Точково контактно заваряване. Контактно заваряване: апарати и машини, електроди, фото и видео.
Един от основните видове заваряване с помощта на налягане е съпротивителното заваряване, което принадлежи към термомеханичния клас. Процесът на нагряване в него се осъществява от топлината, отделена от преминаването на електрически ток през контактните части на връзката. Отличителна черта на съпротивителното заваряване, както и на всички други видове заваряване под налягане, е пластичната деформация на материала в контактната зона на детайлите, които ще се съединяват.
Принципът на съпротивителното заваряване
В хода на съпротивителното точково заваряване, принудителното образуване на междуатомни връзки в кристалните решетки на контактуващите метали допринася за образуването на заварка. Под действието на ток с висока плътност в точките на контакт, металите на детайлите се нагряват с преход към термопластична форма или топене. От постоянното изстискване на нагрети продукти се образуват допълнителни контактни зони. В хода на процеса те стават все повече и повече до окончателното сближаване, тоест заваряване.
Схематичната диаграма на съпротивителното заваряване предвижда изпълнението на операциите на три етапа. Те включват началото на физическия контакт на частите, които ще се заваряват, образуването на химични връзки в кристалните решетки на материалите и продължаването на протичащите реакции по ръбовите граници до получаване на съединение. Първият етап от работата на машината за контактно заваряване допринася за конвергенцията на атомите на повърхностите, които трябва да бъдат съединени. В този случай се осигурява не само тяхното физическо взаимодействие, но и се отстранява от повърхностите на филма, грапавостта се изглажда.
В същото време започва и междуатомното взаимодействие на материалите. На втория етап, при свързване на електронни черупки, химична реакция, допринасящи за образуването на заварено съединение. По време на третия етап на заваряване се получава взаимно дифузно проникване на атоми по контактните граници на частите. Той, заедно със свързаните реакции, протичащи в зоната на заваряване, има деформиращ ефект върху метала на образувания шев и съседните зони.
Контактното заваряване, чиято цена е достъпна за всички днес, се извършва с помощта на специални машини. Механичният компонент на това оборудване са агрегати с механизми, които допринасят за създаването на необходимото налягане за компресиране на свързаните продукти. Електрическата част на това оборудване е заваръчен трансформатор, контактен заваръчен ключ (регулатор), прекъсвач заваръчен ток, проводими елементи.

Машините се разделят според видовете шевове, които извършват на челни, шевни или точкови. По дизайн машините за контактно заваряване са подобни един на друг. Устройствата за създаване на шевни съединения са допълнително оборудвани със задвижване, което върти електродите. Оборудването, използвано при челно заваряване, има специално задвижване за приближаване на детайли с определена скорост: ниска - за топене, висока - за отлагане.
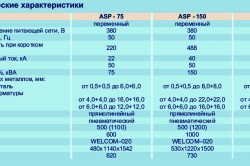
Тези устройства се захранват с променливи трансформаторни токове. Първичната намотка на такива съпротивителни заваръчни трансформатори е свързана към захранващи мрежи 220-380 V. Състои се от секции, които са необходими за превключване на нивото на мощност чрез регулиране на броя на работните завои. Един или два оборота с напрежение 1-12 V съставляват вторичната намотка на трансформатора. Включването на тези машини се извършва от страната на местоположението на първичната намотка на трансформатора.
Необходимостта от редовно включване и изключване по време на работа се дължи на използването на специални прекъсвачи. Те се произвеждат под формата на електронно, електромагнитно оборудване или традиционни механични контактори. Последните се използват най-често в машини за точково или челно заваряване с ниска мощност с неавтоматично действие. Контакторите от електромагнитния тип са ефективни не само при точково, челно, но и при шевно заваряване със средна мощност на оборудването. А електронните прекъсвачи, които осигуряват синхрон на включване (изключване) на тока при определена продължителност на паузите и импулсно действие, се използват в различни автоматични машини за точково заваряване със съпротивление.

