и числените симулации от миналото.
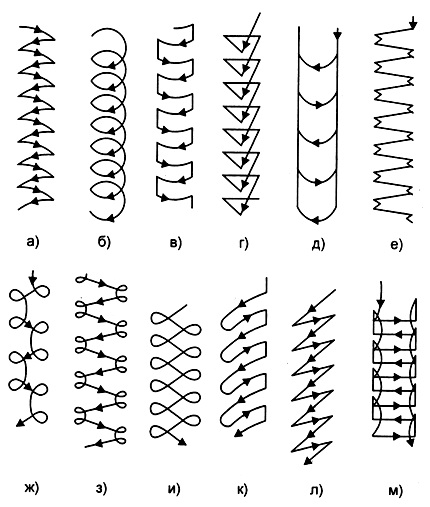
Ориз. 3. Основните методи за напречни движения на края на електрода
За да направите разширено перче, е необходимо да поставите електрода в позицията, показана на фиг. 4. В този случай трябва да се има предвид, че напречните вибрации се извършват от държача на електрода, позицията на електрода във всяка точка на шева е строго успоредна на първоначалното му положение. Ъгълът на наклон на електрода във вертикална и хоризонтална равнина не трябва да се променя по време на осцилаторни движения по повърхността на заваръчния шев.
Сложните проблеми със заваряване могат да бъдат решени с помощта на асимптотични изрази и подходящи корекционни коефициенти. По същество сложният проблем със заваряване може да бъде намален и решен чрез въвеждане на параметрите в евтин и обикновен софтуер за заваряване. електронни таблици. Този подход е алтернатива на съществуващите методи за разработване на процедури, които преодоляват пропастта между сложността на числените симулации и изчерпателния характер на опитите и грешките.
Предложената методология за този асимптотичен анализ е процедура от шест стъпки, наречена метод на минимално представяне и калиброване. Връзката между параметрите на заварката и температурата на основата също беше изследвана. Максималната ширина на дадена температурна изотерма се определя с помощта на асимптотични уравнения, които обобщават промяната в максималната ширина. След това се произвеждат корекционни коефициенти, съответстващи на точното решение на уравнението на Розентал на производните изрази.

Ориз. 4. Позицията на електрода при напластяване на перли с напречни вибрации
Трептенията на електрода трябва да бъдат направени с амплитуда, не по-голяма от три диаметъра на използвания електрод. По време на процеса на образуване на перли, разтопеният слой трябва да се поддържа в разтопено състояние. Ако преместите електрода твърде далеч и забавите връщането му, тогава е възможно охлаждане и кристализация на метала на заваръчната вана. Това води до появата на шлакови включвания в заваръчния метал и го влошава. външен вид.
Правила за инженерно проектиране: минимален подход към представянето и оразмеряването. За широк спектър от инженерни дисциплини правилата за проектиране са неразделна част от практиката. Те почти винаги имат формата, показана в уравнението. Успех и обобщение Уравненията могат да бъдат разширени до различни технически проблеми извън заваряването. Примери за този подход могат да бъдат намерени в анализа на концентрацията на напрежение в механиката на твърдите тела, динамичното съпротивление на флуиди, определянето на живота на лагера и напрежението в зъбните колела.
При заваряване е необходимо внимателно да наблюдавате заваръчната вана, да следите нейната ширина и дълбочина на проникване, като същевременно не премествате електрода твърде бързо. Спрете електрода за момент в края на всяко движение. Амплитудата на напречните вибрации трябва да бъде малко по-малка от необходимата ширина на отложеното перче.
При заваряване в права полярност, като правило, няма проблеми с подрязвания. При заваряване с обратна полярност може да има проблеми с подрязване. Проблемът с подрязванията може да бъде преодолян чрез задържане на дъгата по-дълго в крайните точки на напречните движения, както и чрез извършване на тези движения с амплитуда, не по-голяма от необходимата за получаване на желаната ширина на отложеното перче.
Изследваната зависимост не се базира на независими променливи, а на параметрите на задачата. При типична задача за заваряване характеристичната стойност може да бъде ширината на изотермата, както е показано в следващите раздели, а не точна стойносттемпература във всяка позиция в пространството. След като се получат корекционни коефициенти, те могат лесно да бъдат изчислени въз основа на информация, която е известна предварително. Формулата, предложена в тази работа, има формата на степенен закон с корекционни коефициенти, които могат да бъдат добре копирани. Например, при проблема със заваряване ефективността на процеса, коефициентът на дифузия, скоростта на движение, топлинната оценка, топлопроводимостта и предварителното нагряване са известни стойности преди заваряването. Така корекционните коефициенти имат физическа, реална стойност и приложимост. Коефициентите за корекция могат да се използват за определяне на границата на доверие на идеализираните случаи. Минималните изрази, които са правилно калибрирани, обикновено възпроизвеждат съществуващи експериментални данни с точност, сравнима с експериментите. Тъй като проблемите в реалния свят се приближават до идеализирания случай, корекционните коефициенти клонят към 1 или постоянна стойност на величината. По този начин моделът и реалността отговарят на договорена стойност от порядък 1 един спрямо друг в асимптотичния предел. Характеристичните стойности са разгледани по-подробно по-долу. . Прилагане на подхода за минимално представяне и калибриране към проблема със заваряването.
Изпъкналостта на заваръчния шев ще бъде по-малка, отколкото при заваряване с права полярност, проникването ще бъде по-дълбоко. Ще има по-малко шлака, ще бъде по-малко течност и ще кристализира малко по-бързо, отколкото при заваряване с права полярност.
На вертикална повърхност тесни хоризонтални перли се отлагат, като правило, на обратна полярност, докато заваръчният ток не трябва да е твърде висок.
Заваряването трябва да се извършва на къса дъга. При заваряване трябва да се внимава металът на заваръчната вана да не тече надолу и да не образува издутина по долния ръб. За да направите това, е необходимо да направите възвратно-постъпателни движения на електрода по посока на оста на заваръчния шев. Всеки нов борд трябва да се припокрива с предишно заварения борд в съседство с него с поне 45-55%. За да се предотврати образуването на подрязвания, е необходимо електродът да се осцилира в изпъкналостта на заваръчния шев.В повечето случаи заваряването в вертикално положениенаправени отдолу нагоре, особено за критични фуги. Тази техника на заваряване се използва широко при изграждането на тръбопроводи. високо налягане, в корабостроенето, в строителството на съдове под налягане и в строителните работи.
Повърхването на тесни перли върху повърхност във вертикално положение, при заваряване отдолу нагоре, се извършва при обратна полярност заваръчен ток, докато заваръчният ток не трябва да е твърде висок. Положението на електрода трябва да съответства на показаното на фиг. 5. Необходимо е да се използва възвратно-постъпателното движение на електрода. Повърхността на перлите трябва да се извършва с къса дъга, в горната част на траекторията на електродните трептения дъгата трябва да бъде опъната, но не трябва да се допуска скъсване в тази област.
Ориз. Фиг. 5. Позиция на електрода при наваряване на тесни перли без напречни трептения на електрода във вертикално положение отдолу нагоре
Този тип движение на електрода позволява на отложения метал да кристализира, образувайки стъпка, върху която се отлага следващата част от електродния метал. Някои заварчици предпочитат да поддържат постоянен заваръчен басейн, който бавно изграждат отдолу нагоре, като използват малки осцилаторни движения на електрода. Този метод на провеждане на процеса на заваряване води до напластяване на ръба с голяма изпъкналост, както и до появата на вероятност от пукнатини в заваръчния метал.
Методът за извършване на заваряване с надлъжни вибрации на електрода ви позволява да получите по-плоска заварка с ниска изпъкналост, а също така намалява риска от включвания на шлака.
Заваряването във вертикално положение отгоре надолу е доста рядко в индустрията, особено при нормална работа. Обхватът на този метод за провеждане на процеса на заваряване обикновено се ограничава до заваряване по време на изграждането на главни тръбопроводи и при заваряване на ламарина. При настилка върху равна повърхност този метод на заваряване води до не много дълбоко проникване, съществува и риск от включвания на шлака.
Заваряването на тесни перли във вертикално положение отгоре надолу се извършва с обърната полярност, като специално внимание трябва да се обърне на настройката на заваръчния ток. Положението на електрода трябва да съответства на показаното на фиг. 6.
Ориз. Фиг. 6. Положението на електрода при наваряване на тесни перли без напречни вибрации на електрода във вертикално положение отгоре надолу.
По време на процеса на заваряване е необходимо да се поддържа много къса дъга, така че шлаката да не се влива в главата на заваръчната вана. Напречните вибрации на електрода, като правило, не се използват, така че скоростта на движение е доста висока. Това обяснява малката ширина на така отложените мъниста, както и малката им изпъкналост. Подрязвания почти не съществуват.
Заваряването с напречни вибрации на електрода във вертикално положение много често се използва при изграждането на тръбопроводи с високо налягане, съдове с високо налягане, при заваряване на корабни конструкции, както и при производството на метални конструкции. Тази техника на заваряване много често се използва за заваряване на многопроходни заваръчни шевове, както и ъглови заварки във вертикално положение.
