Bilete de examen pentru specialitatea sudor electric și gaz. Bilete de pregătire în profesia de sudor electric și gaz de educație suplimentară
BILET 1", "
1. Cu conținut scăzut de carbon.
2. Aliat.
3. Foarte aliat.
2. Mărimea tensiunii arcului.
1. Variabilă.
2. Cresterea.
3. Căderea.
1. UONII 13/45, SM-11.
2. ANO-3, ANO-6, MP-3.
3. ANO-7, ANO-8.
1. Porii de gaz.
2. Incluziuni de zgură.
3. Întărirea fisurilor.
1. Crăpăturile craterului
2. Lipsa fuziunii
3. Porii
3. Sudarea cu arc lung.
1. Ar trebui.
1. 220 V.
2. 36 V.
3. Nu mai mare de 12 V.
2. GOST, tipul de conexiune, metoda și metoda de sudare, piciorul cusăturii, lungimea sau pasul, sunt indicate denumiri speciale.
Bilete de examen pentru a testa cunoștințele specialiștilor producție de sudare 1 nivel
BILET 2
ÎNTREBARE 1. Ce poziție a electrodului în timpul sudării duce la creșterea adâncimii de penetrare în timpul RDS?
1. Sudarea „colțului înainte”.
2. Sudarea unghiului din spate.
3. Sudarea cu electrod vertical.
ÎNTREBARE 2. Tensiunea arcului depinde de curent de sudare la utilizarea surselor de alimentare cu caracteristică de cădere.
1. Depinde.
2. Nu depinde.
3. Depinde de valorile mici și mari ale curentului de sudare.
ÎNTREBARE 3. Cărei clase de oțel aparține sârma de sudură Sv-12Kh11NMF, Sv-10Kh17T, Sv-06Kh19N9T?
1. Aliaj scăzut.
2. Aliat.
3. Foarte aliat
ÎNTREBARE 4. Care dintre următorii factori are cea mai mare influență asupra lățimii cusăturii în RDS?
1. Vibrații transversale ale electrodului.
2. Tensiunea arcului.
3. Valoarea curentului de sudare.
ÎNTREBARE 5. De ce unul dintre capetele electrodului este neacoperit?
1. Pentru a asigura alimentarea cu curent la electrod.
2. Pentru a salva acoperire.
3. Pentru a determina marca electrodului.
ÎNTREBARE 6. Care ar trebui să fie tipul și polaritatea curentului la sudarea îmbinărilor din oteluri carbon electrozi acoperiți de bază?
1. Curent alternativ.
2. DC polaritate inversă.
3. Curent continuu de polaritate directă.
ÎNTREBARE 7. Care sunt cerințele pentru o cameră de depozitare consumabile de sudare?
1. Materialele de sudura sunt depozitate intr-o incapere special echipata fara restrictii de temperatura si umiditate.
2. Materialele de sudură sunt depozitate într-o încăpere special echipată la temperatură pozitivă a aerului.
3. Materialele de sudură sunt depozitate într-o cameră special echipată la o temperatură nu mai mică de 15 0С și umiditatea relativă a aerului nu mai mult de 50%.
ÎNTREBARE 8. Pentru sudarea a ce grup de oțeluri se folosesc electrozi de tipurile E50, E50A, E42A, E55?
1. Pentru sudarea oțelurilor structurale cu rezistență crescută și înaltă.
2. Pentru sudarea oțelurilor carbon.
ÎNTREBARE 9. De ce un sudor are nevoie de salopete?
1. Pentru a proteja sudorul de aerosolii nocivi.
2. Pentru a proteja sudorul de șoc electric.
3. Pentru a proteja sudorul de influențele termice, ușoare, mecanice și de altă natură ale procesului de sudare.
ÎNTREBARE 10. Cum se modifică puterea curentului de sudare odată cu creșterea lungimii arcului în sudarea manuală cu arc cu electrozi stick?
1. O creștere a lungimii arcului duce la o scădere a puterii curentului.
2. O creștere a lungimii arcului duce la o creștere a rezistenței curentului de sudare.
3. Curentul de sudare rămâne neschimbat.
ÎNTREBARE 11. Ce reglementează modul de recoacere a electrozilor?
1. Experiența de producție a sudorului.
2. Paşaport tehnic pentru consumabile de sudare.
3. Recomandările autorităților de supraveghere.
ÎNTREBARE 12. Care este scopul calcinării electrozilor?
1. Pentru a îndepărta sulful și fosforul.
2. Pentru a crește rezistența învelișului electrodului.
3. Pentru a îndepărta umezeala de pe stratul electrozilor.
ÎNTREBARE 13. Ce oțeluri sunt oțeluri carbon?
1. Oțel St3sp5, Oțel 10, Oțel 15, Oțel 20L, Oțel 20K, Oțel 22K.
2. 45X25H20.
3. 08X14MF, 1X12V2MF, 25X30N.
ÎNTREBARE 14. Ce înseamnă litera și numărul care o urmează în marcarea oțelurilor și aliajelor?
3. Simbolul elementului de aliere din oțel și procentul acestuia.
ÎNTREBARE 15. Ce oțeluri aparțin grupului de sudate satisfăcător?
1. Cu un conținut de carbon de 0,25-0,35%.
2. Cu conținut de sulf și fosfor de până la 0,05%.
3. Cu conținut de siliciu și mangan de până la 0,5%.
ÎNTREBARE 16. Care dintre următoarele încălcări ale tehnologiei poate duce la porozitatea îmbinărilor?
1. Curățarea proastă a marginilor înainte de sudare de rugină, urme de grăsime.
2. Putere mare curent de sudare.
3. Decalaj mic de îmbinare.
ÎNTREBARE 17. Ce determină într-o măsură mai mare cantitatea de deformare a metalului sudat?
1. De la tendința oțelului la călire.
2. De la încălzire neuniformă.
3. De la marca electrodului care este folosit pentru sudare.
ÎNTREBARE 18. Specificați dimensiunea spațiului dintre marginile sudate ale elementelor de tablă cu o grosime de până la 5 mm în conformitate cu GOST 5264-80?
1. 1 - 2 mm.
2. 3 - 4 mm.
3. 5 - 6 mm.
ÎNTREBARE 19. Ce culoare se recomandă vopsirea pereților și echipamentelor magazinelor de sudură?
1. Roșu, portocaliu.
2. Alb.
3. Culoare gri (oțel) cu finisaj mat.
ÎNTREBARE 20. Precizați simbolurile pentru îmbinările sudate?
1. C - cap la cap, U - unghiular, T - tee, H - suprapunere; litera și numărul care îl urmează sunt simbolul îmbinării sudate.
2. C - cap la cap, U - colț, H - suprapunere, T - sudare în puncte; cifrele de după litere indică metoda și metoda de sudare.
3. C - cap la cap, U - unghiular, T - tee, P - cusătură de tavan; cifrele de după litere indică metodele și amploarea controlului.
BILET 4
ÎNTREBARE 1. Numiți principalele defecte externe ale cusăturii în RDS.
1. Încălcarea dimensiunii și formei cusăturii, subtăieri, arsuri, lasare, fistule, crater nesudat.
2. Încălcarea dimensiunii și formei cusăturii, fisurilor, porilor, incluziunilor de zgură.
3. Arsuri, lasare, fistule, incluziuni de oxid tungsten, non-fuziune.
ÎNTREBARE 2. În ce măsură se modifică unghiul de teșire standard în timpul tăierii în formă de V a elementelor structurii de oțel în conformitate cu GOST 5264-80
1. 23-27 de grade.
2. 25-30 de grade.
3. 60-90 de grade.
ÎNTREBARE 3. Ce literă a alfabetului rus denotă aluminiul și cuprul în marcajul din oțel?
1. Aluminiu - A, cupru - M.
2. Aluminiu - B, cupru - K.
3. Aluminiu - Yu, cupru - D.
ÎNTREBARE 4. Precizați o modalitate de a elimina influența exploziei magnetice
1. O creștere a parametrilor modului de sudare, curățarea mecanică a marginilor de sudat.
2. Schimbarea locației sursei de curent, a unghiului de înclinare a electrodului, înlocuirea curentului continuu cu curent alternativ.
3. Modificarea unghiului de separare a marginilor, reducerea golului din îmbinare.
ÎNTREBARE 5. Care este modul de mers în gol al transformatorului de sudare?
1. Înfășurarea primară a transformatorului este conectată la rețea, iar secundarul este închis de către consumator.
2. Înfășurarea primară a transformatorului este conectată la rețea, iar înfășurarea secundară este deconectată de la consumator.
3. Înfășurarea primară a transformatorului nu este conectată la rețea, iar înfășurarea secundară este închisă de către consumator.
ÎNTREBARE 6. Care dintre următoarele influențează alegerea diametrului electrodului și a curentului de sudare?
1. Marca și grosimea metalului sudat.
2. Temperatura mediului ambiant.
3. Toate cele de mai sus la paragrafele 1,2.
ÎNTREBARE 7. Specificați diviziunea corectă a electrozilor în funcție de tipul de acoperire conform GOST 9466?
1. Acoperiri cu conținut de siliciu, mangan și neutre.
2. Acoperiri de oxidare, reducere și pasivare.
3. Acoperiri acide, bazice, celulozice și rutilice
ÎNTREBARE 8. Pentru sudarea din ce clasă de oțel se folosesc electrozi de tipurile E70, E85, E100, E125, E150?
1. Pentru sudarea otelurilor termorezistente.
3. Pentru sudarea oțelurilor structurale carbon și slab aliate.
ÎNTREBARE 9. Care dintre următoarele este cauza incluziunilor de zgură?
1. Protecție slabă a locului de sudare împotriva vântului la instalație.
2. Urme de umezeală și ulei pe marginile sudate.
3. Calitatea proastă a acoperirii electrodului cu manual sudare cu arc.
ÎNTREBARE 10. Când se observă transferul de metal cu picături mici la sudarea în gaze de protecție?
1. La valori scăzute ale densității curentului de sudare.
2. La valori mari ale densității curentului de sudare.
3. La valori medii ale densității curentului de sudare.
ÎNTREBARE 11. Care dintre următorii factori are cea mai mare influență asupra lățimii cusăturii în RDS?
1. Valoarea curentului de sudare.
2. Vibrații transversale ale electrodului.
3. Tensiunea arcului.
ÎNTREBARE 12. Precizați cerințele pentru modul de încălzire la sudarea oțelurilor perlitice diferite
1. Modul este setat corespunzător celui mai aliat dintre oțelurile de sudat.
2. Se setează modul corespunzător oțelului mai puțin aliat care este sudat.
3. Este setat modul mediu de încălzire.
ÎNTREBARE 13. Indicați modul în care creșterea diametrului electrodului (la un curent constant) la sudarea manuală cu arc afectează stabilitatea spațială a arcului.
1. Creste deoarece ratacirea punctului activ scade.
2. Descrește, pe măsură ce rătăcirea punctului activ de-a lungul secțiunii transversale a capătului electrodului crește.
3. Nu are efect.
ÎNTREBARE 14. Ce caracteristică curent-tensiune ar trebui să aibă sursa de alimentare pentru RDS?
1. Cresterea.
2. Căderea.
3. Oricare.
ÎNTREBARE 15. Precizați cerințele pentru calitatea pregătirii suprafeței marginilor înainte de sudare.