При компресиране на части между електродите на машината за контактно заваряване MT са необходими специални устройства за налягане. Компресирането на продуктите в тях се улеснява от задвижвания: електромеханични, пружинни, хидравлични, пневматични. Ръчното задвижване се използва по-рядко, осъществимостта му е доказана за челно, точково съпротивително заваръчни машини с ниска мощност.
Машините за точково заваряване са ефективни за обработка на детайли с малка дебелина. Дупето - активно се използва в автоматично заваряванечрез топене на заготовки със значително напречно сечение. За разлика от тях, устройствата за шевни съединения са оборудвани със специален плъзгащ се проводник и задвижващ механизъм за ролкови електроди за контактно заваряване.
m 1-12 V съставляват вторичната намотка на трансформатора. Включването на тези машини се извършва от страната на местоположението на първичната намотка на трансформатора.

Благодарение на добрата производителност, поради лекотата на изпълнение, всички видове контактно оборудване намират широко приложение в промишленото производство, особено в автомобилната индустрия. Този метод на заваряване е основата технологичен процесработа на тялото. Ефективни са както стационарните инсталации, така и специалните стойки, и висящите клещи за контактно заваряване. Изборът на машина зависи от характеристиките на металите, заварени съединения, видове профили от обработени материали, практически няма ограничения за тях, независимо дали става дума за съпротивително заваряване на фитинги, тръби, вериги или релси.
Извършването на контактно заваряване е възможно както с помощта на топене на материала, така и без него. В последния вариант връзката се постига чрез деформация на материала с физическото взаимодействие на заваряващите се повърхности, в резултат на което се формира тяхната обща структура. В друг случай стопилките се смесват с пластична деформация на кристализиращия впоследствие метал. Апаратът за точково контактно заваряване позволява това да се извършва в ограничена площ, а челното заваряване по метода на мигане включва частично изместване на стопилката.
Характеристиките на заваръчния метал и свойствата на заварените съединения се влияят значително от скоростта на нагряване, пластична деформация и охлаждане. С увеличаване на скоростта се увеличава силата и твърдостта на ставата. Ако последният показател е задоволителен, а първият е недостатъчен, продуктът се подлага на топлинна обработка за постигане на необходимите експлоатационни свойства. Локалната топлинна обработка на зоната на фугата може да се извърши директно в машината за контактно заваряване.
Заваряването е неразделна част от всеки строителен или ремонтен процес. В крайна сметка, с негова помощ можете сигурно да закрепите различни метални части, да създавате рамки, огради, огради.
Умелото използване на заваръчната машина обаче изисква опит. Това важи особено за контактното заваряване, тъй като този процес изисква висока точност и добро нивособственост на устройството. Прочетете повече за този метод на закрепване на части и различните му видове по-долу.
Характеристики на метода на контактно заваряване
контактно заваряване- това е процесът на свързване на метални елементи, който възниква поради преминаването през тях на електрически ток, идващ от заваръчна машина.
Много важен компонент на контактния метод е зоната на съпротивление, разположена в зоната на свързване на метални елементи. Ето защо този вид се нарича още електрическо съпротивително заваряване. Комбинацията от метални части възниква поради два физически процеса: нагряване с електрически ток и натиск, упражняван върху метала.
Този тип е широко използван поради редица предимства, които има в сравнение с други. Голямата електрическа мощност ви позволява да работите с отлична скорост и производителност. Производството на една става отнема до 1 секунда! Този метод е с високо качество.
Очевидното предимство е, че процесът на съпротивително заваряване не изисква използването на никакви консумативи: без газ, без флюс, без пълнител. Най-важното е, че този метод е екологичен, така че не засяга нито работника, нито околната среда. Имайте предвид, че работата, извършена по контактния метод, може да се извърши дори от начинаещ заварчик, поради простотата на процеса.
Изглед на точкова връзка
Съпротивителното заваряване се отличава с променливостта на процеса на свързване метални части.
Има много разновидности от този тип.