Повърхността на перли с напречни трептения на електрода във вертикално положение, като правило, се извършва отдолу нагоре при обратната полярност на заваръчния ток. Заваряването в права полярност в това положение се използва рядко. Още по-рядко е заваряването в положение отгоре надолу.
При заваряване на перли с напречни вибрации на електрода във вертикално положение, заваръчният ток не трябва да е твърде висок, но трябва да е достатъчен за добро проникване. Положението на електрода трябва поне приблизително да съответства на показаното на фиг. 7.
В долната част на съединението се заварява рафт с ширина не повече от 12 mm, като изместването на електрода от оста на заваръчния шев не трябва да надвишава 3 mm. Електродът трябва да се движи по траектория (фиг. 7b). За да се предотврати появата на подрязвания, е необходимо да се правят кратки спирания на електрода, когато той достигне страничните ръбове на заваръчния шев.
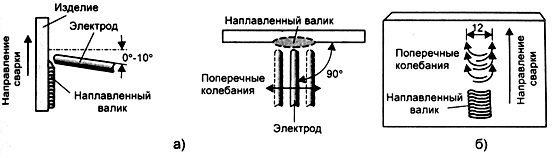
Ориз. Фиг. 7. Положението на електрода по време на наваряване на перли във вертикално положение отдолу нагоре с напречни вибрации на електрода (а) и траекторията на електрода (б).
Заваряването може да се извърши и като поддържате заваръчната вана в постоянно движение, като внимавате много да не позволите разтопеният метал от заваръчната вана да изтече. Ако това условие е изпълнено, електродът може да се премести нагоре от двете страни. заварено съединение, и е необходимо да се произведе<растяжение>заваръчна дъга, но не позволявайте да се счупи. Не дръжте дъгата твърде дълго извън кратера - това може да охлади кратера и да причини прекомерно пръскане на метал преди шева.
При заваряване на перли с права полярност, заваръчният ток трябва да бъде малко по-висок, отколкото при заваряване с обратна полярност. Тъй като скоростта на отлагане е по-висока при заваряване с права полярност, както и количеството шлака е по-голямо, скоростта на движение на електрода трябва да бъде по-висока. Подрязванията не представляват значителен проблем, така че няма нужда да държите електрода върху страничните повърхности на ръбовете, които ще се заваряват.
Покриването на перли във вертикално положение с напречни вибрации на електрода във вертикално положение отгоре надолу се извършва при обратна полярност, като се обръща специално внимание на настройката на заваръчния ток. Положението на електрода трябва да съответства на показаното на фиг. 8. По време на процеса на заваряване е необходимо да се поддържа много къса дъга, така че шлаката да не се влива в главата на заваръчната вана. За да се предотврати появата на подрязвания, е необходимо да се правят кратки спирания на електрода, когато той достигне страничните ръбове на заваръчния шев.
Ориз. Фиг. 8. Положението на електрода по време на наваряване на перли във вертикално положение отгоре надолу с напречни вибрации на електрода (а) и траекторията на електрода (б)
Въпреки факта, че в момента индустрията е поела курс към пълното изключване на заваряването позиция над главатапоради подходящо позициониране, днес всеки заварчик трябва да може да заварява в това пространствена позиция. Заваряването в надземно положение е често срещано при строителството на тръбопроводи, в корабостроенето и в строително-монтажните работи.

Ориз. 9. Позицията на електрода при намазване на тесни перли в горно положение
Покриването на тесни перли в горно положение може да се извърши както в обратна, така и в директна полярност. Количеството на заваръчния ток с обратна полярност е същото като при заваряване във вертикално положение. При заваряване с права полярност тази стойност е малко по-висока. Положението на електрода трябва да съответства на показаното на фиг. 9. Заварчикът трябва да бъде в такава позиция, че да може да наблюдава заваръчния метал и заваръчната дъга. Това е особено важно при заваряване на тръби, но често се случва посоката на заваряване да бъде насочена към заварчика.
По време на процеса на заваряване при обратна полярност трябва да се поддържа къса дъга, заваръчната вана не трябва да е твърде гореща. При заваряване с права полярност дължината на дъгата трябва да е малко по-голяма. Леките трептения на електрода напред-назад спрямо посоката на заваряване служат за предварително загряване на заваръчния шев, освен това помагат да се предотврати изтичането на стопена шлака в главата на заваръчната вана. Някои заварчици с права полярност предпочитат да преместват електрода по време на заваряване в много малки зони, като обръщат внимание на опасността от заварка с голяма издутина, както и образуването на дебела шлакова кора. При заваряване с права полярност рискът от подрязване е практически елиминиран.
В много случаи, когато се правят заварени съединения в горно положение, се налага заваряване на перли с напречни трептения на електрода. Това е много по-трудно от повърхността на тесни мъниста.
Повърхността на перли с напречни трептения на електрода в горно положение се извършва при обратна полярност. Заваръчният ток не трябва да е твърде висок. Положението на електрода трябва да съответства на показаното на фиг. 10а. От голямо значение е поддържането на къса дъга, както и стабилността на междината на дъгата по цялата ширина на депозираното перче.
Втвърдяването може да се извърши чрез преместване на цялата заваръчна вана, но трябва да се внимава, за да се предотврати разтопеният метал на заваръчната вана да стане твърде течен, което в крайна сметка ще доведе до изтичане на заваръчната вана. Ако това препятствие се отстрани, тогава електродът може да бъде преместен напред по всеки от ръбовете, които ще бъдат заварени (фиг. 106). В този случай е разрешено удължаването на дъгата, без нейното счупване.
Не трябва да се позволява на заваръчната дъга да остане в кратера повече време, отколкото е необходимо за пълното й заваряване. Електродът трябва да се движи бързо по лицето на заваръчния шев, за да не прегрее метала, отложен в средата на заваръчния шев.
При заваряване в горно положение могат да възникнат проблеми с подрязването. Те се решават чрез закъснения на електроди по страничните ръбове на ставата. Препоръчително е ширината на заваръчния шев да не надвишава 20 мм.

Ориз. Фиг. 10. Положението на електрода по време на наваряване на перли с напречни вибрации на електрода в горно положение (а) и траекторията на електрода (б)
Заваряване на крайната връзка в долно положение
Крайните връзки се използват широко в конструкции на съдове, които не са подложени на високо налягане. Крайните връзки са много икономични връзки, но не издържат на значителни натоварвания на опън или огъване. Необходими са малко електроди, за да се направи това съединение, тъй като делът на отложения метал в заваръчния метал е малък. Заваряването на крайни съединения не представлява трудности и може да се извършва в широк спектър от режими на заваряване, както при директна полярност, така и при обратна.
По време на заваряване, за да се покрие напълно цялата повърхност на съединението, се препоръчва да се правят малки напречни трептения на електрода. Въпреки това, човек трябва да е наясно с опасността да бъдете увлечени от подобни колебания. При прекалено широки колебания на електрода металът ще започне да виси от ръбовете на връзката. Трябва да се внимава да се стопят двата ръба и да се осигури добро проникване.
Заваряване на челно съединение без скосяване в долно положение
Този тип заварени съединения се използват широко в индустрията за конвенционални конструкции. При двустранно заваряване на метал, чиято дебелина не надвишава 6 мм, тази връзка ще бъде много здрава. Въпреки това, като правило, такива съединения се заваряват само от едната страна. В този случай силата ще се определя от дълбочината на проникване, която от своя страна зависи от диаметъра на използваните електроди, стойността на заваръчния ток, размера на пролуката между частите, а също и от дебелината на частите, които ще бъдат заварени. При едностранно заваряване получаването на пълно проникване без празнина между ръбовете, които трябва да се заваряват за метал с дебелина над 5 мм, е много проблематично.
Заваряване дупена ставабез скосени ръбове, за да се осигури повишена топлинна мощност, произведени с обратна полярност. При заваряване е необходимо да се осигури възвратно-постъпателно движение на електрода по оста на заваръчния шев. Това ще доведе до предварително нагряване на метала преди заварката, ще сведе до минимум риска от изгаряне и ще гарантира, че стопената шлака се изтласква към повърхността на заваръчната вана, което елиминира възможността за образуване на неметални шлакови включвания в заваръчния метал.
В процеса на заваряване е особено важно да се поддържа постоянна скорост и равномерност на движение на електрода по оста на заваръчния шев, както и размерът на пролуката между електрода и детайла (дължина на дъгата). Ако скоростта на движение на електрода е твърде висока, шевът се оказва тесен, образуват се подрязвания. Ако скоростта на заваряване е твърде ниска, заваръчната вана се нагрява до температура, при която е възможно изгаряне.
Твърде дълга дъга води до лош външен вид на заваръчния шев, лошо проникване, прекомерно пръскане и лошо изпълнение на заварката. механични свойствазаваръчен метал.