1. Este permisă folosirea metalului în stare de livrare.
2. Suprafețele de îmbinare ale marginilor piesei și zona adiacentă acestora trebuie să fie curate, lipsite de calcar, rugină, ulei, grăsime și murdărie.
3. Suprafețele de îmbinare ale marginilor piesei și zona adiacentă acestora trebuie să fie lipsite de umezeală.
ÎNTREBARE 16. Precizați cum se alege densitatea sticlei de protecție masca de sudura la sudarea cu arc
1. În funcție de metoda de sudare.
2. În funcţie de mărimea curentului de sudare.
3. In functie de acuitatea vizuala a sudorului.
ÎNTREBARE 17. Când apar deformări temporare de sudare?
1. Formată în timpul sudării.
2. Apar după sudare.
3. Apar după răcirea metalului sudat.
ÎNTREBARE 18. Ce defecte pot fi eliminate de un sudor (fără a implica un șef de lucru)?
1. Orice defecte, inclusiv defecte precum lipsa fuziunii și fisurile.
2. Fisuri și non-fuziune între rulouri.
3. Pori de suprafață, incluziuni de zgură, nefuziune interroler, subtăieri.
ÎNTREBARE 19. Care este valoarea minimă a curentului care poate fi fatală pentru o persoană când este expusă la tensiune electrică?
1. Puterea curentului egală cu 1 mA.
2. Puterea curentului egală cu 10 mA.
3. Puterea curentului egală cu 50 mA.
ÎNTREBARE 20. Care linie reprezintă invizibilul sudură pe desen?
1. Miez solid.
2. Punct.
3. AVC - punctat.
BILET 3
ÎNTREBARE 1. Pentru sudare a căror oțeluri sunt destinați electrozi de tip E38, E42, E46, E50.
1. Rezistent la căldură.
2. Carbon structural și aliaj scăzut.
3. Foarte aliat.
ÎNTREBARE 2. Ce înseamnă literele și cifrele din marcaj oțeluri slab aliate si aliaje?
1. Mărcile producătorului.
2. Denumiri ale numărului de topire și ale lotului de metal.
3. Desemnare elemente chimiceși conținutul lor în oțel.
ÎNTREBARE 3. Precizați motivele formării craterului?
1. Se formează un crater la locul degazării în timpul procesului de sudare.
2. Datorită retragerii ascuțite a arcului din bazinul de sudură.
3. Datorită contracției semnificative a metalului în timpul cristalizării.
ÎNTREBARE 4. Tensiunea arcului depinde de lungimea sa la sudarea manuală cu arc?
1. Depinde
2. Nu depinde
3. Depinde de valorile mici și mari ale curentului de sudare
ÎNTREBARE 5. Cine ar trebui să conecteze și să deconecteze sursa de curent de sudare la rețea?
1. Personalul electric al acestei întreprinderi.
2. Sudor care lucrează la această mașină.
3. Un sudor care lucrează la această instalație sub supravegherea unui maistru.
ÎNTREBARE 6. Care ar trebui să fie tipul și polaritatea curentului la îmbinările din oțel carbon care funcționează la cald cu electrozi celulozici?
1. Curent alternativ.
2. Polaritate inversă DC.
3. Curent continuu de polaritate directă.
ÎNTREBARE 7. Ce suprafețe trebuie curățate în pregătirea pentru asamblarea pieselor conductelor de abur și apă?
1. Capetele țevilor trebuie curățate de murdărie și rugină până la un luciu metalic.
2. Marginile și suprafețele exterioare ale pieselor trebuie curățate de murdărie și rugină până la un luciu metalic.
3. Marginile, precum și suprafețele interioare și exterioare ale pieselor adiacente acestora trebuie curățate de murdărie și rugină până la un luciu metalic.
ÎNTREBARE 8. Pentru sudarea la ce clasă de oțel se folosesc electrozi de tipurile E-09M și E-09MH?
1. Pentru sudarea oțelurilor slab aliate rezistente la căldură.
2. Pentru sudarea oțelurilor structurale cu rezistență crescută și înaltă.
3. Pentru sudarea oțelurilor înalt aliate.
ÎNTREBARE 9. Care este scopul acoperirii tijei electrodului?
1. Pentru a stabiliza arcul, aliați metalul de sudură și protejați bazinul de sudură de pătrunderea gazelor din aer și de formarea sudurii.
2. Pentru a proteja tija de umezeală.
3. Pentru a reduce probabilitatea de fisuri atât la rece, cât și la fierbinte în metalul de sudură.
ÎNTREBARE 10. Cum afectează lungimea arcului stabilitatea arderii acestuia?
1. Odată cu creșterea lungimii arcului, stabilitatea arderii scade.
2. Odată cu creșterea lungimii arcului, stabilitatea arderii crește.
3. Nu are efect practic.
ÎNTREBARE 11. Selectați cele mai complete recomandări pentru protejarea punctului de sudură din mediul de instalare?
1. Este necesar să se protejeze locul de sudare de vânt.
2. Este necesar să se asigure protecție sub formă de baldachin de efectele precipitațiilor.
3. Trebuie protejat de vânt, curenți de aer și precipitații.
ÎNTREBARE 12. Ce grosimi de foi pot fi sudate prin sudare manuală cu arc fără muchii tăiate?
1. 16 mm.
2. 8 mm.
3. 4 mm.
ÎNTREBARE 13. Cum afectează creșterea curentului în timpul sudării manuale cu arc dimensiuni geometrice sudură?
1. Adâncimea de pătrundere scade și înălțimea armăturii de sudură crește.
2. Adâncimea de pătrundere și înălțimea armăturii de sudură cresc.
3. Înălțimea armăturii cusăturii scade și adâncimea de penetrare crește.
ÎNTREBARE 14. Cum este inclus un ampermetru într-un circuit electric?
1. În serie la un circuit electric cu un voltmetru.
2. În serie la un circuit electric comun.
3. În paralel cu un circuit electric comun.
ÎNTREBARE 15. De ce un sudor are nevoie de salopete?
1. Pentru a proteja sudorul de influențele termice, ușoare, mecanice și de altă natură în timpul sudării.
2. Pentru a-l proteja de aerosolii dăunători și de strălucirea arcului.
3. Pentru a-l proteja de electrocutare.
ÎNTREBARE 16. Care dintre următoarele afectează cel mai puternic sudabilitatea unui metal?
1. Compoziția chimică a metalului.
2. Proprietățile mecanice ale metalului.
3. Conductivitatea electrică a metalului.
ÎNTREBARE 17. Cum afectează valoarea volumului de metal depus într-o singură trecere valoarea deformațiilor?
1. Crește deformarea permanentă structuri sudate.
2. Reduce deformațiile reziduale ale structurilor sudate.
3. Nu afectează deformațiile reziduale ale structurilor sudate.
ÎNTREBARE 18. În ce moment ar trebui corectate defectele îmbinărilor sudate supuse unui tratament termic ulterior?
1. Înainte de tratamentul termic
2. În acord cu organizația de conducere a științei materialelor.
3. După tratamentul termic.
ÎNTREBARE 19. Cetăţenii de la ce vârstă li se poate permite să performeze lucrari de sudare?
1. 18 ani.
2. 16 ani.
3. 20 de ani.
ÎNTREBARE 20. Care linie descrie în mod convențional o sudură vizibilă în desen?
1. Miez solid.
2. Punct.
3. AVC - punctat.
johnhess
Johnhess
- Oraș: Nyagan
Bilete de examen pentru a testa cunoștințele specialiștilor în sudură Nivelul 1
- file:///C:\DOCUME~1\6F1E~1\LOCALS~1\Temp\msohtmlclip1\01\clip_image001.gif
ÎNTREBARE 1. Ce semne reflectă cel mai corect esența manualului sudare cu arc electrozi pe bucată (RDS)?
1. Topirea unei tije metalice de lungime limitata si a metalului de baza se realizeaza printr-un arc electric cu protectia metalelor topite de efectele atmosferei.
2. Protecția arcului și a bazinului de sudură cu gaz împotriva topirii acoperirii electrodului.
3. Topirea metalului de bază prin expunere termică arc electric, acoperire cu tijă și electrod.
", "
ÎNTREBARE 2. Ce grup de oțeluri include clasele de sârmă de sudură Sv-08A, Sv-08AA, Sv-08GA, Sv-10GA?
1. Cu conținut scăzut de carbon.
2. Aliat.
3. Foarte aliat.
ÎNTREBARE 3. Indicați ce efect are creșterea curentului în sudarea manuală cu arc asupra dimensiunilor geometrice ale sudurii?
1. Mărește adâncimea de penetrare și înălțimea armăturii cusăturii.
2. Adâncimea de penetrare crește, iar înălțimea armăturii de sudură scade.
3. Adâncimea de pătrundere scade și înălțimea armăturii de sudură crește.
ÎNTREBARE 4. Care este cea mai corectă definiție a arcului de sudare?
1. Descărcarea arcului electric în punctul întreruperii circuitului.
2. Descărcarea arcului electric în spațiul interelectrodului într-un amestec parțial ionizat de vapori de metal, gaz, componente ale electrozilor, acoperiri, fluxuri.
3. Descărcarea arcului electric într-un amestec de atomi și molecule de aer.
ÎNTREBARE 5. Ce parametri de mod determină puterea arcului de sudare?
1. Rezistenta circuitului electric.
2. Mărimea tensiunii arcului.
3. Valoarea curentului de sudare și a tensiunii arcului.
ÎNTREBARE 6. Care ar trebui să fie valoarea curentă pentru sudarea cu arc poziție deasupra capului comparativ cu cantitatea de curent la sudarea în poziția inferioară?
1. Valoarea curentă la sudarea în poziție deasupra capului ar trebui să fie mai mică decât la sudarea în poziție în jos.
2. Valoarea curentă la sudarea în poziție deasupra capului trebuie să fie mai mare decât la sudarea în poziție în jos.
3. Mărimea curentului nu depinde de poziția sudării în spațiu.
ÎNTREBARE 7. Care sunt cerințele pentru consumabilele de sudură în timpul inspecției de intrare?
1. Disponibilitatea unui certificat: completitatea și corectitudinea datelor prezentate în acesta, prezența etichetelor pe fiecare loc de ambalare cu control al datelor prezentate în acestea, starea materialelor și a ambalajului.
2. Disponibilitatea unui certificat: completitatea și corectitudinea datelor furnizate în acesta.
3. Cerințele de control sunt stabilite în fiecare caz în parte, în funcție de cerințele Clientului.
ÎNTREBARE 8. Pentru ce clasă de oțel se folosesc electrozii de tip E38, E42, E42A, E46, E46A pentru sudare?
1. Pentru sudarea oțelurilor slab aliate rezistente la căldură.
2. Pentru sudarea oțelurilor carbon.
3. Pentru sudarea oțelurilor de calitate austenitică.
ÎNTREBARE 9. Precizați scopul acoperirii electrodului
1. Simplifica aprinderea arcului, crește raportul de topire a metalului tijei electrodului și adâncimea de penetrare.
2. Protejează metalul tijei electrodului de oxidare, îmbunătățește condițiile sanitare și igienice de lucru ale sudorului.
