Tipuri de poziții spațiale în timpul sudării. Caracteristici ale sudării în diferite poziții spațiale Yu.A. Dementiev Instituție regională de învățământ de stat de profesionist primar
Tipuri de conexiune în funcție de poziție în spațiu:
Orizontală
vertical
Tavan
Cea mai optimă pentru sudare este poziția inferioară a cusăturii. Prin urmare, atunci când proiectați un produs și compilați o tehnologie procesul de sudare acest lucru ar trebui luat în considerare. Sudarea in pozitie inferioara contribuie la o productivitate ridicata, este cel mai usor proces pentru a obtine o sudura de calitate.
Poziția orizontală și verticală a îmbinării sudate necesită calificări avansate din partea sudorului, iar poziția tavanului este cea mai consumatoare de timp și nesigură.
23. Tipuri de îmbinări sudate. Există mai multe tipuri de suduri în funcție de tipul de conexiune: - Cusătura articulația cap la cap, - Cusătura conexiune tee, - cusătură de îmbinare poală, - cusătură de îmbinare de colț.
24. Ce este sudare cu arc? sudare electrica - una dintre metodele de sudare care folosește un arc electric pentru a încălzi și a topi metalul. Temperatura arc electric(până la 7000 °C) depășește punctele de topire ale tuturor metalelor existente.
La electrod și piesa de prelucrat pentru a fi sudată pentru formarea și întreținerea unui arc electric din transformator de sudare se furnizează energie electrică. Sub acțiunea căldurii arcului electric (până la 7000 ° C), marginile pieselor care urmează a fi sudate și metalul electrodului sunt topite, formând un bazin de sudură, care se află în stare topită de ceva timp. În bazinul de sudură, metalul electrodului este amestecat cu metalul topit al produsului (metal de bază), iar zgura topită plutește la suprafață, formând o peliculă protectoare. Când metalul se solidifică, îmbinare sudata. Energia necesară pentru formarea și menținerea unui arc electric este obținută din surse speciale de alimentare DC sau AC.
În procesul de sudare electrică, consumabile și electrozi neconsumabile. În primul caz, formarea sudurii are loc în timpul topirii electrodului propriu-zis, în al doilea caz, în timpul topirii sârmei de umplutură (tije etc.), care este introdus direct în bazinul de sudură.
Pentru a proteja metalul sudat de oxidare, gaze protectoare(argon, heliu, dioxid de carbon și amestecurile acestora) furnizate de la capul de sudare în timpul procesului de sudare electrică.
Pentru a crește stabilitatea arcului electric, în electrozi pot fi introduse elemente ușor ionizabile (potasiu, sodiu, calciu).
Distingeți sudarea electrică curent alternativ si sudura electrica curent continuu. La sudarea cu curent continuu, cusătura se obține cu mai puține stropi de metal, deoarece nu există trecere cu zero și inversare a polarității curentului.
Redresoarele sunt folosite la aparatele de sudura electrice cu curent continuu.
Este posibil să se controleze poziția arcului de sudare la sudarea cu curent continuu. Arcul este același conductor de curent ca un conductor obișnuit și deviază într-un câmp magnetic în conformitate cu legea lui Ampère.
25. Ce este sudarea Slavyanov și Benardos?
Principala diferență între metodele de utilizare a arcului electric, propuse de Benardos și Slavyanov, a fost că Slavyanov a înlocuit electrodul de carbon al lui Benardos cu unul metalic, în urma căruia, ca urmare a topirii, metalul lichid necesar lucrului este obținut.
Utilizarea unui electrod metalic consumabil a eliminat, de asemenea, posibilitatea creșterii prea mari a temperaturii piesei de prelucrat și pericolul de carburare a metalului. În același timp, a fost posibil să se folosească un electrod metalic topit printr-un arc ca material pentru turnare.