Заваряване в долната позиция на тройника (заваряване в "лодката") с еднопроходна ъглова заварка
При оформяне на ъглов шев, за да се избегне липса на проникване, повърхностите за заваряване се накланят към хоризонталната равнина под ъгъл от 45° - заваряване "в лодката" (фиг. 11а), а когато се накланят под ъгъл от 30 или 60 ° - в асиметричен "единичен" (фиг. 116). Заваряването се извършва при повишени стойности на заваръчния ток, както на постоянен, така и на обратен ток. Заваряването на обратна полярност се извършва с къса дъга и може да се получи подрязване. Положението на електрода по време на заваряване трябва да съответства на показаното на фиг. 11в
Ориз. 11. Позицията на електрода при заваряване "в лодката":а - заваряване в симетрична "лодка"; б - заваряване в асиметрично<лодочку>; в - пространствено положение на електрода
В началото на процеса на заваряване електродът трябва да се доведе до ръба на плочата, която ще се заварява. След нагряване на ръба на плочата с опъната дъга започва полагането на заварка с необходимата ширина и дълбочина на проникване. В този случай малки възвратно-постъпателни движения се извършват от електрода в посока на оста на заваръчния шев. Това осигурява предварително загряване на корена на заваръчния шев и предотвратява изтичането на стопена шлака пред главата на заваръчната вана.
Електродът трябва да бъде насочен директно към корена на заваръчния шев, не трябва да се позволява на заваръчната дъга да достигне повърхността на плочата извън зоната на образуване на заварка. Не е позволено да се отлага твърде много метал в едно преминаване.
Заваряване в долна позиция на тройника (заваряване с лодка) с многопроходна ъглова заварка.
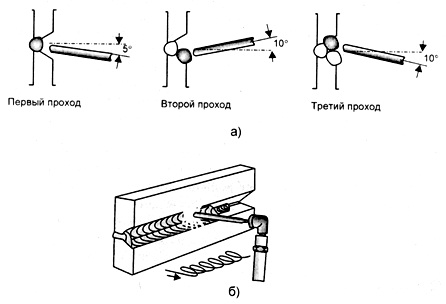
Много често срещан при заваряване тройник връзкав долно) положение е необходимо да се извърши многопроходно заваряване. Еднопроходните ъглови заварки трябва да имат крака, надвишаващи диаметъра на използвания електрод с не повече от 1,5-3,0 mm. В многопроходно заваряванеъглови заварки, броят на слоевете се определя въз основа на диаметъра на електрода, докато дебелината на всеки слой не трябва да надвишава (0,8-1,2) de.
Тъй като тройниковото съединение в долно положение образува ръбове, подобно на скосено челно съединение, заваряването може да се извърши чрез техниката на заваряване с напречно осцилиране, като ширината на шева не трябва да надвишава (1,5-5) dee. Ако заваръчният слой надвишава допустимата ширина на заваръчния шев, тогава намазването на всеки слой се извършва с необходимия брой перли.
При заваряване на това съединение първият проход се извършва с електрод с дебелина 4-6 мм без напречни вибрации. Следващите проходи се правят с електроди с по-малък диаметър. При заваряване на тези проходи е необходимо да се използват напречни трептения на електрода, докато амплитудата на трептенията на електрода не трябва да надвишава допустимата ширина на шева.
При заваряване с обратна полярност се поддържа малко по-къса дължина на дъгата, отколкото при права полярност. В този случай е необходимо внимателно да се контролира процеса на заваряване, за да се избегне появата на възможни подрязвания. За това могат да се прилагат закъснения на електрода в крайните точки на амплитудата на напречните трептения на електрода, като се контролира внимателно ширината на заваръчния шев и амплитудата на напречните трептения на електрода.
Преди да нанесете на повърхността всеки слой или зърно, е необходимо внимателно да почистите повърхността на заваръчния шев от шлака, в противен случай появата на шлакови включвания е неизбежна. В началото и при възобновяване на заваряването кратерите на заваръчните перли трябва да бъдат внимателно запечатани.
Заваряване на ъглова връзка с външен ъгъл в долно положение
Филлетните съединения с външни ъглови заварки са много по-рядко срещани от челните, нагънати и тройни съединения. Тази фуга е много адаптивна, тъй като е много лесна за подготовка за заваряване, а параметрите на режима на заваряване са подобни на тези, използвани при челно заваряване с наклон.
За да се осигури максимална здравина в заварено съединение, е необходимо да се получи проникване от задната страна. Добавянето на вътрешна ъглова заварка към външна ъглова заварка значително увеличава здравината на цялото ъглова връзка. Както вече беше отбелязано, цената за подготовка на такава фуга е много малка, но при заваряване на такива съединения от дебел метал значителна сума на разходите ще бъде цената на електродите.
Заваряването на ъглова връзка с външен ъгъл в долно положение се извършва с обратна полярност. При заваряване на това съединение положението на електрода трябва да съответства на показаното на фиг. 12. При първия проход се използва техника на заваряване, която се прилага при полагане на тесен шев, без напречни вибрации. Стойността на заваръчния ток не трябва да е твърде висока. Заваръчният шев при първия проход трябва да осигури пълно проникване на обратната страна на съединението и добро сливане с двете плочи. От голямо значение за постигането на тази цел е поддържането на къса дъга.

Ориз. 12. Позиция на електрода при заваряване на ъглова връзка с външен ъгъл в долна позиция
При извършване на втория, третия и следващите проходи заваръчният ток трябва да бъде настроен на по-висок режим. При извършване на тези проходи се използва техниката на напречните трептения на електрода. Третият проход трябва да бъде направен с по-широка амплитуда на трептене от втория. Техниката за извършване на втория и следващите проходи е подобна на извършването на тези проходи при заваряване в "лодката" с много проходи ъглова заварка.
По време на заваряване е необходимо да се следи ограничението на ширината на напречните вибрации на електрода. За да се елиминират подрязванията, се препоръчва да се направи кратко спиране на електрода в крайните точки на траекторията на напречните вибрации. Уверете се, че е постигнато добро сливане с предварително нанесените слоеве и с двете повърхности на плочата. Последният пас също не трябва да има голяма височина. След всяко преминаване е необходимо внимателно да се почисти отложеният метал от шлаковата кора.
Челно заваряване със скосени ръбове на облицовката в долно положение
Този тип заварени съединения често се използват при заваряване на тръбопроводи, съдове под налягане и корабни конструкции.
Заваряването на тази връзка се извършва на обратна полярност. За първото преминаване се задава ниска стойност на заваръчния ток. Положението на електрода трябва да съответства на показаното на фиг. 13. Заваряването се извършва с тесен борд без напречни вибрации на електрода. По време на заваряването трябва да се внимава, за да се осигури добро сливане с повърхността на основата и жлеба в основата на фугата. Повърхността на шева трябва да е възможно най-равна.

Ориз. 13. Позицията на електрода при заваряване на челното съединение със скосени ръбове върху облицовката в долно положение
Вторият, третият и следващите проходи могат да се извършват при по-високи заваръчни токове. Движението по оста на шева не трябва да бъде твърде бързо, в противен случай повърхността на шева ще бъде неравна, с големи люспи, могат да се появят пори. Напречните движения на електрода трябва да бъдат ограничени от необходимата ширина на шева. Това ще гарантира, че няма да се появят подрязвания. По време на заваряване е важно да се следи дължината на дъгата, внимателно да се отстранява шлаката от насложените слоеве и да се гарантира, че насложената заварка има слят с предишните слоеве и с ръбовете, които ще бъдат заварени. Когато нанасяте последния слой, използвайте ръбовете на канала като индикация при определяне на необходимата ширина на фугата.
Заваряване на челно съединение със скосени ръбове в долно положение
Този тип връзка често се среща при заваряване на тръбопроводи, както и при заваряване на критични съединения.
Заваряването на тази връзка се извършва на обратна полярност. Положението на електрода трябва да съответства на показаното на фиг. четиринадесет.
Ориз. 14. Позицията на електрода при заваряване на челното съединение със скосени ръбове в долно положение
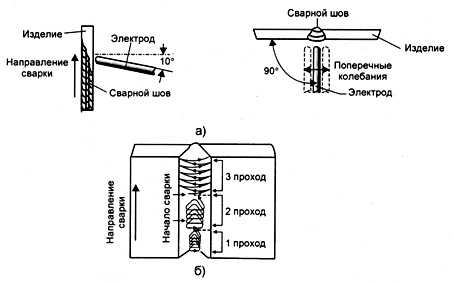
На фиг. 15а показва реда на слоевете/първите в скосена челна заварка в долно положение. Първият проход е предназначен за заваряване на корена на шева и обикновено се извършва с електроди с диаметър 3 mm, като заваръчният ток не трябва да бъде твърде висок. Заваряването се извършва на къса дъга с възвратно-постъпателни движения спрямо линията на заваръчния шев, като е необходимо да се гарантира, че самият електрод остава през цялото време в пролуката на кореновата област на завареното съединение. По време на заваряване не трябва да се допуска прекъсване на дъгата при преместване на електрода напред и трябва да се внимава металните капки да не падат пред шева, това може да попречи на процеса на заваряване и неговото протичане. На задната част на ставата трябва да се образува малко зърно. Предната повърхност на първия проход трябва да има минимална изпъкналост.