3. Crește stabilitatea arcului, formează o protecție combinată cu gaz și zgură a metalului electrodului topit și a bazinului de sudură, aliează și rafinează metalul de sudură și îmbunătățește formarea acestuia.
ÎNTREBARE 10. Ce tip de curent și polaritate sunt recomandate pentru sudarea manuală cu arc a structurilor din oțel moale cu electrozi de bază?
1. Variabilă.
2. Polaritate inversă DC.
3. Curent continuu de polaritate directă.
ÎNTREBARE 11. Ce se înțelege prin suflarea arcului magnetic?
1. Abaterea arcului de la axa sudurii sub acțiune camp magnetic sau expunerea la mase feromagnetice mari.
2. Întreruperea periodică a arcului.
3. Oscilațiile unei picături de metal electrod în timpul sudării cu arc lung.
ÎNTREBARE 12. Care este caracteristica curent-tensiune a unei surse de putere de sudare pentru sudarea manuală cu arc?
1. Rigid sau scufundat ușor.
2. Cresterea.
3. Căderea.
ÎNTREBARE 13. Ce mărci de electrozi au un strat de rutil?
1. UONII 13/45, SM-11.
2. ANO-3, ANO-6, MP-3.
3. ANO-7, ANO-8.
ÎNTREBARE 14. Ce defecte se formează la sudarea cu un arc lung cu electrozi cu un strat de bază?
1. Porii de gaz.
2. Incluziuni de zgură.
3. Întărirea fisurilor.
ÎNTREBARE 15. Ce defect se poate forma în principal atunci când electrodul este îndepărtat rapid din piese?
1. Crăpăturile craterului
2. Lipsa fuziunii
3. Porii
ÎNTREBARE 16. Indicați cea mai corectă definiție a conceptului de sudabilitate?
1. Proprietatea tehnologică a metalelor sau a combinațiilor lor de a forma îmbinări în timpul sudării care asigură rezistență și ductilitate la nivelul materialelor de bază.
2. Proprietatea metalurgică a metalelor, care face posibilă obținerea unei îmbinări sudate cu granule comune în zona afectată de căldură și sudura turnată.
3. Proprietatea tehnologică a metalelor sau a combinațiilor lor de a forma îmbinări în timpul sudării care îndeplinesc cerințele de proiectare și funcționare pentru acestea.
ÎNTREBARE 17. Ce poate contribui la formarea arderii în timpul sudării?
1. Cantitate mică de tocire a marginilor pieselor cu o canelură în formă de V.
2. Absența unui gol în îmbinarea asamblată pentru sudare.
3. Sudarea cu arc lung.
ÎNTREBARE 18. Pe baza rezultatelor inspecției vizuale, indicați dacă este necesară îndepărtarea adezivelor care prezintă defecte externe inacceptabile (fisuri, pori externi etc.)?
1. Ar trebui.
2. Nu ar trebui făcută dacă adeziv este complet copt în timpul sudării.
3. Ar trebui să fie îndepărtat numai dacă se găsește o fisură în adeziv.
ÎNTREBARE 19. Care ar trebui să fie tensiunea lămpilor când se efectuează lucrări în interiorul vasului?
1. 220 V.
2. 36 V.
3. Nu mai mare de 12 V.
ÎNTREBARE 20. Cum este indicată îmbinarea sudată pe desen?
1. Sunt indicate tipul de conexiune, metoda de asamblare si metoda de sudare, metodele de control.
2. GOST, tipul de conexiune, metoda și metoda de sudare, piciorul cusăturii, lungimea sau pasul, sunt indicate denumiri speciale.
johnhess
Johnhess
- Oraș: Nyagan
Bilete de examen pentru a testa cunoștințele specialiștilor în sudură Nivelul 1
BILET 5
ÎNTREBARE 1. Ce este sudarea cu electrozi consumabili?
1. Arcul arde între piesa de sudat și electrodul consumabil sau firul electrodului.
2. Bazinul de sudură este protejat de gaz și zgură, care se formează în timpul topirii materialelor de bază și de sudură.
3. Electrodul este topit de căldura arcului sau a flăcării de gaz.
ÎNTREBARE 2. Ce literă a alfabetului rus denotă wolfram și vanadiu în marcajul din oțel?
1. Tungsten - G, vanadiu - V.
2. Tungsten - B, vanadiu - F.
3. Tungsten - K, vanadiu - B.
ÎNTREBARE 3. Ce mărci de electrozi au un strat de rutil?
1. UONII 13/45, SM-11.
2. ANO-3, ANO-6, MP-3.
3. ANO-7, ANO-8.
ÎNTREBARE 4. Care este tensiunea totală a mai multor surse EMF identice conectate în serie?
1. Tensiunea uneia dintre sursele EMF conectate.
2. Coeficientul din împărțirea produselor tensiunilor surselor EMF conectate la suma tensiunilor acestora.
3. Suma algebrică a tensiunilor surselor EMF.
ÎNTREBARE 5. Ce frecvență de curent alternativ este produs de centralele electrice din Rusia?
1. Curent alternativ cu o frecvență de 100 Hz.
2. Curent alternativ cu o frecvență de 60 Hz.
3. Curentul alternativ cu o frecvență de 50 Hz.
ÎNTREBARE 6. Specificați dimensiunea spațiului dintre marginile sudate ale elementelor cu grosimea de până la 5 mm în conformitate cu GOST 5264-80?
1. 1-2 mm.
2. 3-4 mm.
3. 5-6 mm.
ÎNTREBARE 7. Pentru ce grup de oțeluri se folosesc electrozii de tip E38, E42, E42A, E46, E46A pentru sudare?
1. Pentru sudarea oțelurilor slab aliate rezistente la căldură.
2. Pentru sudarea oțelurilor de structură carbon.
3. Pentru sudarea oțelurilor de structură slab aliate.
ÎNTREBARE 8. Ce înseamnă litera „E” și numerele care o urmează în marcarea electrozilor?
1. Marca electrodului și numărul de dezvoltare.
2. Producător și număr de acoperire.
3. Tipul de electrod și rezistența la rupere garantată a metalului depus de aceștia în kgf/mm2.
ÎNTREBARE 9. Tipul și polaritatea curentului afectează gradul de penetrare în timpul RDS?
1. Afectează ușor.
2. Nu afectează.
3. Afectează semnificativ.
ÎNTREBARE 10. Cum afectează lungimea arcului lățimea cusăturii?
1. Nu afectează.
2. Odată cu creșterea lungimii arcului, lățimea cusăturii scade.
3. Odată cu creșterea lungimii arcului, lățimea cusăturii crește.
ÎNTREBARE 11. În ce condiții se recomandă depozitarea electrozilor?
1. Într-o cameră uscată încălzită la o temperatură nu mai mică de +15 și umiditatea aerului nu mai mult de 50%.
2. Într-un depozit la o temperatură peste 00C.
3. În cutii, ambalate.
ÎNTREBARE 12. Ce defecte pot fi la sudare dacă tocirea marginilor depășește valoarea recomandată?
1. Poate exista o lipsă de pătrundere a rădăcinii cusăturii.
2. Pot apărea fisuri la rece.
3. Poate apărea porozitate.
ÎNTREBARE 13. Care este scopul surselor de putere pentru arcul de sudare pentru sudarea manuală cu arc au o tensiune în circuit deschis mai mare decât tensiunea arcului de sudare?
1. Pentru a crește adâncimea de penetrare la începutul cusăturii.
2. Pentru a îmbunătăți excitația arcului.
3. Pentru a reduce stropii de metal.
ÎNTREBARE 14. Ce oțeluri carbon și slab aliate ar trebui preîncălzite în timpul sudării?
1. Cu un conținut echivalent de carbon mai mare de 0,5%.
2. Cu un conținut de sulf și fosfor de peste 0,05% fiecare.
3. Cu conținut de siliciu și mangan de până la 0,5 ... 1,5% fiecare.
ÎNTREBARE 15. Ce metode de tăiere sunt recomandate pentru pregătirea pieselor din oțeluri austenitice?
1. Oxigen.
2. Oxigen-flux, plasmă-arc, mecanic.
3. Aer-arc
ÎNTREBARE 16. Ce este inclus în conceptul de sudabilitate metalurgică a metalelor?
1. Efect asupra sudabilității compoziție chimică metal și absența defectelor ca urmare a interacțiunii chimice a elementelor din bazinul de sudură și metalul de sudură în cristalizare.
2. Influența asupra sudabilității metodei de sudare și posibilitatea apariției defectelor ca urmare a expunerii la ciclul termic asupra bazinului de sudură și cristalizarea metalului de sudare.
3. Influența asupra sudabilității volumului bazinului de sudură și a metalului de sudură cristalizat.
ÎNTREBARE 17. Ce deformații de sudură se numesc reziduale?
1. Deformatii care apar in timpul sudarii.
2. Deformatii aparute la finalul sudarii.
3. Deformatii formate sub actiunea sarcinilor operationale.
ÎNTREBARE 18. Sunt permise fisurile suduri când sudăm oțeluri slab aliate?
1. Se admit dacă lungimea lor nu depășește grosimea metalului de sudură.
2. Este permis dacă capetele fisurii după sudare sunt sudate prin sudare cu gaz.
3. Nu este permis.
ÎNTREBARE 19. Ce fel de curent este mai periculos atunci când o persoană este lovită de curenți electrici la o tensiune de 220V?
1. Curent alternativ 50 Hz.
2. Curent continuu.
3. Curent de înaltă frecvență.
ÎNTREBARE 20. Cu ce echipament personal ar trebui să fie prevăzut un sudor atunci când execută sudarea tavanului?
1. Centura de siguranta.
2. Beretă și mănuși.
3. Brațuri, cască și pelerine.
Vasili4
Vasili4
Ah, cheia apartamentului, unde sunt banii?Fiecare centru de atestare are propriile bilete de examen, respectiv, acestea sunt diferite pentru fiecare atestare, asa ca daca vrei ajutor scrie numarul centrului la care faci certificare.
Vedenej
Vedenej
- Oraș: Blagoveshchensk (regiunea Amur)
Salutare tuturor!
Voi deschide următoarele puncte: NGDO 1.3 (ținând cont de cerințele STO Gazprom 2-2.2.136-2007), 4.5 și SK 1.3. Spune-mi cine știe ce nomenclatură poți citi pentru a depăși teoria la un moment dat (cu practică, norma, deși nu voi refuza sfatul).
Mai sunt câteva săptămâni înainte de a studia, există un loc și un fier cu care mă voi antrena: țeavă f250, h8 (tăieri din obiect). A lucrat cu chernukha, în principal rețeaua de încălzire, ocazional în interior. A făcut drbrotno: curățare, margini, tocire; dar golurile nu au revenit întotdeauna la normal, uneori MP trebuia încărcat și cu o marjă pentru a sculpta rădăcina.
Mulțumesc anticipat.
argonaut
argonaut
- Oraș: Regiunea Tver
De câte ori să spun că aceasta este o altă rechiziție. De exemplu, o persoană a absolvit un liceu (acum chiar preda argon) Apoi vine la stagiul meu. nu a plătit niciodată taxă de școlarizare. Aici, la un maestru, poate un fost instalator a fost prins. Sfatul a fost să înfășurați cablul pe mână. De ce este necesar acest lucru. cusătura este deteriorată. Doar cine avea să învețe pe cine. Dacă, de exemplu, ABN este numit șef al NAKS. Toți sudorii din țară ar fi de acord cu acest lucru.
