Electrozi de topire. Electrozi speciali pentru sudarea cuprului. Marcarea după grosime și tip de acoperire.
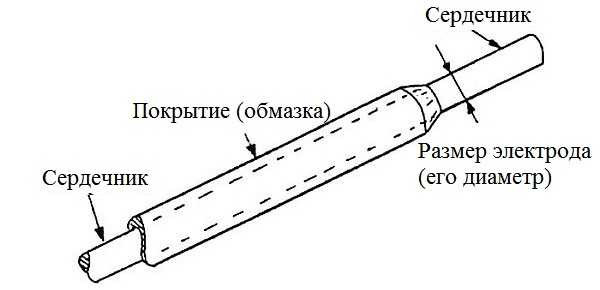
Electrozi pentru manual sudare cu arc constau din tije din sarma de sudura, pe care se aplica un strat de invelis protector. Învelișul electrodului constă dintr-un amestec de componente care îmbunătățesc ionizarea și protejează zona de sudare de expunerea la aer. Electrozii acoperiți sunt folosiți atât pentru , cât și pentru .
Sârmă de sudare pentru tije cu electrozi
Clasificarea electrozilor după poziţia spaţială în timpul sudării
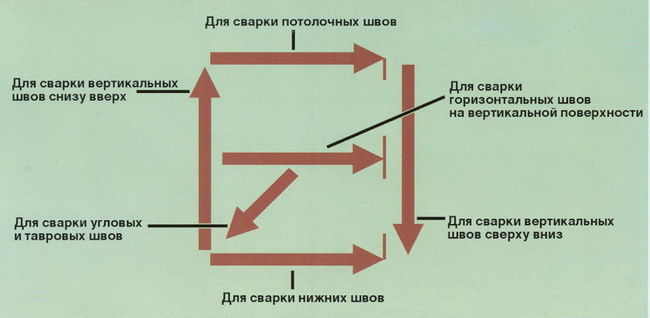
Există 4 grupe de electrozi, în funcție de aranjarea spațială admisă a pieselor care trebuie sudate:
1 - sudarea este permisă în orice poziție;
2 - sudare în orice poziție, cu excepția execuției cusături verticale de sus în jos;
3 - sudare în poziția inferioară, precum și performanță cusături orizontaleși verticală de jos în sus;
4 - sudare în poziția inferioară și coborâre „în barcă”.
În plus față de metodele de clasificare de mai sus, GOST 9466 prevede clasificarea electrozilor în funcție de polaritate curent de sudare, tensiune în circuit deschis, tipul sursei de alimentare cu arc de sudare. Pe baza acestor indicatori, electrozii sunt împărțiți în zece grupuri și sunt desemnați prin numere de la 0 la 9.
Tipuri de electrozi acoperiți pentru sudarea manuală cu arc a oțelurilor de structură
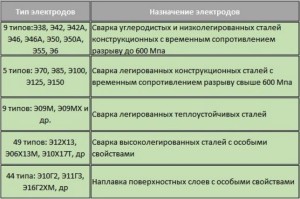
Conform GOST 9467, electrozii pentru sudarea oțelurilor structurale sunt clasificați în funcție de proprietățile mecanice ale îmbinării sudate obținute prin sudarea cu unul sau altul electrod și sunt împărțiți în tipuri prezentate în tabel:
|
Tip electrod |
Proprietățile mecanice ale metalului de sudură |
Scop |
||
|
Rezistenta la tractiune, MPa |
Sudarea oțelurilor cu rezistență temporară de 500-600MPa |
|||
|
Sudarea oțelurilor carbon și slab aliate ale oțelurilor de structură cu rezistență crescută și înaltă, cu o rezistență temporară de peste 600 MPa |
||||
Pentru electrozi E70, E85, E100, E125, E150 proprietăți mecanice indicat după tratament termic, conform pașaportului pentru electrod.
Fiecare tip de electrozi prezentat în tabel poate corespunde mai multor mărci de electrozi. De exemplu, mărcile de electrozi ANO-3, ANO-4, MP-3, OZS-4, OZS-6 aparțin aceluiași tip - E46.
Fiecare marcă de electrod corespunde unei anumite compoziții a stratului de protecție, unei anumite mărci de sârmă de sudură din care este făcută tija, precum și proprietăților sudurii și proprietăților tehnologice.
Alegerea tipului de electrod depinde de materialul de sudat, de grosimea pieselor de sudat, de pozitia spatiala, conditiile de sudare, de scopul produsului sudat si de conditiile de functionare a acestuia.
Simbol pentru electrozii acoperiți
Denumirea electrodului include denumirea tipului său, marca electrodului și diametrul tijei sale, precum și tipul de acoperire și GOST.
Să descifrăm denumirea electrodului conform GOST9467:
E46A - tip de electrod (E - electrod pentru sudarea cu arc; 46 - rezistența la tracțiune garantată a sudurii (460 MPa); A - sudurile au plasticitate crescută);
UNI-13/45 - marca tijei electrod;
3 - diametrul tijei;
Y - electrozi pentru sudarea flocurilor slab aliate, precum și pentru sudarea oțelurilor carbon;
D2 - cu un strat gros al celui de-al doilea grup;
E - electrod
43 2 (5) - valoarea proprietăților mecanice ale sudurii (43 - rezistență la tracțiune de cel puțin 430 MPa; 2 - alungire la tracțiune de cel puțin 22%; 5 - rezistență la impact de cel puțin 34,5 J/cm2 la o temperatură de -40 ° C);
B - electrod cu un strat de bază;
1 - electrodul poate fi folosit pentru sudare in orice pozitie spatiala;
0 - curent de sudare direct de polaritate inversă.
În documentele tehnice, electrozii sunt desemnați cu un nume abreviat, de exemplu, UONI-13 / 45-3.0-2 GOST9466-75.
Când lucrați cu manualul sudare cu arc lucrezi constant cu electrozi. Acest element al procesului de sudare nu este atât de simplu pe cât pare și are propria sa clasificare extinsă. Astăzi, puteți alege produse pentru orice nevoie, în funcție de metalele care trebuie sudate, tipul de echipament, proprietățile necesare ale cusăturii și mulți parametri auxiliari. Mai jos vă veți familiariza cu clasificarea electrozilor acoperiți și desemnarea acestora.
Electrozii aplicabili pentru lucrul cu sudarea manuală cu arc sunt împărțiți în consumabile și neconsumabile. Tijele sudabile sunt fabricate din fontă, oțel, cupru sau alt metal, în funcție de material. Ele joacă rolul unui anod sau catod și servesc, de asemenea, ca material de umplutură. Ele sunt fie acoperite, fie neacoperite.
Acoperirea din tije consumabile îndeplinește multe funcții de la reținerea arcului până la formarea unui nor de gaz care împiedică oxidarea sudurii.
Electrozii neconsumabile pentru sudare sunt fabricați din diverse materiale refractare - grafit, wolfram sau cărbune. Acestea servesc la aprinderea și menținerea arcului, iar umplerea cusăturii cu aditivi se realizează folosind furnizarea manuală de material fuzibil. 
Ce este un electrod consumabil
Electrozii consumabili pentru sudarea manuală cu arc constau dintr-un miez interior și un strat exterior. Conform cerințelor standardului de stat, pentru a crea electrozi de sudură consumabili sunt utilizate o varietate de oțeluri: oțeluri carbon, cu un număr mare sau mic de impurități, se folosesc și cupru, aluminiu, nichel și alte aliaje neferoase. Compoziția tijei este determinată de materialul de sudat, deoarece ambele metale trebuie să se potrivească. Excepție este fonta, care poate fi sudată atât cu electrozi din oțel, cât și cu cupru și fier.
La fel ca tija, stratul exterior este realizat tinand cont de metalul de sudat, motiv pentru care compozitia acestuia poate varia oarecum. Dar, în ciuda acestui fapt, îndeplinește invariabil următoarele funcții:
- contribuie la reținerea arcului;
- produce zgură care învăluie bazinul de sudură, topind componentele minerale ale acoperirii;
- produce un gaz protector care apare ca urmare a arderii componentelor organice ale acoperirii.
- realizează dezoxidarea sau alierea metalului.
Clasificarea electrozilor acoperiți
Având în vedere lista lungă a tuturor variațiilor posibile ale acoperirii, aliajului și alți parametri ai electrozilor acoperiți, pentru o căutare mai convenabilă a tipului dorit de tije, aceștia au primit o clasificare extinsă. feluri electrozi de sudareîmpărțit în funcție de următoarele caracteristici:
La programare:
- aliaje cu o proporție mică de impurități și aliaje de carbon;
- material cu un număr mare de ligaturi;
- aliaje cu rezistență sporită și proprietăți unice;
- electrozi de sudare cu proprietăți unice.
Tip - valoarea cusăturii finale, caracterizată prin rezistență la tracțiune, impact mecanic temporar sau punctual.
Mărci de electrozi de sudare - o valoare unică atribuită de producător pentru clasificarea internă a produselor. De aceea, marcarea electrozilor pentru sudare cu aceiași parametri, dar de la producători diferiți, poate fi diferită.
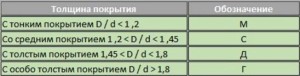
Grosimea stratului exterior - pe baza raporturilor lor de grosime, la dimensiunea barei centrale, stratul exterior este clasificat în subțire, grosime medie, gros și mai gros.
Tip de curent - electrozi curent continuu, AC cu conexiune directă sau inversă.
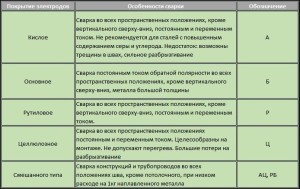