Metoda lui Slavyanov, adică lucrul cu electrozi metalici, s-a dovedit a fi posibil de utilizat pentru sudarea pieselor metalice. În viitor, Slavyanov a început să folosească pentru unele operațiuni, de exemplu, pentru etanșarea turnărilor de oțel și un electrod de carbon. Astfel, metodele de prelucrare electrică a metalelor propuse de Benardos și Slavyanov au convergit în acest sens, deoarece ambii inventatori au început să folosească atât electrozi de carbon, cât și electrozi metalici.
Cu toate acestea, Benardos și-a propus inițial metoda ca metodă de sudare electrică; Slavyanov, pe de altă parte, și-a propus propria metodă ca metodă de turnare electrică, prin urmare, el a numit-o „turnarea electrică a metalelor”. Conform propunerii originale a lui Slavyanov, turnarea electrică a metalelor pe care a inventat-o a constat în principal în turnarea topiturii. soc electric metal pe o suprafață metalică și în turnarea părților lipsă în unele produs metalic. Locul de corectat a fost închis într-o matriță și umplut cu electrod metalic.
Sudarea începe cu aprinderea arcului de sudare, care are loc atunci când capătul electrodului atinge produsul pentru o perioadă scurtă de timp. Datorită fluxului de curent de scurtcircuit și prezenței rezistenței de contact, capătul electrodului se încălzește rapid până la temperatura ridicataşi apare un arc de sudare. În timpul aprinderii arcului, capătul electrodului trebuie îndepărtat din produs cu 4-5 mm. Arcul este aprins prin separarea directă a electrodului după un scurtcircuit - prin metoda „cap la cap” sau prin mișcarea de alunecare a capătului electrodului cu o atingere scurtă a produsului - prin metoda „match”. Arcul este deplasat în așa fel încât să se asigure pătrunderea marginilor sudate și să se obțină calitatea necesară a metalului depus cu o bună formare a sudurii. Acest lucru se realizează prin menținerea arcului de lungime constantă și deplasarea în consecință a capătului electrodului (Fig. 30).
30. Schema principalelor mișcări ale capătului electrodului
a - cu încălzire crescută a ambelor margini; b - la fel, o margine; c - la încălzirea mijlocului cusăturii
La sudura manuala lungimea arcului, în funcție de marca și diametrul electrodului, condițiile de sudare, este de 0,5-1,2 din diametrul electrodului. O creștere mare a arcului duce la o scădere a adâncimii de penetrare, o deteriorare a calității cusăturii, o creștere a stropilor și, uneori, la formarea porilor; o scădere semnificativă - la deteriorarea formării și scurtcircuit.
La sudare cu gaz piesa bucală se află la un anumit unghi față de suprafața piesei de sudat (Fig. 31). Cu cât metalul este mai gros și conductivitatea termică este mai mare, cu atât unghiul de înclinare este mai mare. Pentru o încălzire mai bună a metalului, se stabilește mai mult unghiul de înclinare la începutul sudării, apoi se reduce treptat la o valoare normală, iar la sfârșitul sudării se reduce din nou pentru a umple mai bine craterul și a preveni arderea metalului. . Pe fig. 31.6 arată cum se deplasează piesa bucală de-a lungul cusăturii. Metoda 4 este recomandată pentru sudarea tablei subțiri, metodele 2 și 3 - pentru sudarea metalelor de grosime medie, metoda 1 nu este recomandată din cauza posibilității de oxidare a metalului topit de oxigenul atmosferic. Sârma de umplere face aceleași mișcări, dar în sens opus.
Există modalități la dreapta și la stânga de sudare cu gaz. Cu metoda corectă, sudarea se efectuează de la stânga la dreapta, flacăra este îndreptată către zona sudată a cusăturii, iar firul de umplere se mișcă după arzător.

