Cusătură de sudură frumoasă. Rolul gazelor de protecție, fluxurilor și zgurii. Selectarea secțiunii transversale a circuitului magnetic
Există două moduri de a începe un arc. Utilizarea uneia sau alteia metode de aprindere a arcului (precum și calitatea sudurii) depinde de condițiile de sudare și de abilitățile practice ale sudorului.
Într-o metodă, electrodul este adus perpendicular pe suprafața produsului până când atinge metalul și este retras rapid în sus până la lungimea arcului necesară. Atingerea electrodului cu produsul ar trebui să fie pe termen scurt, în caz contrar, acesta va fi sudat pe produs („stick”). Pentru a rupe electrodul „aderat” ar trebui să-l rotiți brusc la dreapta și la stânga.
Într-o altă metodă, electrodul este „în dungi”, ca un chibrit, pe suprafața metalului. Este necesar să loviți în direcția de sudare, pentru a nu lăsa urme inutile. Dacă electrodul se lipește, cel mai probabil stratul său este deteriorat. În acest caz, este necesar să ardeți marginea electrodului care iese de sub acoperire.
După aprinderea arcului, electrodul trebuie ținut ceva timp în punctul în care începe depunerea, până când se formează o sudură și se topește metalul de bază. Bazinul de sudură va fi mic la început, apoi va deveni mai mare. În această stare, trebuie păstrat. În acest caz, nu este necesar să priviți direct arcul orbitor. Concentrați-vă pe zona de dincolo de scânteile fumegătoare, pe baia topită din spatele electrodului.
Este foarte important să învățați cum să mențineți o lungime constantă a arcului, adică spațiul dintre capătul electrodului și metalul de bază în timp ce vă deplasați de-a lungul cusăturii. Lungimea arcului afectează în mod semnificativ calitatea sudurii și depinde de marca și diametrul electrodului, spațial pozitiile de sudare, tăierea marginilor sudate etc. Lungimea normală a arcului este considerată a fi între 0,5-1,1 din diametrul electrodului. Indicatorii lungimii optime a arcului sunt un trosnet ascuțit, transferul uniform al picăturilor de metal prin spațiul arcului și stropii reduse.
Arc scurt arde constant și calm. Oferă o sudură de înaltă calitate, deoarece metalul topit al electrodului trece rapid prin golul arcului și este mai puțin supus oxidării și nitrurării. Când se utilizează electrozi acoperiți subțiri, un arc scurt asigură cea mai bună calitate a sudurii. Dar un arc prea scurt poate face ca electrodul să se „lipească”, arcul este întrerupt și procesul de sudare este întrerupt.
arc lung arde instabil cu un șuierat caracteristic. Adâncimea de penetrare este insuficientă, metalul topit al electrodului este stropit și mai oxidat și nitrurat. Sudura este fără formă, iar metalul sudat conține o cantitate mare de oxizi.
Cu cât controlezi mai bine lungimea arcului, cu atât vei găti mai bine. Amintiți-vă că arcul intens respinge baia și încălzește metalul profund. La sudare, asigurați-vă că cusătura este la nivelul suprafeței de sudat.
Alegerea lungimii arcului depinde de tipul de electrod și de poziția în spațiu a produsului în timpul sudării. Când utilizați electrozi acoperiți subțire, lungimea arcului trebuie să fie cât mai scurtă posibil, nu mai mult decât diametrul electrodului. Cu electrozii care formează zgură sau gaz, lungimea arcului poate fi de la 3 la 5 mm.
În funcție de lungimea arcului, se modifică și tensiunea din arc. Cu o lungime a arcului de până la 1,5 mm, este de 15-18 V, cu o lungime a arcului de 3 până la 5 mm - până la 22 V și chiar 40 V.
Atunci când alegeți una sau alta lungime a arcului, este necesar să țineți cont de poziția piesei de sudat. Verticala si sudarea tavanului necesită un arc mai scurt decât într-o poziție a piesei de prelucrat care necesită sudare de jos.
În timpul sudării, electrodul este în permanență în mișcare. Sudorul îi spune următoarele mișcări (Fig. 22, a):
Orez. 22. Mișcarea electrodului în timpul sudării:
a - direcția de mișcare; b - unghiul de înclinare în plan orizontal și vertical; c - sudare în unghi înainte; g - sudare în unghi drept; d - sudarea unghiului din spate
1 - translație de-a lungul axei electrodului spre bazinul de sudură (datorită topirii electrodului), în timp ce pentru a menține o lungime constantă a arcului, viteza de mișcare trebuie să corespundă vitezei de topire a electrodului;
2 - mișcarea de-a lungul liniei cusăturii sudate, care se numește viteza de sudare; viteza acestei mișcări este setată în funcție de curent, diametrul electrodului, viteza de topire a acestuia, tipul de cusătură și alți factori;
3 - mișcarea electrodului de-a lungul cusăturii pentru a obține așa-numitul cordon lățit - cusătura este mai lată decât cordonul filetat obținut cu o mișcare rectilinie. Cu aceste mișcări, se obține o cusătură de până la patru diametre de electrozi într-o singură trecere.
O sudură formată ca urmare a două mișcări ale capătului electrodului - de translație și de-a lungul liniei de cusătură, se numește „fir”. Lățimea sa la viteza optimă de sudare este (0,8-1,5)d e. Rădăcina cusăturii este umplută cu o cusătură de fir în sudarea multistrat, piesele subțiri de prelucrat sunt sudate, se execută lucrări de suprafață și sunt sudate subtăieri.