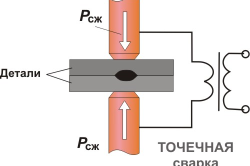
За извършване на особено старателна и деликатна работа обикновено се използва точков тип заваряване. Състои се в свързване на метала в малки точки, които зависят от размера на електродите в заваръчната машина. Именно електродите доставят ток и компресират нагрятите материали. Въпреки факта, че размерът на точките на свързване е малък (4-12 мм), металните части са плътно закрепени една към друга, така че не трябва да се притеснявате за разрушаването на връзката.
Диаметърът на точките на свързване зависи от силата на електродите и тока, налягането, приложено към метала, размерите на нагревателните части на електродите и състоянието, в което се намират частите, които трябва да бъдат свързани. Точковият работен процес използва DC импулси.
Метод на релефно заваряване
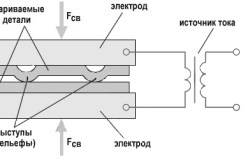
Следващият тип контактен метод за свързване на метални части е релефен. Същността на процеса е, че предварително подготвените издатини на повърхността на частите са свързани помежду си. Тези издатини се щамповат с помощта на специално оборудване. Те могат да бъдат с различни форми: от кръгли до продълговати. Така предварителната повърхност на детайла е релефна, откъдето идва и името на процеса на работа върху тях.
Основната разлика между релефния и точковия метод е, че при първия тип площта на удара и размерът на шева се определят от размера на подготвените издатини, а не от електродите, както в вторият метод. Този видконтактната работа с части изисква повишена мощност на електричеството, което може да се нарече недостатък.
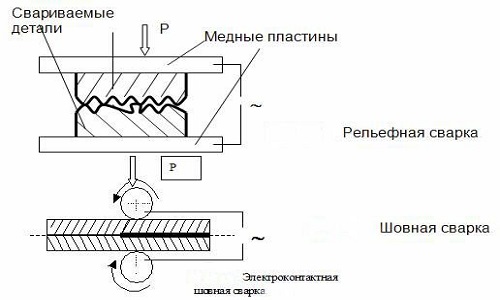
Заваряване на шев: характеристика
Друг метод за съпротивително заваряване е шевното заваряване. Този тип се отличава с факта, че частите са свързани помежду си с помощта на прекъсващ или непрекъснат шев. Прекъснатото се състои от чести петна от точково заваряване. Самото заваряване се осъществява благодарение на дискови електроди, които подават ток на достатъчно голямо пространство наведнъж. Методът на интермитентния шев се използва по-често от непрекъснатия.
![]()
Факт е, че непрекъснатият шев изисква по-висока квалификация на работника, а също така има много по-голямо въздействие върху оборудването от периодичния, с който може да се работи постепенно, без да се претоварва оборудването и заварчика.
Съществува и поетапен метод за заваряване на шев, при който ток се подава към електродната ролка само след преместване на частите. Ролките са постоянно на детайлите. Последният метод практически не се използва, тъй като не е достатъчно продуктивен и изисква по-сложно оборудване.
Изглед на дупето и неговите характеристики
Челният метод е друг начин за свързване на части под въздействието на електрически ток. Този тип се различава от другите по това, че частите са свързани на места, където са съединени специално подготвени краища, разположени на повърхността на частите. Има няколко начина челно заваряванеметални части: устойчивост, непрекъснато и периодично топене.
В първия случай частите са предварително съединени и компресирани, след което върху тях се прилага ток, привеждайки метала в пластично състояние. При последните два метода частите се нагряват и след това се свързват. Само при непрекъснато топене металът се нагрява през целия процес на готвене, а при периодично топене частите се нагряват или разреждат, за да се спестят ресурси на оборудването.
Трябва да се отбележи, че има и комбинирани методи за заваряване на метални части: шев-челно, релефно-точково. Те съществуват, за да адаптират процеса на заваряване към конкретна ситуация.
Това е всичко, което трябва да знаете за различните видове контактно свързване на метали под действието на електрически ток! Правилният избор на вида съпротивително заваряване е ключът към успешната работа.