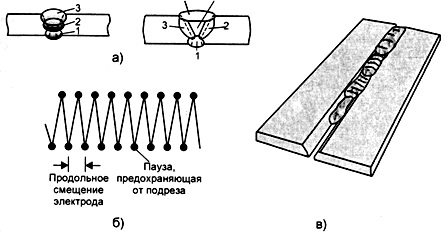
Ориз. 15. Челно заваряване със скосени ръбове в долно положение:а - ред на подреждане на слоеве; b - траекторията на електрода по време на последното преминаване; в - заварено съединение
Вторият и следващите проходи се извършват при по-високи стойности на заваръчния ток и електроди с по-голям диаметър. Повърхността се извършва с напречни трептения на електрода, като е важно да се осигури постоянството и равномерността на трептенията и движението на електрода по оста на заваръчния шев, в противен случай полученият шев няма да бъде еднакъв по качество и външен вид. По време на заваряване трябва да се внимава да се избегнат подрязвания (фиг. 156). Необходимо е да се получи сливане с предварително отложените слоеве, както и със страничните ръбове на жлеба на заварения продукт. Предната страна на втория и следващите слоеве трябва да има равна повърхност. Необходимо е внимателно да се почисти всеки слой шлака по цялата му дължина.
Последното преминаване се извършва със същия тип електрод като предишните. Техниката на изпълнение е същата при извършване на втория и следващите проходи, с изключение на това, че по време на последното преминаване амплитудата на напречните трептения на електрода ще бъде по-голяма. За да контролирате ширината на лицевия шев, е необходимо да използвате скосени ръбове на челната става. Повърхността на лицевия шев трябва да е леко изпъкнала.
Заваряване в долна позиция
Този тип връзка се използва широко в промишлеността, по-специално в резервоари, сгради и корабни конструкции. Сглобката е много икономична, не изисква значителни разходи за подготовка и монтаж. Максималната здравина на фугата се постига, когато тя е заварена от двете страни с ъглов шев.
Заваряването на тази връзка се извършва както в директна, така и в обратна полярност, като заваръчният ток не трябва да бъде твърде голям. Положението на електрода трябва да съответства на показаното на фиг. 16
Ориз. 16. Заваряване на фугата в долна позиция:а - подготовка на съединението за заваряване; b - позицията на електрода при заваряване с еднопроходен шев с еднаква дебелина; в - позицията на електрода по време на втория и третия проход при извършване на многопроходна заварка; d - позицията на електрода при заваряване с различни дебелини
Заваряването в долна позиция изисква много къса дъга при права полярност и още по-къса дъга при обратна полярност. Дъгата трябва да бъде ориентирана по посока на свързващия корен и хоризонталната повърхност на плочата. По време на заваряване е необходимо да се извършват малки възвратно-постъпателни трептения на електрода спрямо оста на заварения шев. Това допринася за предварителното загряване на съединението пред движещата се заваръчна дъга, осигурява създаването на пълноразмерна издутина и покрива опашката на заваръчната вана със шлакова кора.
Абсолютно важно е за добрата фуга да има пълно проникване в основата на заваръчния шев и добро спояване към двете повърхности на двете плочи. При заваряване с права полярност горният ръб на горната плоча има тенденция да прогори, така че при заваряване трябва постоянно да внимавате както за недопълване на заваръчния ръб, така и за това, че заваръчната дъга не е достатъчно къса. Подрязванията се появяват много рядко.
При заваряване с обратна полярност трябва да се обърне внимание на поддържането на по-къса дъга, както и да се елиминират евентуални подрязвания, както по плоската повърхност на плочата, така и по горния ръб на горната плоча. За да се намали вероятността от подрязване, движението на дъгата трябва да бъде ограничено до размерите на заваръчния шев.
Заваряване на фуги в хоризонтално положение
Заваряването на фуги в хоризонтално положение с еднопроходна ъглова заварка в права полярност често се използва в резервоари и строителни конструкции.
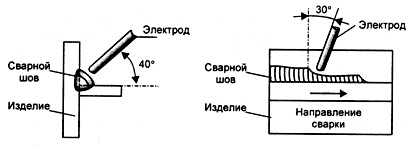
При заваряване на това съединение заваръчният ток не трябва да е твърде висок. Електродът трябва да бъде насочен към корена на шева. Положението на електрода по време на заваряване трябва да съответства на показаното на фиг. 17. Заваряването се извършва най-добре с малки възвратно-постъпателни движения на електрода в посока на оста на заваръчния шев, могат да се използват и леки напречни трептения на електрода. Заваръчната вана не трябва да е твърде гореща, тъй като това ще причини пукнатини в заваръчния метал.

Ориз. 17. Позиция на електрода при заваряване на фуга в хоризонтално положение
При заваряване трябва да се обърне специално внимание на движението на електрода, за да се предотврати появата на изгаряния през ръба на плочата, както и да се гарантира, че заваръчната дъга не влиза в контакт с повърхността на вертикалната плоча отвън заварката, в противен случай подрязванията са неизбежни.
Т-образно заваряване в долно положение
Голяма част от заваръчните шевове, извършени на практика от заварчика, са ъглови заварки, изпълнени в долна позиция. Технологията на заваряване може да включва както еднопроходно, така и многопроходно заваряване с всички видове електроди. Въпреки че електродите, предназначени за заваряване с обратна полярност, не са най-добрият типелектроди за извършване на еднопроходни ъглови заварки, използването на тези електроди за такива цели е доста често срещана практика.
Когато заварявате Т-образно съединение в долно положение с права полярност, заваръчният ток трябва да е достатъчен, за да се получи голяма заваръчна вана. При заваряване с обратна полярност заваръчният ток трябва да бъде малко по-малък. Положението на електрода при заваряване в директна полярност трябва да съответства на показаното на фиг. 18а, на обратна полярност - фиг. 18б.
Ориз. 18. Позицията на електрода при заваряване на тройник в долна позиция:а - на директна полярност; b - на обратна полярност
Електродът трябва да бъде насочен към корена на завареното съединение. При заваряване с обратна полярност дължината на дъгата трябва да бъде по-къса. Движението на електрода трябва да се извършва равномерно по цялото съединение, без да се губи заваръчната вана.
Въпреки това, някои заварчици предпочитат да използват малки възвратно-постъпателни движения на електрода в посоката на оста на заварката. Това може да има положителен ефект под формата на предварително нагряване на ръбовете за заваряване и корена на съединението, разположен пред движещия се електрод, да подобри образуването на отложен метал във вертикалната равнина на плочата и също така да помогне за предотвратяване на изтичане от разтопена шлака в главата на заваръчната вана. При заваряване с права полярност подрязването никога не е проблем. Заваряването с обратна полярност изисква повишени мерки за предотвратяване на подрязване.
Заваряване на тройник в долно положение с многопроходна заварка
Големи ъглови заварки много често се правят чрез многократно нанасяне на тесни перли без напречни вибрации на електрода. В повечето случаи облицовъчният слой или последното перче се прави без странично трептене на електрода, в някои случаи се изисква последното преминаване да се извърши със странично трептене. По-специално, това са изискванията за заваряване на тръбопроводи и съдове под налягане. Заваряването може да се извършва както на директна, така и на обратна полярност на заваръчния ток.
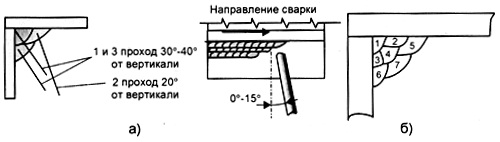
При извършване на тази връзка заваръчният ток се настройва на същия като при заваряване с тесен еднопроходен шев. Позицията на електрода ще се промени в зависимост от последователността на слоевете (фиг. 19а). Движението на електрода е подобно на движението при заваряване с еднопроходен шев. Разположението или разположението на перлите отстрани трябва да се извърши по такъв начин, че лицевият слой да съответства точно на посочения размер на крака на ъгловата заварка. Редът на наслагване на слоевете е показан на фиг. 19б.

Ориз. 19. Позицията на електрода при заваряване на Т-образно съединение многопроходен шевв долната позиция (a) и реда на слоевете (b)
Техниката за изпълнение на облицовъчния слой е доста сложна. Заваръчният ток не трябва да е твърде нисък. Положението на електрода трябва да съответства на показаното на фиг. 20а. Везните са подредени в диагонална равнина. Металните капчици се прилагат само когато електродът се движи надолу. Преместването на електрода нагоре трябва да става бързо, по най-разтегната дъга, но без да прекъсва дъгата.

Ориз. Фиг. 20. Положението на електрода по време на изпълнение на облицовъчния слой (а) и траекторията на осцилаторните движения на електрода (б)
Два успоредни ръба на предварително направени заваръчни перли могат да служат като индикатори за ширината на движението на електрода по време на заваряване на облицовъчния слой. За да се предотврати появата на подрязвания, е необходимо да се забави електрода отгоре и долни ръбовезаварка. Трябва да се помни, че при многопроходно заваряване е необходимо цялостно почистване на шлаковата кора на всеки насложен слой.
При заваряване в обратна полярност могат да възникнат значителни трудности поради появата на подрязвания. Можете да се отървете от тези проблеми чрез всички описани по-горе методи.
Заваряване на тройник в долно положение с многопроходна заварка с напречни трептения на електрода
На практика доста често има случаи, когато е необходимо да се заваряват ъглови заварки с голямо напречно сечение в долната позиция. Обикновено за това се използва многопроходно заваряване, като се използва техниката на напречните трептения на електрода. Най-често такива шевове се срещат в корабостроенето и монтажните работи.
Заваряването на този тип връзка се извършва на обратна полярност. Заваръчният ток е настроен на висок. Положението на електрода трябва да съответства на показаното на фиг. 21. Първият проход се извършва по същия начин, както при конвенционалното еднопроходно ъглово заваряване. Повърхността на първия валяк трябва да е възможно най-равна.