Bilete de examen
după subiect
„Tehnologia sudării manuale cu arc electric și gaz”.
Profesie: „Sudor electric pe gaz”
Perioada de probă: 6 luni.
Dezvoltat de profesor:
Melikhova G.N.
Mihailovka
2015
1.1 Bilete de examen
disciplina: „Tehnologia sudării manuale cu arc electric și gaz”.
Specialitate: sudor electric pe gaz.
Biletul 1.
1. Clasificarea tipurilor de sudare.
2. Tipuri și dispozitiv de pistolet cu gaz de sudare.
3. Cerințe generale masuri de siguranta pentru sudare.
Biletul 2.
1. Clasificare îmbinări de sudură
2. Dispunerea buteliilor pentru gaze lichefiate (oxigen)
3. Cerințe de siguranță înainte de a începe sudarea.
Biletul 3.
Transformatoare de sudare, dispozitiv și principiu de funcționare.
2. Dispozitive cu cilindru pentru gaze dizolvate (acetilena).
3. Cerințe de siguranță în timpul sudării.
Biletul 4 .
1. Redresoare de sudare, dispozitiv și principiu de funcționare
2. Materiale pentru sudarea cu gaz: gaze combustibile, sârmă de umplere, fluxuri.
3. Cerințe de siguranță la sfârșitul sudării.
Biletul 5.
1. Materiale de bază și de umplutură pentru sudarea metalelor din oțel.
2. Generator de acetilenă, dispozitiv, tipuri.
3. Cerințe de siguranță pentru sudarea de urgență.
Biletul 6.
1. Cerințe pentru electrozi. Clasificarea electrozilor.
2. Structura și tipurile de flacără de gaz.
3. Cerințe pentru salopete și echipament individual de protecție pentru un sudor electric.
Biletul 7.
1. Cerințe pentru sursele de energie ale arcului de sudare.
2. Metode și moduri de sudare a țevilor (conducte ).
3. Reguli depozitarea buteliilor în timpul sudării cu gaz.
Biletul 8.
1. Arcul de sudare, proprietățile sale, metodele de aprindere a arcului.
2. Metode de realizare a sudării cu gaz.
3. Măsuri Siguranța privind incendiileîn timpul sudării
Biletul 9.
1. Metode de control al cusăturilor sudate.
2. Reguli de selecție fire de sudura, conectarea acestora la sursa de alimentare, la suportul electric și la produs.
3. Cerințe de bază de siguranță pentru sudarea și tăierea cu gaz.
Biletul 10.
1. Convertizoare de sudare, dispozitiv și principiu de funcționare.
2. Tehnica cusături de sudură„la trecere”, „cascada” și „tobogan”.
3. Calificarea caracteristică unui sudor electric și pe gaz: ce ar trebui să știe, ce ar trebui să poată face.
Biletul 11.
1. Zonele principale ale arcului de sudare.
2. Dispozitivul și principiul de funcționare a blocului de apă de joasă presiune.
3. Tipuri de manșoane de gaz (furtunuri), cerințe pentru depozitarea acestora.
Biletul 12
1. Influența lipirii, asamblarii și pregătirii marginilor sudate asupra calității sudurii.
2. Echipamente stâlp de sudură la sudarea cu gaz.
3. Cerinte pentru protectia muncii in atelierele de sudura.
Biletul 13
1. Clasificarea sudurilor.
2. Carbură de calciu și oxigen.
3. Cerințe generale de siguranță pentru lucrari de sudare electrica Oh.
Biletul 14
1. Tehnica de mișcare a electrozilor în timpul sudării.
2. Selectarea modurilor de sudare
3. Cerințe generale de siguranță pentru lucrari de sudare cu gaz Oh.
Biletul 15
1. Tehnica sudăriiîn poziție în jos, poziție verticală și orizontală.
2. Particularități ale sudării țevilor cu îmbinări rotative și fixe.
3. Tipuri de briefing de siguranță, scopul desfășurării acestora.
Biletul 16
1. Electrozii, structura și denumirea lor..
2. Defecte ale cusăturilor de sudură, cauzele acestora.
3. Cerințe generale de siguranță pentru sudarea la înălțime.
Biletul 17
1. Acoperiri pentru electrozi de sudare, scop și tipuri.
2. Avantajele și dezavantajele sudării cu gaz.
3. Pământ protector la sudare, tipuri și scop.
Biletul 18
1. Conceptul de sudabilitate a metalului. Clasificarea metalelor după sudabilitate.
2. Cutii de viteze de sudare (numire, clasificare, dispozitiv, principiu de funcționare, măsuri de siguranță în timpul funcționării)
3. Primul ajutor pentru victimele șocului electric.
Biletul 19
1. Sârmă de sudură (numire, cerințe, compoziție chimică, marcare).
2. Porti de siguranta (numire, clasificare, dispozitiv).
3. Reguli de depozitare, transport, exploatare a buteliilor de gaz.
Biletul 20
1. Tensiuni și deformații în timpul sudării (concepte, tipuri, clasificare, cauze ale apariției lor, metode de luptă)
2. Gaze protectoare (numire, clasificare, proprietăți).
3. Întreținerea transformatoarelor de sudare.
Biletul 21
1. Tehnologia de suprafață și sudare a sudurilor de filet.
2. Caracteristici și moduri de sudare a diferitelor metale.
3. Schema de producere a acetilenei.
Criterii și norme de activități de evaluare pentru examenul teoretic oral.
Criteriile de evaluare a activităţilor educaţionale ale elevilor se bazează pe obiectivitate şi abordare unificată. Cu o evaluare în 5 puncte se stabilesc criterii didactice generale pentru toți.
Nota examenului oral:
Evaluat cu „5” plasat dacă studentul:
1) a răspuns la toate întrebările fără erori și neajunsuri;
2) nu a făcut mai mult de un defect.
Evaluat cu „4”
este setat dacă studentul a răspuns complet, dar permis în el:
1) nu mai mult de o eroare minoră și un defect;
2) sau nu mai mult de două neajunsuri.
Clasa "3"
se pune dacă studentul a răspuns corect la cel puțin două întrebări sau a permis:
1) nu mai mult de două erori grave;
2) sau nu mai mult de o eroare brută și una nebrută și un defect;
3) sau nu mai mult de două sau trei erori minore;
Clasa „2” plasat dacă studentul:
1) a făcut o serie de erori și neajunsuri depășind norma, la care se poate seta nota „3”;
2) sau dacă ați răspuns greșit la două întrebări.
Notă.
1) Profesorul are dreptul să acorde elevului o notă mai mare decât cea prevăzută de norme, dacă elevul a răspuns la întrebări într-un mod original..
1.2 Lista practicilor de absolvire lucrări de calificare pentru calificarea sudor electric și gaz categoria 2-3:
1. Sudarea plăcilor cu flanșare de margine prin sudare cu gaz.
2. Suprafața dură cu electrod acoperit.
3. Implementarea suprafețelor multistrat pe suprafețe de frecare cu electrozi acoperiți.
4. Efectuarea sudării cu gaz a oțelului profilat.
5. Sudarea structurii de susținere a clădirii (pardoseală) prin sudare manuală cu arc.
6. Sudarea structurii conductei prin sudare cu gaz.
7. Sudarea structurilor grinzilor din oțel profilat prin sudare cu gaz.
8. Sudarea tablă conexiune suprapusă.
9. Efectuarea de patch-uri, la reparare structuri metalice sudare manuală cu arc.
10. Sudarea de lipsă de topire, la repararea structurilor metalice prin sudare cu gaz.
11. Sudarea țevilor cu pereți subțiri (folosind eșarfe) prin sudare manuală cu arc.
12. Sudarea îmbinărilor prin suprapunere prin sudare cu gaz.
13. Sudarea orificiilor de diametru mic prin sudare cu gaz.
14. Sudarea structurii zăbrelei prin sudare manuală cu arc.
15. Suprafaţa pe suprafeţe cilindrice prin sudare cu gaz.
16. Tehnologia suprafeței multistrat pe unealta de tăiere cu electrozi acoperiți.
17. Tehnologia sudării țevilor cu vizor prin sudare manuală cu arc.
18. Tehnologia sudarii tevilor cu tura D=250mm prin sudare manuala cu arc.
19. Tehnologia sudării cutiei prin sudare manuală cu arc.
20. Tehnologie sudura fixa tevi D = 250mm prin sudare manuala cu arc.
Criterii de evaluare a lucrărilor de calificare practică de absolvire:
Nota „5” (excelent) - persoana certificată cunoaște cu încredere și acuratețe metodele de lucru ale unei sarcini practice, respectă cerințele privind calitatea muncii efectuate, folosește cu pricepere echipamentele, uneltele, organizează rațional la locul de muncă, respectă cerințele de securitate a muncii;
Nota „4” (bun) - deține metodele de lucru ale unei sarcini practice, dar sunt posibile unele erori minore, corectate de persoana atestată, organizează corect locul de muncă, respectă cerințele de securitate a muncii;
Gradul „3” (satisfăcător) - se acordă cu cunoștințe insuficiente despre metodele de lucru ale unei sarcini practice, prezența erorilor corectate cu ajutorul unui maistru, erori individuale minore în organizarea locului de muncă și respectarea cerințelor de siguranță a muncii ;
Inginerul șef al organizației
_______________ (NUMELE COMPLET.)
"___" ______________ 20__
BILETE
pentru a testa cunoștințele sudorilor electrici și pe gaz.
BILETUL #1
- Buteliile de gaz lichefiat, scopul, dispozitivul și tipurile acestora.
- Procedura de admitere în muncă a lucrătorilor care deservesc echipamente pentru prelucrarea metalelor cu flacără gazoasă.
- Echipament pentru locul de muncă al unui sudor electric și pe gaz.
BILETUL #2
- Principalele proprietăți ale propan-butan lichefiat.
- Scopul, dispunerea generală și principiul de funcționare a unui regulator de presiune a gazului din butelie de tip RDG.
- Surse de energie cu arc de sudare, sârmă de sudare, electrozi de sudare cu arc.
- Cerințe pentru spațiile de depozitare a buteliilor cu gaze combustibile.
- Ce măsuri de siguranță trebuie respectate în timpul operațiunilor de încărcare și descărcare și depozitare a buteliilor.
____________________________________________________________________________
BILETUL #3
- Siguranta electrica.
- Colorarea cilindrilor și inscripțiile pe acestea.
- Ce măsuri de siguranță trebuie respectate în timpul operațiunilor de încărcare și descărcare și depozitare a buteliilor.
- Acțiuni ale lucrătorului în caz de izbucniri sau flăcări inverse.
- Ce măsuri de siguranță trebuie respectate la transportul buteliilor de gaz lichefiat cu mașina.
____________________________________________________________________________
BILETUL #4
- Echipament individual de protecție la efectuarea sudării electrice și cu gaz.
- Ce trebuie făcut dacă, în timpul funcționării, este detectată o defecțiune în cilindru sau în supapa de închidere a acestuia.
- Depozitarea buteliilor de gaz lichefiat pe teritoriul întreprinderii.