Compoziția acoperirii - există o împărțire într-un electrod de sudură cu un strat acid, bazic, celulozic, rutil, cu o concentrație crescută de fier, un spray format din diferite straturi.
În funcție de pozițiile permise, tijele sunt împărțite în produse potrivite pentru lucru în:
orice prevederi;
Toate cu excepția celei verticale, îndreptate în jos;
jos și vertical îndreptate în sus;
partea de jos.
În funcție de calitatea sau starea cusăturii, după lucrul cu tijele, electrozii sunt împărțiți în trei grupuri. Produsele de cea mai bună calitate aparțin primei grupe.
Grosimea - un parametru care indică diametrul bazei de oțel, poate fi în intervalul de la 1,6 la 12 mm.
Marcarea electrozilor de sudare și interpretarea acestora
Pentru a vă da seama ce electrozi sunt prezentați în fața dvs., ar trebui să le studiați marcajele. Fiecare pachet conține informații despre 9 caracteristici principale conform GOST 9466-75.
![]()
- Tipuri electrozi acoperiți pentru sudare.
Otelurile de inalta rezistenta, cu o mare proportie de carbon, procente mari sau mici de ligaturi, sunt sudate cu electrozi marcati cu simbolul E - electrod, apoi sunt cifre care indica sarcinile maxime admisibile de tractiune (kgf_mm2), la sfarsit exista un indice A - indicând o cusătură de stabilitate crescută la sarcinile de plastic și de impact. De exemplu: E 42, E 50, E46 A, E 60 etc.
Oțeluri rezistente la căldură și înalt aliate: simbolul E, cifre după liniuță, indicând cantitatea de carbon, urmate de litere și cifre - indicând un anumit element chimic(A - azot, M-molibden, F - vanadiu etc.) și cantitatea acestuia în sutimi. Componentele chimice sunt aranjate în ordinea descrescătoare a cantității lor din produs. De exemplu: E-09M; E-10KhZM1BF; E-30G2KhM, etc. - Timbre electrozi pentru sudare
Mărcile sunt un parametru individual și depind exclusiv de producător. - Diametru
Grosimea părții interioare a electrodului acoperit variază de la 1,6 la 12 mm; în viața de zi cu zi, se folosesc cel mai des grosimi de 3-5 mm. - Scop
Realizați pentru a lucra cu oțeluri carbon și cu un număr redus de impurități, precum și rezistență de până la 60 kgf/m2, electrozii sunt marcați cu litera - U;
aliate oteluri de structura cu o rezistență la tracțiune peste 60 kgf / m2, sudate cu produse marcate - L;
Produsele pentru oțeluri cu o conductivitate termică scăzută sunt marcate cu litera - T;
Metalele cu o proporție mare de impurități și proprietăți unice pot fi sudate cu produse marcate - B;
Straturile de suprafață cu caracteristici unice sunt produse de produse marcate cu - H. - Grosimea stratului de acoperire
Valoare care indică raportul dintre grosimea acoperirii și miezul interior. Dacă acest raport este mai mic de 1,2, atunci produsul este marcat cu simbolul M și denumit acoperit subțire; stratul mijlociu cuprins între 1,2 și 1,45 este marcat cu simbolul C; cele groase - de la 1,45 la 1,8 sunt marcate cu simbolul D și în cele din urmă cele mai groase, al căror raport este mai mare de 1,8, este marcată cu marca G. - Proprietățile de bază ale cusăturii
Proprietățile exacte ale aliajelor, pentru fiecare tip, aceste valori sunt proprii și indică rezistența, procentul de impurități, temperatura de lucru a sudurii și o serie de alți indicatori. Aceste valori pot fi găsite în tabelele corespunzătoare cu transcrieri. - Tipul de acoperire a electrodului
A - acoperire acidă.
B - fluorura de calciu.
C - celuloza.
R - rutil.
G - conținut ridicat de fier.
Există, de asemenea, tipuri mixte de acoperire cu electrozi, care sunt marcate cu mai multe litere în funcție de compoziție. - Marcarea atitudinii
1 - toate
2 - totul cu excepția verticală, îndreptat în jos;
3 - inferior, plus vertical (mișcare de jos în sus);
4 - exclusiv inferior. - Tipul curentului de sudareși conexiune
- Electrozi cu indice 0 pentru curent continuu si conectare inversa;
- index 1,4, 7 - indica produse pentru orice fel de tensiune si orice conexiuni;
- pointeri - 2,5,8 - orice curent, dar conexiunea trebuie să fie directă;
- indici - 3,6,9 pentru orice curent și conexiune inversă.
Producători de electrozi de sudare
Mai jos sunt trei cei mai buni producatori sudare, electrozi acoperiți Rusia:
- CNE „Sudarea Eurasiei”. De peste 70 de ani de istorie, compania a reușit să stăpânească întregul ciclu de producție a electrozilor și acest moment produce toate tipurile de electrozi - topire, sudare, pentru oteluri aliate si multe altele.
- COMPANIE " Instalație de electrozi". Producătorul este renumit pentru produsele sale furnizate celor mai mari fabrici de mașini din țară, iar compania produce și produse pentru consumatorul mediu. Sudori profesionisti notați comoditatea muncii și calitatea produselor acestei companii.
- SRL NPO Spetselectrod. Produsele acestei companii sunt peste 50 de mărci diferite de tije de consum de până la 6 mm grosime. Producția acceptă și comenzi individuale.
Nu uitați de liderii mondiali, primii trei:
- Esab este o companie cu un secol de istorie și produse recunoscute ca fiind cele mai bune din lume. Acești electrozi suedezi sunt cunoscuți pe toate continentele ca fiind de cea mai înaltă calitate.
- Kobe Steel este o companie japoneză care a câștigat popularitate furnizând produsele lor companiilor petroliere.
- Klöckner & Co SE este o companie germană care produce oțel și consumabile pt lucrari de sudare. Electrozii pentru sudare ai acestei companii sunt foarte populari și utilizați pe scară largă în Rusia.
Diferitele tipuri de electrozi pentru sudare fac posibilă simplificarea semnificativă a oricăror activități de sudare, garantând în același timp un consum rațional de materiale și calitate superioarăîmbinare sudata.
1 Electrozi de sudura - caracteristici, informatii de baza
Înțelegeți tijele nemetalice sau metalice dintr-un material cu o anumită conductivitate electrică, utilizate pentru a furniza curent suprafeței sudate. Istoria tehnologiilor de sudare și însuși procesul de dezvoltare a sudurii este indisolubil legată de modul în care au apărut și s-au îmbunătățit electrozii. În 1802, V. Petrov a efectuat o serie de experimente în care a fost primul din lume care a folosit electrozi. Abia 80 de ani mai târziu, inventatorul rus N. Bernados și-a publicat lucrările, care descriau principalele prevederi pentru utilizarea unui arc electric pentru sudarea marginilor metalice.
Lucrările sale au fost „corectate” de N. Slavyanov. El a propus să efectueze sudarea folosind un electrod din tijă metalică, și nu unul neconsumabil de carbon și, de asemenea, să efectueze procesul de sudare într-un flux metalurgic topit. Datorită acestei tehnologii, cantitatea de metal ardebil din bazinul de sudură a scăzut semnificativ, a devenit mult mai puțin oxidat și îmbinare sudata s-a obtinut fara impuritati (foarte nocive) de fosfor si sulf.
Ulterior, caracteristicile și tipurile de acoperire cu electrozi au fost îmbunătățite constant, ceea ce a îmbunătățit calitatea lucrărilor de sudare. Astfel, în 1904 O. Kjellberg din Suedia a început să folosească electrozi acoperiți consumabili. După 7 ani, acestea au fost îmbunătățite de A. Stromenger din Marea Britanie (acoperire de azbest impregnată cu silicat de sodiu și un strat suplimentar de sârmă de aluminiu). Și în 1925, A. Smith a dezvoltat standarde pentru acoperirea electrozilor cu substanțe pulverulente de aliere și protecție.
Toate aceste invenții au dus la faptul că, în anii 1930, electrozii consumabili aveau o compoziție de acoperire clară și o schemă de producție stabilită.