Ориз. Фиг. 21. Позицията на електрода при заваряване на тройник с многопроходна заварка в долна позиция с помощта на напречни трептения на електрода
Вторият шев се наслагва с напречни трептения на електрода върху първия. Електродът трябва да бъде насочен към вертикална плоча, за да се осигури прехвърлянето на метал от електрода към тази повърхност. Напречните колебания на електрода не трябва да надхвърлят необходимата ширина на изпълнявания шев. В противен случай може да възникнат подрязвания. Необходимо е да се осигури добро сливане на нанесените заварки с повърхността на предварително нанесените слоеве и с повърхността на плочата, която ще се заварява.
Заваряване на челно съединение със скосен ръб върху облицовка в хоризонтално положение
Тази връзка, както и пространственото положение, в което се намира, много често се среща при заваряване на тръби, резервоари, както и в корабостроителната работа.
Заваряването се извършва на обратна полярност както с тесни перли без напречни трептения, така и с напречни трептения на електрода. Първото преминаване се извършва при по-високи стойности на заваръчния ток без напречни трептения на електрода. Положението на електрода трябва да съответства на показаното на фиг. 22. При заваряване е необходимо да се осигури гарантирано сливане с облицовката, както и с ръбовете на кореновата част на фугата.
Ориз. Фиг. 22. Позицията на електрода при заваряване на челно съединение със скосени ръбове върху облицовката в хоризонтално положение
Вторият и всички следващи проходи могат да бъдат направени с още по-високи заваръчни токове. Положението на електрода при заваряване с тесни перли без напречни вибрации на електрода трябва да съответства на показаното на фиг. 22. Много е важно всички шевове да имат добро сливане с повърхността на предварително нанесените слоеве, както и с повърхността на ръбовете на канала. Трябва да се внимава за предотвратяване на подрязване.
Заваряване на челно съединение със скосени ръбове в хоризонтално положение
Тази връзка, както и пространственото положение, в което се намира, е много често срещано при заваряване на тръби, както и критични челни съединения. При извършване на някаква работа понякога има изисквания тези шевове да бъдат направени с напречни трептения на електрода, но в повечето случаи се използва заваряване с тесни перли без напречни трептения на електрода.
Заваряването се извършва с обратна полярност. Заваръчният ток по време на първото преминаване не трябва да е твърде висок. Положението на електрода при заваряване с тесни перли без напречни вибрации трябва да съответства на фиг. 23, а при заваряване с напречни вибрации - фиг. 24а.

Ориз. 23. Позицията на електрода при заваряване на челно съединение със скосени ръбове в хоризонтално положение:тесни ролки без напречни вибрации на електрода.
При заваряване е необходимо да се поддържа къса междина на дъгата, принуждавайки метала на електрода да бъде заварен директно в кореновата междина на съединението. При заваряване можете да използвате възвратно-постъпателното движение на електрода. При движение напред не трябва да се допуска прекъсване на заваръчната дъга.
При такива движения е необходимо да се осигури предварително загряване на метала преди заваряването. В същото време трябва да се внимава стопеният метал на заваръчната вана да се втвърди достатъчно бързо и да не се стича върху долната плоча. Трябва да има пълно проникване от обратната страна на фугата.
За втория и следващите проходи заваръчният ток може да се увеличи значително. Възможно е да се използва заваряване с тесни перли, без напречни вибрации. можете да използвате и заваряване с напречни трептения на електрода (фиг. 24b). Важно е да се осигури гарантирано сливане на всички проходи с повърхността на всички предишни проходи, както и с повърхностите на плочите, които ще бъдат заварени. По време на заваряване е необходимо да се следи появата на подрязвания.
Ориз. 24. Позицията на електрода при заваряване на челно съединение със скосени ръбове в хоризонтално положение:а - заваряване с напречни трептения на електрода; b - пример за напречни движения на края на електрода
Заваряване на челно съединение със скос на единия ръб в хоризонтално положение
Най-често, когато се правят челни съединения в хоризонтално положение, ръбът се скосява само в горния лист. Дъгата се възбужда върху хоризонталния ръб на долния лист, след което се премества до скосения ръб на горния лист. Техниката на заваряване не се различава от описаната по-горе, с изключение на реда, в който се нанасят слоевете.
Заваряване на фуги във вертикално положение отдолу нагоре. При изпълнение на отговорност заваръчни работис използването на фуги във вертикално положение, като правило, заваряването се извършва отдолу нагоре. Такова заваряване се извършва при извършване на заваръчни работи в корабостроенето, при производството на съдове с високо налягане, както и при производството на метални конструкции.
При заваряване на малки дебелини, както и за извършване на първите проходи в многоход заваркиизвършва се при заваряване на фуги, се използват еднопроходни ъглови заварки. При извършване на тези шевове е необходимо да се зададе не много голяма стойност на заваръчния ток. Положението на електрода трябва да съответства на показаното на фиг. 25.
Ориз. 25. Позиция на електрода при заваряване на фуга във вертикално положение отдолу нагоре
В долната част на съединението се оформя отложен метален фланец с размери, съответстващи на размерите на заваръчния шев. Трябва да се използват възвратно-постъпателни движения на електрода. При прехвърляне на метала на електрода трябва да се поддържа къса дъга; при движение нагоре дъгата трябва да бъде опъната, като същевременно не се позволява да се счупи. Когато електродът е над заваръчната вана, могат да се правят малки напречни движения на електрода. Това допринася за по-доброто образуване на заваръчния шев. По време на заваряване трябва да се внимава движенията на електрода винаги да са в рамките на ширината на шева, така че ръбът на горната плоча да не се изгори и да не се появяват подрязвания на плоската повърхност на плочата.
За извършване на заварки на дебели шевове се използва многопроходно или еднопроходно заваряване с напречни движения на електрода. При многопроходно заваряване първият проход се извършва от тясна перва без напречно движение на електрода. При извършване на второто преминаване заваръчният ток трябва да е достатъчен, за да осигури гарантирано проникване в корена на фугата и сливане с ръбовете. Положението на електрода и траекторията на движение на електрода трябва да съответстват на показаните на фиг. 26а. В същото време, като държите електрода над повърхността на заваръчната вана, трябва да го преместите нагоре, като едновременно с това премествате заваръчната вана отстрани, последователно наляво, след това надясно.

Ориз. Фиг. 26. Позицията на електрода при заваряване на фуга във вертикално положение отдолу нагоре с многоходова ъглова заварка (а) и еднопроходна ъглова заварка с напречно движение на електрода (б)
Равномерните движения на заваръчната вана, извършвани по време на процеса на заваряване, позволяват да се получи гладка повърхност на заваръчния шев с малка изпъкналост. Моментни спирания в крайните граници на страничната вибрация ще предотвратят подрязване, но трябва да се внимава да не прогори ръба на горната плоча.
Заваряването на фуги може да се извърши и с еднопроходна ъглова заварка с напречни трептения на електрода. Положението на електрода и траекторията на движение на електрода трябва да съответстват на показаните на фиг. 26б. Техниката на заваряване е подобна на втория проход при многопроходно заваряване. Разликата се състои във факта, че електродът трябва да бъде поставен под голям ъгъл спрямо долната плоча и забавянето на движението трябва да се извършва само върху долната плоча.
Заваряване на Т-образно съединение във вертикално положение с еднопроходна ъглова заварка
Заваряването на това съединение често се среща в промишлената практика. Заваряването на вертикални съединения най-често се извършва отдолу нагоре, въпреки че има случаи, когато е необходимо да се заваряват отгоре надолу. Изборът на броя на преминаванията се определя от предназначението на тази връзка, както и от дебелината на плочите, които трябва да се заваряват.
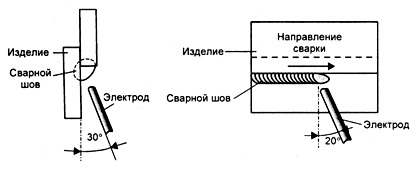
При заваряване на тройник във вертикално положение с еднопроходна ъглова заварка без напречно движение на електрода, заваръчният ток трябва да е достатъчно голям, за да осигури добро проникване в корена на съединението, както и с повърхностите на плочите . Положението на електрода трябва приблизително да съответства на показаното на фиг. 27.
Ориз. 27. Позиция на електрода при заваряване на тройник във вертикално положение с еднопроходна ъглова заварка
Заваряването се извършва на обратна полярност, като електродът се колебае нагоре и надолу. В момента на прехвърляне на метала на електрода е необходимо да се поддържа къса дъга; при преместване на електрода нагоре дъгата трябва да се разтегне, но в същото време дъгата не трябва да се прекъсва. Необходимо е периодично да се отстранява електрода от заваръчната вана, за да се избегне прегряване на заварявания метал и последващото му напукване или изтичане на заваръчната вана. В същото време е необходимо заваръчната вана да се държи на едно място, докато се получи необходимото проникване, сливане с ръбовете за заваряване и образуването на заваръчен шев с необходимия контур без подрязвания.
Заваряване на тройник във вертикално положение може да се извърши и с еднопроходна ъглова заварка с напречни трептения на електрода. Положението на електрода и траекторията на движение на електрода трябва да съответстват на показаните на фиг. 28. Техниката на заваряване е подобна на втория проход при многопроходно заваряване.