- Unde este interzisă efectuarea lucrărilor de tratare cu flacără a metalelor și a altor materiale folosind gaz lichefiat.
____________________________________________________________________________
BILETUL #5
- Ce măsuri de siguranță trebuie respectate la amplasarea în atelier a instalațiilor cu gaz lichefiat pentru prelucrarea metalelor cu flacără de gaz.
- Reguli de manipulare a buteliilor pentru gaze comprimate și lichefiate.
- Arzatoare stabile. Fenomenele de alunecare si separare a flacarii de arzatoare, cauzele acestora si metode de prevenire.
- Amenajare si echipare stalpi mobili pentru prelucrarea metalelor cu flacara gazoasa.
- Cerințe pentru cauciuc-țesătură, ordinea conexiunii lor.
BILETUL #6
- Amenajarea generală și echiparea stâlpilor staționari pentru prelucrarea metalelor cu flacără gaz, pentru sudare electrică.
- Ce măsuri de siguranță trebuie respectate atunci când lucrați cu butelii de gaz lichefiat direct în cameră.
- Principalele proprietăți ale gazului lichefiat - propan-butan.
- Materiale de umplutură utilizate în tratarea cu flacără, cerințele pentru acestea.
- La câte torțe sau tăietoare pot fi atașate munca manuala la o butelie și care este presiunea maximă de gaz în conducta de gaz admisă la postul de lucru.
BILETUL #7
- Numirea unei torțe pentru sudarea cu gaz.
- Acolo unde este interzisă instalarea buteliilor de gaz lichefiat.
- Cerințe pentru pliurile de depozitare a buteliilor de gaz lichefiat.
- Cerințe pentru manșoane (furtunuri) utilizate în tratarea cu flacără.
- Ce cerințe de siguranță trebuie respectate la amplasarea buteliilor de gaz lichefiat în spații industriale, clădiri publice la unități de utilități publice.
____________________________________________________________________________
BILETUL #8
- Cerințe de siguranță la efectuarea sudării electrice.
- Procedura de înlocuire a buteliilor de gaz lichefiat direct în timpul funcționării stâlpului sau instalației.
- Cauzele accidentelor și accidentelor în exploatarea echipamentelor de tratare a flăcării.
- Măsuri de siguranță la sudarea, suprafața și tăierea metalului.
- Cele mai caracteristice cauze ale accidentelor și accidentelor în exploatarea echipamentelor de tratare cu flacără a metalelor și măsuri de prevenire a acestora.
_____________________________________________________________________________
BILETUL #9
- Intoxicația cu gaze, semnele sale și măsurile de prim ajutor.
- Principiul de funcționare al cutiei de viteze.
- Cauzele exploziilor baloanelor.
- Cerințe pentru cărucioarele care transportă cilindri.
- Efectuarea lucrarilor de sudare cu gaz in afara locurilor de munca permanenta.
_____________________________________________________________________________
BILETUL #10
- Primul ajutor pentru arsuri, intoxicații cu gaze, șoc electric.
- Cine are voie să execute sudare cu gaz folosind propan.
- Temperatura maximă admisă a unei butelii de GPL.
- La ce distanță de butelii cu oxigen și gaze combustibile se poate lucra taiere cu flacără, sudare.
- Numiți cauzele incendiilor și măsurile pentru a le evita.
_____________________________________________________________________________
COMPILAT DE: ______________ (nume complet)
BILETE DE EXAMEN
de profesie "Sudor electric categoria 3-4"
Sudori electrice categoria 3-4.
BILETUL #1.
1. Clasificarea proceselor de sudare prin topire.
2. Proprietăţile fizice, chimice şi tehnologice de bază ale metalelor.
4. Tehnologia sudării oțelurilor cu conținut scăzut de carbon. Materiale de sudare. Selectarea modurilor de sudare. Caracteristici ale cusăturilor de sudură cu caneluri simetrice.
5. Cerințe de bază pentru personalul autorizat să efectueze lucrări de sudare electrică.
6. O sarcină.
BILETUL #2.
1. Esența procesului de sudare prin fuziune.
2. Clasificarea otelurilor dupa: compozitie chimica, scop, continut de carbon si elemente de aliere.
3. Actiune termica curent electric.
4. Tehnologia de sudare pentru oțeluri silicon-mangan cu o grosime mai mare de 30 mm. Materiale de sudare. Restul termic al îmbinărilor sudate. Desemnarea sudurii pe desene.
5. Cerințe de siguranță pentru echipamentele care constituie sursă de curent electric pentru sudare.
6. O sarcină.
BILETUL #3.
1. Arc de sudare, caracteristicile sale.
2. Clasificarea otelurilor dupa sudabilitate.
3. Scurtcircuit. Curent alternativ.
4. Tehnologia sudării oțeluri cu conținut ridicat de carbon. Materiale de sudare. Esența tratamentului termic este „vacanța”. Desemnarea pe desenele îmbinărilor sudate realizate de-a lungul unui contur închis și cusături realizate într-un model de șah.
5. Cerințe de siguranță pentru organizarea locurilor de muncă permanente pentru sudarea electrică.
6. O sarcină. Determinați consumul de electrozi marca UONII 13/55 pentru sudarea unei suduri cu o singură trecere cu secțiunea transversală de 0,6 cm3, lungimea de 10,5 m, dacă g = 7,8 g/cm3 (densitatea metalului depus) coeficientul luând în considerare luați în considerare consumul de electrozi - k \u003d 1.6.
BILETUL #4.
1. Condiții pentru un proces stabil de ardere cu arc.
2. Carbon oteluri de structura calitate obișnuită și oțeluri de înaltă calitate. Desemnare.
3. Instrumente de măsurare pentru măsurarea: curent, tensiune, rezistență, putere.
4. Tehnologia sudării oțelurilor austenitice înalt aliate. material pentru sudare. Esența tratamentului termic este „călirea”.Descifrați denumirea sudurii
Metode de control al calității pentru îmbinările sudate.
5. Specificați lungimea circuitului primar dintre sursa de alimentare și aparatul mobil de sudură. Ce poate și nu poate fi folosit ca fir de retur?
6. O sarcină. Determinați prin formula puterea curentului de sudare pentru electrozii f 4 mm grad UONII 13/55 la sudarea în pozitie verticala, dacă: k - coeficientul este egal cu 30-45 A/mm2.
BILETUL #5.
1. Tipul de curent folosit pentru alimentarea arcului de sudare. Polaritatea curentului atunci când arcul este alimentat cu curent continuu.
2. Oteluri aliate, clasificarea lor in functie de continutul elementelor de aliere.
3. Surse de energie ale arcului de sudare, cerințe pentru acestea.
4. Tehnologia sudării oțelurilor cu două straturi. material pentru sudare. Tipuri de caneluri pentru pregătirea muchiilor pentru sudare. Esența metodei ultrasonice de control al calității sudurilor.
5. Măsuri de siguranță la efectuarea lucrărilor de sudare în interiorul containerelor închise, gropilor.
6. O sarcină. Determinați masa metalului depus a 1 m dintr-o sudură cu o singură trecere cu secțiunea transversală de 0,6 cm2, dacă g = 7,8 g/cm3 (densitatea metalului depus).
BILETUL #6.
1. Efectul câmpului magnetic și al maselor feromagnetice asupra arcului de sudare.
2. Definiție proprietăți mecanice metale si aliaje.
3. Transformatoare de sudura, redresoare de sudura. Dispozitiv. Modalități de reglare a curentului de sudare.
4. Tehnologie de sudare pentru oțel rezistent la căldură grad 12XM. material pentru sudare. Esența tratamentului termic este „recoacerea”. GOST pentru sudarea țevilor. Procedura de sudare a grinzilor I. Defecte la îmbinările sudate.
5. Măsuri de siguranță la efectuarea sudării electrice în încăperi cu pericol de incendiu.
6. O sarcină.
BILETUL #7.
1. Mecanismul de formare a fisurilor reci și calde.
2. Materiale de sudare utilizate pentru sudare.
3. Caracteristicile exterioare ale surselor de putere cu arcul de sudare.
4. Tehnologia sudării oțelurilor crom-silicio-mangan 20KhGSA; 30HGSA. Care este diferența dintre simbolul de sudare de pe desen? :
Cum sunt sudate cusăturile de diferite lungimi și grosimi?
5. Alegerea filtrelor de lumină, clasificarea acestora.
6. O sarcină. Determinați prin formula puterea curentului de sudare pentru electrozii f 4 mm grad UONII 13/55 la sudarea în poziție verticală, dacă: k - coeficientul este de 30-45 A / mm2.
BILETUL #8.
1. Influența impurităților nocive și a elementelor de aliere asupra sudabilității oțelurilor.
2. Reguli de depozitare și eliberare a materialelor de sudură pentru producție.
3. Ce caracteristică externă a sursei de alimentare este cea mai potrivită pentru sudarea manuală cu arc?
4. Tehnologia sudării oțelurilor cu carbon mediu. material pentru sudare. Moduri de sudare în funcție de diametrul electrodului, calitatea oțelului, grosime, poziție spațială. Esența tratamentului termic este „Normalizarea”. Procedura de reparare a fisurilor la suduri.
5. Tipuri de echipamente individuale de protectie pentru sudori electrici, utilizate in functie de conditiile specifice de lucru.
6. O sarcină. Determinați masa metalului depus a 1 m dintr-o sudură cu o singură trecere cu secțiunea transversală de 0,6 cm2, dacă g = 7,8 g/cm3 (densitatea metalului depus).
BILETUL #9.
1. Creștere cu arc de aer a metalelor, domeniul de aplicare.
2. Descifrați materialele de sudură conform instrucțiunilor comisiei de examinare: 3sv08G2S; 2sv08A; 4sv10Kh16N25AM6 și alții.
3. În legătură cu ce este limitată tensiunea de circuit deschis și curentul de scurtcircuit al sursei de alimentare?
4. Preîncălzire înainte de sudare, programare. Motive pentru formarea de fisuri reci și fierbinți în metalul îmbinării sudate. Caracteristici ale tehnologiei de sudare a oțelurilor martensitice cu conținut ridicat de crom în oțel de până la 12-13%. Măsuri de combatere a tensiunilor și deformațiilor în timpul sudării.
5. Efectul curentului electric asupra corpului uman, principalele măsuri de protecție împotriva daunelor.
6. O sarcină. Determinați consumul de electrozi marca UONII 13/55 pentru sudarea unei suduri cu o singură trecere cu secțiunea transversală de 0,6 cm3, lungimea de 10,5 m, dacă g = 7,8 g/cm3 "densitatea metalului depus" coeficientul ținând cont luați în considerare consumul de electrozi - k \u003d 1.6.
BILETUL #10.
1. Factori de care depinde productivitatea procesului de sudare.
2. Ce componente sunt incluse în compoziția acoperirii electrodului?
3. Dispozitivul și principiul de funcționare al convertorului de sudură.
4. Tehnologia sudării îmbinărilor sudate combinate din oțeluri de diferite clase structurale (Vst3ps4+12Kh18N10T). material pentru sudare. Descifrați simbolul sudării din desen conform instrucțiunilor unui specialist. Numirea electrozilor E - 10X25N13G2 - OZL-6Æ 3 CP.
Procedura de sudare a sudurilor lungi.