Sarcină procesul de sudare- se încălzește metalul de bază până la topire, formând un bazin de sudură. Dacă curentul este scăzut, atunci metalul nu se va încălzi corespunzător și bazinul de sudură va „fuge” în spatele electrodului. Dacă există mult curent, atunci metalul de bază va fi prea fierbinte, arcul va arde prin metal, împingându-l înapoi. Când curentul este normal, baia se întinde pe suprafață, marginile sale exterioare sunt subțiri. Prin mutarea electrodului, puteți extinde și muta baia.
În funcție de situație, setările curente se pot schimba. Metalul gros disipă căldura, deci este nevoie de mai mult curent. Metalul subțire se va topi rapid, așa că este nevoie de mai puțin curent. Setările exacte curente depind de comportamentul băii, dar ar trebui să începeți cu setările recomandate.
Dar nu vă fie teamă să creșteți sau să micșorați curentul. De mare importanță pentru calitatea cusăturii este viteza de mișcare a arcului. Sudarea depinde de temperatura metalului de bază, deci este imposibil să vorbim despre curent fără a lua în considerare viteza de sudare. Mișcăm electrodul mai repede - mai puțină căldură intră în metalul de bază. Dacă mișcați electrodul prea repede, metalul nu se va încălzi, cusătura va fi netopită, îngustă, cu o umflătură mică, cu solzi mari în vârf. Daca ne miscam prea incet, intra mai multa caldura, metalul se incalzeste prea mult, baia se intinde si devine greu de controlat. Cordonul de sudură devine prea convex, cusătura devine neuniformă ca formă, cu înclinare de-a lungul marginilor. Datorită intrării excesive a căldurii arcului în metalul de bază, apare adesea arderea și metalul topit curge din bazinul de sudură. În unele cazuri, de exemplu, la sudarea în vale, formarea unui strat lichid de metal electrod topit de grosime crescută sub arc, dimpotrivă, poate duce la formarea lipsei de penetrare.
Pe metalul subțire, pătrunderea adâncă este cu atât mai inutilă. Cum metal mai subțire cu atât mai repede trebuie să te miști. Puteți aplica această tehnică: topiți metalul de bază, apoi răciți-l cu un arc lung și topiți-l din nou. Această metodă poate fi folosită și pentru a umple golurile din îmbinările nepotrivite. Mutați electrodul adânc în spațiu, apoi scoateți-l pentru a răci baia și astfel umpleți treptat cusătura. Aceeași mișcare este utilizată atunci când umpleți o cusătură multistrat.
Când viteza de deplasare se potrivește cu curentul, baia se întinde dar rămâne manevrabilă, marginile sale sunt subțiri și cusătura are o grosime uniformă. Când înveți cum să controlezi bine electrodul, poți pune puțin mai mult curent și crește viteza de sudare. Mai mult curent va asigura o penetrare mai bună și un finisaj mai fin, dar va fi mai dificil să controlați piscina.
Sudarea se realizează atât în direcția de la stânga la dreapta cât și de la dreapta la stânga, de la sine și spre sine. În acest caz, poziția electrodului poate fi „unghi înainte”, „unghi înapoi” și „în unghi drept” (Fig. 22, cd). Desigur, fiecare sudor are un mod preferat de a ține electrodul, cu care este obișnuit și îl folosește în majoritatea cazurilor. Dar, de regulă, poziția „colț înainte” este folosită cel mai adesea pentru sudarea orizontală, verticală, cusături de tavan, sudare îmbinări fixețevi etc. La sudarea prin această metodă, adâncimea de penetrare și înălțimea umflăturii cusăturii scad, dar lățimea acesteia crește considerabil, ceea ce face posibilă sudarea metalului de grosime mică. Marginile se topesc mai bine, astfel încât sudarea la viteze mai mari este posibilă.
În unghi drept, electrodul este de obicei ținut atunci când este necesar să gătiți în locuri greu accesibile, precum și în timpul sudării tavanului.
Sudarea „unghiului din spate” este preferată atunci când se lucrează cu îmbinări file și cap la cap. Vă permite să creșteți adâncimea de penetrare și înălțimea umflăturii, dar în același timp lățimea cusăturii scade. Marginile nu sunt suficient de încălzite, astfel încât este posibilă non-fuziunea și formarea porilor.
Pe lângă mișcările de-a lungul și adânc în cusătură, este necesar să se miște electrodul cel mai adesea peste cusătură. Adâncimea de pătrundere a metalului de bază și formarea sudurii depind în principal de tipul acestor vibrații transversale, care se efectuează de obicei la o frecvență și amplitudine constante față de axa sudurii (Fig. 23). Traiectoria mișcării capătului electrodului depinde de poziția spațială a sudării, muchiile de tăiere și abilitățile sudorului. La sudarea cu vibrații transversale, se obține un cordon largi, iar forma de penetrare depinde de traiectoria vibrațiilor transversale a capătului electrodului, adică de condițiile de introducere a căldurii arcului în metalul de bază.

Orez. 23. Principalele tipuri de traiectorii de mișcări transversale ale capătului de lucru al electrodului cu încălzire slabă (a-b), îmbunătățită (c-h) a marginilor sudate; încălzire îmbunătățită a unei margini (i-k); încălzire rădăcină (l)
Mișcările drepte în zig-zag de-a lungul unei linii întrerupte (Fig. 23, a, k) sunt utilizate pentru a obține margele de suprafață în timpul sudării cap la cap fără a teși marginile în poziția inferioară și dacă nu există șansa de a arde piesa. Pentru a evita epuizarea, priviți marginea superioară a bazinului de sudură de fiecare dată când schimbați direcția.