31. Unghiuri de înclinare (a) și metode (1-4) de mișcare (b) ale muștiștilor arzătorului
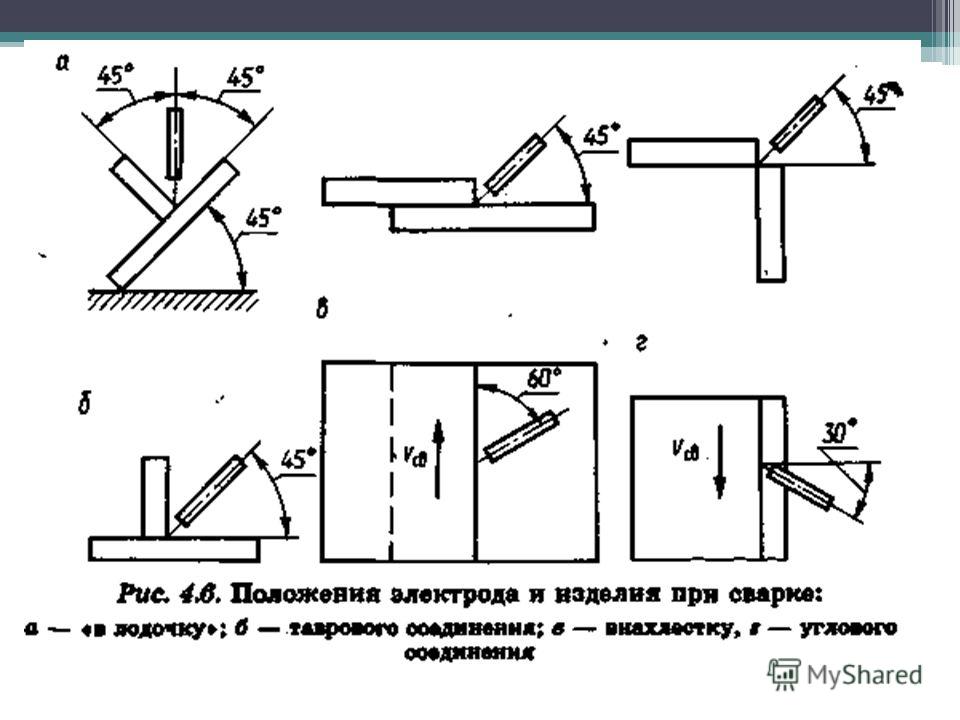
Calitatea cusăturii cu metoda corectă este mai mare, căldura flăcării este disipată mai puțin decât în metoda stângă, prin urmare, în loc de 90 °, unghiul de tăiere este de 60-70 °, ceea ce reduce cantitatea de metal depus. și deformarea structurii. Productivitatea metodei drepte este cu 20-25% mai mare decât a celei din stânga, iar consumul de gaz este cu 15-20% mai mic. Metoda corectă este recomandată pentru sudarea produselor cu o grosime mai mare de 5 mm și a metalelor cu conductivitate termică ridicată. Puterea flăcării este selectată la o rată de 120-150 dm3/h de acetilenă la 1 mm de grosime a metalului. Diametrul firului de umplutură este egal cu jumătate din grosimea metalului de sudat. Metoda de sudare la stânga, când sudarea se efectuează de la dreapta la stânga, flacăra de sudare este îndreptată spre marginile încă nesudate, iar firul de umplutură se deplasează înaintea flăcării, este recomandată pentru sudarea metalelor subțiri și fuzibile (la sudarea metalelor până la 3 mm grosime, este mai productiv decât metoda potrivită). Prin urmare, prin această metodă, sudorul vede clar cusătura sudată aspect cusătura este mai bună decât cu metoda potrivită. Puterea flăcării este selectată la o rată de 100-130 dm3/h de acetilenă la 1 mm de grosime a metalului. Diametrul firului de umplere este cu 1 mm mai mare decât în cazul metodei corecte. Sudarea ar trebui să se străduiască să fie efectuată în poziția inferioară, deoarece aceasta creează cel mai mult conditii favorabile pentru cusături de bună calitate. În această poziție, metalul topit este transferat în bazinul de sudură, care ocupă o poziție orizontală, pe direcția gravitației. În același timp, sudarea în poziția inferioară este mai convenabilă și mai ușor de observat procesul. Metoda de sudare în poziția inferioară suduri de filet numită sudare „în barcă” (Fig. 32).