- Видове контактно заваряване
- Точково заваряване
- Челно заваряване
- релефно заваряване
- Шевно (ролково) заваряване
- Други видове и приложения на съпротивително заваряване
Контактното заваряване е явлението на свързване на две метални части, компресирани с голяма сила една към друга, чрез нагряване на мястото на техния контакт. токов ударголям размер. Най-често се използва в индустрията за масово производство на същия вид продукти.
Количеството топлина, отделяно по време на този процес, може да се изчисли съгласно закона на Джаул-Ленц: Q = I 2 R Δt, където I е средната сила на импулса на тока, R е контактното съпротивление, Δt е продължителността на импулса. За да бъде това количество топлина достатъчно за надеждно свързване на частите, които ще се заваряват, силата на заваръчния ток трябва да бъде достатъчно голяма: от стотици до стотици хиляди ампера.
Това означава, че източникът на ток (заваръчната машина) трябва да развива достатъчна мощност (1-500 kVA) с изходно напрежение 1-15 V и вътрешно съпротивление от около 500 μΩ. Електродите за контактно заваряване трябва да имат достатъчно голямо напречно сечение и да са изработени от медни сплави с ниско съпротивление. Силата на натиск на частите, които трябва да се съединяват, може да варира в широк диапазон: от няколко нютона до стотици килонютона.
сърце заваръчна машинанай-често е специален съпротивителен заваръчен трансформатор, чиято вторична намотка обикновено има малък брой намотки на тел с голяма площ напречно сечение. Обикновено към неговата първична намотка се прилага променливо напрежение, но в него могат да се създават и мощни импулси на изправен ток. Така например, кондензаторна контактна заварителна верига работи. Импулсите в него възникват, когато зареден кондензатор с голям капацитет се разрежда към първичната намотка на трансформатора.
В сравнение с други методи за закрепване на части един към друг, контактното заваряване има следните неоспорими предимства:
- висока скорост (части от секундата) на извършване на отделни операции, което позволява висока производителност на труда;
- лекота на наблюдение на съответствието с оптималните условия на процеса, което гарантира надеждност и високо качествозаваряване дори при ниска квалификация на изпълнителите;
- процесът на заваряване може лесно да се механизира и автоматизира;
- висока степен на екологичност.
Видове контактно заваряване
Обратно към индекса
Точково заваряване
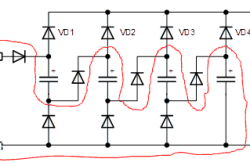
Тези схеми на заваряване обикновено предвиждат свързване на части в отделни точки. Схематична илюстрация на такъв метод на тяхното свързване е показана на фигура 1а. Числото 1 във всички диаграми на тази фигура показва частите, които трябва да бъдат заварени. Електродите са свързани към вторичната намотка на заваръчния трансформатор.
Надеждността и качеството на завареното съединение се определя от структурата и размерите на заваръчните точки. А те от своя страна зависят от следните фактори:
- размери и форма на контактната повърхност на електродите;
- величината на протичащия заваръчен ток;
- времето на преминаването му;
- величината на силата на натиск (P компресивна);
- състоянието на повърхностите на частите, които трябва да бъдат съединени.

По този начин е възможно да се свържат както миниатюрни части с дебелина от порядъка на части от микрометър в електронните устройства, така и стоманени листове с дебелина до няколко сантиметра в машиностроителната промишленост.
Релефното заваряване се използва широко в автомобилната индустрия: заваряване на панти на вратите и скоби към качулката, свързване на крепежни елементи: шпилки, болтове и гайки и др. В радиоелектрониката проводниците се закрепват към малки части по този метод. В един цикъл този метод на заваряване ви позволява да получите голям брой заварени съединения.
Обратно към индекса
Шевно (ролково) заваряване
Този вид заваряване се използва, когато е необходимо да се получат уплътнени заварени съединения (производство на газови резервоари, различни резервоари, контейнери и др.). Такова заваряване се извършва на специализирани машини с един или два притискащи ролкови електрода, направени под формата на дискове. По време на валцуването ролките плътно притискат съединяваните продукти и ги заваряват. Дебелината на тези продукти може да варира от 0,2 до 3 мм.