Acoperirile pentru produsele de sudare au inclus următoarele ingrediente speciale:
- aliere (îmbunătățit structura și compoziția cusăturii);
- formarea de gaz (aerul eliminat din zona de sudare);
- stabilizatoare (au fost înțelese ca elemente cu capacități scăzute de ionizare);
- formarea zgurii (necesară pentru a proteja metalul în curs de cristalizare și topit de contactul cu faza gazoasă).
2 Tipuri de electrozi: cum sunt clasificați?
Ca atare, în prezent nu există o clasificare unificată a electrozilor. Acest lucru se datorează și diferențelor în caracteristicile produselor pentru sudare, conform cărora tari diferite a lumii ei sunt subdivizați și direct prin diversitatea lor. Împărțirea electrozilor în mărci specifice nu este reglementată de standarde oficiale, se efectuează în conformitate cu pașapoartele produselor finite și condițiile tehnice de producție.

Acum sunt produse peste 200 de mărci de produse similare. Uneori puteți vedea că unii electrozi nu sunt alocați niciunei mărci sau le corespund mai multe mărci deodată. În țara noastră, electrozii sunt împărțiți în două grupuri mari (metali și nemetalici), care sunt apoi împărțiți într-un număr de subgrupe. Hardware poate fi neconsumabil (lantanizat, tungsten, itrat și toriat) și consumabil:
- neacoperite: in momentul de fata se folosesc exclusiv sub forma unui fir de sudura de tip continuu pentru lucrul in mediu de gaze care protejeaza bazinul de sudura;
- acoperiți: oțel, bronz, fontă, aluminiu, electrozi de cupru pentru sudare și alții.