32. Sudarea barcilor
Există diferite moduri de a suda cusăturile. Alegerea lor depinde de lungimea cusăturii și de grosimea metalului de sudat. În mod convențional, este acceptat să se numească cusături de până la 250 mm lungime scurte, 250-1000 mm - mediu, mai mult de 1000 mm - lungime. Pentru cusăturile scurte, se recomandă metoda de sudare „pass-through” (Fig. 33, a), cusături de lungime medie - sudare de la mijloc până la margini sau metoda pasului invers (Fig. 33.6, c), cusături de unică -trece cap la cap, primul strat cusături cu mai multe treceriși suduri de filet - de la mijloc la capete în pas invers (Fig. 33, d, e). Sudarea în treaptă inversă, cu alegerea corectă a lungimii treptei, este cea mai eficientă, deoarece reduce non-simultaneitatea unei suduri cu o singură trecere și, prin urmare, duce la deformații reziduale mai mici. Atunci când sudați suduri cap la cap sau filet de secțiune transversală mare, cusătura este aplicată în mai multe straturi. Mai mult, fiecare strat al părților mijlocii și superioare poate fi obținut în una, două sau mai multe treceri. La sudarea metalului gros, nu se recomandă realizarea fiecărui strat „în treacăt”, deoarece acest lucru poate duce la deformații semnificative și la apariția de fisuri în primele straturi.
33. Metode de realizare a cusăturilor pe lungime
a - „pe drum”; b - de la mijloc spre margini; c - pas invers; d, d - pas invers de la mijloc la margini
Pentru a preveni formarea fisurilor în timpul sudării metalului gros, trebuie aplicate straturi pe straturile anterioare care nu s-au răcit încă. Acest lucru se realizează la sudarea prin bloc (Fig. 34, c) și metode în cascadă (Fig. 34, a). Cu metoda blocului, întreaga cusătură este împărțită pe lungime în secțiuni egale - blocuri de aproximativ 1 m lungime, fiecare bloc este sudat de un sudor specific. Sudarea începe de la blocul din mijloc. Imediat după prima trecere în prima secțiune, încă doi sudori încep să sudeze și așa mai departe, până când toate secțiunile de-a lungul lungimii sunt alocate sudorilor. Metoda în cascadă constă în sudarea secțiunilor de 200 mm în care se împarte întreaga cusătură, astfel încât la sfârșitul primului strat al primei secțiuni, fără oprire, se continuă sudarea primului strat în secțiunea adiacentă. Sudarea „deal” (Fig. 34.6) este un fel de metodă în cascadă și este efectuată de doi sudori în același timp, de la mijloc până la margini.
34. Sudarea cusăturilor lungi multistrat
a - metoda în cascadă; b- „alunecare”; c - metoda blocului


35. Ordinea (1-5) de sutură
a - sudare de la margine; b - sudare de la mijlocul cusăturii
Ca și în cazul sudării cu arc, cusăturile inferioare în sudarea cu gaz sunt ușor de realizat. Sudarea se efectuează în stânga și în dreapta, în funcție de grosimea metalului care se sudează. La sudarea cusăturilor lungi, se folosesc metodele trepte și inverse (Fig. 35). Cusăturile sunt împărțite în secțiuni care sunt sudate într-o anumită ordine. La aplicarea fiecărei secțiuni ulterioare, secțiunea anterioară este suprapusă cu 10 "-20 mm, în funcție de grosimea metalului care se sudează.
Cusăturile de sudură în alte poziții decât partea inferioară au o serie de caracteristici.