5. Ordinea primului ajutor pentru arsuri, fracturi, luxații și entorse.
6. O sarcină. Determinați prin formula puterea curentului de sudare pentru electrozii f 4 mm grad UONII 13/55 la sudarea în poziție verticală, dacă: k - coeficientul este de 30-45 A / mm2.
BILETE DE EXAMEN
de profesie "Sudor electric categoria 5-6"
Sudori electrici categoria 5-6.
BILETUL #1.
1. Arc electric de sudare.
2. Metode de producere a otelurilor.
3. Tipurile și scopul electrozilor pentru sudarea cu arc electric. fire de sudura, electrozi neconsumabile, gaze de protectie, fluxuri de sudare.
4. Caracteristicile externe ale surselor de alimentare. Scopul și principiul de funcționare al reostatelor de balast. Tipuri de îmbinări și cusături sudate.
5. Sudarea oțelurilor slab aliate. Materiale de sudare. Selectați modul de sudare cu electrod tip E-46A Æ4 mm în poziție verticală. Specificați secvența de sudare a unei cusături cu o canelură în X, de 4 m lungime.
6. Cerințe de bază pentru personalul autorizat să execute lucrări de sudare electrică.
7. O sarcină.
Răspuns: q n \u003d 2 582 cal / cm.
BILETUL #2.
1. Zonele arcului de sudare și caracteristicile acestuia.
2. Clasificarea otelurilor in functie de continutul de carbon din otel.
3. Clasificarea electrozilor: pentru sudare și suprafață; cu programare; caracteristici tehnologice; tipul și grosimea stratului de acoperire; compoziția chimică a tijei și a acoperirii; natura zgurii; proprietățile mecanice ale metalului de sudură; fire de sudura; fluxuri.
4. Transformatoare de sudare. Legea lui Ohm. Elemente structurale forme de pregătire a muchiilor pentru sudare, rolul acestora.
5. Sudarea otelurilor silicon-mangan slab aliate cu grosimea de 32mm, material pentru sudare. Preîncălzirea înainte de sudare și în timpul sudării, rolul acesteia. Secvența de sudare a fisurilor.
6. Cerințe de siguranță pentru echipamentele care constituie sursă de curent electric pentru sudare.
7. O sarcină. Se determină masa metalului depus folosind electrozi UONII 13/55 pentru sudarea unei suduri cu o singură trecere cu secțiunea transversală F = 0,6 cm3, lungime 10 m; greutatea specifică a metalului g=7,8 g/cm2.
Răspuns:~4,7 kg.
BILETUL #3.
1. Condiții pentru arderea stabilă a arcului.
2. Compoziția chimică și marcarea oțelurilor carbon.
3. Numirea electrozilor. Tipuri de acoperiri cu electrozi.
4. Convertizoare de sudare, dispozitiv, principiu de funcționare. Descifrați VDU-1201. Cerințe pentru asamblarea îmbinărilor sudate.
5. Tehnologia sudării oțelului 35. Material de sudare. Motive pentru formarea fisurilor la cald în oțeluri. Secvență de sudare pentru o grindă cu secțiune de 8 m lungime.
6. Cerințe de siguranță pentru organizarea locurilor de muncă permanente pentru sudarea electrică.
7. O sarcină.
Răspuns: 0,435 kg.
BILET №4.
1. Acţiunile maselor feromagnetice asupra arcului de sudare.
2. Clasificarea otelurilor in functie de continutul elementelor de aliere.
3. Clasificarea electrozilor după tip conform GOST 9467; GOST;
4. Redresoare cu o singură stație și cu mai multe stații. Descifrați TDM-250. Desenul indică: îmbinarea sudată este realizată în conformitate cu GOST S-15, ce metodă de sudare și tip de îmbinare este?
5. Tehnologia de sudare a oțelului 10Kh17N13M3T, material pentru sudare, tip de tratament termic. Metode de determinare a defectelor la suduri.
6. Specificați lungimea circuitului primar dintre sursa de alimentare și aparatul mobil de sudură. Ce poate și nu poate fi folosit ca fir de retur?
7. O sarcină. Determinați valoarea aportului de căldură de la suprafața mărgelei în modul:
Ib = 220 A; Ud = 22 V; viteza de sudare Vw = 0,36 cm/sec; coeficient h=0,8.
Răspuns: q n \u003d 2 582 cal / cm.
BILETUL #5.
1. Mecanismul de formare a porilor.
2. Compoziția chimică și marcarea oțelurilor aliate.
3. Marcare fire de sudurași electrozi. Decodare:
4. Legea lui Lenz-Joule, aplicarea sa practică. Descifrați dacă există o desemnare pe desen
GOST 5264-80 T3 10RZ40 .
5. Este necesara sudarea otelului cu doua straturi 09G2S + 12X18H10T, grosime 14 mm, tip de pregatire a muchiei, material de sudura, procedeu de sudare pentru acest otel. Esența metodei ultrasonice de testare a sudurilor.
6. Măsuri de siguranță la efectuarea lucrărilor de sudare în interiorul containerelor închise, gropilor.
7. O sarcină. Se determină masa metalului depus folosind electrozi UONII 13/55 pentru sudarea unei suduri cu o singură trecere cu secțiunea transversală F = 0,6 cm3, lungime 10 m; greutatea specifică a metalului g=7,8 g/cm2.
Răspuns:~4,7 kg.
BILET №6.
1. Formarea fisurilor la cald și la rece.
2. Proprietăţile mecanice ale oţelurilor.
3. Modalități de creștere a productivității muncii cu diverse metode de sudare, dați exemple. Ce tip de acoperire cu electrozi, dacă denumirea mărcii electrozilor include: - B...?
4. Tipul de caracteristică externă este cel mai potrivit pentru sudarea prin fuziune, de ce? Ce dispozitiv măsoară curentul, includerea lui în circuitul de sudare. Descifrează dacă desenul are o desemnare
GOST R-S-17- - RZ40
5. Tehnologie de sudare pentru oțel termorezistent grad 12XM, material pentru sudare. Metode de reducere a tensiunilor de sudură și a deformărilor îmbinărilor sudate.
6. Măsuri de siguranță la efectuarea sudării electrice în încăperi cu pericol de incendiu.
7. O sarcină. Determinați cantitatea de metal depus dacă sudarea se efectuează cu electrozi UONII 13/55 la un curent de Іw = 160 A, timpul de sudare t = 0,32 ore și del = 8,5 g / A. h.
Răspuns: 0,435 kg.
BILETUL #7.
1. Zonele caracteristice ale unei îmbinări sudate.
2. Influența impurităților nocive și a elementelor de aliere asupra sudabilității oțelurilor.
3. Reguli pentru depozitarea si eliberarea materialelor de sudura. Ținându-i la muncă. Ce tip de acoperire pentru electrozi, dacă denumirea mărcii electrozilor conține: - Р...?
4. Vederi stâlpi electrici de sudură. Permanentă şi curent alternativ. Desenul are o denumire: - ce înseamnă asta?
5. Tehnologia sudării oțelului 12X18H10T, material pentru sudare. Selectați modul de sudare cu un electrod de tip E -08X20N9G12B în poziția inferioară. Defecte interne ale sudurilor, motivele formării lor. Măsuri de reducere a deformărilor la sudarea unei cusături cu o canelură în V de 400 mm lungime.
6. Alegerea filtrelor de lumină, clasificarea acestora.
7. O sarcină. Determinați valoarea aportului de căldură de la suprafața mărgelei în modul:
Ib = 220 A; Ud = 22 V; viteza de sudare Vw = 0,36 cm/sec; coeficient h=0,8.
Răspuns: q n \u003d 2 582 cal / cm.
BILET №8.
BILETUL #10.
1. Cine este fondatorul sudurii electrice?
2. Metode de testare a sudurilor.
3. Unde este plasată litera „A” în denumirile oțelurilor și sârmelor de sudură și în ce scop?
4. Cum se explică cauzele formării fisurilor la rece și la cald în metalul unei îmbinări sudate?
5. Măsuri de prevenire a incendiilor.
http://osvarke.info/
Seria „Învăţământul profesional primar”
N.G. Nosenko
SUDOR. SUDOR ELECTRIC ȘI GAZ Certificare finală
Rostov-pe-Don Phoenix 2007
Acest manual îi va ajuta pe absolvenții învățământului profesional primar să se pregătească pentru certificarea finală.
Manualul prezintă întrebări care se pot forma bilete de examen, opțiuni exemplare pentru biletele de examen, răspunsuri specifice la întrebări teoretice și partea practică a biletelor, precum și date lista orientativaîntrebări suplimentare oferite la examen.
CUVÂNT ÎNAINTE
Conform legii Federația Rusă„Despre Educație”, stăpânirea programului cursului de pregătire teoretică pentru studenții profesiei „sudor” se încheie cu o certificare finală obligatorie.
Forma de certificare finală este un examen care include controlul cunoștințelor la trei materii: „Fundamentele teoriei sudării și tăierii metalelor”, „Echipamente, tehnică și tehnologie de sudare.
și tăierea metalelor”, „Tehnologia lucrărilor de sudare electrică și sudare cu gaz”.
LA În timpul examenului, studenții trebuie să demonstreze:
posesia conceptelor teoretice de bază de sudare și tăiere a metalelor;
bune cunoștințe pentru rezolvarea sarcinilor practice sau rezolvarea situațiilor de producție;
capacitatea de a construi răspunsul în mod logic și rezonabil;
capacitatea de a face judecati independente.
Pregătirea absolvenților pentru examen este îngreunată de faptul că aceștia trebuie să desfășoare lucrări de conținut diferit, legate de o cantitate mare de material, precum și de faptul că studenții studiază în prezent probleme de materii speciale de tehnologie folosind diferite manuale.
De aceea principalul obiectiv al acestui manual- să contureze pentru absolvenții școlii gama de cunoștințe obligatorii, abilități în conformitate cu cerințele standardului în pregătirea sudorilor electrici și pe gaz.
Tot materialul propus pentru manualul de instruire este împărțit în trei capitole.
LA Capitolul 1 prezintă bilete de examen exemplare. Conținutul și structura lucrărilor de examen sunt elaborate ținând cont de cerințele standardului software OST 9 2.4-2003
la profesie „sudor”. Acestea conțin două întrebări teoretice și o sarcină legată de rezolvarea situațiilor de producție în timpul sudării electrice și pe gaz.
LA Capitolul 2 oferă răspunsuri la biletele de examen, precum și rezolvarea problemelor practice. Răspunsurile la întrebările teoretice oferite în acest manual sunt doar
baza de răspunsuri pe care elevii le pregătesc singuri.
Capitolul 3 oferă o listă de exemple de întrebări suplimentare oferite la examen.
Astfel, colecția de materiale este una deosebită tutorial care îi ajută pe elevi să repete cursul disciplinelor de tehnologie specială și să își generalizeze cunoștințele.
EXEMPLU DE BILETE DE EXAMEN
Biletul numărul 1
1. Avantajele și dezavantajele sudării față de alte metode de îmbinare a pieselor, acesta clasificare generala si esenta.
2. Sudarea structurilor de conducte prin sudare cu arc.
3. Sarcină.
Biletul numărul 2
1. Imbinari sudate(tipuri, definiție, avantaje, dezavantaje, aplicație).
2. Cutii de viteze de sudare (numire, clasificare, dispozitiv, principiu de funcționare, măsuri de siguranță în timpul funcționării).