Заваряването на шев може да се извърши по три начина:
- Непрекъснато, което води до непрекъсната връзка, която не съдържа изляти ядра, които се припокриват едно друго. Недостатъци: силно нагряване на ролките, което води до необходимостта от честото им презаточване.
- Периодични (под формата на отделни импулси). Чрез промяна на продължителността на самите импулси и интервалите между тях е възможно да се промени степента на припокриване на излятите сърцевини. Съпротивлението на електродните ролки при този метод на заваряване се увеличава значително.
- Стъпка, при която токът също се включва периодично, а в момента на възникването му електродите спират. Тези ограничители подобряват контактите в зоната на текущия поток и намаляват риска от горещи пукнатини.
Контактното заваряване се използва за битови и промишлени нужди.
Видовете контактно заваряване, използвани в различни условия, се отличават с цена, която нараства в зависимост от мощността и скоростта на работния процес.
обединява заваръчно оборудванеобщият принцип на работа - в процеса на работа точките на шевовете на материалите се нагряват и заваряват чрез контакта им с основата, която доставя електрически ток.
Електрическото заваряване е връзка, при която частите, които ще се заваряват, се нагряват чрез постоянно или променлив ток.
Снимката по-долу показва диаграма, която може да има машина за контактно заваряване.
Като всички останали производствено оборудване, електрическото контактно заваряване е надарено с предимства и недостатъци.
Сред основните предимства са висока производителност, минимални консумативи и перфектно качество. заваръчен шев.
Времето, необходимо за свързване на точка, е част от секундата и зависи от параметрите на материала.
По време на процеса на заваряване се консумира минимално количество въздух и вода и дори неквалифициран заварчик може да гарантира качеството на шева.
В същото време технологията за съпротивително заваряване е екологична, освен това може да бъде автоматизирана.
Заваръчните работи се извършват с помощта на специални и универсални машини и устройства.
Естеството на техническото действие ни позволява да разделим оборудването за контактно заваряване на класове:
- механични модели - надарени с минимална мощност;
- автоматични и полуавтоматични - могат да имат средна и висока работна мощност, използват се за обработка на непрекъснати детайли.
По вид на инсталацията електрическото контактно заваряване може да бъде преносимо или мобилно, окачено, както и стационарно.
Първият вариант е незаменим, ако е необходимо, за извършване на заваряване на големи, с голяма маса единици, предмети. Например тръби, транспортни тела, железопътни вагони и релси.
За обработка на продукти се използва стационарно оборудване, чието тегло и размери позволяват да бъдат доставени на работното място.
Класификация на оборудването
Контактната заваръчна машина, в съответствие с GOST 158-78-79, може да бъде от различни видове според вида на заваръчните шевове.
задница машина
Флаш челното заваряване е процес на нагряване челна заваркапреминаване през цялата равнина на детайла.
Челното съединение се използва най-често за заваряване на медни тръби, не се практикува технологията на шев и точкова връзка за медни тръби.
В същото време обработката на медни тръби по метода на преплавка е трудна поради необходимостта от поддържане на разтопен метал в краищата на елементите, които ще се заваряват.
Следователно, според челна технология, ако тръбите са заварени, тогава не от чиста мед, а от нейните сплави. В противен случай е необходимо да се използва високо налягане, до 400 MPa.
Флаш челното заваряване, в зависимост от характеристиките на металната конструкция, площта, която ще се обработва и очакваното качество на заваръчния шев, се извършва по различни методи.
В този случай челното заваряване в съответствие с GOST 2601-84 може да се извърши с помощта на технологията на съпротивление, мигане с нагряване и непрекъснато мигане.
Устойчивост - използва се при заваряване на материал, чиято площ на напречното сечение не надвишава 200 mm².