Electrozii metalici consumabili și neconsumabile pentru sudarea cu arc cu o anumită opțiune de acoperire sunt deja produși în conformitate cu GOST 1975 9466. Acest lucru va fi discutat în continuare. Aici observăm că tehnologia sudării cu arc cu argon electrod neconsumabil presupune utilizarea (cel mai des) produse din wolfram, celelalte tipuri ale acestora sunt folosite mult mai rar.
3 Cum sunt clasificați electrozii acoperiți?
În primul rând, acestea sunt împărțite în șase tipuri în funcție de tipul de acoperire utilizat:
- rutil - marcaj P;
- principal - B;
- acru - A;
- amestecat (notat cu două litere): RJ - pulbere de fier plus rutil, RC - celuloză-rutil, AR - acid-rutil, AB - rutil-bazic);
- celuloză - C;
- altul este P.
De asemenea, specificat Standard de stat subîmparte electrozii în funcție de raportul dintre secțiunea lor transversală și secțiunea transversală a tijei D / d (de fapt, în funcție de grosimea acoperirii lor). Din acest punct de vedere, acoperirea poate fi:
- mediu (C): valoare D / d - mai mică de 1,45;
- subțire (M) - mai puțin de 1,2;
- extra gros (G) - mai mult de 1,8;
- gros (D) - 1,45–1,8.
La programare, electrozii sunt de obicei împărțiți în cei optimi pentru sudarea următoarelor tipuri de oțel:
- aliaj structural, la care rezistența (temporară) la rupere este de cel puțin 600 MPa (indicată prin litera „L”);
- structural slab aliat și carbon cu rezistență de până la 600 MPa (marcaj - „U”);
- puternic aliat, cu caracteristici speciale ("B");
- aliaj rezistent la căldură ("T").

Suprafața de special straturi de suprafață realizat de electrozi marcați cu litera „H”.
Clasificarea prevede, de asemenea, împărțirea produselor pentru efectuarea activităților de sudare în mai multe tipuri, în funcție de compoziția chimică a metalului depus și de parametrii mecanici ai acestuia, precum și în trei grupe separate, descrise de conținutul de fosfor și sulf din metal. , starea acoperirii și clasa de precizie a electrozilor.
Printre altele, electrozii pot avea diferiți atitudine, sub care utilizarea lor este permisă:
- mai jos „în barcă” și mai jos;
- oricare, cu excepția verticală;
- absolut orice;
- verticală și de jos.
4 Electrozi speciali pentru sudarea cuprului
Pentru a conecta structuri de cupru, sudorii experimentați folosesc întotdeauna electrozi speciali, care sunt cauzate de proprietățile speciale ale cuprului (fluiditate ridicată, fragilitate la cald, topire la temperaturi relativ scăzute, ridicate și așa mai departe). În același timp, electrozii pentru sudarea firelor de cupru sunt folosiți cel mai adesea destul de tradițional - grafit sau carbon.
Primele se disting printr-un indicator bun al rezistenței la eroziune și a rezistenței la căldură, nu sunt fragile (probabilitatea crăpării lor în timpul sudării este minimă), pot fi depozitate fără a-și pierde proprietățile timp de câțiva ani, au termen lung funcționare, fiind în același timp foarte economică. Cărbunele, pe de altă parte, nu are cele mai multe dintre aceste avantaje, așa că acum sunt folosite din ce în ce mai puțin.

Separat, observăm că există electrozi tubulari (cupru) pentru perforarea găurilor pe instalațiile de sârmă decupată (a nu se confunda cu un proces care implică utilizarea altora) cu o secțiune transversală de cel mult doi milimetri.
![]()
Au aceste avantaje:
- construcție rigidă;
- rezistivitate electrică scăzută;
- adâncimea maximă de găurire;
- posibilitatea de a selecta lungimea necesară a electrodului, în funcție de mașina pe care va fi utilizat;
- rugozitate scăzută și precizie unică a secțiunii exterioare a produsului;
- prezența în electrod a unui canal special prin care curge lichid pentru a elimina produsele de eroziune.
Sudarea manuală cu arc se realizează cu ajutorul electrozilor. Această tijă de metal cu o acoperire specială (sau fără aceasta) oferă un arc de topire și se formează Sudură cu anumiți parametri.
Pentru a obține o conexiune de înaltă calitate, durabilă și frumoasă din punct de vedere estetic, este necesar să alegeți consumabilele potrivite. Criterii de selectare a electrozilor pentru sudare:
- Tipul de material de sudat. Otel cu grade diferite aliaje, fontă, aluminiu, cupru etc.;
- Conform sudorului folosit. Curent alternativ, curent continuu al polarității selectate;
- Tipul lucrărilor de sudare - racordare, sudare;
- Metoda de sudare, pozitia cusaturii;
- Condiții de sudare - în atmosferă, într-un anumit mediu gazos, in apa.
Toți electrozii sunt împărțiți în două tipuri principale. Nemetalice (cărbune, grafit) și din sârmă. Respectiv electrozi metalici nu se topesc sau se topesc. Acesta din urmă poate fi neacoperit sau cu el.
Electrozii bucăți neacoperiți au fost utilizați în zorii dezvoltării sudurii. Astăzi practic nu sunt folosite. Acest tip a evoluat în fir de sudura, care este alimentat continuu în zona de formare a arcului în mașinile de sudură semiautomate. Datorită muncii efectuate într-un mediu cu gaz inert, lipirea electrodului nu are loc.
Acoperirea (acoperirea) electrozilor stick este proiectată pentru a forma arcul corect, pentru a crea mediul chimic necesar la punctul de sudare și pentru a oferi cusăturii caracteristicile necesare.
Producătorii oferă diverse tipuri și mărci.

Gama include sute de soiuri. Un maestru experimentat poate spune imediat pentru ce consumabil este necesar un anumit fel lucrări. Cu toate acestea, trebuie să știți exact ce sunt electrozii și să puteți descifra denumirea de pe ambalaj.
Electrozi stick de marcare pentru sudarea manuală cu arc
Simbolurile, etichetarea și chiar instrucțiunile scurte pentru depozitare, pregătire și utilizare sunt de obicei aplicate pe ambalaj sau oferite ca inserție pe o bucată de hârtie separată.

Astfel de informații pot fi realizate sub orice formă, chiar și imagini în stil comic. Cu toate acestea, oficialul (pentru care, printre altele, puteți face pretenții către Rospotrebnadzor) este marcarea conform GOST.