3. Sarcină.
Biletul numărul 3
1. Clasificarea sudurilor.
2. Controlul calitatii sudurilor (numire, tipuri).
3. Sarcină.
Biletul numărul 4
1. Desemnarea sudurilor în desene.
2. Mișcări oscilatorii ale electrozilor (numire, soiuri).
3. Sarcină.
Biletul numărul 5
1. Pregătirea metalului pentru sudare.
2. Piste de sudură (numire, clasificare, dispozitiv, marcare, pregătire pentru lucru, cerințe de siguranță).
3. Sarcină.
Biletul numărul 6
1. Echiparea și clasificarea stației de sudare a unui sudor electric și a unui sudor cu gaz.
2. Moduri de sudare cu arc (numire, esență, principiu de alegere a indicatorilor principali și suplimentari).
3. Sarcină.
Biletul numărul 7
1. Arcul de sudare (definiție, esență fizică, metode de aprindere, condiții de ardere stabilă, structură, influența lungimii arcului asupra productivității și calității sudurii, capătul sudurii).
2. Tehnologie pentru realizarea cusăturilor de diferite lungimi.
3. Sarcină.
Biletul numărul 8
1. Dispozitivul și scopul transformatorului de sudare.
2. Modalități de umplere a cusăturii de-a lungul secțiunii.
3. Sarcină.
Biletul numărul 9
1. Flacără de sudare (metode de producție, tipuri, caracteristici principale, structură).
2. Tehnologie și tehnică de realizare a cusăturilor în poziția inferioară.
3. Sarcină.
Biletul numărul 10
1. Defecte ale cusăturilor îmbinărilor sudate (cauze de apariție, metode de eliminare a acestora).
2. Generator de acetilenă (scop, clasificare, dispozitiv, pregătire pentru întreținere, cerințe de siguranță).
3. Sarcină.
Biletul numărul 11
1. Conceptul de sudabilitate a metalului. Clasificarea otelurilor dupa sudabilitate.
2. Tehnica și tehnologie pentru realizarea cusăturilor în poziție orizontală, verticală și deasupra capului.
3. Sarcină.
Biletul numărul 12
1. Sârmă de sudură (numire, cerințe, compoziție chimică, marcare).
2. Tipuri de sudare manuală cu arc de înaltă performanță (valoare, tipuri, tehnică).
3. Sarcină.
Biletul numărul 13
1. Electrozi (clasificare, marcare, cerințe de depozitare).
2. Porți de siguranță (numire, clasificare, dispozitiv, cerințe de siguranță).
3. Sarcină.
Biletul numărul 14
1. Scopul și dispozitivul redresorului de sudură.
2. Gaze protectoare (numire, clasificare, proprietăți).
3. Sarcină.
Biletul numărul 15
1. Cerințe de bază pentru sudarea oțelurilor cu carbon scăzut și mediu.
2. Mașini de sudură (numire, dispozitiv, principiu de funcționare, caracteristici principale).
3. Sarcină.
Biletul numărul 16
1. Fluxuri (numire, clasificare, cerere).
2. Metode de sudare cu gaz (numire, tehnică de execuție).
3. Sarcină.
Biletul numărul 17
1. Procese metalurgice în sudarea prin topire.
2. Freze de mână (numire, dispozitiv, principiu de funcționare, cerințe de siguranță).
3. Sarcină.
Biletul numărul 18
1. Dispozitivul și scopul convertizorului de sudură.
2. Lucrări de suprafață (tipuri, scop, tehnologie, materiale).
3. Sarcină.
Biletul numărul 19
1. Tensiuni și deformații în timpul sudării (concepte, tipuri, clasificare, cauze ale apariției lor, metode de luptă).
2. Tehnologia și tehnica tăierii cu oxigen (condiții de bază pentru tăierea metalelor, scop, esență).
3. Sarcină.
Biletul numărul 20
1. Fluxul de oxigen tăierea metalelor.
2. Butelii pentru gaze comprimate și lichefiate (tipuri, presiune, culoare, inscripții pe butelii, cerințe de siguranță).
3. Sarcină.
Biletul numărul 21
1. Sudarea metalelor neferoase (cupru și aliaje, aluminiu, titan).
2. Dispozitive de sudare semiautomate (numire, clasificare, dispozitiv, cerințe de siguranță).
3. Sarcină.
Biletul numărul 22
1. Caracteristici ale sudării oțelurilor aliate.
2. Sudarea cu gaz a structurilor de conducte.
3. Sarcină.
Biletul numărul 23
1. Furtunuri de gaz (manșoane) (numire, clasificare, cerințe de siguranță).
2. Sudare fontă (gaz, arc).
3. Sarcină.
RĂSPUNSURI LA ÎNTREBĂRI DE EXAMEN ȘI SARCINI PRACTICE Biletul nr. 1
Întrebarea 1. Avantajele și dezavantajele sudării față de alte metode de îmbinare a pieselor, clasificarea generală și esența acesteia.
Sudarea este una dintre cele mai remarcabile invenții rusești și a fost stăpânită pentru prima dată în țara noastră. Fără îndoială, Rusia este lider în numărul de descoperiri importante în domeniul științei și tehnologiei. Acum este imposibil să ne imaginăm o singură industrie în economie sau inginerie, în care sudarea nu ar fi folosită.
În 1802, academicianul rus Vasily Vladimirovici Petrov a studiat și descris pentru prima dată în lume fenomenul unui arc electric care are loc atunci când un curent electric trece prin două tije de cărbune și metal și are un temperatura ridicata; el a subliniat, de asemenea, posibilitatea de a folosi căldura unui arc electric pentru a topi metalele.
După 80 de ani, inginerii ruși Nikolai Nikolaevich Benardos și Nikolai Gavrilovici Slavyanov au dezvoltat metode industriale pentru sudarea electrică a metalelor.
N.N. Benardos a inventat în 1882 o metodă de sudare cu arc folosind un electrod de carbon. Și după ce a dezvoltat următoarele metode de sudare: un arc care arde între doi sau mai mulți electrozi; în atmosferă gaz protector; a lua legatura sudură în puncte, folosind un clește. De asemenea, a inventat o serie de modele de mașini sudate, a brevetat multe invenții în domeniu echipament de sudurăși procesele de sudare.
N.G. Slavyanov a inventat în 1888 sudarea cu arc consumabil electrod metalic. Cu ajutorul unei echipe de sudori special instruiți, a corectat defectele de turnare prin sudare cu arc, a restaurat piese de motoare cu abur etc. A creat primul generator de sudare și controler automat al lungimii arcului, a dezvoltat fluxuri care îmbunătățesc calitatea metalului depus.
O mare contribuție la dezvoltarea sudurii a avut-o Institutul de Sudură Electrică, numit după E.O. Paton, care în 1934 la Kiev a fost organizat de celebrul om de știință sovietic, academicianul Yevgeny Oskarovich Paton. Sub conducerea sa, personalul institutului a dezvoltat o nouă metodă progresivă de sudare automată cu arc scufundat, care a început să fie utilizată în 1940.
Sudarea este procesul de obținere a unei conexiuni integrale prin stabilirea legăturilor interatomice între piesele care urmează a fi sudate în timpul încălzirii locale sau deformării plastice a acestora, sau prin acțiunea combinată a ambelor.
Înainte de apariția sudurii, nituirea și îmbinările cu șuruburi erau utilizate pe scară largă. Utilizarea sudurii permite utilizarea unei game largi de profile metalice.
Legăturile interatomice pot fi stabilite numai atunci când atomii conectați primesc energie suplimentară pentru a depăși bariera energetică care există între ei. Această energie se numește energie activatoare. La sudare se introduce din exterior prin încălzire (activare termică) sau deformare plastică (activare mecanică).
În funcție de tipul de energie la realizarea unei îmbinări, se disting două tipuri de sudare: fuziune și presiune.
În sudarea prin topire, piesele de-a lungul marginilor îmbinate sunt topite sub acțiunea unei surse de căldură. Volumul total de metal lichid se formează în timpul topirii a două margini, numite bazin de sudură. Pe măsură ce bazinul de sudură se răcește, metalul lichid se solidifică și formează o sudură.
Esența sudării sub presiune este deformarea plastică a îmbinării continuă sau intermitentă a materialului de-a lungul marginilor pieselor care urmează să fie sudate.
Este tipul de energie de activare care stă la baza caracteristicilor fizice ale tipurilor de sudare și există mai mult de 150 de tipuri. După caracteristicile fizice, sudarea se clasifică în trei clase (cx. 1): termică, termomecanică, mecanică.
La clasa termică include toate tipurile de sudare prin fuziune efectuate cu energie termică - gaz, arc, electrozgură, fascicul de electroni, laser etc.
La clasa termomecanica cuprinde toate tipurile de sudare efectuate folosind energie termica si presiune - contact, difuzie, presiune de gaz si arc, forjare etc.
La clasa mecanica include toate tipurile de sudare sub presiune efectuate folosind energie mecanică, - frig, frecare, ultrasunete, explozie etc.
Clasificarea sudurii după caracteristicile fizice
Sudarea are o serie de avantaje, dintre care principalele sunt următoarele:
1. Economisirea metalului datorită utilizării cât mai complete a secțiunilor de lucru ale elementelor structurilor sudate, oferindu-le o formă mai adecvată, în conformitate cu sarcini de operareși reducerea greutății elementelor de legătură.
2. Reducerea timpului de lucru și reducerea costurilor de fabricație a structurilor prin reducerea consumului de metal și reducerea intensității muncii.
3. Posibilitatea utilizării pe scară largă a sudării, suprafeței și tăierii în timpul reparațiilor, unde aceste metode de prelucrare a metalelor vă permit să restaurați rapid și cu cel mai mic cost echipamentele uzate, defectate și structurile distruse.
4. Capacitatea de a produce produse sudate formă complexă din elemente de ștanțare și tablă în loc de forjare și turnare.
5. Mai ieftin echipamente tehnologice, deoarece nu este nevoie de mașini costisitoare de găurit, perforat și nituit.
6. Etanșeitatea și fiabilitatea îmbinărilor sudate rezultate.
7. Reducerea zgomotului industrial și îmbunătățirea condițiilor de lucru în magazine.
Prin sudare se poate obtine o imbinare sudata cu o rezistenta mai mare decat metalul de baza. Prin urmare, sudarea este utilizată pe scară largă la fabricarea structurilor critice care funcționează la presiuni și temperaturi ridicate, precum și la sarcini dinamice (de impact) - cazane cu abur, aparate chimice presiune ridicata, poduri, avioane, turbine cu abur, structuri hidraulice, rachete, nave spațiale, sateliți artificiali ai Pământului etc.
Dacă vorbim separat despre sudarea cu gaz, atunci dezavantajele acesteia sunt:
1. Reducerea productivității procesului cu creșterea grosimii metalului sudat. De aceea sudare cu gaz folosit în principal pentru metal cu grosimea de până la 10 mm.
2. O zonă mare de influență termică asupra metalului de bază, ceea ce duce la deformarea semnificativă a pieselor sudate.