La sudarea în poziție verticală, metalul este transferat în bazinul de sudură perpendicular pe gravitație. Prin urmare, sudarea cu electrozi acoperiți trebuie efectuată cu cel mai scurt arc posibil. În acest caz, diametrul electrozilor nu trebuie să fie mai mare de 4 - 5 mm, iar curentul este cu 15 - 20% mai mic decât valorile curente atunci când se sudează în poziția inferioară. Când metalul electrodului trece în bazinul de sudură, cantitatea de metal lichid din acesta crește și, sub acțiunea gravitației, metalul se poate scurge. Prin urmare, electrodul trebuie mutat rapid la o parte, astfel încât metalul să se întărească. Sudarea cusăturilor verticale se realizează de jos în sus (Fig. 36, a - c) sau de sus în jos (Fig. 36, d).
36. Sudarea de jos în sus (a-c) și de sus în jos (d)
Mai convenabilă este sudarea de jos în sus, când arcul este excitat în punctul cel mai de jos, unde se formează o platformă de metal solidificat, pe care sunt ținute următoarele picături de metal topit. Este mult mai dificil de sudat de sus în jos decât de jos în sus. Această metodă este de obicei folosită pentru sudare metal subțire. La începutul sudurii, electrodul este plasat perpendicular pe suprafață și arcul este excitat în partea de sus a sudurii. După apariția unei picături vizibile de metal lichid pe suprafața de sudat, electrodul este înclinat în jos la un unghi de 10-15°, iar arcul este îndreptat către metalul topit.
Cusături orizontale sudarea este mai dificilă decât cele verticale, deci sunt executate de sudori de calificare superioară. Pentru a preveni scurgerea metalului topit, marginile de pe foaia de jos nu sunt teșite, iar sudarea este începută la marginea foii de jos, apoi rădăcina de sudură este fiartă și arcul este transferat la marginea foii de sus (Fig. . 37). La aplicarea rolelor superioare lărgite, vibrațiile transversale ale capătului electrodului se fac la un unghi de 45° față de axa cusăturii. Sudarea se realizează cu electrozi de aceleași diametre și în aceleași moduri ca și sudarea cusăturilor verticale.

37. Sudarea unei cusături orizontale 1-3 - pozitiile electrozilor
Conform tehnicii de execuție, sudarea cusăturilor de tavan este cea mai dificilă. În acest caz, gravitația împiedică transferul picăturilor de metal al electrodului în bazinul de sudură și acestea tind să curgă în jos. Este posibil să depășiți forța gravitațională și să împiedicați metalul topit să curgă afară cu un volum mic al bazinului de sudură. Pentru a face acest lucru, sudarea se efectuează cu electrozi cu un diametru de cel mult 4 mm la o putere de curent cu 20 - 25% mai mică decât atunci când sudați în poziția inferioară, cu un arc scurt și role înguste.
Modurile reduse și condițiile incomode pentru sudarea în alte poziții decât cea inferioară reduc productivitatea muncii și afectează negativ calitatea îmbinărilor sudate. Prin urmare, este întotdeauna necesar să depuneți eforturi pentru a aranja produsele astfel încât numărul maxim de cusături să poată fi sudate în poziția inferioară.
La sudarea cu gaz, cusăturile verticale ale produselor de grosime mică sunt sudate de sus în jos în mod corect și de jos în sus în sens stâng (Fig. 38). Cusături verticale cu grosimea metalului de 2 - 20 mm, se recomanda sudarea folosind metoda cordonului dublu de jos in sus fara a tesi marginile si cu un decalaj egal cu jumatate din grosimea metalului care se sudeaza.

38. Sudarea cusăturilor verticale
a - de sus în jos; b, c - de jos în sus; g - rolă dublă

39. Sudarea cusăturilor orizontale (a) și a tavanului în căile stânga (b) și dreapta (e)
Pentru grosimi peste 6 mm, sudarea se realizeaza de catre doi sudori. Cusăturile orizontale sunt sudate în mod corect, ținând capătul firului de umplere deasupra, iar piesa bucală a arzătorului pe fundul băii (Fig. 39, a). Imbinari de tavan impuneți metodele dreapta și stânga în mai multe straturi cu o grosime minimă a fiecăruia (Fig. 39, b, c). Marginile sudurii sunt încălzite până la începerea fulgerului, moment în care firul de umplutură este introdus în bazinul de sudură. Metalul bazinului de sudură este împiedicat să curgă în jos prin presiunea gazelor de flacără.