Producția de produse este reglementată de standarde. Segmentul cel mai comun este acoperit de GOST 9466-75, care definește procedura de producție, testare și etichetare a ambalajelor pentru electrozi stick.
Conform acestui standard, fiecare pachet trebuie să fie marcat cu informații în următoarea formă:

Ca exemplu de decodare a mărcii de electrozi, luați în considerare următoarea denumire și analizați-o în grupuri:
E42A-UONI12/55-4.0-UD
E514(4)-B20
Tipul de electrod este determinat de mai multe mărci și scopuri (4). Litera E înseamnă un electrod stick, care poate fi folosit pentru sudarea manuală cu arc, precum și pentru suprafață, folosind materialul tijei.
Numărul 42 după litera „E” este o valoare măsurată în kgf/mm², care caracterizează limita în care materialul se defectează în timpul tensiunii. Litera A înseamnă ductilitate îmbunătățită și performanță la impact a sudurii. Acest lucru se realizează datorită conținutului echilibrat de componente din acoperire.
Dacă electrodul este proiectat să lucreze cu oțel cu un grad ridicat de aliere și cu rezistență crescută la căldură, indicele este urmat de un număr care indică cantitatea de carbon în sutimi de a%.
E42A-UONI12/55-4.0-UD
E514(4)-B10
Marca. Numele său este atribuit de producător în timpul certificării și înregistrării unui produs nou. De regulă, fiecare tip de consumabil corespunde mai multor mărci de la diferiți producători. Ce înseamnă numerele și literele este indicat în specificațiile pentru fiecare producător.
E42A-UONI12/55-4.0-UD
E514(4)-B20
Diametrul în milimetri până la zecimi. Diametrul electrodului este mărimea tijei metalice, indiferent de prezența și grosimea învelișului. În acest caz, valoarea de 4 mm este exact.
E42A-UONI12/55-4.0-UD
E514(4)-B10
Desemnarea scopului electrozilor. Indicele Y înseamnă că acest tip poate fi conectat oțeluri slab aliate cu conținut ridicat de carbon. Rezistența la tracțiune a unei astfel de cusături nu depășește 60 kgf / mm².
Toate aplicațiile cu sufixe de litere sunt enumerate în materialul de referință:
| Simbol pe etichetă | Valoare extinsă |
| La | Compus sudatețagle de oțel, cu un grad scăzut de aliere, care au un conținut suficient de mare de carbon. Rezistența la tracțiune a cusăturilor de până la 60 kgf/mm². |
| L | Îmbinarea prin sudare a semifabricatelor din oțel cu un grad ridicat de aliere și un conținut moderat de carbon. Rezistență la tracțiune a cusăturilor peste 60 kgf/mm². |
| T | Metoda de sudare a semifabricatelor din oțel rezistent la căldură cu un grad ridicat de aliere. |
| LA | Sudarea oțelurilor cu un grad ridicat de aliere și proprietăți deosebite. |
| H | Suprafata metalica pe semifabricate. |
E42A-UONI12/55-5.0-UD
E514(4)-B10
Denumirea grosimii stratului de acoperire. Se calculează în cifre cu atribuirea unei denumiri de litere. Nu este necesară o precizie ridicată, dar standardul cere producătorului să respecte patru gradații ale acestui parametru: acoperire subțire, medie, groasă și extra groasă.
E42A-UONI12/55-5.0-UD
E514(4)-B10
Desemnare conform altor GOST. Clasele electrozilor definite de alte standarde sunt proiectate să funcționeze cu materiale care nu sunt specificate în GOST 9466-75. De asemenea, indică marcajul în conformitate cu clasificarea internațională. E - desemnare conform standardului internațional.
E42A-UONI12/55-4.0-UD
E514(4)-B10
Desemnarea tipului de acoperire. În cazul nostru, B este acoperirea principală. Din denumire nu rezultă deloc că acest tip de acoperire este „principalul”, iar restul sunt auxiliare. Fiecare tip are propriile sale avantaje și dezavantaje și, cel mai important, diferite compoziții de acoperire sunt utilizate pentru diferite aplicații.
De exemplu, o acoperire cu acid (A) funcționează la fel de bine atât cu curent continuu, cât și cu curent alternativ. Poate fi sudat în toate pozițiile cusăturii. Cu toate acestea, în timpul sudării, are loc o împrăștiere puternică a scânteilor și se formează fisuri în interiorul cusăturii.
(P) oferă o răspândire moderată a scânteilor, vă permite, de asemenea, să creați cusături de orice orientare și este universal în tipul de curent electric care curge. Cu toate acestea, electrozii înșiși trebuie să fie precalcinați și își deteriorează brusc proprietățile atunci când sunt umezi, deși pot fi utilizați pe material umed și ruginit.
Electrozii acoperiți cu stratul principal (B) - fac un excelent sudură pe metale curate uscate de mare grosime. Curentul de pe aparatul de sudură trebuie să fie constant, polaritatea este inversată.
Învelișul de celuloză (C) este universal atât în curent cât și în poziția cusăturii.
Un dezavantaj serios este că un procent mare este cheltuit pentru pulverizarea metalului în timpul funcționării. Prin urmare, domeniul ideal de aplicare este instalarea de armare, lucru la altitudine mare. Cusături lungi este imposibil să gătești cu un astfel de instrument, deoarece electrozii nu permit supraîncălzirea.
Acoperiri mixte. Sunt folosite pentru a compensa deficiențele acoperirilor mono. Notat prin combinații de litere.
Simbolul (G) înseamnă adăugarea de pulbere de fier pe acoperire.
E42A-UONI12/55-4.0-UD
E514(4)-B10
Desemnarea pozițiilor posibile ale cusăturii în timpul sudării sau locația suprafeței. Este departe de a fi întotdeauna posibil să plasați piesa de prelucrat pe sol sau pe un banc de lucru într-o poziție convenabilă pentru maestru. Cusătura poate rula vertical, orizontal, fi situată pe un „tavan” condiționat.
Cusăturile verticale pot rula de sus în jos și de jos în sus. Nu toate tipurile de electrozi se ocupă de toate pozițiile și direcțiile în mod egal.
În exemplul nostru, este indicat numărul 1, ceea ce înseamnă orice poziție în timpul sudării. Numărul (2) permite operarea în toate modurile și direcțiile, cu excepția verticală „de sus în jos”.
(3) - înseamnă că sudarea se poate face „de-a lungul orizontului” atât pe podea, cât și pe un perete vertical. Principalul lucru este să vă deplasați paralel cu solul. De asemenea, electrodul va face față verticală „de jos în sus”.
(4) - cea mai îngustă aplicație cu profil. Puteți găti numai în partea de jos a orizontului sau a colțurilor orizontale.
E42A-UONI12/55-4.0-UD
E514(4)-B10
Desemnarea curentului electric și parametrii acestuia. Aceasta se referă atât la tipul de curent (alternant direct), cât și la direcția polarității. Acest index indică și tensiunea fără sarcină atunci când se lucrează cu un transformator de curent alternativ cu o frecvență de 50 Hz.
La sfârșitul marcajului se scrie denumirea standardului care descrie tipul de electrozi. Dacă se aplică alte standarde, GOST se scrie după cel principal, separat prin virgule.
Condiții de testare pentru standardizarea electrozilor pentru sudarea cu arc electric
IMPORTANT! Producătorul de electrozi coordonează standardele nu numai cu organismul de certificare, ci și cu autorul acestui standard.
- Tija este realizata din sarma speciala sudata. Aliajul metalic este definit de GOST 2246;
- Acoperirea trebuie să fie distribuită uniform pe tijă, să aibă tranziții clar definite. Fisurile transversale, slăbirile și umflăturile sunt inacceptabile. Fisurile care rulează de-a lungul electrodului nu pot depăși de trei ori diametrul bazei. Craterele nu trebuie să fie aproape unul de celălalt și nu trebuie să depășească jumătate din adâncimea acoperirii;
- Când proba cade orizontal pe o suprafață dură, acoperirea nu trebuie să se despartă și să se crape. Se efectuează teste: pentru o bază cu o grosime mai mare de 4 mm - de la o înălțime de 50 cm, pentru o bază cu o grosime mai mică de 4 mm - de la o înălțime de 100 mm;
- În funcție de valorile nominale ale alimentării și umidității, arcul trebuie inițiat fără încălzire suplimentară a tijei. Arsura are loc uniform, fără focare;
- Pe suprafața craterului în timpul sudării, nu trebuie să se formeze un capac sau un vizor, se efectuează teste în toate pozițiile cusăturii care sunt permise pentru acest tip de tijă;
- Stropirea trebuie să respecte standardul conform căruia este produs electrodul;
- Zgura formată în timpul funcționării arcului trebuie să formeze cordonul de sudură corect și uniform. După răcire, se îndepărtează ușor.
Sfat! Înainte de a cumpăra un pachet de electrozi de sudare cu arc cu care nu ați lucrat anterior, vizitați site-ul web al producătorului și familiarizați-vă cu caracteristicile de producție și marcare.
În concluzie, ca de obicei, informații video detaliate despre scopul, tipurile și tipurile de electrozi. Descifrarea marcajului și recomandărilor pentru alegerea unui electrod pentru un anumit tip de lucru.
Sudarea este proces tehnologic obtinerea de legaturi fiabile prin incalzirea marginilor pieselor pana la punctul de topire. Arc manual - cel mai comun tip. Această metodă este foarte productivă, versatilă, simplă din punct de vedere tehnologic și disponibilă acasă.
Esența RDS
Marginile pieselor de îmbinat sunt topite din cauza căldurii degajate de fluxul de particule ionizate dintre catod și anod - arc electric. Ionizarea are loc din cauza prezenței unui curent și a unui scurtcircuit între doi poli cu caracteristici constante sau variabile.
Instrumentul folosit pentru a crea și arde un arc este un electrod - o tijă de origine metalică sau nemetală. Lucrarea se poate executa cu una sau mai multe tije cu posibilitatea de a crea un arc suplimentar intre ele (sudura cu arc trifazic). Fluxul de electroni ionizați este înconjurat de vapori de la unealtă și de învelișul acesteia, de metalul topit al pieselor care trebuie îmbinate și de rezultatele interacțiunii acestora cu aerul. Tipurile de electrozi pentru sudare sunt determinate luând în considerare toate caracteristicile inerente unui anumit material.
Clasificarea tijelor în funcție de materialul de fabricație
În esență, toate instrumentele de sudură pentru RDS sunt împărțite în consumabile și neconsumabile.
- Topire: unelte metalice din fontă, oțel, aluminiu, cupru (în funcție de tipul de metal care se sudează). Tija acționează ca un catod sau anod și, de asemenea, acționează ca un material de umplere pentru a umple bazinul de sudură și a forma o cusătură.
- Neconsumabile: tije de carbon, grafit, tije de wolfram; îndeplinește numai funcția primară; în plus folosit sârmă de metal de umplutură; wolfram sunt necesare când sudare cu arc cu argon.
 Din primul grup, se disting principalele tipuri de electrozi:
Din primul grup, se disting principalele tipuri de electrozi:
- Fara acoperire. Acest tip de instrument nu este utilizat pentru RDS.
- Acoperit. Se folosește o acoperire adecvată pentru a menține stabilitatea arcului, pentru a proteja metalul de ardere, de influența gazelor, pentru a îmbunătăți caracteristicile mecanice ale sudurii prin aliaje naturale (intrarea elementelor de aliere din tija de topire în bazinul de sudură) .
Aplicare pe tip de lucrare
Tipurile de electrozi enumerate mai sus au o aplicație individuală în funcție de metoda de lucru.
Electrozii de carbon nu - invenția primară de sudare, care aparține lui N. N. Benardos și datează din 1882 - sunt utilizați și astăzi. Caracteristici: curent constant, polaritate dreaptă, alimentare suplimentară a firului de umplutură, arc stabil, tija arde lent, nu are loc carburarea. Utilizarea polarității inverse reduce caracteristicile arcului și cusăturii (se carburează).
Electrozii metalici sunt următoarea invenție în domeniul tehnologiei de sudare, care aparține lui N. G. Slavyanov (1888). Alături de ei, prototipurile moderne aparate de sudat. Sudarea cu tije consumabile a găsit o aplicație mai largă în industrie și a fost dezvoltată activ. Astăzi este folosit în sudarea manuală cu arc, automată și semiautomată (arc scufundat).