Mișcările semilunii înainte (Fig. 23, b) sunt folosite pentru suduri cap la cap cu margini teșite și pentru suduri de filet cu picior mai mic de 6 mm, efectuate în orice poziție cu electrozi de până la 4 mm diametru.
Aceleași mișcări ale spatelui semilună sunt utilizate pentru sudarea în poziția inferioară, precum și pentru cusăturile verticale și deasupra capului cu o suprafață exterioară convexă. Dacă este necesar, măriți încălzirea marginilor de sudat la marginile zigzagurilor, electrodul este ușor ținut (Fig. 23, c).
Mișcările triunghiulare (Fig. 23.5) sunt folosite pentru suduri de filet cu un picior mai mare de 6 mm și suduri cap la cap cu margini teșite în orice poziție spațială. Oferă o bună penetrare a rădăcinilor. Pentru sudarea structurilor cu pereți groși cu penetrare garantată a secțiunii rădăcinii la rădăcina sudurii, electrodul este întârziat.
Mișcările circulare și în formă de buclă (Fig. 23, e-i, l) sunt utilizate pentru încălzire îmbunătățită marginile cusăturii mai ales la sudarea otelurilor inalt aliate. Electrodul este ținut la margini, astfel încât să nu existe arsuri în centrul cusăturii sau scurgeri de metal în timpul sudării cusături verticale. În timpul mișcărilor circulare cu mișcarea transversală a electrodului, priviți peste „punte” - limitele băii și zgurii, apoi spre cealaltă parte și distribuiți baia într-un cerc.
Trebuie inteles ca baia topita urmeaza caldura. Când mutați electrodul de-a lungul liniei de sudură, metalul de umplutură al electrodului se deplasează în spate. Dacă nu este suficient metal în jur, lăsați subtăieri. O tăietură este un loc gol - o canelură pe marginea cusăturii sub nivelul metalului (vezi Fig. 8, c). Pentru a evita acest lucru, este necesar să controlați limitele băii, subțierea acesteia la suprafață.
Baia poate fi manipulată de forța arcului de sudare. Când electrodul este vertical, arcul împinge în jos pe baie.
Acest lucru duce la penetrarea adâncă a metalului de bază și răspândește bazinul uniform în jurul craterului. Cu cât electrodul este mai aproape de perpendiculară față de suprafața metalică, cu atât cusătura va fi mai puțin convexă (Fig. 24, a). Înclinând electrodul, respingem baia, iar cusătura va începe să se ridice - să plutească. Cu cât înclinăm mai mult electrodul, cu atât cusătura este mai convexă (Fig. 24, b).

Orez. 24. Manipularea bazinului de sudură cu forța arcului:
a - pătrunderea adâncă a metalului; b - „plutirea” cusăturii
Dar aici ar trebui să fii atent: dacă panta este prea mare, arcul va apăsa în direcția cusăturii, făcând baia dificil de controlat. Prin urmare, sunt utilizate diferite unghiuri de înclinare a electrodului.
Cel mai bine este să începeți sudarea când electrodul este înclinat de la 45° la 90°. Este mai convenabil să lucrezi cu un astfel de unghi, bazinul de sudură este clar vizibil.
La finalizarea cusăturii, craterul ar trebui să fie sudat corespunzător. Craterul este zona cu cea mai mare cantitate de impurități nocive din cauza ratei crescute de cristalizare a metalului, prin urmare, este cel mai probabil să se formeze fisuri în el. Prin urmare, la sfârșitul sudării, nu întrerupeți arcul prin îndepărtarea bruscă a electrodului din piesa de prelucrat. Este necesar să opriți toate mișcările electrodului și să prelungiți încet arcul până când acesta se rupe; topirea metalului electrodului în acest caz va umple craterul. O altă metodă: la sfârșitul cusăturii, opriți mișcarea electrodului, ținând-l timp de 1-2 secunde pentru a umple craterul, apoi treceți înapoi de-a lungul cusăturii cu aproximativ 5 mm și rupeți arcul cu o mișcare rapidă în sus și înapoi.
În cazul întreruperii accidentale a arcului sau la schimbarea electrozilor, se utilizează o tehnică specială de reaprindere a arcului pentru a se asigura că sudura începe cu o fuziune bună și aspect. În astfel de cazuri, arcul ar trebui să fie inițiat la marginea anterioară a craterului, apoi prin întreg craterul este transferat pe marginea opusă, la metalul nou depus, iar apoi înainte din nou, în direcția sudării. . Dacă electrodul nu este retras suficient de departe când arcul este reaprins, va rămâne o adâncitură între zonele de început și sfârșit de sudare. Dacă, totuși, electrodul este tras prea mult înapoi în timpul reaprinderii, atunci se formează o umflătură mare pe suprafața cordonului de sudură.
- ...
- Introducere
Site-ul vă va prezenta principalele tipuri de sudare și tehnica implementării acestora.
- Fundamentele teoriei proceselor de sudare
Sudarea este procesul de obținere a îmbinărilor permanente prin stabilirea legăturilor interatomice între piesele care urmează a fi îmbinate în timpul încălzirii și (sau) deformării plastice a acestora.