По правило тази технология за челно заваряване се използва за обработка на продукти от нисковъглеродна стомана с малко напречно сечение (тръби, проводници, пръти).
Fusion - тази технология ви позволява да свързвате материала под формата на стоманобетонни изделия, тръби, профилна стомана и фитинги, с площ на напречното сечение до 100 хиляди mm².
Технологията е намерила своето приложение в областта на корабостроенето, в производството на вериги за котви, намотки на хладилни хладилни агрегати.
В железопътния сектор, където такова заваръчно оборудване ви позволява да свързвате железопътни релси върху безшевни коловози. Използването му прави възможно производството на дълги продукти от черни и цветни метали.
Челно заваряване на шев
Машината, направена в съответствие с GOST 2601-84, ви позволява да свързвате материала с помощта на леяни зони, които представляват шев, състоящ се от отделно разположени заваръчни точки.
Зоните или се припокриват, или не се припокриват, в зависимост от това какво заваркаможе да бъде запечатан.
За този процес на заваряване се използва специална машина, оборудвана с един или повече въртящи се дискове с електроди.
Технологията за ролково заваряване ви позволява плътно да компресирате, навивате и извършвате висококачествено свързване на части.
Ролковото заваряване се използва за производство на тръби, резервоари и други продукти, които изискват, в съответствие с изискванията, установени от GOST, високонадеждни запечатани шевове.
релефно заваряване
В съответствие с GOST 2601-84, релефното заваряване е машина, която ви позволява да свързвате релефни издатини в една или няколко работни точки едновременно.
Тази машина по принцип е подобна на устройство за челно заваряване, разликата между тях се свежда до определяне на мястото на заваряване по формата на повърхността на продуктите, а не по работната площ на електродите.
Релефните издатини могат да бъдат разположени върху един или два заварени продукта едновременно, те се подготвят предварително чрез щамповане.
Релефното контактно заваряване се използва в автомобилната индустрия, където устройството ви позволява да фиксирате различни видове скоби върху листов материал.
В областта на радиоелектрониката релефното заваряване се използва за висококачествено свързване на проводници към тънки елементи.
Контактно точково заваряване
В съответствие с GOST 2601-84 тази технология на заваряване дава възможност за свързване на елементи в една или в много точки наведнъж.
За да се определи силата на връзката, такива характеристики на точката на заваряване като размер и структура позволяват, от своя страна, те зависят от параметрите на използваните електроди, силата и скоростта на тока, преминаващ през материала.
Регулаторът за челно заваряване, присъстващ в съвременните модели машини, ви позволява да извършвате работния процес с различни опции за силата на заваръчния ток.
По правило в технологията на шева няма регулатор за контактно заваряване, а необходимият цикъл се осигурява от синхронни прекъсвачи.
Машината за съпротивително точково заваряване обикновено работи на поточната линия. Заваръчният елемент на контактната връзка от тази категория са електродите.
Инструментът е сменяем, тъй като бързо се износва.
Заваръчните електроди са изработени от висококачествен бронз и мед, хром, кадмий, титан и берилий служат като допълнителни компоненти, в зависимост от това цената на продуктите варира и може да варира от $ 1-5.
Технологията на такова заваряване е намерила своето приложение в автомобилостроенето, самолетостроенето, корабостроенето и селското стопанство, както и в други индустриални области.
Разновидност на този тип заваряване е импулсното заваряване, когато електродът се нагрява от краткотрайни, но мощни електронни импулси. Импулсното заваряване се използва в автомобили, оборудване и ремонти.
Например, импулсната технология е полезна, когато се използва алуминиево съпротивително заваряване, което намалява риска от прегряване на машината и износване на електродите.
Импулсното заваряване се извършва с помощта на променлив ток и енергия, която се преобразува в импулс с определена форма.
В същото време технологията за импулсно съпротивително заваряване се различава в работата с натрупаната енергия и в ректифицирания токов импулс.
На този моментцената на такова устройство (импулсно заваряване за домашни цели) е $ 100-140.