Ориз. Фиг. 28. Позицията на електрода при заваряване на тройник във вертикално положение с еднопроходна ъглова заварка с напречни движения на електрода (а) и траекторията на електрода (б)
Заваряване на тройник във вертикално положение с многопроходна ъглова заварка
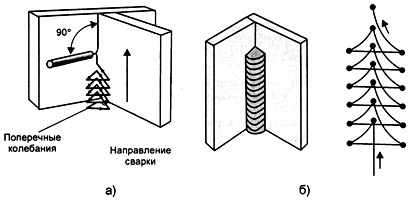
Заваряването на тази връзка се извършва отдолу нагоре, обикновено на обратна полярност, но понякога за тези цели се използва и директна полярност. Заварката може да се направи с тесни перли, без напречни трептения (фиг. 29а), но много по-често се извършва с напречни движения на електрода (фиг. 29б).
Ориз. 29. Многоходова заварка направена с тесни перли без напречни вибрации на електрода (а) и с напречни вибрации (б)
При заваряване на многопроходна заварка с напречни вибрации, първият проход е подобен на изпълнението на еднопроходен шев, извършва се без напречни движения на електрода или в някои случаи с малки напречни вибрации (фиг. 29б) Позицията на електрода по време на второто преминаване трябва да съответства на тази, показана на фиг. 30. Заваръчният ток трябва да е достатъчен, за да осигури гарантирано проникване в корена на фугата и сливане с ръбовете.
Ориз. 30. Позицията на електрода при заваряване на тройник във вертикално положение с многопроход
По време на заваряване е необходимо да държите електрода над повърхността на заваръчната вана, да преместите заваръчната вана нагоре, като в същото време я изместите настрани, редуващо се наляво, след това надясно. Равномерните движения на заваръчната вана, извършвани по време на процеса на заваряване, позволяват да се получи гладка повърхност на заваръчния шев с малка изпъкналост, а краткотрайните спирания на електрода в крайните точки на напречните движения ще предотвратят появата на подрязвания . По време на заваряване е необходимо да се поддържа къса дъга, но избягвайте докосването на електрода с разтопения метал на заваръчната вана.
При използване на електрод с голям диаметър е необходимо да се увеличи заваръчният ток. Положението на електрода по време на заваряване на третия проход е подобно на втория. При използване на електрод с голям диаметър и с увеличаване на заваръчния ток е желателно да се ускори движението на електрода нагоре, когато заваръчната вана достигне крайната точка на траекторията на напречните вибрации. В този случай е необходимо да се обърне внимание на продължаването на изгарянето на дъгата по време на всички тези движения. При преместване на дъгата нагоре тя трябва да бъде опъната. След достатъчно охлаждане на заваръчната вана, електродът се връща в кратера и се отлага допълнителен метал.
По време на заваряване е необходимо да се поддържа постоянна ширина на траекторията на напречните трептения, за да се гарантира, че тя не надвишава ширината на готовия заваръчен шев.
Заваряване на челно съединение със скосен ръб върху подложка във вертикално положение
Този тип свързване е доста често срещано при изграждането на тръбопроводи, съдове под налягане, както и в корабни конструкции. Заваряването се извършва в обратна полярност отдолу нагоре.
Първо преминаване. Заваръчният ток трябва да е голям. Положението на електрода трябва да съответства на показаното на фиг. 31. При заваряване се използва техниката на наваряване на тесни перли, без напречни вибрации, във вертикално положение. Шевът трябва да има добро сливане с подложката и с повърхностите на двата ръба в основата си.
При заваряване е необходимо да се гарантира, че предната повърхност на шева е възможно най-плоска. Ако кореновата междина в заваръчния шев е много широка, тогава трябва да се направят два или три прохода, за да се завърши обратната заварка. По време на процеса на заваряване трябва да се внимава да се гарантира, че всички насложени слоеве имат добро сливане един с друг.

Ориз. Фиг. 31. Позицията на електрода при заваряване на челно съединение със скосени ръбове върху облицовка във вертикално положение
Втори пас. Заваръчният ток не трябва да е твърде висок. При направата на шев се използва техниката на заваряване с напречни трептения на електрода. Като водачи, чрез които може да се определи ширината на тези напречни вибрации, се използват ръбовете на предварително нанесени перли. При заваряване е необходимо да се гарантира, че повърхността на заваръчния шев е равна, за да се избегнат подрязвания. Заваръчният шев не трябва да образува остри ръбове, тъй като в такива ръбове може да се образува шлака.
Трети пас. Големината на заваръчния ток трябва да бъде такава, че да се осигури както добро проникване, така и сливане, както и малка издутина на заваръчния шев. Напречните флуктуации на електрода не трябва да надхвърлят скосените ръбове на жлеба. За да се избегне появата на подрязвания, е необходимо да се забави електрода в крайните точки на траекторията на напречните трептения. За да се предотврати появата на прекомерно издуване на заваръчния шев, скоростта на заваряване трябва да бъде достатъчно висока.
Заваряване на челно съединение без скосяване във вертикално положение
Заваряването на тази връзка се извършва отдолу нагоре на обратна полярност с многопроходен шев. Техниката на заваряване на коренов проход с голяма междина в челно съединение без скосяване на ръбове е доста сложна.
Първо преминаване. Заваръчният ток не трябва да е твърде голям, но в същото време трябва да е достатъчен, за да гарантира проникването на кореновата част на фугата и образуването на достатъчна издутина от обратната страна на фугата. Положението на електрода трябва да съответства на показаното на фиг. 32. При заваряване на първия проход се използва техниката на заваряване с тесни перли без напречни вибрации на електрода; Необходимо е да се постигне лека издутина от обратната страна на корена на шева.
Ориз. Фиг. 32. Позицията на електрода при заваряване на челно съединение без скосени ръбове във вертикално положение
Втори пас. Стойността на заваръчния ток и позицията на електрода практически не се различават от тези при първото преминаване. Невъзможно е да се произведат напречни вибрации с твърде голяма амплитуда. Скоростта на движение на електрода трябва да бъде такава, че да няма прекомерно издуване на шева и да не се образуват подрязвания.
Заваряване на съединение с външна ъглова заварка
Тези заварени съединения често се срещат на практика. Заваряването се извършва в обратна полярност отдолу нагоре, като се използва техниката на напречни трептения на електрода, освен това, поради факта, че ръбовете, които ще се заваряват, не са скосени, в този случай е достатъчно плитко проникване.
Първо преминаване. Заваръчният ток не трябва да е твърде висок. Положението на електрода трябва да съответства на показаното на фиг. 33. Използва се техниката на извършване на коренов проход с възвратно-постъпателни движения на електрода.

Ориз. 33. Позицията на електрода при заваряване на съединение с външна ъглова заварка във вертикално положение
Втори и трети пасове. Заваръчният ток трябва да се увеличи в сравнение с първото преминаване. По време на заваряване е необходимо да се осигури добро сливане с предварително нанесените слоеве, както и със заварените ръбове на основния метал, обърнете внимание на възможността за подрязване. Предната повърхност на шевовете трябва да е плоска.
Четвърти пас. Стойността на заваръчния ток и позицията на електрода са подобни на тези, използвани при заваряването на предишните проходи. При заваряване използвайте техниката на напречните трептения на електрода. Предната повърхност на шева трябва да има лека издутина. Използвайте ръбовете на плочите като граница на шева.
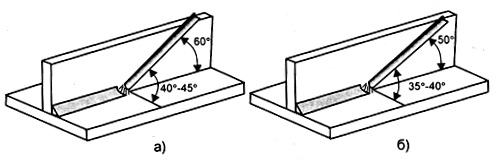
Ориз. 34. Заваряване на челно съединение със скосени ръбове във вертикално положение (а) и траекторията на електрода (б)
Челно заваряване със скосени ръбове
Тези заварени съединения са много често срещани при заваряване на тръби и критични челни съединения. Заваряването се извършва на обратна полярност отдолу нагоре с многопроходна заварка с напречни трептения на електрода.
Първо преминаване. Заваръчният ток трябва да е достатъчно голям. Положението на електрода трябва да съответства на показаното на фиг. 34а. Използва се техника за заваряване с коренен проход, при която се прилагат трептения нагоре и надолу на електрода. Позволено е да се извършва заваряване с малки напречни движения на електрода (фиг. 34b).
Преместването на електрода нагоре трябва да се извършва на разстояние не повече от 50 mm. Необходимо е да се гарантира, че тези движения не прекъсват дъгата. Трябва да се осигури пълно проникване по цялата обратна страна на фугата. Предната повърхност на шева трябва да е възможно най-плоска.
Втори и трети пасове. Заваръчният ток може да се увеличи. Позицията на електрода е подобна на тази, използвана при заваряването на първия проход. Използва се техниката на заваряване с напречни трептения на електрода. На фиг. 34b показва траекторията на електрода. За да се получи заварка с еднакво качество и външен вид, е необходимо да се поддържа постоянството на надлъжните и напречните движения на електрода.