- Tehnologia sudării
Sub tehnica de sudare se înțelege metodele de manipulare a electrodului sau a pistolului, alegerea modurilor de sudare, a dispozitivelor și a metodelor de aplicare a acestora pentru a obține o cusătură de înaltă calitate. Cu toate acestea, calitatea sudurilor depinde nu numai de tehnica de sudare, ci și de alți factori, cum ar fi compoziția și calitatea produsului aplicat. consumabile de sudare, starea suprafetei de sudat, calitatea pregatirii si asamblarii marginilor pentru sudare.
- Proiectare aparate de sudura amatori
Cumpără electro aparat de sudura chiar și importate, chiar și producția internă este ușoară. Dar aparate bune sunt scumpe, iar cele ieftine nu asigură întotdeauna calitatea corespunzătoare a lucrărilor de sudare. Prin urmare, interesul pentru modelele de amatori ale transformatoarelor și redresoarelor de sudură este destul de de înțeles.
- atelier de sudor amator
Orice teorie valorează puțin dacă nu este confirmată de practică. Prin urmare, mai jos sunt descrieri ale unor produse specifice, a căror fabricare nu poate fi renunțată fără sudură.
- Siguranță
Orice lucrari de sudare reprezintă un real pericol pentru sănătatea sudorului. Dar evitarea acestor pericole nu este deloc dificilă. Trebuie doar să urmați regulile de siguranță care sunt create pentru propria dumneavoastră protecție.
- Aplicații
Cele 26 de tabele rezumă informațiile necesare sudorului despre metale și echipamente de sudare.
- Proiectare aparate de sudura amatori
- Cusătură de sudură- aceasta zona îmbinare sudata format ca urmare a cristalizării sau ca urmare a oricărei deformări apărute în timpul sudării. Cel mai adesea, atât cristalizarea, cât și deformarea apar la locul de sudare.
- Sudați metalul- se formează ca urmare a topirii metalului de bază. De regulă, partea topită sau topită a structurii este conectată la elementul dorit prin „lipire”. După ce metalul de sudură s-a răcit, lipirea este complet finalizată.
- Metal de baza- aceasta este partea principală care este supusă topirii sau sudării.
- Zona de fuziune- această zonă este de obicei situată la limita sau între metalul de bază sau sudat.
- zona afectata de caldura- aceasta este o secțiune a metalului de bază care nu este supusă topirii, dar ale cărei structură și proprietăți se modifică ca urmare a încălzirii în timpul sudării sau suprafeței.
- Arc sudat- acesta este un gaz încălzit la temperaturi incredibil de ridicate (aproximativ 5-7 mii), așa că trebuie să gestionați sudarea cu grijă extremă, altfel riscați să vă provocați arsuri grave dvs. sau altora.
- sudare cu arc- acest tip de sudare se face folosind arc electric, care încălzește gazul la temperaturi incredibil de ridicate. La contactul cu suprafața produs metalic, metalul începe să se topească, în urma căruia se formează așa-numitul „bazin de sudură”. După ce metalul se răcește, apare o sudură.
- Sudarea cu arc cu argon- practic, ca tip de sudare cu arc, aici trebuie folosit doar argon ca gaz incalzit. Acest tip sudarea este foarte potrivită pentru diferite bare de armare cu o grosime de cel mult 5 milimetri.
- Cu siguranță veți avea nevoie de aparatul de sudură în sine.
- De asemenea, veți avea nevoie de un set mic de electrozi care vor conduce suficientă energie electrică pentru a încălzi gazul la temperatura dorită.
- Un ciocan mic special care va fi necesar pentru a bate zgura inutilă.
- La fel și o perie cu peri duri pentru a îndepărta diverse tipuri de resturi.
- Transformator. Datorită lui, curentul electric alternativ obișnuit care trece prin prizele noastre va fi transformat în direct. Majoritatea sudurilor de pe piața mondială funcționează numai cu curent continuu.
- Mai întâi trebuie să atașați o clemă de masă specială la piesa de prelucrat și să introduceți electrodul în suport pentru sudare. Apoi trebuie să încercați să dați foc arcului. Electrodul trebuie setat la un unghi de aproximativ 70 de grade față de piesa de prelucrat. Pentru a aprinde arcul, este necesar să treceți electrodul peste piesa de prelucrat cu o viteză de aproximativ 7-10 cm pe secundă. Din exterior, va părea că aprindeți un chibrit. Când apar un trosnet caracteristic și scântei, arcul de gaz în sine se va aprinde. Dacă toate acestea s-au întâmplat, atunci totul a funcționat pentru tine.
- Apoi, setați electrodul la aproximativ același unghi. După instalare, va trebui să intrați în contact cu piesa de prelucrat și să ridicați imediat electrodul ușor, astfel încât să ajungeți la un spațiu mic de 3-5 milimetri între suprafața metalică și electrod. După contactul cu metalul, arcul începe să ardă. Cu toate acestea, nu numai metalul piesei de prelucrat se va topi, ci și arcul în sine. Încercați să mențineți dimensiunile spațiului și, în același timp, mutați electrodul orizontal sau vertical (în funcție de direcția de care aveți nevoie).
- De asemenea, în timpul procesului de sudare, dacă te apropii prea mult (tot din cauza tensiunii scăzute) de suprafața metalică, atunci electrodul tău se poate lipi. Pentru a se desprinde, mutați-l dintr-o parte în alta. Apoi reaprindeți arcul.
- Încercați să reglați transformatorul cât mai bine posibil. La urma urmei, dacă există prea mult curent, atunci metalul se va topi ca untul, iar dacă este prea puțin curent, atunci arcul se va stinge pur și simplu.