Din cauza temperatura ridicata punctul de topire 3422˚С este utilizat ca netopire în sudarea cu arc cu argon. Astfel, diverse tehnologie de sudare corespund unor tipuri specifice de electrozi.
Repartizarea după scop
Numirea este caracteristica conform căreia sunt distribuiți absolut toți electrozii cunoscuți. Tipurile și aplicarea tijelor sunt indicate printr-o literă (GOST 9466-75):
- oțelurile de structură, inclusiv cele slab aliate cu o rezistență de 60 kgf / mm 2 (600 MPa) în marcaj sunt indicate prin litera "U" - carbon;
- oțeluri de structură aliate cu rezistența de 600 MPa - „L”;
- oțeluri de structură înalt aliate - „B”;
- oțeluri aliate rezistente la căldură - „T”;
- aliaje cu proprietăți speciale, care se caracterizează prin suprafață - „H”.
Scopul este indicat în ștampila extinsă.
Acoperiri pentru tije
Acoperiri de diferite compoziții și origine sunt utilizate în cazuri individuale pentru diverse materiale. Se folosesc următoarele tipuri de acoperire cu electrozi:
- Acru "A". Conține feromangan și ferosiliciu. Folosit pentru curent continuu sau continuu. Caracterizat prin viteze mari de topire. Cel mai bine folosit pentru cusăturile inferioare.
- Rutil „R”. Conțin rutil (dioxid de titan), carbonați, aluminosilicați, feromangan, sticlă lichidă. Cusături de sudură de orice poziție și tip cu curent continuu sau continuu. Ca urmare a succesive reacții chimice format zgura protectoare, care previne arderea elementelor. Toxicitate scăzută de bună calitate.
- Celulozic „C”. Compoziția include celuloză, minereu de mangan, talc, rutil, feromangan. Sunt formate gaze protectoareîn jurul arcului și bazinului de sudură. Pentru toate cusăturile; viteza mare de lucru; calitate bună; supraîncălzirea nu trebuie permisă; pierdere mare de stropire. Folosit pentru conducte.