Avantajele sudării cu gaz includ:
1. Simplitatea metodei și versatilitatea acesteia.
2. Ușurința echipamentului.
3. Lipsa unei surse de energie electrică.

Întrebarea 2. Sudarea structurilor de conducte prin sudare cu arc.
În timpul construcției conductelor, îmbinările sudate ale țevilor pot fi rotative, fixe și orizontale (Fig. 1).
Orez. unu. Imbinari sudate tevi:
a - rotativ; b - fix; c - orizontală
Înainte de asamblare și sudare, conductele sunt verificate pentru conformitatea cu cerințele proiectului conform căruia se construiește conducta și cu condițiile tehnice. Principalele cerințe ale proiectului, precum și condițiile tehnice sunt: disponibilitatea unui certificat pentru conducte; lipsa țevilor elipse; lipsa variației peretelui conductelor; conformitatea compoziției chimice și a proprietăților mecanice ale conductei metalice cu cerințele specificate în specificațiile tehnice sau GOST.
Când pregătiți îmbinările țevilor pentru sudare, verificați perpendicularitatea planului de tăiere al țevii pe axa acesteia, unghiul de deschidere al cusăturii și cantitatea de tocire. Unghiul de deschidere al cusăturii ar trebui să fie de 6070 °, iar cantitatea de tocire ar trebui să fie de 2-2,5 mm (Fig. 2). Teșiturile sunt îndepărtate de la capetele țevilor prin mijloace mecanice, tăiere cu gaz sau alte metode care asigură forma, dimensiunile și calitatea necesară marginilor prelucrate.
Variația grosimilor pereților țevilor sudate și deplasarea marginilor acestora nu trebuie să depășească 10% din grosimea peretelui, dar să nu depășească 3 mm. La îmbinarea țevilor, între marginile îmbinate ale elementelor îmbinate trebuie prevăzut un spațiu uniform, egal cu 2-3 mm.
Înainte de asamblare, marginile țevilor care urmează a fi îmbinate, precum și suprafețele interioare și exterioare adiacente acestora, sunt curățate de ulei, depuneri, rugină și murdărie pe o lungime de 15-20 mm.
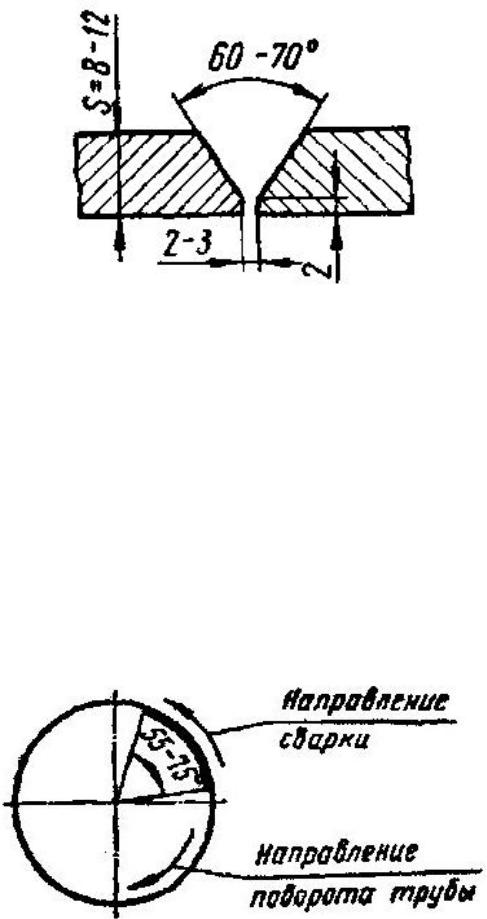
Orez. 2. Pregătirea marginilor țevilor pentru sudare cu o grosime a peretelui de 8-12 mm
Pungile, care sunt parte integrantă a sudurii, sunt executate de aceiași sudori care vor suda îmbinările, folosind aceiași electrozi.
La sudarea țevilor cu un diametru de până la 300 mm, lipirea se realizează uniform în jurul circumferinței în 4 locuri, cu o cusătură de 3-4 mm înălțime și 50 mm lungime fiecare. La sudarea țevilor cu un diametru mai mare de 300 mm, chinurile sunt plasate uniform pe întreaga circumferință a îmbinării la fiecare 250-300 mm.
La instalarea conductelor, este necesar să se străduiască să se asigure că cât mai multe îmbinări posibil sunt sudate în poziție rotativă.
Numărul de straturi de sudură în sudarea cu arc a țevilor este determinat de grosimea pereților țevii și diametrul acestora. Cu o grosime a țevii de peste 8 mm și un diametru de peste 300 mm, sudarea se realizează în patru straturi (rădăcină, două principale, decorativă). În cazul în care grosimea peretelui țevii este de până la 8 mm, sudarea se realizează în două straturi cu o cusătură continuă.
De aspect sudura trebuie să aibă o suprafață ușor convexă, cu o tranziție lină la suprafața metalului de bază. Înălțimea armăturii cusăturii trebuie să fie aceeași de-a lungul întregului perimetru, în intervalul de la 1 la 3 mm, lățimea nu trebuie să depășească 2,5 grosimi ale peretelui țevii.
Sudarea țevilor cu diametru mic și grosime mică a peretelui se realizează într-un mod rotativ. În timpul sudării, întoarceți țeava (Fig. 3) în direcția opusă direcției de sudare. Al doilea strat se realizează în mod similar cu primul, dar în direcția opusă.
Sudarea țevilor cu pereți groși.Țevile cu grosimea peretelui de 8-12 mm sunt sudate în trei straturi plus o cusătură decorativă.
Orez. 3. Schema sudării îmbinării țevilor cu diametru mic
Primul strat creează penetrare locală la rădăcina cusăturii și fuziune fiabilă a marginilor. Pentru a face acest lucru, este necesar ca metalul depus să formeze o rolă cu filet îngust în interiorul țevii cu o înălțime de 1-1,5 mm, distribuită uniform pe toată circumferința. Folosiți electrozi cu un diametru de 2-3 mm.

Pentru a obține pătrunderea fără țurțuri și bavuri, mișcarea electrodului trebuie să fie alternativă cu o scurtă întârziere a electrodului în bazinul de sudură, o ușoară oscilație transversală între margini și formarea unui mic orificiu în partea superioară a unghiului de teșire. Gaura se obține ca urmare a pătrunderii metalului de bază cu un arc. Dimensiunea sa nu trebuie să depășească 2 mm - mai mult decât spațiul stabilit între țevi.
Al doilea și al treilea strat se realizează cu un electrod cu diametrul de 4-5 mm și la un curent crescut într-unul din următoarele moduri: prin rotirea țevii cu 180° și prin rotirea țevii cu 90°.
Rotirea țevii 180° (Fig. 4). 1. Îmbinarea este împărțită în patru secțiuni.
În primul rând, secțiunile 1-2 sunt sudate, după care țeava este rotită cu 180 ° și secțiunile sunt sudate
3 și 4 (Fig. 4, a).
Orez. 4. Schema sudării îmbinării țevilor:
A - al doilea strat; b - al treilea strat
2. Conducta este rotită cu încă 90° și secțiunile 5 și 6 sunt sudate, apoi conducta este rotită cu 180° și secțiunile 7 și 8 sunt sudate (Fig. 4, b).
În procesul de sudare, este necesar să se asigure că începutul și sfârșitul cusăturii nu coincid, suprapunerea stratului adiacent este de 20-25 mm.
Rotiți țeava la 90°.
Îmbinarea este, de asemenea, împărțită în 4 secțiuni. La început, secțiunile 1-2 sunt sudate. Apoi țeava este rotită cu 90° și secțiunile 3-4 sunt sudate (Fig. 5, a) . 5 B).
Orez. Fig. 5. Schema sudării îmbinării conductelor: a - al doilea strat; b - al treilea strat
Al patrulea strat decorativ din toate metodele discutate mai sus este aplicat într-o singură direcție cu rotirea țevii.
Țevile cu un diametru mai mare de 500 mm sunt sudate într-un mod invers. Lungimea fiecărei secțiuni depinde de diametrul țevii și este de 150-300 mm (Fig. 6).
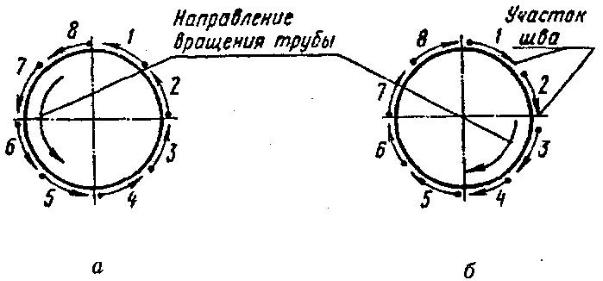
Orez. 6. Schema de sudare a îmbinării țevilor cu diametru mare:
A - primul strat; b - al doilea strat
3. O sarcină. Explicați și arătați cum să verificați funcționarea injectorului arzătorului înainte de a porni
Pentru a verifica injectorul arzătorului, un furtun de la reductor de oxigen este conectat la niplul de oxigen, iar un vârf este conectat la corpul arzătorului. Vârful se strânge cu o cheie, se deschide supapa de acetilenă și se setează presiunea de oxigen necesară cu un reductor de oxigen în funcție de numărul vârfului.
Lăsați oxigenul să intre în arzător prin deschiderea supapei de oxigen. Oxigenul, care trece prin injector, creează un vid în canalele de acetilenă și mamelonul de acetilenă, care poate fi detectat prin plasarea unui deget pe mamelonul de acetilenă.
Dacă există un vid, degetul se va lipi de mamelon. În absența vidului, este necesar să închideți supapa de oxigen, să deșurubați vârful, să deșurubați injectorul și să verificați dacă orificiul acestuia este înfundat.
Dacă este înfundat, trebuie curățat. Totodată, trebuie verificate și orificiile camerei de amestec și ale muștiucului. După ce v-ați asigurat că sunt în stare bună, repetați testul de aspirație (vid).
Biletul numărul 2
Întrebarea 1. Îmbinări sudate (tipuri, definiție, avantaje, dezavantaje, aplicare).
O îmbinare sudata este o legatura permanenta a mai multor piese, realizata prin sudura.
La sudare, se disting patru tipuri de îmbinări: cap la cap, colț, tee, lap. Articulație la cap are o serie de avantaje:
grosime nelimitată a elementelor sudate;
distribuția uniformă a tensiunilor în timpul transferului de forțe;
consum minim de metal pentru formarea unei îmbinări sudate;
ușurința controlului calității cusăturii.
Dezavantajele unei îmbinări cap la cap: necesitatea unui asamblare mai precisă a elementelor pentru sudare.
unghiulară și articulații tee sunt utilizate la sudarea grinzilor, fermelor, crescând rigiditatea structurii. Ele pot fi fie unilaterale, fie bilaterale. Cusăturile cu două fețe file și tee au o rezistență ridicată la sarcini statice.
Îmbinarea articulată are avantaje față de alte articulații:
fără margini teșite pentru sudare;
ușurința de asamblare a conexiunii (posibilitatea de reglare a dimensiunilor datorită mărimii suprapunerii).
Defecte:
consum crescut de metal de bază pentru suprapunerea în îmbinare. Îmbinările cu suprafață sunt utilizate pentru metal cu o grosime de cel mult 6 mm. Cantitatea de suprapunere (suprapunere)