- Așezăm toate țevile pe o masă sau un suport special pe care îți va fi convenabil să lucrezi cu ele.
- În această metodă, va trebui să sudați țeava în doi pași. Primul pas este să sudați prima jumătate de inel într-o direcție, apoi a doua în cealaltă. Aici, ar trebui utilizată o tehnică de ghidare de sus în jos, folosind un electrod organic pulverizat de 4 mm.
- Dacă sudați țevi cu un diametru mic, încercați să le sudați cu un arc continuu, dar dacă diametrul țevii este mare, atunci sudați-o folosind metoda dată în al 2-lea paragraf.
Clasificarea tipurilor de sudare
- sudare cu arc
- sudare cu flacără
Esența fizică și chimică a sudării metalelor
- sudare sub presiune
- sudare prin fuziune
- Compozitia chimica a sudurii
- Rolul gazelor de protecție, fluxurilor și zgurii
- Sudabilitatea metalelor
- Deformatii in timpul sudarii
Caracteristicile proceselor fizice în sudarea cu arc
- Proprietăţile arcului de sudare
- Lovitură magnetică
- Formarea unui bazin de sudura
- Deformatii in timpul sudarii
Caracteristicile proceselor fizice în sudarea cu gaz
- Datele inițiale
- Calcul simplificat al înfășurărilor
- Locația înfășurărilor
- Verificarea calitatii infasurarilor
Controlul curentului de sudare AC
Sudura prin puncte de contact
- Suport electrod simplu
Arzatoare pe gaz de casa
- Arzator cu supapa VK-74
Proiectare masini de sudura
- Datele inițiale
- Caracteristici de proiectare ale transformatoarelor de sudare
- Metoda standard de calcul a unui transformator de sudare
- Calcul simplificat al înfășurărilor
- Calculul transformatorului nestandard
- Selectarea secțiunii transversale a circuitului magnetic
- Selectarea bobinelor empiric
- Locația înfășurărilor
- Alegerea firului de înfăşurare şi a materialelor izolante
- Verificarea calitatii infasurarilor
Caracteristici de proiectare pe diferite circuite magnetice
- Transformator de sudura in forma de U
--- Realizarea unui circuit magnetic de casă
- Transformatoare de sudare pe un circuit magnetic din LATR-uri
--- Transformator cu umerii distanțați („eared”)
--- Transformator toroidal de la LATR-uri
--- Realizarea unui circuit magnetic toroidal de casă
- Transformator de sudare de la statorul motorului
- Transformator de sudura de la ... TV
- Alte tipuri de transformatoare de sudura
- Reglarea curentului alternativ de sudare
- Controler electronic simplu de curent de sudare
- Transformator de sudura cu reglare electronica a curentului
- Dispozitive simple de redresare
- Redresor cu amplificare de tensiune
- Reglarea curentului constant de sudare
--- Redresor - Regulator DC
--- Aparat de sudura simplu cu regulator de curent
Sudura prin puncte de contact
- Caracteristici de design ale ESA amatori
- Aparat de sudura in puncte de birou
- sudare prin puncte pentru atelierul de acasă
Modele de suporturi de electrozi de casă
- Suport electrod simplu
- Suport electrod filetat
- Suport electrod cu blocare a pârghiei
- Suport electrod cu clemă tijă
Arzatoare pe gaz de casa
- Arzator cu supapa VK-74
- Arzător transformat din tăietor cu gaz acetilenă
- Arzător cu supapă de la o butelie de gaz
Fabricare porti metalice, grilaje, garduri
- Grila ferestrei
- Gard din plasa metalica
Cusăturile de sudură pentru metal sunt o conexiune integrală, care se realizează prin sudare sub influența temperaturi mari.
Îmbinările sudate au mai multe zone de îmbinare care se formează în timpul procesului de sudare în sine:
Deci, sudurile pot fi împărțite în mai multe tipuri:
- acest tip de conexiune este format din doua elemente adiacente intre ele cu suprafete de capat. Acest tip suduri foarte ușor în construcție tehnică și folosit destul de des.

suprapuse este tipul în care toate elemente sudate sunt situate paralele unele cu altele. Cel mai adesea, acestea trebuie să se suprapună parțial.

unghiular- in acest tip de imbinare sudata, toate elementele sunt sudate intre ele la un anumit unghi.

Tavrovoe- acest tip de conexiune este asemănător colțului, dar aici este necesară sudarea doar pe suprafața laterală.

Sfârşit- aici va trebui să sudați suprafețele laterale ale materialului între ele.

Bazele sudurii electrice
După ce v-ați ocupat de tipurile și tipurile de îmbinări de sudură, puteți trece la elementele de bază ale sudării electrice. Dacă intenționați să studiați pe cont propriu, atunci va trebui să vă aprovizionați cu toate materialele necesare. De la prima exersare, este posibil să întâmpinați un mic eșec, este mai bine să vă aprovizionați cu mult material.
De asemenea, este important să cunoașteți câțiva termeni și notații înainte de a începe lucrul:
Munca pregatitoare
Din motivele care au fost descrise mai sus, toate lucrările de sudare se fac cel mai bine într-o cameră în care nu există nimic de ars, altfel riscați să aprindeți un incendiu. După ce am găsit o cameră sigură pentru incendiu, este necesar să pregătiți toate materialele necesare lucrării. În primul rând, gândiți-vă la protecția dvs., obțineți o specială masca de sudura, mănuși pentru sudură și, de asemenea, este indicat să achiziționați suplimentar un costum special, care este din material refractar.