Caracteristici de sudare în diverse poziții spațiale Există următoarele poziții principale ale cusăturilor în spațiu: inferior, vertical, orizontal (pe un plan vertical) și tavan. În funcție de poziția în spațiu, condițiile de formare a cordonului de sudură, aspectul și calitatea acestuia, precum și productivitatea sudurii, se modifică semnificativ.
Efectuarea sudurilor în poziția inferioară Această poziție este cea mai convenabilă pentru sudare, deoarece picăturile de metal al electrodului trec cu ușurință în bazinul de sudură sub acțiunea propriei greutăți, iar metalul lichid nu curge din acesta. În plus, este ușor de observat procesul de formare a cusăturilor. În timpul sudării, electrodul este înclinat în direcția sudării la un unghi °.

Realizarea cusăturilor înăuntru pozitie verticalaÎn acest caz, metalul topit tinde să curgă în jos. Prin urmare, cusăturile verticale sunt realizate cu un arc foarte scurt. Cusăturile verticale se realizează atât de jos în sus, cât și de sus în jos. În primul caz, arcul este inițiat în punctul cel mai de jos al plăcilor dispuse vertical, iar după formarea unui bazin de metal lichid, electrodul, care a fost instalat mai întâi orizontal, este tras ușor în sus. În acest caz, metalul de sudură înghețat formează un fel de raft pe care sunt ținute picăturile ulterioare de metal. Pentru a preveni scurgerea metalului lichid din baie, este necesar să se efectueze mișcări oscilatorii ale electrodului de-a lungul axei de sudură, cu îndepărtarea acestuia în sus și alternativ în ambele direcții. Acest lucru asigură solidificarea rapidă a metalului lichid.
Sudarea de sus în jos este utilizată cu o grosime mică a metalului sau la aplicarea primului strat al cusăturii în procesul de sudare multistrat. În acest caz, metalul lichid care curge sub arc reduce posibilitatea de arsuri. La începutul sudurii, arcul este inițiat în punctul cel mai înalt al plăcilor cu un electrod orizontal. După formarea unui bazin de metal lichid, electrodul este înclinat cu ° astfel încât arcul să fie îndreptat către bază și metalul depus. Pentru a îmbunătăți condițiile pentru formarea unei cusături, amplitudinea oscilațiilor electrodului ar trebui să fie mică, iar arcul trebuie să fie foarte scurt, astfel încât picăturile de metal topit să nu curgă în jos.
Cusăturile verticale pe metal gros cu pregătirea marginilor în formă de X sunt sudate începând de la partea superioară a cusăturilor. Când lucrează doi sudori, unul execută primul strat din secțiunea de sudat și imediat după aceea, rădăcina cusăturii este tăiată din spatele îmbinării, iar celălalt sudor aplică toate straturile pe partea sa a secțiunii. . În acest moment, primul sudor execută toate straturile de cusătură care se află pe partea sa a secțiunii. Toate secțiunile ulterioare sunt sudate în aceeași ordine. Sudarea se realizează fără întrerupere pe stratul anterior fierbinte.

Coaserea în poziție orizontală Aceste cusături se coase mai greu decât în poziție verticală. Pentru a preveni scurgerea metalului lichid, marginile teșite sunt de obicei realizate pe o singură parte superioară. Arcul în acest caz este excitat pe marginea orizontală inferioară și apoi transferat la tocirea pieselor și apoi la marginea superioară, ridicând picătura de metal care curge în sus. Mișcările oscilatorii ale electrodului se efectuează în spirală.