- „B” de bază. Conține carbonați și fluoruri de calciu. Dioxidul de carbon protector se formează datorită reacției carbonului din carbonați cu oxigenul din arc. Este recomandabil să efectuați lucrări în curent continuu cu polaritate în sens opus. În timpul sudării sub o variabilă, se obține o cusătură de calitate scăzută; sunt necesare tehnologii suplimentare pentru a-i îmbunătăți caracteristicile mecanice.
- Alt „P”. Conține elemente de aliere. Calitatea cusăturii este îmbunătățită prin introducerea în ea a unei anumite cantități de elemente de aliere din electrodul de topire.
- Special. Conține sticlă lichidă cu substanțe care conțin gudron. A se proteja de pătrunderea umezelii. Folosit pentru sudarea subacvatică.
Toți electrozii acoperiți au un scop specific. Principalul tip de acoperire este rutil datorită versatilității sale. Acoperirile îndeplinesc funcții de protecție prin dezoxidarea aliajului din bazinul de sudură, adăugând elemente de aliere la acesta și formând un halo. gaze protectoare sau zgura. Acest lucru face posibilă evitarea calității mai scăzute a cusăturii decât cea a materialelor marginilor pieselor, pentru a asigura formarea îmbinărilor sudate solide.
Cerințe pentru instrumente stabilite de GOST 9466-75
- Electrozii trebuie să fie fabricați din material de înaltă calitate.
- Acoperirea trebuie sa fie solida, sa nu prezinte defecte semnificative (se admite existenta unor mici indentaturi si fisuri fara umflare si porozitate).
- Rezistență mecanică ridicată la sarcini accidentale la impact.
- Diferite tipuri de acoperiri cu electrozi ar trebui să se topească uniform, să nu se sfărâme, să nu formeze insule neuniforme și să nu se stropească peste caracteristicile permise.
- Tija trebuie să asigure formarea unei suduri de înaltă calitate: fără fisuri, pori, exces local de metal depus.
- O alegere rațională în conformitate cu toți parametrii necesari și conformitatea cu tehnologia este cheia formării unei conexiuni puternice de încredere.

Alegerea lansetei in functie de marime
Un sudor începător este mai familiarizat cu tipurile de electrozi, care sunt determinate de dimensiune. Diametrul sculei cu care se va efectua lucrarea este selectat strict în funcție de grosimea piesei de sudat. Nu este criptat, dar este indicat clar în marcajul instrumentului. Lungimea electrodului este de asemenea fixată în funcție de diametrul acestuia. Este important să aveți o idee despre lungimea capătului debavurat al sculei.
Grosimea marginilor pregătite, mm | Diametrul electrodului, d, mm | Lungimea electrodului, mm | Lungimea capătului gol dezipat, mm |
| 20 | |||
| 25 | |||
| 25 | |||
| 30 | |||
| 30 |
Pentru sudarea acasă, cele mai utilizate tipuri de electrozi pentru sudarea cu arc cu diametrul de 2-4 mm. Tijele groase sunt aplicabile în atelierele de reparații și în producție.
Grosimea stratului de acoperire
Are propria sa denumire în marcarea instrumentului. Este determinată de raportul dintre raportul său D (mm) și grosimea tijei în sine d (mm). Este împărțit în 4 grupe:
- „M” subțire (coeficient de până la 1,2);
- medie „C” (coeficientul are valori cuprinse între 1,2 și 1,45);
- „D” gros (coeficient - în intervalul 1,45-1,8);
- deosebit de gros „G” (valoarea coeficientului peste 1,8).
Rezultatele lucrării sunt influențate nu numai de tipurile de acoperire pentru electrozii de sudare manuală cu arc, ci și de grosimea stratului de acoperire în sine, precum și de dimensiunile tijei. Selectarea corectă a dimensiunii electrodului asigură o viteză bună de lucru, parametrii de calitate ai arcului și conexiunea formată.
Alegerea tijelor în funcție de tipul de cusătură și de poziția sa în spațiu
Cusăturile au mai multe clasificări:
- In functie de actiunea fortelor principale: flanc, frontal, oblic, capat.
- În conformitate cu poziția pieselor de sudat: cap la cap, colț, te, îmbinări suprapuse.
- În funcție de prezența unei margini teșite: cu teșit, fără teșit.
- În conformitate cu poziția în spațiu: inferior, superior, orizontal, vertical.