Când sunteți sigur că v-ați protejat de o scânteie sau arsuri accidentale, trebuie să achiziționați toate uneltele necesare pentru lucrare. Acestea includ:
Cum să gătești cu sudare electrică
Când totul este gata pentru a începe procesul de sudare, asigurați-vă că verificați cu atenție suprafața elementelor care urmează să fie sudate împreună pentru rugină sau orice alte defecte. Dacă se găsesc, se recomandă să încercați să le eliminați sau să înlocuiți articolele defecte cu altele mai bune.
Acum că totul este gata de funcționare, puteți începe:
Cum se sudează o cusătură
După ce ne-am ocupat puțin de lucrul arcului și de sudarea în sine, trecem la execuția cusăturilor. Cusăturile în cazul nostru sunt împărțite numai în orizontale și verticale.
Mai jos este o mică instrucțiune pentru fiecare dintre aceste tipuri:
1. Cusătură orizontală
Realizarea unei astfel de cusături este ușor. Este suficient doar să conduceți treptat arcul pe orizontală, observând un decalaj de 3-5 milimetri. De asemenea, este de dorit să fixați cât mai bine materialul pe care trebuie să faceți o cusătură.
La sudare, este necesar să se conducă un arc nu foarte repede, dar nici foarte lent - acest lucru este necesar pentru ca spațiul dintre materialele metalice să fie umplut treptat cu metal topit și, în același timp, să aibă timp să se răcească.
Este foarte de dorit să încercați să nu întrerupeți cusătura, altfel aliajul se poate dovedi a fi neuniform.
2. Cusătură verticală
Procesul de sudare a cusăturilor verticale este destul de similar cu procesul de sudare cusături orizontale, numai în acest caz trebuie să sudați într-un unghi diferit. Cel mai important principiu în sudarea cusăturilor verticale este să urmați o anumită regulă - nu arc niciodată prea rapid sau prea lent. Deoarece în acest caz, dacă metalul este expus la căldură mare (arcul este prea lent), acesta va curge treptat în jos, iar dacă arcul este prea rapid, s-ar putea să ajungeți la o cusătură de proastă calitate.
Sarcina dvs. ar trebui să fie să îmbinați ambele margini, topindu-le cu un arc de sudură, în același timp direcționând picăturile de metal acolo de la capătul electrodului încălzit la o stare de lichid.
Cum se sudează țevi
Procesul de sudare a țevilor folosind sudarea electrică este destul de laborios și necesită un anumit nivel indemanare si precizie. Dacă doriți să învățați cum să sudați țevi pe cont propriu, atunci cel mai bun lucru de făcut este să începeți să încercați țevi pe metal gros.
Instructiuni mici:
Cum să îndepărtați zgura
În timpul lucrului, puteți forma diferite tipuri de defecte în locurile aliajului - zgură. Lăsați cusătura să se răcească înainte de a începe curățarea zgurii. Când sunteți sigur că cusătura este rece, bateți-o cu un ciocan mic (cel mai bine este să cumpărați unul special pentru îndepărtarea zgurii).
După atingerea zgurii, stratul principal de zgură va zbura de la sine, straturile rămase pot fi îndepărtate cu șmirghel.
Tehnica cusăturii
La Categorie:
Tehnica sudare cu arc
Tehnica cusăturii
Aprindere cu arc. Există două moduri de a declanșa un arc cu electrozi acoperiți - rupere directă și rupere de-a lungul unei curbe. Prima metodă se numește aprindere back-to-back. Al doilea seamănă cu mișcarea la aprinderea unui chibrit și de aceea se numește lovitură.
Sudorii folosesc cu succes ambele metode de aprindere a arcului, prima fiind folosită mai des atunci când sudează în locuri înguste și incomode.
Lungimea arcului. Imediat după aprinderea arcului, începe topirea metalelor de bază și a electrodului. Pe produs se formează o baie de metal topit. Sudorul trebuie să mențină arcul aprins astfel încât lungimea acestuia să fie constantă. Performanța sudurii și calitatea sudurii depind foarte mult de lungimea arcului corect aleasă.
Sudorul trebuie să introducă electrodul în arc la o viteză egală cu viteza de topire a electrodului. Capacitatea de a menține un arc de lungime constantă caracterizează calificările sudorului.
Lungimea arcului este considerată normală, egală cu 0,5-1,1 din diametrul tijei electrodului (în funcție de tipul și marca electrodului și de poziția sudării în spațiu). Creșterea lungimii arcului reduce arderea sa stabilă, adâncimea de penetrare a metalului de bază, crește pierderile de deșeuri și stropii electrodului, provoacă formarea unei suduri cu o suprafață neuniformă și sporește efectul nociv al atmosferei înconjurătoare. asupra metalului topit.
Poziția electrodului. Înclinarea electrodului în timpul sudării depinde de poziția sudurii în spațiu, de grosimea și compoziția metalului care se sudează, de diametrul electrodului, de tipul și grosimea acoperirii.
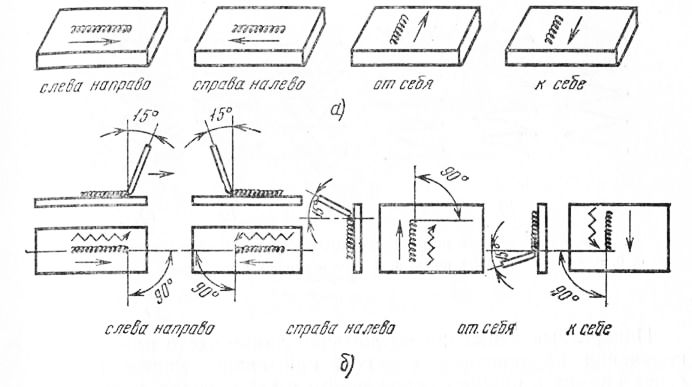
Direcția de sudare poate fi de la stânga la dreapta, de la dreapta la stânga, departe de tine și spre tine.