Orizontală cusături sudate este mai ușor să faceți îmbinări cu suprapunere decât îmbinări cap la cap, deoarece marginea orizontală a foii ajută la împiedicarea curgerii metalului topit în jos. Cusăturile orizontale lungi cu pregătirea marginii în formă de X (două teșituri simetrice ale unei margini, de obicei cea superioară) sunt împărțite în secțiuni, astfel încât doi sudori să poată suda o cusătură cu două fețe într-o astfel de secțiune în timpul unei schimburi.

Realizarea cusăturilor înăuntru poziție deasupra capului Aceasta este o operațiune care necesită timp, deoarece gravitația împiedică transferul metalului de la electrod la bazinul de sudură, iar metalul topit tinde să curgă în jos din bazin. Prin urmare, în timpul procesului de sudare, este necesar să se asigure că volumul bazinului de sudură este mic. Acest lucru se realizează prin utilizarea electrozilor cu diametru mic (nu mai mult de mm) și curenți mici de sudare.

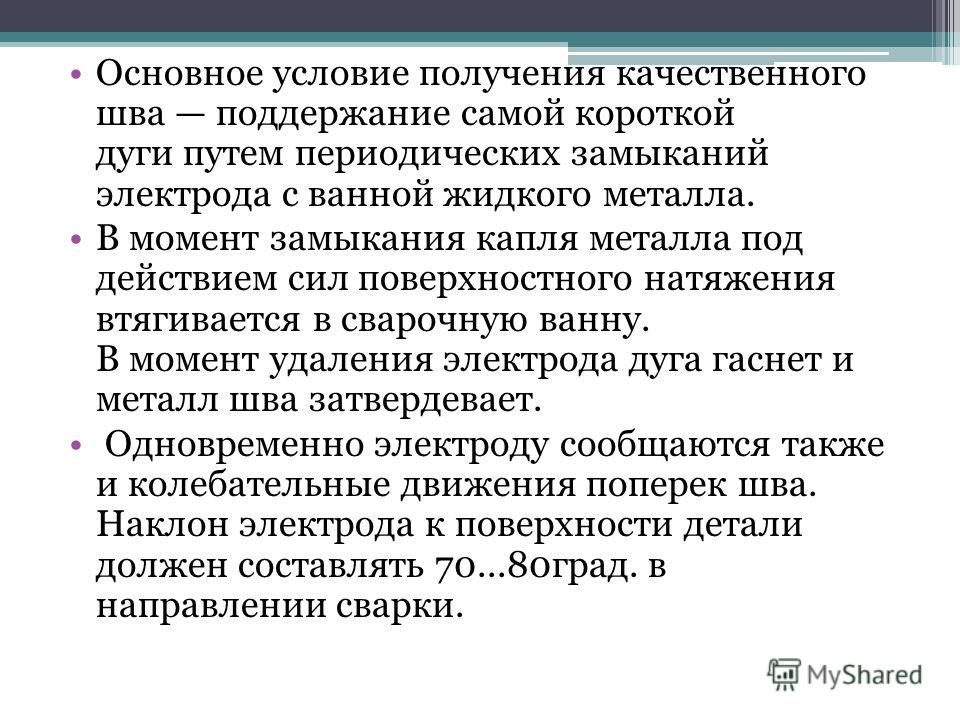
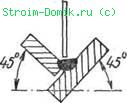
Condiția principală pentru obținerea unei suduri de înaltă calitate este menținerea celui mai scurt arc prin închiderea periodică a electrodului cu un bazin de metal lichid. În momentul închiderii, o picătură de metal sub acțiunea forțelor tensiune de suprafata tras în bazinul de sudură. În momentul în care electrodul este îndepărtat, arcul se stinge și metalul de sudură se întărește. În același timp, mișcările oscilatorii de-a lungul cusăturii sunt, de asemenea, raportate la electrod. Înclinarea electrodului față de suprafața piesei trebuie să fie de grade. în sensul sudării.