Характеристики на електродите
Електродите за контактно заваряване осигуряват контакт на заваръчната машина с обработвания детайл.
Схемата на тяхното предназначение включва: запечатване на части, подаване на ток, отстраняване на топлината, идваща от частите, движение на елементите (заваряване на шев в контакт).
В същото време производителността и качеството на заварения шев се влияят не само от дизайна на електродите, но и от обработвания материал, неговата площ и формата на работната повърхност.
Общите стандартни изисквания за електроди, правилата за маркиране, методите за изпитване на заварени съединения и шевове и други технически точки са посочени в GOST 9466-75.
Износването на електродите причинява промяна в силата на тока и температурите.
Следователно, когато произвеждат консумативи за съпротивително заваряване, те използват устойчиви на високи температуриметал с високи проводими свойства.
Може да бъде специален медна сплав. Например, контактното заваряване на мед често се извършва с електроди, изработени от кадмиев бронз, цената за тях може да бъде $1-3.
Електродите за точково заваряване могат да имат права и къдрава форма, както е на снимката. Но най-често се използва първият тип на този дизайн.
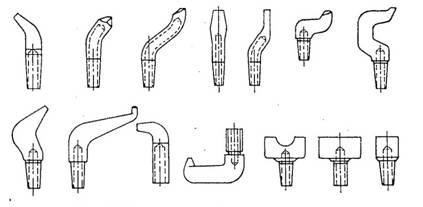
Използват се при заваряване на тръби и други продукти с възможност за свободен подход към работната зона.
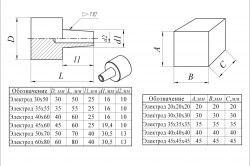
Електродите с права форма се произвеждат в съответствие с GOST 14111-90, с диаметър от 12 до 40 mm.
от най-много качествени електродиразглеждат се продукти, чийто дизайн е направен в съответствие с разпоредбите на GOST 1411-69.
Тук цената на продуктите се повишава в зависимост от тяхното предназначение и структура.
Структурата на къдравите електроди е по-сложна - оста, която минава по центъра на работната зона, се измества на определено разстояние спрямо оста на кацане.
Електродите от този тип са неудобни за използване, най-често имат ниско съпротивление, поради което се използват само в случаите, когато съпротивителното заваряване не може да се извърши от друг.
За релефно заваряване се използват плоски електроди. Освен това във всеки от тях или в един може да има отвори, предназначени за изпъкналостите на елементите, които ще бъдат заварени.
Характеристики на домашните заваръчни машини
Когато планирате да закупите заваръчна машина за вашите собствени нужди, първо трябва да знаете какъв материал ще бъде обработен и в какъв мащаб ще се извърши работата.
Цената на машината за точково заваряване до голяма степен зависи от характеристиките и конструктивните параметри, както и от работната мощност на оборудването.
Към момента инсталацията за изпълнение на точково заваряване на елементи може да бъде ръчна или преносима, окачена и стационарна.
Окачено и стационарно оборудване, като правило, се използва в големи и малки индустрии.
Но преносима машина най-често се използва в ежедневието, цената й е доста приемлива и може да бъде $120-220.
В този случай посоченото устройство по отношение на мощността може да не е по-ниско от машините за точково заваряване, чиято цена е два пъти по-висока.
Преносимото оборудване е разделено на два вида: инверторно и машинно с клещи за ръчно точково заваряване.
Инверторите са компактни и леки. Дизайнът използва тиристорен генератор на ток и микропроцесор.
В тази връзка схемата на устройството ви позволява да регулирате продължителността на импулса и работната мощност на уреда.
Вторият модел за точково заваряване с ръчни клещи е с максимално тегло 15 кг.
Схемата на устройството благодарение на микропроцесора ви позволява ръчно и автоматично да регулирате заваръчни работив няколко режима.
Устройството с кърлежи се захранва от еднофазно домакинско захранване.
Устройството е оборудвано с ръчно задвижване за компресиране на частите, способно да осигури налягане от 150 кг.