Indiferent de direcția de sudare, poziția electrodului trebuie să fie sigură: acesta trebuie să fie înclinat față de axa sudurii astfel încât metalul piesei de sudat să fie topit la cea mai mare adâncime. Pentru a obține o cusătură strânsă și uniformă la sudarea în poziția inferioară pe un plan orizontal, unghiul de înclinare a electrodului trebuie să fie de 15 ° față de verticală în direcția cusăturii.
De obicei, arcul menține direcția axei electrodului; prin panta specificată a electrodului, sudorul realizează penetrarea maximă a metalului produsului. Acest lucru îmbunătățește formarea cusăturii și, de asemenea, reduce viteza de răcire a metalului bazinului de sudură, ceea ce previne formarea fisurilor fierbinți în cusătură.
Cu furtun sudare semiautomată poziţia firului electrodului este similară cu poziţia electrodului când sudura manuala electrozi acoperiți.
Unghiul de înclinare a electrodului în timpul sudării manuale în pozițiile inferioare, verticală, deasupra capului și orizontală este prezentat în fig. 1b.
Mișcări oscilatorii ale electrodului. Pentru a obține o rolă de lățimea dorită, se efectuează mișcări oscilatorii transversale ale electrodului. Dacă electrodul este deplasat numai de-a lungul axei de sudare fără mișcări oscilatorii transversale, atunci lățimea cordonului este determinată numai de puterea curentului de sudare și viteza de sudare și variază de la 0,8 la 1,5 din diametrul electrodului. Astfel de role înguste (cu filet) sunt utilizate la sudarea foilor subțiri, la aplicarea primului strat (rădăcină) al unei suduri multistrat, la sudarea prin metoda suportului și în alte cazuri.
Cel mai adesea, se folosesc cusături cu o lățime de 1,5 până la 4 diametre de electrod, obținute prin mișcări oscilatorii transversale ale electrodului.
Cele mai comune tipuri de mișcări oscilatorii transversale ale electrodului în timpul sudării manuale:
- linii drepte de-a lungul unei linii întrerupte;
- o semilună, cu capetele îndreptate spre cusătura depusă;
- o semilună, cu capetele îndreptate spre direcția sudării;
triunghiuri;
- în formă de buclă cu întârziere în anumite locuri.

Orez. 2. Principalele tipuri de mișcări transversale ale capătului electrodului: a, b, c, d - cu cusături obișnuite
Mișcările transversale de-a lungul unei linii întrerupte sunt adesea folosite pentru a obține margele de suprafață, atunci când foile de sudură cap la cap fără margini teșite în poziția inferioară și în cazurile în care nu există posibilitatea de ardere a piesei de sudat.
Mișcările cu semilună, cu capetele îndreptate spre sudură, se folosesc la sudurile cap la cap cu marginile teșite și la sudurile de filet cu piciorul mai mic de 6 mm, efectuate în orice poziție cu electrozi de până la 4 mm diametru.
Mișcările triunghiulare sunt inevitabile atunci când se execută suduri de filet cu picioare de sudură peste 6 mm și margini cap la cap teșite în orice poziție spațială. În acest caz, se obține o bună penetrare a rădăcinii și o formare satisfăcătoare a cusăturii.
Mișcările în formă de buclă sunt utilizate în cazurile care necesită o încălzire mare a metalului de-a lungul marginilor cusăturii, în principal la sudarea foilor de oțeluri înalt aliate. Aceste oțeluri au o fluiditate ridicată și pentru formarea satisfăcătoare a sudurii este necesar să se țină electrodul la margini pentru a preveni arderea în centrul sudurii și curgerea metalului din bazinul de sudură în timpul sudare verticală. Mișcările în formă de buclă pot fi înlocuite cu succes cu mișcări în jumătate de lună cu întârziere de arc de-a lungul marginilor cusăturii.
Modalități de umplere a cusăturii pe lungime și secțiune. Cusăturile de-a lungul lungimii sunt realizate în pasaj și în sens invers, în trepte. Esența metodei de sudare este că cusătura este realizată de la început până la sfârșit într-o singură direcție.
Metoda inversă este cusătură lungăîmpărțit în secțiuni relativ scurte.
Conform metodei de umplere a cusăturilor de-a lungul secțiunii, se disting cusăturile cu un singur strat, cusăturile cu mai multe straturi și cu mai multe straturi.
Dacă numărul de straturi este egal cu numărul de treceri, atunci o astfel de cusătură se numește multistrat. Dacă unele dintre straturi sunt realizate în mai multe treceri, atunci o astfel de cusătură se numește multi-pass.
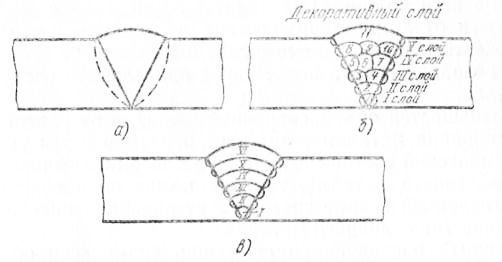
Orez. 3. Scheme de umplere a rosturilor de-a lungul secțiunii: a - cu un singur strat și cu o singură trecere, b - cu mai multe straturi și cu mai multe treceri, c - cu mai multe straturi
Orez. 4. Scheme de umplere a unei suduri multistrat cu un interval scurt de timp: a. b - secțiuni, a - cascadă, e - tobogan
Suturile multistrat sunt mai des folosite în articulațiile cap la cap, multi-pass - în unghiular și tee.