Страничните движения на електрода трябва да се извършват бързо, за да се предотврати появата на прекомерна издутина в централната част на заваръчния шев. През цялото време на заваряване е необходимо да се поддържа къса дъга, уверете се, че движенията на електрода остават в рамките на ширината на заваръчния шев. За да предотвратите появата на подрязвания, спрете електрода в крайните точки на траекторията на тяхното движение.
В някои случаи заваряването на челно съединение със скосен ръб може да се извърши отгоре надолу (фиг. 35а) или с еднопроходна заварка с напречни вибрации (фиг. 356). Техниката за извършване на еднопроходна заварка е подобна на извършването на втория и третия проход при многопроходно заваряване.

Ориз. Фиг. 35. Заваряване на челно съединение със скосени ръбове отгоре надолу (а) и траекторията на движение на електрода при еднопроходно заваряване с напречни вибрации (б)
Заваряване на тройник в горно положение с еднопроходна ъглова заварка
Това заварено съединение и позиция по време на заваряване е много често срещано в корабостроенето и при производството на метални конструкции.
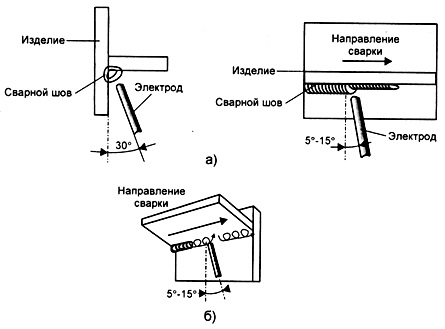
Заваряването на тройниково съединение в горно положение с еднопроходна ъглова заварка се извършва в обратна полярност, като заваръчният ток не трябва да бъде твърде голям. Положението на електрода трябва да съответства на показаното на фиг. 36а. По време на заваряване се използват възвратно-постъпателни движения на електрода. При заваряване на метал е необходимо да се поддържа къса дъга. При движение напред дъгата не трябва да се прекъсва.
Ориз. 36. Позиция на електрода при заваряване на тройник в горно положение с еднопроходна ъглова заварка
По време на заваряването трябва да се обърне специално внимание на осигуряването на добро сливане и проникване в основата на фугата, както и със страничните ръбове. Не трябва да се допуска изтичане на шлака в главата на заваръчната вана; за да се предотврати появата на прекомерна височина и изпъкналост на заваръчния шев, не допускайте прегряване на заваръчната вана.
Заваряване на тройник в горно положение с многоходова ъглова заварка.
Ако е необходимо да се извърши ъглово заваряване в горно положение в повече от един проход, се използва техниката на заваряване без напречни трептения на електрода. Заваряването се извършва на обратна полярност, като заваръчният ток не трябва да е твърде голям. Положението на електрода трябва да съответства на показаното на фиг. 37а.
Ориз. Фиг. 37. Позицията на електрода при заваряване на тройник в горна позиция с многоходова ъглова заварка (а) и ред на нанасяне на слоеве (б)
Последователността на слоевете за наслагване е показана на фиг. 37б. За заварчици с малък опит може да има известни трудности при поддържането на правилните пропорции на шевовете. Но с опит тези трудности ще бъдат преодолени. Всеки проход трябва да има добро сливане със съседни перли и с повърхността на ръбовете, които ще бъдат заварени. Лицето на всеки проход трябва да е възможно най-плоско.
Заваряване на шев с еднопроходна ъглова заварка в горно положение
Тази позиция на заварено съединение и заваряване е много често срещана в танкостроенето и корабостроенето. Поради размера и характерни чертитези предмети, тяхното накланяне за заваряване не е препоръчително. Повечето от тези работи се извършват в обратна полярност, но има и случаи, когато е необходимо да се заварява нагъната връзка в горно положение и в права полярност.
Стойността на заваръчния ток при заваряване в обратна полярност не трябва да е твърде голяма. При заваряване с права полярност стойността на заваръчния ток трябва да бъде малко по-висока, отколкото при заваряване на подобно съединение с обратна полярност. Положението на електрода трябва да съответства на показаното на фиг. 38
Ориз. 38. Позицията на електрода при заваряване на фуга с еднопроходно филе
При заваряване могат да се използват осцилаторни движения на електрода в посоката на заваряване. При преместване на електрода напред трябва да се внимава да не се прекъсне заваръчната дъга. Подобни движения на електрода служат за предварително загряване на ръбовете преди да наплавят метала на електрода върху тях и помагат за предотвратяване на прегряване на заваръчната вана, като по този начин се предотвратява образуването на увисване и прекомерно издуване. В допълнение, такива движения на електрода и заваръчната дъга причиняват изтласкване на шлаката в опашката на заваръчната вана. При заваряване не трябва да се допуска заваръчната дъга да достигне повърхността на горната плоча и трябва да се гарантира, че заваръчната дъга не излиза извън границите на външната повърхност на заваръчния шев по време на нейните движения.
При заваряване в директна полярност контролът на шлаката е малко труден. Заваръчният шев има тенденция да бъде прекомерно изпъкнал и заваръчната вана изтича върху вертикалната повърхност на ръба на плочата. Подрязванията не се срещат.
Заваряване на тройник с многоходов ъглов шев с напречни вибрации в горно положение
Заварчик в своята практика повече от веднъж трябва да се справя с необходимостта от извършване на ъглови заварки с голямо напречно сечение в горно положение с електроди с голям диаметър.
Първо преминаване. Заваръчният ток трябва да е достатъчно голям. Положението на електрода трябва да съответства на показаното на фиг. 39а. Дължината на заваръчната дъга трябва да е малка, при заваряване е необходимо да се използват напречни вибрации на електрода (фиг. 39b). Движението на електрода трябва да се извършва с бързи плъзгащи движения, като в същото време е необходимо да се гарантира, че това не води до значително увеличаване на дължината на дъгата.
По време на заваряване трябва да обърнете внимание на поддържането на стабилно изгаряне на заваръчната дъга, за да предотвратите нейното счупване. След кристализацията на кратера се върнете към него и смилайте кратера. Това помага да се предотврати прегряване на заваръчната вана и появата на пукнатини в заваръчния метал. Коренната част на заваръчния шев е предварително загрята, преди металът на електрода да бъде отложен върху нея. В допълнение, тази техника на заваряване има тенденция да изтласква шлаката към горната част на заваръчния метал. Подобрява се способността за контролиране на отложения метал и заваръчната дъга, предотвратява се появата на подрязвания, увисване и прекомерно изпъкване на заваръчния шев, подобрява се външният вид на заваръчната повърхност, става по-равномерна.
Ориз. Фиг. 39. Положението на електрода при заваряване на тройник с многоходов ъглов шев с напречни вибрации в горно положение (а) и траекторията на електрода (б)
Втори пас. Вторият проход се извършва по същия начин като първия, с единствената разлика, че при второто преминаване се отлага по-голямо количество електроден метал. Вторият проход обикновено е по-труден за заварчиците от първия.
Заваряване на челно съединение със скосен ръб върху облицовка с многопроходна заварка в горно положение.
Този тип заварка и условия на заваряване често се срещат при заваряване на тръби и резервоари, когато заваряването се извършва върху пръстеновидни подложки.
Първо преминаване. Заваряването се извършва с обратна полярност. Заваръчният ток трябва да е достатъчно голям. Положението на електрода трябва да съответства на показаното на фиг. 40. За да се осигури добър трансфер на метал, е необходимо да се поддържа къса дъга. Движението на електрода трябва да е плъзгащо се. Трябва да се внимава да се осигури гарантирано сливане в областта на подложката и между ръбовете в основата на фугата. Лицето на заваръчния шев трябва да има възможно най-малко изпъкналост.
Втори и последващи пасове. Заваръчният ток все още е висок. Заваряването се извършва с помощта на техниката на плъзгащи се движения на електрода, без напречните му движения. Ако металът започне да се прегрява, е необходимо да се удължи дъгата и да се премести електрода напред, докато кратерът с прегрятата заваръчна вана се охлади.
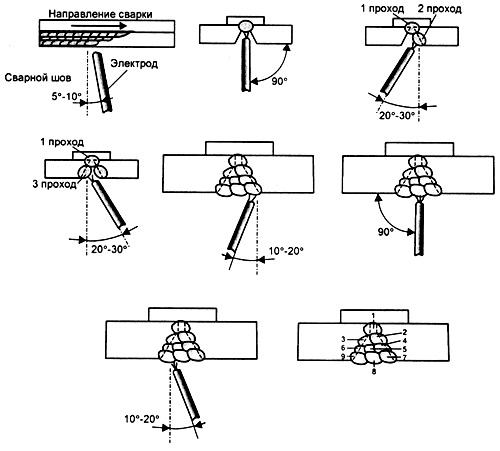
Ориз. Фиг. 40. Позицията на електрода при заваряване на челно съединение със скосени ръбове върху облицовка с многопроходна заварка в горно положение и ред на нанасяне на слоевете
Необходимо е да се осигури гарантирано сливане както с повърхностите на предварително отложени перли, така и със стените на канала. Трябва да се обърне внимание на безусловната необходимост от почистване на заваръчната повърхност от шлака след всяко преминаване.
Заваряване на челно съединение без режещи ръбове с многопроходна заварка в горно положение
Подобна връзка в такова пространствено положение е изключително рядка. Много е трудно да се изпълни такъв заваръчен шев с високо качество, това изисква известно обучение. Заваряването се извършва с обратна полярност.