Alegerea este influențată de poziția spațială a cusăturii. Tipul său este indicat în marcajul tijei.
- 1 - pentru sudare in toate pozitiile;
- 2 - excepțiile se aplică numai cusăturilor verticale de sus în jos;
- 3 - pentru cusăturile inferioare, orizontală în plan vertical, verticală de jos în sus;
- 4 - pentru cusăturile inferioare.
Tipul de cusătură în raport cu poziția spațială este luat în considerare la determinarea valorilor curente.
Influența parametrilor electrici ai arcului asupra alegerii sculelor de sudare
Sudarea poate fi efectuată în curent continuu sau continuu, direct ("minus" pe electrod, "plus" pe produs) sau polaritate inversă. Alegerea depinde de materialul de sudat și de proprietățile acestuia. Tipul de curent este determinat de sursa de alimentare.
Ca principal echipament care generează și (sau) convertește curent, pot fi utilizate următoarele: transformatoare și oscilatoare (reduceți tensiunea rețelei la valorile cerute), convertoare și redresoare (conversie curent alternativ rețeaua în curentul continuu al procesului de sudare).
Parametrii necesari pentru aprinderea arcului sunt semnificativ diferiți de cei observați în timpul întreținerii acestuia. Tensiunea necesară pentru a forma rapid un arc se numește tensiune în circuit deschis. Luați în considerare valorile tensiunii necesare pentru a aprinde arcul și pentru a menține arderea acestuia.
Tipurile de electrozi de sudare diferă în funcție de caracteristicile rețelei și sunt indicate prin numere de la 0 la 9:
- 0 - numai pentru polaritate inversă DC;
- 1-9 - pentru orice curent;
- 1, 4, 7 - orice polaritate;
- 2, 5, 8 - drept;
- 3, 6, 9 - invers;
- 1-3 - tensiune circuit deschis 50 V;
- 4-6 - 70 V;
- 7-9 - 90 V.
Alegerea afectează caracteristicile tehnologiei și caracteristicile de calitate ale cusăturilor. Deci, cea mai mică adâncime de penetrare este asigurată prin lucrul cu parametri variabili de rețea. Este folosit pentru materiale nepretențioase și modele simple. La sudarea cu arc cu caracteristici constante și polaritate inversă adâncimea bazinului de sudură și proprietățile mecanice ale cusăturii sunt cu 50% mai mari decât chiar și cu polaritate dreaptă. Folosit pentru materiale încăpățânate și structuri critice.
Determinarea puterii curente
La sudarea cu arc tip manual poate fi diferit - de la 30 la 600 A. Alegerea valorii necesare se realizează în funcție de diametrul electrodului de lucru și de tipul de cusătură în raport cu poziția spațială. Calculat după cum urmează:
- Pentru cusăturile inferioare: I=d*k.
- Pentru cele superioare - I=k*d*0,8.
- Pentru orizontală - I=k*d*0,85.
- Pentru cusături verticale - I=k*d*0,9.
unde I - puterea curentului, A;
d - diametru, mm;
k - coeficient, A / mm.

Coeficientul depinde de diametrul tijei:
- pentru electrozi de 1-2 mm grosime - k=25-30 A/mm;
- 3-4 mm - k=30-45 A/mm;
- 5-6 mm - k=45-60 A/mm.
Creșterea forței accelerează procesul de sudare de lucru. Depășirea valorilor admisibile poate duce la supraîncălzirea marginilor, arderea excesivă a componentelor, deteriorarea calității sudurii.
Marcare
Pentru a lua în considerare toate nuanțele de marcare, este important să oferim un exemplu standard în conformitate cu GOST 9466-75 și 9467-75: (E42A-UONI-13 / 45-3.0-UD) / (E432 (5) - B10).
- Marca: ONUI-13/45.
- Tip: E42A - electrod pentru RDS, asigură o rezistență de sudare de 420 MPa cu plasticitate crescută (A).
- 3,0 - diametru 3 mm.
- U - pentru sudare oteluri carbonși structuri slab aliaje.
- D - acoperire groasă.
- E432 (5) - indici în care sunt criptate caracteristicile îmbinării și ale metalului depus.
- 43 - rezistență la tracțiune nu mai puțin de 430 MPa;
- 2 - alungire nu mai mică de 24%;
- 5 - sudarea este posibilă la temperaturi de până la -40˚С; aceasta asigură valoarea minimă admisă a metalului 34 j/cm 2 .
- B - acoperirea principală.
- 1 - poziția spațială a cusăturii: oricare.
- 0 - sudare numai cu arc cu caracteristici constante și polaritate directă.
Utilizarea diferitelor tipuri și mărci de unelte de sudură
Tot ce s-a discutat mai sus se referă mai mult la marcarea electrozilor pentru oțel RDS. Este important să oferim exemple de tije utilizate pentru o varietate de metale feroase și neferoase. Mai jos sunt cele mai comune tipuri.
Tipurile de electrozi sunt distribuite în funcție de metalul de sudat și de caracteristicile mecanice tipice specificate ale sudurii.
Oțelurile carbon slab aliate sunt sudate cu tije de tipuri:
- E42: clasele ANO-6, ANO-17, VCC-4M.
- E42: UNI-13/45, UNI-13/45A.
- E46: ANO-4, ANO-34, OZS-6.
- E46A: UNI-13/55K, ANO-8.
- E50: VCC-4A, 550-U.
- E50A: ANO-27, ANO-TM, ITS-4S.
- E55: UNI-13/55U.
- E60: ANO-TM60, ONUI-13/65.
Oțeluri aliate de înaltă rezistență:
- E70: ANP-1, ANP-2.
- E85: UNI-13/85, ONUI-13/85U.
- E100: AN-KhN7, OZSH-1.
E125 de înaltă rezistență: NII-3M, E150: NIAT-3.
Suprafață metalică: OZN-400M/15G4S, EN-60M/E-70Kh3SMT, OZN-6/90Kh4G2S3R, UONI-13/N1-BK/E-09Kh31N8AM2, TsN-6L/E-08Kh4G2S3R, OZ1Y1Sh31Sh31, OZ1F1Sh31
Fontă: OZCH-2/Cu, OZCH-3/Ni, OZCH-4/Ni.
Aluminiu si aliaje pe baza acestuia: OZA-1/Al, OZANA-1/Al.
Cuprul și aliajele pe bază de acesta: ANTs/OZM-2/Cu, OZB-2M/CuSn.
Nichel și aliajele sale: OZL-32.
Din lista de mai sus, putem concluziona că sistemul de marcare este foarte complex și se bazează pe aproximativ aceleași principii pentru codificarea caracteristicilor tijei, acoperirea acesteia, diametrul și prezența elementelor de aliere.

Calitate îmbinare de sudare depinde de o schemă tehnologică raţională. Următorii factori influențează ce tipuri de electrozi să aleagă:
- Materialul de sudat și proprietățile acestuia, prezența elementelor de aliere și gradul de aliere.
- Grosimea produsului.
- Tipul și poziția cusăturii.
- Proprietăți mecanice specificate ale îmbinării sau metalului de sudură.
Este important ca un sudor începător să navigheze prin principiile de bază ale selectării și marcarii instrumentelor pentru, precum și să opereze cu distribuția mărcilor de tije pentru scopul lor, să cunoască principalele tipuri de electrozi și să le folosească rațional în timpul sudării.