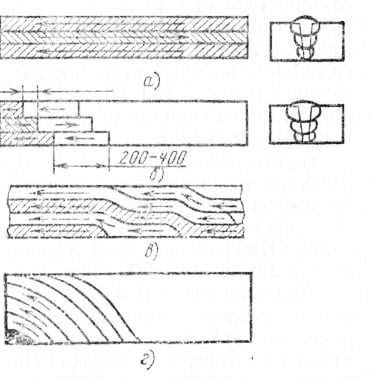
Pentru o încălzire mai uniformă a metalului de sudură pe toată lungimea sa, sudurile sunt realizate prin metode cu două straturi, secțiuni, cascadă și alunecare, iar toate aceste metode se bazează pe principiul sudării în trepte inversă.
Esența metodei stratului dublu constă în faptul că al doilea strat se aplică peste primul care nu s-a răcit după îndepărtarea zgurii de sudură. Sudarea pe o lungime de 200-400 mm se efectuează în direcții opuse. Acest lucru previne apariția fisurilor fierbinți în cusătură la sudarea metalului cu o grosime de 15-20 mm, care are o rigiditate semnificativă.
Cu o grosime a tablelor de oțel de 20-25 mm sau mai mult, sudarea în cascadă sau alunecare este utilizată pentru a preveni fisurile. Umplerea unei suduri multistrat pentru sudare cu secțiuni și o cascadă se realizează, așa cum se poate vedea din Fig. 49, pe toată grosimea sudată la o anumită lungime a pasului. Lungimea treptei este selectată astfel încât metalul de la rădăcina sudurii să aibă o temperatură de cel puțin 200 ° C pe toată grosimea sudurii. În acest caz, metalul are o ductilitate ridicată și nu se formează fisuri. Lungimea treptei în timpul sudării în cascadă este de 200-400 mm, iar la sudarea în secțiuni - mai mult. Sudarea cu glisier se realizează prin treceri prin toată grosimea metalului. Metoda de sudare este selectată în funcție de compoziția chimică și grosimea metalului, de numărul de straturi și de rigiditatea produsului de sudat.
Sudarea multistrat are următoarele avantaje față de sudarea cu un singur strat:
1. Volumul bazinului de sudură scade, drept urmare viteza de răcire a metalului crește și dimensiunea granulelor scade.
2. Compoziția chimică a metalului de sudură este apropiată de compoziție chimică metal depus, deoarece curentul scăzut de sudare în timpul sudării multistrat contribuie la topirea unei cantități mici de metal de bază.
3. Fiecare strat ulterior al sudurii tratează termic metalul stratului anterior, iar metalul afectat termic are o structură cu granulație fină, cu ductilitate și duritate crescute.
Fiecare strat de sudură trebuie să aibă o grosime de 3-5 mm (la sudarea oțelului moale) în funcție de puterea curentului de sudare.
La curent de sudare Un arc de 100 A topește metalul stratului superior la o adâncime de aproximativ 1,5 mm, iar metalul stratului inferior (mai mult de 1,5 mm adâncime) este încălzit de la 1500 la 1100 ° C și, la răcirea rapidă, formează o fină. -structură turnată granulată.
Cu un curent de sudare de 200 A, grosimea stratului poate fi mărită la 5 mm, iar tratamentul termic al stratului inferior va avea loc la o adâncime de aproximativ 2,5 mm.
Tratamentul termic al metalului de sudură rădăcină pentru a obține o structură cu granulație fină se realizează prin aplicarea unui cordon de sudură, care se realizează cu un electrod cu diametrul de 3 mm la un curent de sudare de 100 A. Înainte de aplicarea cordonului de sudură, rădăcina de sudură este curățată prin tăiere termică sau cu un tăietor. Rola de sudură se aplică pe toată lungimea trecerii.
Tratamentul termic al metalului stratului superior se realizează prin aplicarea unui strat de recoacere (decorativ). Grosimea stratului de recoacere trebuie să fie minimă (1-2 mm), oferind o viteză mare de răcire și o structură cu granulație fină a stratului superior. Stratul de recoacere se realizeaza cu electrozi cu diametrul de 5-6 mm la un curent de 200-300 A, in functie de grosimea tablei.
Capătul cusăturii. La sfârșitul cusăturii, nu puteți rupe imediat arcul și lăsa un crater pe suprafața metalică. Un crater poate provoca o fisură în îmbinare din cauza conținutului de impurități, în primul rând sulf și fosfor. La sudarea oțelului moale, craterul este umplut cu metal de electrod sau adus în lateral pe metalul de bază. La sudarea oțelului predispus la formarea de microstructuri de întărire, îndepărtarea craterului în lateral este inacceptabilă din cauza posibilității de formare a fisurilor. Nu se recomandă sudarea craterului pentru mai multe întreruperi și aprinderi ale arcului din cauza formării de contaminare cu oxid a metalului. cel mai bun mod capătul cusăturii va fi umplerea craterului cu metal datorită încetării mișcării înainte a electrodului în jos și prelungirii lente a arcului până la rupere.