Първо преминаване. Заваръчният ток не трябва да е твърде висок. Положението на електрода трябва да съответства на показаното на фиг. 41. Заваръчната дъга трябва да е къса. За да се осигури пълно проникване от обратната страна, електродът трябва винаги да е в пролуката между ръбовете, които ще се заваряват. В допълнение, това положение на електрода осигурява сливане с кореновите ръбове на заварените плочи. При заваряване се използват възвратно-постъпателни движения на електрода.
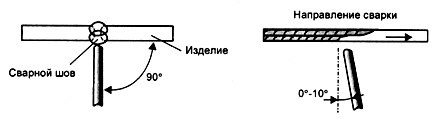
Ориз. Фиг. 41. Позицията на електрода при заваряване на челно съединение без режещи ръбове с многопроходна заварка в горно положение
Втори пас. Заваръчният ток не трябва да е твърде висок. При заваряване е необходимо да се поддържа къса дъга и да се правят малки осцилаторни движения на електрода, извършвани чрез леко плъзгане, като се уверете, че напречните трептения на електрода не са твърде широки.
Заваряване на челно съединение със скосен ръб с многопроходна заварка в горно положение
Този вид заварено съединение и условията, при които се извършва, често се среща при заваряване на тръби и метални конструкции от ламарина.
Заваряването на челно съединение със скосен ръб с многопроходна заварка се извършва при обратна полярност с напречни трептения на електрода. Заваръчният ток при първото преминаване не трябва да е твърде висок, но в същото време трябва да осигури гарантирано проникване от задната страна. Положението на електрода трябва да съответства на показаното на фиг. 42. Изпълнението на първия, коренен, проход е подобно на заваряването на първия проход в разглежданите по-рано фуги. Лицето на заваръчния шев трябва да е плоско. От обратната страна трябва да се образува малка ролка.
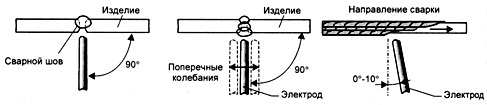
Ориз. Фиг. 42. Позицията на електрода при заваряване на челно съединение със скосен ръб с многоходов шев в горно положение
Втори и последващи пасове. Заваръчният ток трябва да бъде малко по-висок, отколкото по време на първото преминаване. Използва се техниката на заваряване с напречни трептения на електрода. Движенията на електрода в напречна посока трябва да се извършват с бързи движения, така че да не се получи твърде много изпъкналост в централната част на заваръчния шев. Освен това траекторията на напречните движения на електрода не трябва да надхвърля ширината на заваръчния шев.
За да се предотврати появата на подрязвания, закъснението на електрода се използва в крайните точки на траекторията на напречните вибрации. Трябва да се помни, че подрязванията се появяват в резултат на дъгата, която „лиже“ метала върху повърхността на плочата с последващо неотлагане на електродния метал на това място.
Формата на заваръчния шев се характеризира с дълбочината на проникване или проникване hn, ширината на заваръчния шев b, височината на армировката Hb, дебелината C, коефициента на формата φ и съотношението, което определя формата на армировката. Най-добрата форма на заварка се счита за тази, при която ширината на проникване е 1,3-2 пъти дълбочината на проникване.
Съставът на заваръчните метали зависи от съотношението на основния метал и съдържащия се в него метал заваръчна тел. Формата на шева зависи от големината на заваръчния ток, плътността на тока в жицата, напрежението на дъгата, скоростта на заваряване, изпъкналостта, площта на напречното сечение на заваръчната тел, броя и местоположението на заваръчните проводници, състава на флюса и размера на неговите зърна. Всички изброени елементи, които влияят върху формата и размера на шева, както и върху неговия химичен състав, съставете режима на заваряване. Формата и размерите на шева също зависят от техниката на заваряване.
С увеличаване на заваръчния ток се увеличават дълбочината на проникване hn, височината на армировката he и процентът на основния метал в заваръчния метал. Ширината на шева леко се увеличава. Дълбочината на проникване зависи пряко от силата на заваръчния ток, т.е. с увеличаване на силата на заваръчния ток с 1 пъти, дълбочината на проникване също се увеличава с 2 пъти. При заваряване (вкл променлив ток) челни заваркис режещи ръбове или ъглови заварки (тройникови съединения) с увеличаване на тока със 100 A, дълбочината на проникване се увеличава с 1,5 mm, а при заваряване на фуги на шевове без режещи ръбове - с 1 mm.
При заваряване с директна полярност под флюс, съдържащ флуорни съединения, дълбочината на проникване намалява в сравнение със заваряване с променлив ток или обратна полярност, но скоростта на топене на заваръчната тел се увеличава.
Ако диаметърът на заваръчната тел се намали, без да се променят другите елементи на режима, тогава плътността на тока в електрода неизбежно ще се увеличи, т.е. количеството амперна сила на заваръчния ток на 1 mmg от сечението на проводника. С увеличаване на плътността на тока дълбочината на проникване и височината на армировката на заваръчния шев се увеличават, но ширината на заваръчния шев намалява. Въз основа на това е възможно да се увеличи дълбочината на проникване чрез намаляване на диаметъра на заваръчната тел или чрез използване на заваръчна тел с по-малък диаметър е възможно да се получи същото проникване, но с по-нисък заваръчен ток.
Ако при заваряване с тел с диаметър 5 mm, за да се получи проникване с дълбочина 7-8 mm, силата на заваръчния ток трябва да бъде най-малко 700 A, тогава при заваряване с тел с диаметър от 2 мм - 350-400 A.
При заваряване на променлив ток или постоянна обратна полярност, с увеличаване на напрежението на дъгата, ширината на шева забележимо се увеличава, но дълбочината на проникване и височината на армировката малко намаляват, а при заваряване на директна полярност се увеличава напрежението на дъгата практически не влияе на ширината на шева, но количеството разтопен поток се увеличава значително.
Колебанията на напрежението на дъгата имат значение при заваряване тънък метал(по-малко от 2-3 mm), тъй като в този случай лека промяна в дълбочината на проникване може да доведе до локална липса на проникване или изгаряния. Ето защо, когато заварявате тънък метал, се препоръчва да се заварява DC, при което колебанията в напрежението на дъгата са много по-малки, отколкото при променлив ток.
Увеличаването на скоростта на заваряване от 10 до 30 m/h практически не влияе върху дълбочината на проникване. В този случай ширината на шева намалява, а височината на армировката се увеличава. С увеличаване на скоростта на заваряване над 30 m/h дълбочината на проникване и ширината на шева се намаляват значително.
Наклонът на края на заваръчната тел по протежение на шева в посока на заваряване (заваряване с обратен ъгъл) до известна степен увеличава дълбочината на проникване и височината на армировката и намалява ширината на шева, но води до появата на не- зона на сливане и увеличаване на порьозността на шева.
Наклонът на края на заваръчната тел в посока, противоположна на шева (заваряване под ъгъл напред) намалява дълбочината на проникване, височината на армировката и съотношението на основния метал в шева и увеличава ширината на шева и консумация на поток. Когато заваръчната тел е наклонена с 40-45 ° спрямо хоризонталата, дълбочината на проникване намалява почти два пъти, а ширината на шева се увеличава с един и половина пъти. Заваряването с преден ъгъл се използва за подобряване на образуването на шев при заваряване при високи скорости.
Заваряване върху наклонен продукт (ъгъл на наклон 3-5°, в някои случаи 6-8°) може да се извърши при спускане и нагоре. При заваряване надолу дълбочината на проникване, височината на армировката и съотношението на основния метал в шева намаляват, а ширината на шева се увеличава. При заваряване нагоре дълбочината на проникване, височината на армировката и съотношението на основния метал в шева се увеличават, а ширината на шева намалява. Продуктите се накланят и заваряват надолу при заваряване на тънък метал (наклон до 15-20°) или при заваряване с високи скорости, за да се избегне зоната на несливане и да се подобри образуването на шева.
Увеличаването на удължението на заваръчната тел с диаметър 3 mm или по-малко от токопроводящия мундщук води до намаляване на дълбочината на проникване и може да причини появата на провисване на ръба в шева. Увеличаването на надвеса на заваръчната тел с диаметър 5 mm от 60 до 150 mm не влияе на формата на заваръчния шев.
Съставът на флюса, размерът на зърното и структурата оказват значително влияние върху образуването на шева. При заваряване под манганови потоци с ниско съдържание на силиций, заварките се получават с по-малко гладка и равна повърхност, отколкото при заваряване под високосилициев тип OSC-45 или AN-348-A. Колкото по-малки са зърната на флюса, толкова по-тесен е шевът и по-дълбоко е проникването.
С увеличаване на зърната на флюса дълбочината на проникване намалява и ширината на шева се увеличава. Стъкловидните флюсове увеличават дълбочината на проникване и намаляват ширината на заваръчния шев. Пемзните потоци допринасят за образуването на ниски и широки фуги с плавен преход към основния метал. При заваряване с тънка тел (по-тънка от 3 мм) се препоръчва използването на фин флюс, който осигурява по-добро образуване на шева от грубия. Височината на слоя флюс по целия шев, който ще се заварява, трябва да бъде еднаква, тъй като влияе върху образуването на шева.



